Спосіб виготовлення плит та плита


Формула / Реферат
1. Спосіб виготовлення плит із матеріалу на основі стружки або матеріалу на основі волокон, зокрема, деревностружкових плит, деревноволокнистих плит низької густини, деревноволокнистих плит середньої густини, деревноволокнистих плит високої густини та плит орієнтованої структури, який включає стадії:
підготовки (S2) висушеного матеріалу на основі стружки або матеріалу на основі волокон,
плазмової обробки (S3a, S3b) висушеного матеріалу на основі стружки або матеріалу на основі волокон,
змішування з клеєм (S4a, S4b) матеріалу на основі стружки або матеріалу на основі волокон, підданого плазмовій обробці, та
пресування (S5) змішаного з клеєм матеріалу на основі стружки або волокон з утворенням плит,
який відрізняється тим, що при виконанні плазмової обробки (S3a, S3b) використовують технологічний газ, який містить фтор як додатковий складник.
2. Спосіб за п. 1, який відрізняється тим, що при виконанні змішування з клеєм (S4a, S4b) використовують не більше ніж 75 кг, за варіантом, якому віддається перевага, не більше ніж 67 кг рідкого клею або не більше ніж 50 кг, за варіантом, якому віддається перевага, не більше ніж 45 кг клею у твердому стані на кубічний метр плити.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що технологічний газ, застосований для виконання плазмової обробки (S3a, S3b), містить кисень та/або азот, та/або аргон як основний складник.
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що відповідно заздалегідь визначена кількість матеріалу на основі стружки або матеріалу на основі волокон обробляють у плазмі низького тиску у вигляді періодичного технологічного процесу.
5. Спосіб за п. 4, який відрізняється тим, що тривалість плазмової обробки (S3a, S3b) матеріалу на основі стружки або матеріалу на основі волокон становить 1-10 хв.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що матеріал на основі стружки або матеріал на основі волокон перед плазмовою обробкою (S3a, S3b) розділяють на декілька груп, які відрізняються за розміром окремих стружок та волокон, різні групи відповідно піддають плазмовій обробці окремо (S3a, S3b) та після цього змішують із клеєм (S4a, S4b), перед тим як їх знову об'єднують для пресування (S5) з утворенням плити.
7. Спосіб за одним із пп. 1-6, який відрізняється тим, що між стадією плазмової обробки (S3a, S3b) та стадією змішування з клеєм (S4a, S4b) матеріалу на основі стружки або матеріалу на основі волокон проходить не більше ніж 30 хв, а за варіантом, якому віддається перевага, не більше ніж 1 хв.
8. Спосіб за одним із пп. 1-7, який відрізняється тим, що застосовують матеріал на основі стружки або матеріал на основі волокон, який містить деревну стружку та/або деревні волокна, та/або волокна коноплі, та/або волокна соломи.
9. Спосіб за одним із пп. 1-8, який відрізняється тим, що для змішування з клеєм (S4a, S4b) застосовують сечовиноформальдегідну смолу, сечовиномеламіноформальдегідну смолу або фенолформальдегідну смолу, де за варіантом, якому віддається перевага, вміст твердої фракції становить 40-80 %.
10. Плита з матеріалу на основі стружки або матеріалу на основі волокон, зокрема деревностружкова плита, деревноволокниста плита низької густини, деревноволокниста плита середньої густини, деревноволокниста плита високої густини або плита орієнтованої структури, виготовлена згідно зі способом за одним із пп. 1-9, яка відрізняється тим, що містить не більше ніж 50 кг клею у твердому стані на кубічний метр плити.
11. Плита за п. 10, яка відрізняється тим, що містить не більше ніж 45 кг клею у твердому стані на кубічний метр плити.
12. Плита за п. 10 або п. 11, яка відрізняється тим, що матеріал на основі стружки або матеріал на основі волокон містить деревну стружку та/або деревні волокна, та/або волокна коноплі, та/або волокна соломи.
13. Плита за одним із пп. 10-12, яка відрізняється тим, що клей (S4a, S4b) містить сечовиноформальдегідну смолу, сечовиномеламіноформальдегідну смолу або фенолформальдегідну смолу, де за варіантом здійснення, якому віддається перевага, вміст твердої фракції становить 40-80 %.
Текст
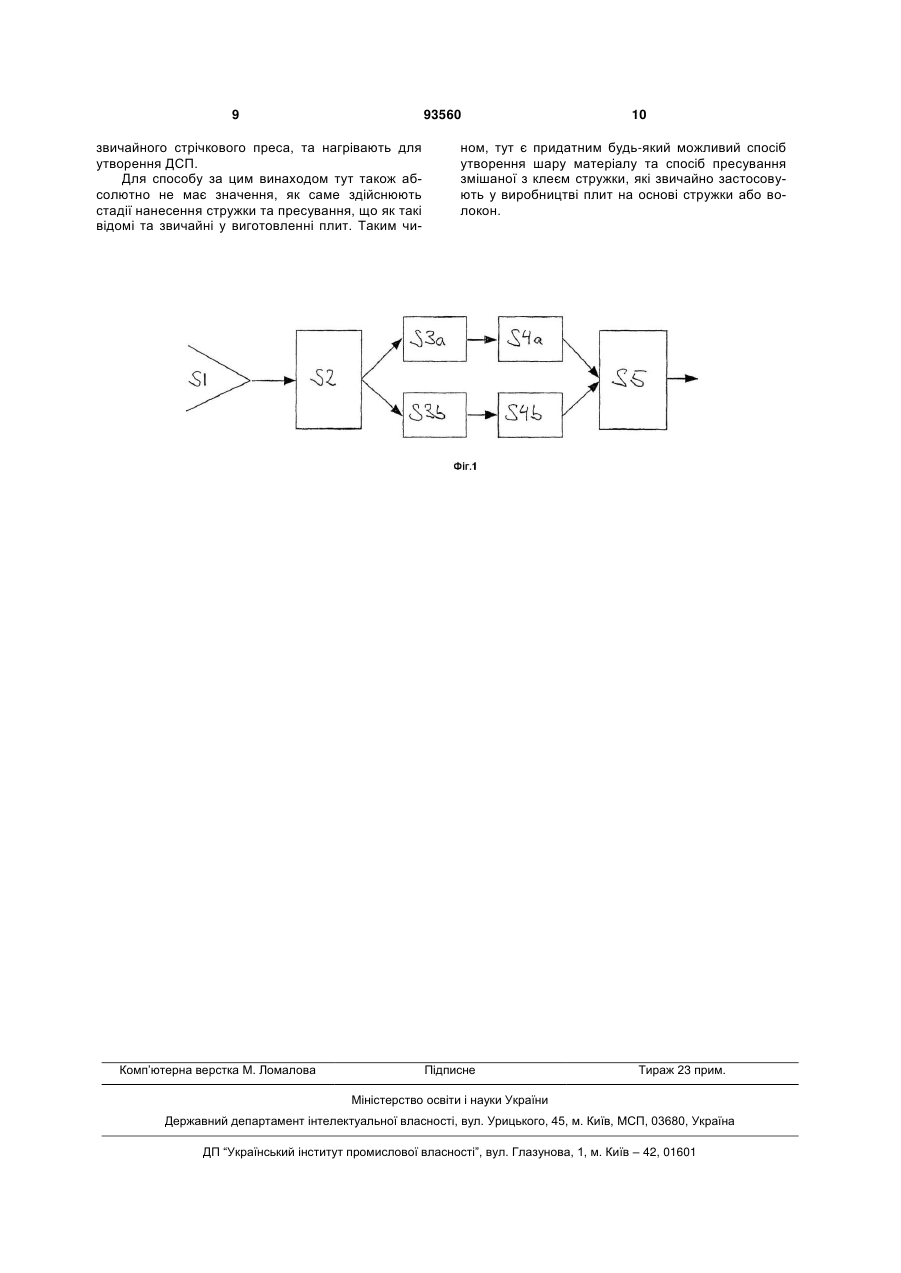
1. Спосіб виготовлення плит із матеріалу на основі стружки або матеріалу на основі волокон, зокрема, деревностружкових плит, деревноволокнистих плит низької густини, деревноволокнистих плит середньої густини, деревноволокнистих плит високої густини та плит орієнтованої структури, який включає стадії: підготовки (S2) висушеного матеріалу на основі стружки або матеріалу на основі волокон, плазмової обробки (S3a, S3b) висушеного матеріалу на основі стружки або матеріалу на основі волокон, змішування з клеєм (S4a, S4b) матеріалу на основі стружки або матеріалу на основі волокон, підданого плазмовій обробці, та пресування (S5) змішаного з клеєм матеріалу на основі стружки або волокон з утворенням плит, який відрізняється тим, що при виконанні плазмової обробки (S3a, S3b) використовують технологічний газ, який містить фтор як додатковий складник. 2. Спосіб за п. 1, який відрізняється тим, що при виконанні змішування з клеєм (S4a, S4b) використовують не більше ніж 75 кг, за варіантом, якому віддається перевага, не більше ніж 67 кг рідкого клею або не більше ніж 50 кг, за варіантом, якому віддається перевага, не більше ніж 45 кг клею у твердому стані на кубічний метр плити. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що технологічний газ, застосований для виконання плазмової обробки (S3a, S3b), містить кисень та/або азот, та/або аргон як основний складник. 4. Спосіб за одним із пп. 1-3, який відрізняється тим, що відповідно заздалегідь визначена кількість 2 (19) 1 3 93560 4 12. Плита за п. 10 або п. 11, яка відрізняється тим, що матеріал на основі стружки або матеріал на основі волокон містить деревну стружку та/або деревні волокна, та/або волокна коноплі, та/або волокна соломи. 13. Плита за одним із пп. 10-12, яка відрізняється тим, що клей (S4a, S4b) містить сечовиноформальдегідну смолу, сечовиномеламіноформальдегідну смолу або фенолформальдегідну смолу, де за варіантом здійснення, якому віддається перевага, вміст твердої фракції становить 40-80 %. Винахід стосується способу виготовлення плит із матеріалу на основі деревної стружки або волокон, зокрема, деревностружкових плит, деревноволокнистих плит низької густини (відомих фахівцям як "low density fiberboard, LDF"), деревноволокнистих плит середньої густини (відомих фахівцям як "medium-density fiberboard", MDF) або ж деревноволокнистих плит високої густини (відомих фахівцям як "high density fiberboard", HDF) та плит орієнтованої структури (відомих фахівцям як "oriented strandboard", OSB). Для застосування у певних відомих типових способах виготовлення деревностружкових плит (ДСП) деревна стружка надається, наприклад, після різання деревини; її спочатку висушують, а потім сортують за розміром стружки, наприклад, на два види, а саме - більшу стружку для центрального шару та меншу стружку для зовнішнього шару, та або зберігають окремо, або подають безпосередньо для подальшого застосування у технологічному процесі. Потім цю стружку звичайно змішують із клеєм та розташовують на стрічці конвеєра так, щоб стружка для зовнішнього шару перебувала ззовні, а стружка для центрального шару перебувала всередині шару стружки, яка підлягає подальшому пресуванню для утворення плит у неперервному процесі із застосуванням стрічкового преса. Аналогічний процес також застосовують у виробництві деревно-волокнистих плит середньої густини або високої густини, у якому, однак, не здійснюють відокремлення стружки для центрального шару та стружки для зовнішнього шару, хоча волокна в цілому отримують із суміші заздалегідь визначених типів волокон у заздалегідь визначених пропорціях. Звичайно на кубічний метр об'єму плити потрібно приблизно 90кг рідкого клею для отримання потрібних властивостей механічної міцності плити, наприклад, для ДСП, яка відповідає приблизно 60кг клею у твердому стані після застигання. Кількість клею цього типу є важливим фактором вартості виготовлення плит. Виходячи з цього, метою винаходу є створення способу виготовлення плит із матеріалу на основі стружки або матеріалу на основі волокон, який уможливлює підвищення економічної ефективності виготовлення у порівнянні з відомими способами. Для досягнення цієї мети винахід передбачає типовий спосіб, який включає такі стадії: підготовку висушеного матеріалу на основі стружки або матеріалу на основі волокон, плазмову обробку висушеного матеріалу на основі стружки або матері алу на основі волокон, змішування з клеєм матеріалу на основі стружки або матеріалу на основі волокон, підданого плазмовій обробці, пресування змішаного з клеєм матеріалу на основі стружки або волокон з утворенням плит. Таким чином, визначальна різниця між способом за цим винаходом та відомим способом полягає у тому, що за винаходом висушений матеріал на основі стружки або матеріал на основі волокон проходить додаткову стадію плазмової обробки перед змішуванням із клеєм. Під час плазмової обробки цього виду технологічний газ іонізується у просторі між двома електродами, які перебувають під високою напругою. Висушені стружки або волокна піддають дії технологічної газової плазми, утвореної таким чином, або шляхом падіння їх через плазму, або шляхом пересування їх через плазму у вигляді сипкого шару, наприклад, на транспортері. У будь-якому випадку, залежно від їх кінетичної енергії, іони потрапляють у поверхню стружки або волокон, наприклад, на глибину до 10мкм. Фізичні та хімічні зміни у поверхні стружки або поверхні волокна, викликані таким чином, ще не знайшли пояснення. Однак науково доведеним фактом є те, що обробка такого типу викликає поліпшення приставання до поверхні. Таким чином, згідно з потребою, нанесений шар клею краще пристає до поверхні стружки або поверхні волокна, обробленої таким чином. Хоча взагалі добре відомо, що властивості поверхні можуть зазнавати впливу від плазмової обробки, не очікували, що адгезія клею до обробленої плазмою поверхні стружки та волокон могла б зазнати впливу та поліпшення. Також не очікували, що несподіване поліпшення адгезії може зберігатися на протязі періоду, порівняного з ресурсом плит та виробів, виготовлених із цих плит. І зрештою, неочікуваним виявилося те, що поліпшення адгезії може сягнути такої міри, що економія клею, який застосовують у виробництві плит, виправдає капітальні та експлуатаційні витрати на обладнання для плазмової обробки. Цей успіх вирішив всі сумніви винахідників. Як вже вказано, успіхом винахідників стало виявлення того, що перевага несподівано досягнута завдяки застосуванню додаткової та дорогої стадії плазмової обробки, яка спочатку видавалася необов'язковою, для додаткової обробки матеріалу на основі стружки або матеріалу на основі волокон. При подальшому змішуванні з клеєм обробленої плазмою стружки або волокна було виявлено значне зменшення необхідної кількості клею у порівнянні з відомим способом, проте, незважаючи на зменшення кількості використаного 5 клею, плити, виготовлені із застосуванням способу за цим винаходом, відповідають вимогам щодо механічних властивостей у відповідності до промислових стандартів, які стосуються окремих плит. Оскільки економія коштів від зменшення кількості клею на кубічний метр матеріалу плити значно перевищує капітальні витрати, потрібні для виготовлення кубічного метра матеріалу плити, то це підвищує економічну ефективність виготовлення із застосуванням способу за цим винаходом. Зокрема, винахідники встановили, що не більше ніж 75кг, а за варіантом здійснення, якому віддається перевага, навіть не більше ніж 67кг рідкого клею потрібно на кубічний метр матеріалу плити, що після застигання відповідає кількості не більше ніж 50кг, а за варіантом здійснення, якому віддається перевага, навіть не більше ніж 45кг клею у твердому стані. Це відповідає економії клею більше ніж 15%, а за варіантом здійснення, якому віддається перевага, більше ніж 25% у порівнянні з відомими способами. За варіантом здійснення винаходу, якому віддається перевага, досягнута економія клею навіть приблизно 30%, що відповідає 63кг рідкого клею або приблизно 42кг клею у твердому стані. Собівартість виготовлення плит, виготовлених із застосуванням способу за цим винаходом, може бути значно зменшеною за рахунок такої великої економії клею. Стадія плазмової обробки висушеного матеріалу на основі стружки або матеріалу на основі волокон за цим винаходом може бути здійснена, наприклад, шляхом піддавання відповідної заздалегідь визначеної кількості матеріалу на основі стружки або матеріалу на основі волокон дії плазми низького тиску у камері низького тиску у вигляді періодичного технологічного процесу. Таким чином можна забезпечити рівномірність обробки плазмою матеріалу на основі стружки або матеріалу на основі волокон, тобто наскільки можливо усіх поверхонь усіх окремих стружок та волокон, щоб після обробки властивості поверхні були однорідними по усьому матеріалу на основі стружки або матеріалу на основі волокон. Однак за альтернативним варіантом його можна також пересувати у неперервному процесі повз сопло пристрою для утворення плазми під атмосферним тиском. У обох альтернативних варіантах способу технологічний газ, застосований для виконання плазмової обробки, може містити кисень та/або азот та/або аргон як головний складник. Наприклад, при застосуванні плазми низького тиску для плазмової обробки, як технологічний газ може бути використане повітря. Таким чином складне вакуумування камери низького тиску перед введенням технологічного газу може бути виключене, а тиск у камері низького тиску після завантаження має бути зменшене тільки до тиску, необхідного для плазмової обробки (порядку величини 0,5-5 мбар (50500Па). За іншим варіантом здійснення винаходу технологічний газ, застосований для виконання плазмової обробки, може містити фтор як додатковий складник. За винаходом встановлено, що властивості розбухання стружки або волокон під впливом вологи можуть бути поліпшені шляхом додавання 93560 6 фтору до технологічного газу, тобто розбухання стружок або волокон під впливом вологи може бути зменшене. Результатом цього є значно підвищена стабільність плит, виготовлених у такий спосіб, до впливу вологості. Звичайно у виробництві ДСП для зменшення небажаного розбухання додають парафінову емульсію. Шляхом плазмової обробки технологічним газом, що містить фтор, застосування парафінової емульсії може бути виключено повністю або частково. Результатом цього є додаткова економія коштів. Тривалість плазмової обробки матеріалу на основі стружки або матеріалу на основі волокон за варіантом, якому віддається перевага, може становити 1-10хв. Таким чином, властивості поверхні стружки або волокон достатньої якості можуть бути отримані з найвищою можливою продуктивністю виходу матеріалу на основі стружки або матеріалу на основі волокон. За іншим варіантом здійснення винаходу запропоновано, щоб матеріал на основі стружки або матеріал на основі волокон перед плазмовою обробкою був розділений на декількох груп, які відрізняються за розміром окремих стружок та волокон. Додатково різні групи відповідно можуть піддаватися плазмовій обробці окремо та після цього змішуватися з клеєм, перед тим як їх знову об'єднують для пресування з утворенням плити. Таким чином можливо забезпечити, наприклад, у виробництві ДСП, оптимальні експлуатаційні параметри для кожного випадку плазмової обробки для менших стружок для зовнішнього шару, а також для більших стружок для центрального шару, щоб максимізувати можливу економію клею. Між стадією плазмової обробки та стадією змішування з клеєм матеріалу на основі стружки або матеріалу на основі волокон за варіантом, якому віддається перевага, проходить не більше ніж 30хв, за варіантом, якому віддається особлива перевага, не більше ніж 1хв для того, щоб властивості поверхні матеріалу на основі стружки або матеріалу на основі волокон, поліпшені шляхом плазмової обробки, не погіршилися б знову внаслідок занадто довгого часу зберігання. Матеріал на основі стружки або матеріал на основі волокон, застосований за цим винаходом, може містити деревну стружку, та/або деревні волокна, та/або волокна коноплі, та/або волокна соломи, так що можуть бути виготовлені не тільки різноманітні типи деревних плит, такі як, наприклад, деревностружкові плити, деревноволокнисті плити низької густини, деревноволокнисті плити середньої густини, деревноволокнисті плити високої густини та плити орієнтованої структури, але також і плити, які містять волокна коноплі та/або волокна соломи. Наприклад, для змішування з клеєм можна застосувати сечовиноформальдегідну смолу, сечовиномеламіноформальдегідну смолу або фенолформальдегідну смолу, де за варіантом, якому віддається перевага, вміст твердої фракції становить 40-80%. За додатковим варіантом здійснення винаходу, окрім фтору, інші речовини також можуть бути додані у технологічний газ, застосований для ви 7 конання плазмової обробки, наприклад, для того, щоб отримати плити з вогнезахисними властивостями, та/або з антибактеріальними властивостями, та/або зі зменшеною схильністю до утворення плісняви. Винахід додатково стосується плити з матеріалу на основі стружки або матеріалу на основі волокон, зокрема, деревностружкової плити, деревноволокнистої плити низької густини, деревноволокнистої плити середньої густини, деревноволокнистої плити високої густини, або плити орієнтованої структури, яка містить не більше ніж 50кг, а за варіантом здійснення, якому віддається перевага, не більше ніж 45кг клею у твердому стані на кубічний метр плити. Цей матеріал на основі стружки або матеріал на основі волокон може містити деревну стружку, та/або деревні волокна, та/або волокна коноплі, та/або волокна соломи. Додатково клей може містити сечовиноформальдегідну смолу, сечовиномеламіноформальдегідну смолу або фенолформальдегідну смолу, в якій вміст твердої фракції за варіантом, якому віддається перевага, становить 40-80%. Варіант здійснення винаходу, якому віддається перевага, описаний нижче виключно у вигляді прикладу за допомогою прикладеної фігури. Фіг. являє собою блок-схему для пояснення способу виготовлення плит ДСП за цим винаходом. За варіантом здійснення винаходу, якому віддається перевага і який схематично показаний на Фіг., на стадії S1 деревний кругляк, деревну стружку, залишки деревини тощо спочатку подають на відоме обладнання для подрібнення. На стадії S2 подану деревину обробляють з утворенням стружки із застосуванням обладнання для подрібнення, одержану стружку висушують із застосуванням відомого обладнання для висушування, наприклад, у барабанній сушарці, до залишкової вологості приблизно 2%, після чого просіюють так, щоб менша стружка, яка пізніше використовується як стружка для зовнішнього шару ДСП, могла бути відділена від більшої стружки, яка пізніше використовується як стружка для центрального шару ДСП. Спосіб за винаходом цими двома стадіями не відрізняється від відомих способів виготовлення плит на основі стружки або волокон. Також для способу за цим винаходом абсолютно не має значення, як саме здійснюють підготовку висушеного матеріалу на основі стружки або матеріалу на основі волокон. Таким чином, також можливо здійснення подрібнення та висушування поза межами виробничої зони: вже висушений матеріал на основі стружки або матеріал на основі волокон може подаватися з місць зберігання. На стадії S3a стружку для зовнішнього шару подають у камеру низького тиску, яку після цього вакуумують до робочого тиску приблизно 0,55мбар (50-500Па). Після того, як робочий тиск досягнутий, у цій камері низького тиску збуджують плазму, причому у цьому випадку повітря, що залишилося у камері низького тиску, застосовують як технологічний газ. Однак також можливо застосування інших технологічних газів, таких як, напри 93560 8 клад, аргон, та/або додавання однієї або більше домішок, таких як, наприклад, фтор, до відповідно застосованого технологічного газу. Плазмова обробка, під час якої стружку для зовнішнього шару піддають дії плазми, триває приблизно від 1хв до 10хв. На стадії S3b стружку для центрального шару подібним чином піддають плазмовій обробці аналогічно стадії S3a. Окрема плазмова обробка стружки для зовнішнього шару та стружки для центрального шару має перевагу, яка полягає у тому, що - з одного боку - параметри процесу, такі як, наприклад, робочий тиск, тривалість обробки, а також склад та/або концентрація технологічного газу, можуть бути підібрані індивідуально для відповідного типу стружки, та - з іншого боку - у відповідний технологічний газ можуть бути додані різні домішки індивідуально для кожного виду стружки у придатному складі та концентрації. Після стадії S3a або стадії S3b на стадії S4a або на стадії S4b стружку для зовнішнього шару та стружку для центрального шару окремо змішують відповідним чином з клеєм. При цьому як клей застосовують сечовиноформальдегідну смолу, сечовиномеламіноформальдегідну смолу або фенолформальдегідну смолу, як і у відомих способах виготовлення ДСП. Оскільки змочуваність поверхні стружки була збільшена завдяки плазмовій обробці стружки за цим винаходом, то у цьому випадку може бути застосовано приблизно на 30% менше клею, ніж за відомими способами виготовлення ДСП, без шкідливого впливу на властивості механічної міцності готової ДСП. В той час як за відомими способами необхідно приблизно 90кг рідкого клею на кубічний метр ДСП для отримання потрібних властивостей механічної міцності ДСП, що вимагаються за відповідними промисловими стандартами, спосіб за цим винаходом в ідеалі вирішує це завдання із застосуванням лише приблизно 63кг рідкого клею на кубічний метр плити. Таким чином, вже одержана внаслідок цього значна економія коштів виправдовує додаткові витрати та зусилля, використані для здійснення додаткової стадії плазмової обробки у способі виготовлення плит за цим винаходом. Крім того, завдяки застосуванню відповідних домішок до технологічного газу під час плазмової обробки за варіантом, якому віддається перевага, можна також впливати на інші властивості стружки. Певна домішка фтору, наприклад, корисно впливає на властивості розбухання стружки, так що звичайна у інших випадках домішка парафінової емульсії у виробництві ДСП для зменшення розбухання готової плити може бути виключена повністю або частково, і таким чином може бути досягнута додаткова економія коштів. Після додавання клею на стадії S5 стружку для зовнішнього шару та стружку для центрального шару спільно насипають на стрічку конвеєра так, що поверхні утвореного шару містять змішану з клеєм стружку для зовнішнього шару, що проходить пресування, а стружка для центрального шару розташована посередині цих шарів. Стружку остаточно пресують, наприклад, із застосуванням 9 93560 звичайного стрічкового преса, та нагрівають для утворення ДСП. Для способу за цим винаходом тут також абсолютно не має значення, як саме здійснюють стадії нанесення стружки та пресування, що як такі відомі та звичайні у виготовленні плит. Таким чи Комп’ютерна верстка М. Ломалова 10 ном, тут є придатним будь-який можливий спосіб утворення шару матеріалу та спосіб пресування змішаної з клеєм стружки, які звичайно застосовують у виробництві плит на основі стружки або волокон. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of plate material and material plate
Автори англійськоюRuhdorfer Herbert
Назва патенту російськоюСпособ изготовления плит материала и плита материала
Автори російськоюРудорфер Герберт
МПК / Мітки
МПК: B27N 1/00
Мітки: спосіб, плит, виготовлення, плита
Код посилання
<a href="https://ua.patents.su/5-93560-sposib-vigotovlennya-plit-ta-plita.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плит та плита</a>
Спосіб виготовлення деревинно-солом’яних плит
Номер патенту: 37811
Опубліковано: 10.12.2008
Автори: Бехта Павло Антонович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: плит, спосіб, деревинно-солом'яних, виготовлення
Формула / Реферат:
Спосіб виготовлення деревинно-солом'яних плит, який включає операції підготовки стружки, сушіння стружки, приготування клею, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що як клей застосовують фенолоформальдегідну смолу, а для формування внутрішнього і зовнішніх шарів плит використовують деревинну стружку із додаванням до неї 5-30 % стружки з пшеничної соломи.
Спосіб виготовлення стружкових плит
Номер патенту: 40485
Опубліковано: 10.04.2009
Автори: Моргун Олександр Олександрович, Бехта Павло Антонович, Шепелюк Олег Олександрович, Бехта Сергій Зеновійович
МПК: B27N 3/00
Мітки: плит, стружкових, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення стружкових плит, який включає операції підготовки стружки, сушіння стружки, приготування клею, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що в процесі приготування клею до карбамідоформальдегідної смоли як отверджувач додають персульфат амонію [(NН4)2S2O8)] в кількості 0,2-0,4 мас.ч. на 100 мас.ч. смоли.
Спосіб виготовлення стружкових плит
Номер патенту: 21441
Опубліковано: 15.03.2007
Автори: Бехта Павло Антонович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: плит, виготовлення, стружкових, спосіб
Формула / Реферат:
1. Спосіб виготовлення стружкових плит, який включає операції виготовлення стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що зовнішні шари плит сформовані із деревинних частинок, а внутрішній шар - із деревинних частинок із додаванням до них до 20% солом'яних частинок.2. Спосіб за п.1, який відрізняється тим, що для виготовлення солом'яних...
Спосіб виготовлення стружкових плит з використанням соломи
Номер патенту: 21438
Опубліковано: 15.03.2007
Автори: Бехта Павло Антонович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: використанням, виготовлення, спосіб, плит, соломи, стружкових
Формула / Реферат:
1. Спосіб виготовлення стружкових плит з використанням соломи, який включає операції приготування стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що як внутрішній, так і зовнішні шари плит сформовані із деревинних частинок із додаванням до них 10 % солом'яних частинок.2. Спосіб за п. 1, який відрізняється...
Збірна залізобетонна плита та спосіб виготовлення збірної конструкції із збірних залізобетонних плит
Номер патенту: 71642
Опубліковано: 15.12.2004
Автор: Райхель Дітер
МПК: E01B 3/00, E01C 5/06, E01B 29/00
Мітки: залізобетонних, конструкції, плита, залізобетонна, спосіб, виготовлення, збірна, збірних, плит, збірної
Формула / Реферат:
1. Збірна плита із залізобетону, зокрема для використання як конструктивного елементу міцного полотна для швидкісних транспортних засобів, яка містить щонайменше два сталевих стрижні, які проходять у подовжньому напрямку збірної залізобетонної плити і які виступають за її бетонну поверхню на торці, а також щонайменше одне, переважно декілька проходячих упоперек сталевих стрижнів місць заданого зламу збірної плити, яка відрізняється тим, що...
Попередній патент: Пневмосистема пристрою для повітряної сепарації сипучої суміші у текучому середовищі
Наступний патент: Масивний дріт з сердечником, який містить деоксидант, і спосіб його виготовлення
Випадковий патент: Дефекатор