Масивний дріт з сердечником, який містить деоксидант, і спосіб його виготовлення
Формула / Реферат
1. Масивний дріт з сердечником, який містить деоксидант, поміщений в його сердечник, при цьому згаданий деоксидант має форму дрібних гранул або порошку, покритого захисним покривним матеріалом, вибраним серед графіту, тальку, стеатиту, вапнякового пилу, кальциту, поліетилену малої густини (LDP), поліаміду, низькомолекулярного вінілацетатного полімеру, силіциду кальцію, вапняного порошку, причому діаметр згаданого дроту з сердечником становить від 13 до 40 мм.
2. Масивний дріт за п. 1, який відрізняється тим, що він сформований з сталевого листа, переважно з холоднокатаного сталевого листа.
3. Масивний дріт за п. 2, який відрізняється тим, що він містить один або більшу кількість фальцевих з'єднань, розташованих переважно вздовж його осі.
4. Масивний дріт за п. 3, який відрізняється тим, що покритий деоксидант, поміщений в сердечник, утримується на місці в ущільненому стані за допомогою фальцевого з'єднання, виконаного під час виготовлення згаданих дротів з сердечником.
5. Масивний дріт за п. 4, який відрізняється тим, що покритий деоксидант утримується на місці в ущільненому стані за допомогою фальцевого з'єднання, виконаного під час виготовлення згаданих дротів з сердечником після заповнення.
6. Масивний дріт за будь-яким із пп. 1-5, який відрізняється тим, що його діаметр становить від 19 до 34 мм.
7. Масивний дріт за будь-яким із пп. 1-6, який відрізняється тим, що як деоксидант використано дрібні гранули алюмінієвого порошку, покриті графітом.
8. Масивний дріт за будь-яким із пп. 1-7, який відрізняється тим, що для виготовлення деоксиданту використано алюмінієвий брухт, переважно у формі листів, фольги, смуг.
9. Масивний дріт за п. 8, який відрізняється тим, що на дрібні гранули або порошок деоксидант перетворено механічним способом або способом плавлення.
10. Масивний дріт за п. 8 або п. 9, який відрізняється тим, що деоксидант є матеріалом, подрібненим і перетвореним на гранули/порошок.
11. Масивний дріт за будь-яким із пп. 1-10, який відрізняється тим, що деоксидант частково або повністю покритий захисним покривним матеріалом, при цьому покриття переважно включає одну або більшу кількість речовин, вибраних серед графіту, тальку, стеатиту, вапнякового пилу, кальциту, LDP.
12. Масивний дріт за будь-яким із пп. 8-11, який відрізняється тим, що виготовлений витягуванням дроту, наповненого алюмінієвим порошком/гранулами як деоксидантом, при цьому вмісти запаковано з щільністю, достатньою для надання дроту просторової міцності і жорсткості і забезпечення легкого маніпулювання котушкою.
13. Спосіб виготовлення масивного дроту з сердечником, який містить деоксидант за будь-яким із попередніх пунктів, у якому:
(a) розрізають на вузькі смуги холоднокатаний сталевий лист, товщина яких становить від 0,2 до 1 мм, а необхідна ширина становить 90-110 мм, передбачаючи подвійні фальцеві з'єднання,
(b) подають рулони вузьких смуг до формувальних валиків, які надають вузьким смугам бажаної майже круглої форми з бажаним діаметром 13-40 мм,
(c) з бункера або подавальних пристроїв в порожнини дроту поміщають хімічно активний алюмінієвий порошок/гранули або інші деоксиданти,
(d) герметизують дріт, заповнений порошком/гранулами, або один раз, або два рази до моменту виходу його з останнього формувального валика,
(е) стискають вмісти дроту з сердечником віджимними валиками для зменшення його діаметра і надання йому просторової міцності і стабільності,
(f) намотують таким чином сформований дріт на котушку з внутрішнім діаметром, який становить від 200 мм до 2,5 метрів,
(g) наносять тонку плівку масла або антикорозійного розчину на відкриту поверхню або зовнішній шар котушки для запобігання появі іржі, і
(h) кріплять смугами і/або загортають котушки в пластик/пакувальну плівку для запобігання потраплянню вологи, а потім поміщають їх на дерев'яні або сталеві піддони для доставки клієнту.
14. Спосіб за п. 13, який відрізняється тим, що товщина холоднокатаного сталевого листа, переважно глибокого витягування і м'якого сорту, становить від 0,2 до 1 мм, при цьому перевага надається товщині 0,4 мм, причому маса кожної котушки становить переважно від 1 МТ до 20 МТ.
15. Спосіб за п. 13 або п. 14, який відрізняється тим, що діаметр одержаного дроту становить від 13 до 40 мм, переважно від 19 до 34 мм.
16. Спосіб за будь-яким із пп. 13-15, який відрізняється тим, що дріт намотують на котушку з внутрішнім діаметром приблизно 1 м.
17. Спосіб за будь-яким із пп. 13-16, який відрізняється тим, що намотування дроту, заповненого деоксидантом, є намотуванням без сердечника, таким чином дозволяючи згаданому дроту розмотуватися або розкручуватися з внутрішнього діаметра нерухомої котушки.
Текст
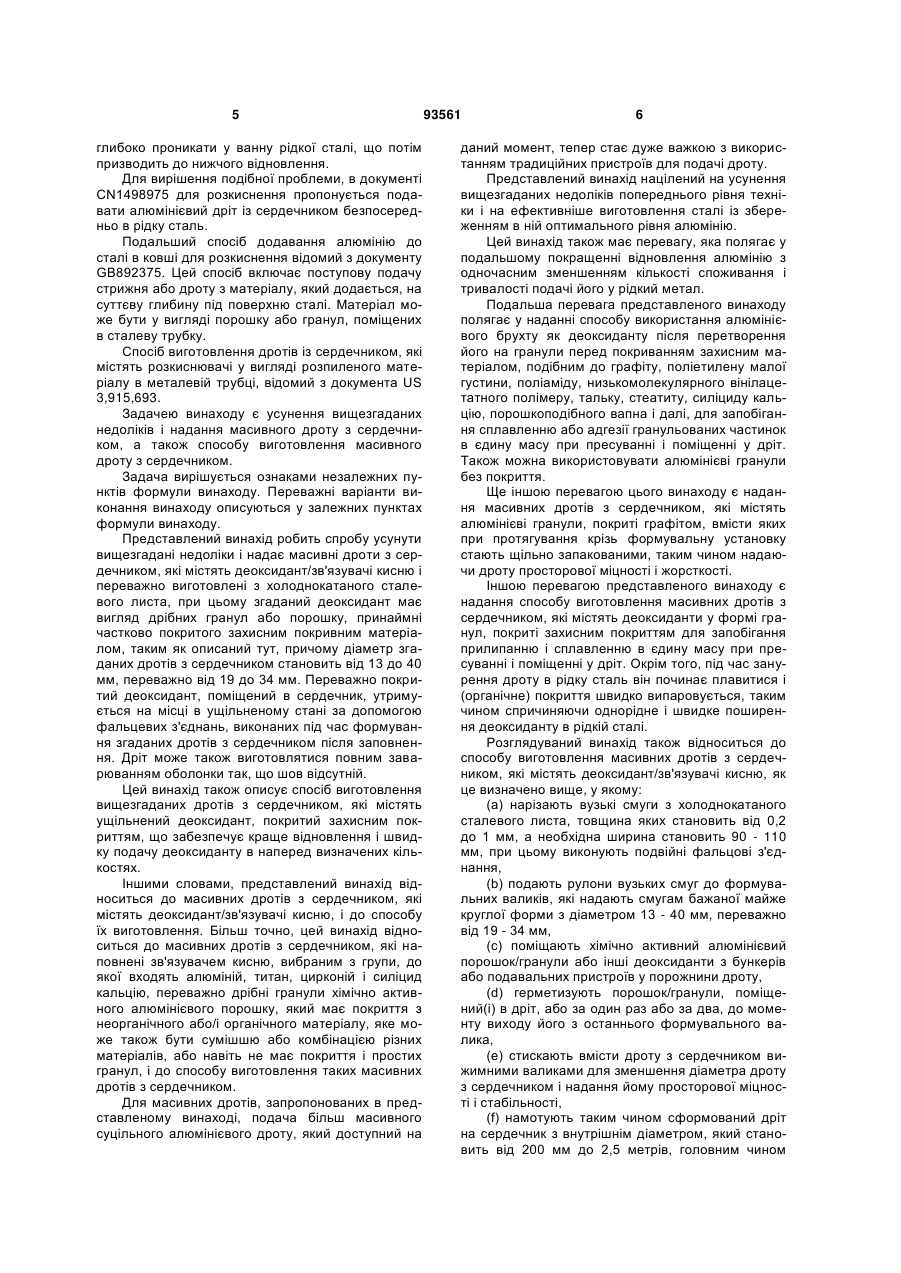
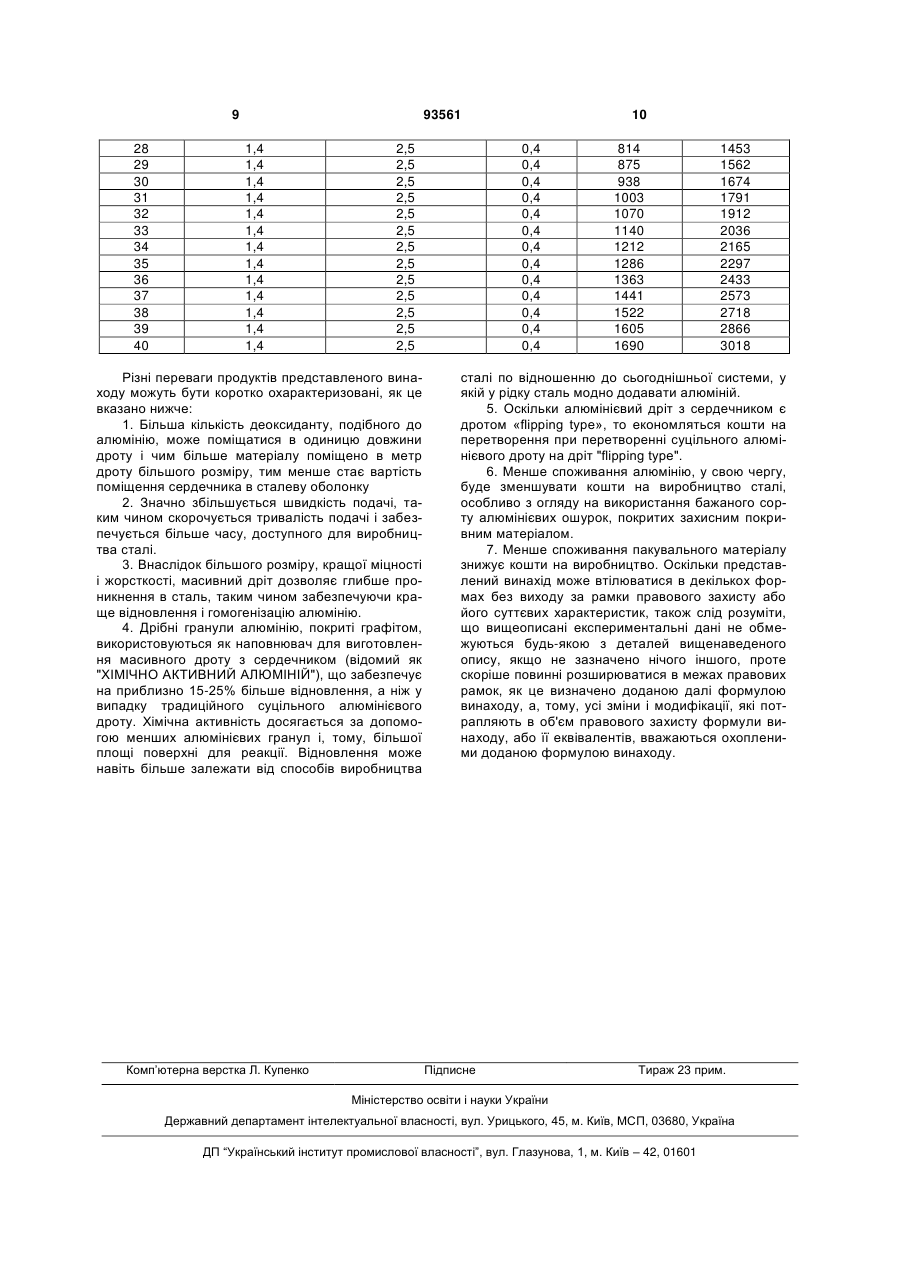
1. Масивний дріт з сердечником, який містить деоксидант, поміщений в його сердечник, при цьому згаданий деоксидант має форму дрібних гранул або порошку, покритого захисним покривним матеріалом, вибраним серед графіту, тальку, стеатиту, вапнякового пилу, кальциту, поліетилену малої густини (LDP), поліаміду, низькомолекулярного вінілацетатного полімеру, силіциду кальцію, вапняного порошку, причому діаметр згаданого дроту з сердечником становить від 13 до 40 мм. 2. Масивний дріт за п. 1, який відрізняється тим, що він сформований з сталевого листа, переважно з холоднокатаного сталевого листа. 3. Масивний дріт за п. 2, який відрізняється тим, що він містить один або більшу кількість фальцевих з'єднань, розташованих переважно вздовж його осі. 4. Масивний дріт за п. 3, який відрізняється тим, що покритий деоксидант, поміщений в сердечник, утримується на місці в ущільненому стані за допомогою фальцевого з'єднання, виконаного під час виготовлення згаданих дротів з сердечником. 5. Масивний дріт за п. 4, який відрізняється тим, що покритий деоксидант утримується на місці в ущільненому стані за допомогою фальцевого з'єднання, виконаного під час виготовлення згаданих дротів з сердечником після заповнення. 2 (19) 1 3 93561 4 (d) герметизують дріт, заповнений порошком/гранулами, або один раз, або два рази до моменту виходу його з останнього формувального валика, (е) стискають вмісти дроту з сердечником віджимними валиками для зменшення його діаметра і надання йому просторової міцності і стабільності, (f) намотують таким чином сформований дріт на котушку з внутрішнім діаметром, який становить від 200 мм до 2,5 метрів, (g) наносять тонку плівку масла або антикорозійного розчину на відкриту поверхню або зовнішній шар котушки для запобігання появі іржі, і (h) кріплять смугами і/або загортають котушки в пластик/пакувальну плівку для запобігання потраплянню вологи, а потім поміщають їх на дерев'яні або сталеві піддони для доставки клієнту. 14. Спосіб за п. 13, який відрізняється тим, що товщина холоднокатаного сталевого листа, переважно глибокого витягування і м'якого сорту, становить від 0,2 до 1 мм, при цьому перевага надається товщині 0,4 мм, причому маса кожної котушки становить переважно від 1 МТ до 20 МТ. 15. Спосіб за п. 13 або п. 14, який відрізняється тим, що діаметр одержаного дроту становить від 13 до 40 мм, переважно від 19 до 34 мм. 16. Спосіб за будь-яким із пп. 13-15, який відрізняється тим, що дріт намотують на котушку з внутрішнім діаметром приблизно 1 м. 17. Спосіб за будь-яким із пп. 13-16, який відрізняється тим, що намотування дроту, заповненого деоксидантом, є намотуванням без сердечника, таким чином дозволяючи згаданому дроту розмотуватися або розкручуватися з внутрішнього діаметра нерухомої котушки. Представлений винахід стосується масивного дроту з сердечником, який містить деоксидант (або зв'язувач кисню). Окрім того, винахід стосується способу виготовлення масивного дроту з сердечником. Розкиснення відіграє важливу роль в процесі виробництва сталі, для якого традиційно використовуються ряд деоксидантів. Термін деоксидант означає хімічну сполуку, сплав або елемент, який буде видаляти активний кисень, присутній в рідкому металі (наприклад сталі), і формувати оксид як свій кінцевий продукт, зазвичай як окрему фазу, і буде здатен легко видалятися з рідкого металу. Кисень, якщо він присутній в сталі у активній/елементарній формі, буде створювати у виливку газові пори і пухирі, а також ускладнювати процес безперервного лиття сталі в сучасних установках безперервного лиття. Виробники сталі постійно шукають кращий і економніший спосіб видалення кисню в сталі, який буде, врешті решт, зменшувати споживання деоксидантів. Традиційно розкиснення сталі здійснювалось додаванням феросплавів або алюмінієвих болванок, прутків або суцільного алюмінієвого дроту. Для прутків і болванок відновлення (тобто відношення між реальною кількістю і теоретичною кількістю алюмінію) було слабким, призводячи до більшого споживання алюмінію. У випадку алюмінієвого дроту, відновлення було кращим, проте тривалість подачі була більшою і часто дріт міг не досягнути дна ванни рідкої сталі. Для виконання первинного розкиснення або великого видалення кисню (первинне видалення) в сталі із зменшенням його кількості від вищого рівня, тобто 800-2000 проміль і вище, до нижчого рівня приблизно до 100-200 проміль, використовуються такі сплави як "Залізо-Кремній", "ЗалізоМарганець", "Кремній-Марганець" і "Кокс", навіть у великому об'ємі, і ці матеріали дуже добре досягають цілі. Ці феросплави або сполуки мають обмеження по використанню у виробництві сталі і обмежуються технічними умовами, які прийнятні для сталі. Майже у всіх сортах сталі елементи кремнію і марганцю використовуються у різних формах для первинного розкиснення разом з алюмінієм у різних формах, таких як прутки, болванки, бруски або суцільні дроти і подібне. Для вторинної обробки сталі для видалення залишку кисню, використовувався ряд деоксидантів, вибраних з групи, до якої входять алюміній, титан і силіцид кальцію. Однак, було виявлено, що алюміній є найбільш придатним деоксидантом з двох причин, наприклад: (і) у зв'язку із спорідненістю алюмінію з активним киснем і (іі) у зв'язку з вимогою присутності алюмінію у наперед визначених кількостях в деяких сортах сталі у виливці. Алюміній здатен видаляти кисень, присутній у рідкій сталі на дуже низьких рівнях, що становлять приблизно 4 промілі або навіть менше. Він також є найбільш економним розкиснювачем для сплавів або сполук, відомих на даний момент. Попередньо, первинне розкиснення окремо від використання феросплавів здійснювалося додаванням алюмінієвих болванок або прутків і суцільних дротів діаметром 13 мм, а вторинне або кінцеве розкиснення - додаванням болванок, прутків з надрізом і інколи навіть суцільного алюмінієвого дроту. Додавання суцільного алюмінієвого дроту надає вищий відсоток відновлення алюмінію порівняно з прутками і болванками. В цьому описі, якщо не зазначено нічого іншого, термін «відновлення» визначає відношення реальної кількості алюмінію, який додається для видалення активного кисню, до теоретичної необхідної кількості алюмінію. Для прутків і болванок відновлення було дуже слабким і, відповідно, споживання алюмінію вищим. У випадку суцільного алюмінієвого дроту, хоча й відновлення було кращим ніж при додаванні прутків і болванок, проте тривалість подачі була більшою. Нормальний діаметр алюмінієвого дроту, що може вводитися у рідку сталь, становить приблизно 3, 6, 9, 13 або 16 мм. Інша проблема, з якою зіштовхуються при використанні суцільного алюмінієвого дроту, є наслідком високих температур, які мають місце у виробництві сталі, при цьому алюміній стає дуже м'яким внаслідок високих температур і не здатен 5 глибоко проникати у ванну рідкої сталі, що потім призводить до нижчого відновлення. Для вирішення подібної проблеми, в документі CN1498975 для розкиснення пропонується подавати алюмінієвий дріт із сердечником безпосередньо в рідку сталь. Подальший спосіб додавання алюмінію до сталі в ковші для розкиснення відомий з документу GB892375. Цей спосіб включає поступову подачу стрижня або дроту з матеріалу, який додається, на суттєву глибину під поверхню сталі. Матеріал може бути у вигляді порошку або гранул, поміщених в сталеву трубку. Спосіб виготовлення дротів із сердечником, які містять розкиснювачі у вигляді розпиленого матеріалу в металевій трубці, відомий з документа US 3,915,693. Задачею винаходу є усунення вищезгаданих недоліків і надання масивного дроту з сердечником, а також способу виготовлення масивного дроту з сердечником. Задача вирішується ознаками незалежних пунктів формули винаходу. Переважні варіанти виконання винаходу описуються у залежних пунктах формули винаходу. Представлений винахід робить спробу усунути вищезгадані недоліки і надає масивні дроти з сердечником, які містять деоксидант/зв'язувачі кисню і переважно виготовлені з холоднокатаного сталевого листа, при цьому згаданий деоксидант має вигляд дрібних гранул або порошку, принаймні частково покритого захисним покривним матеріалом, таким як описаний тут, причому діаметр згаданих дротів з сердечником становить від 13 до 40 мм, переважно від 19 до 34 мм. Переважно покритий деоксидант, поміщений в сердечник, утримується на місці в ущільненому стані за допомогою фальцевих з'єднань, виконаних під час формування згаданих дротів з сердечником після заповнення. Дріт може також виготовлятися повним заварюванням оболонки так, що шов відсутній. Цей винахід також описує спосіб виготовлення вищезгаданих дротів з сердечником, які містять ущільнений деоксидант, покритий захисним покриттям, що забезпечує краще відновлення і швидку подачу деоксиданту в наперед визначених кількостях. Іншими словами, представлений винахід відноситься до масивних дротів з сердечником, які містять деоксидант/зв'язувачі кисню, і до способу їх виготовлення. Більш точно, цей винахід відноситься до масивних дротів з сердечником, які наповнені зв'язувачем кисню, вибраним з групи, до якої входять алюміній, титан, цирконій і силіцид кальцію, переважно дрібні гранули хімічно активного алюмінієвого порошку, який має покриття з неорганічного або/і органічного матеріалу, яке може також бути сумішшю або комбінацією різних матеріалів, або навіть не має покриття і простих гранул, і до способу виготовлення таких масивних дротів з сердечником. Для масивних дротів, запропонованих в представленому винаході, подача більш масивного суцільного алюмінієвого дроту, який доступний на 93561 6 даний момент, тепер стає дуже важкою з використанням традиційних пристроїв для подачі дроту. Представлений винахід націлений на усунення вищезгаданих недоліків попереднього рівня техніки і на ефективніше виготовлення сталі із збереженням в ній оптимального рівня алюмінію. Цей винахід також має перевагу, яка полягає у подальшому покращенні відновлення алюмінію з одночасним зменшенням кількості споживання і тривалості подачі його у рідкий метал. Подальша перевага представленого винаходу полягає у наданні способу використання алюмінієвого брухту як деоксиданту після перетворення його на гранули перед покриванням захисним матеріалом, подібним до графіту, поліетилену малої густини, поліаміду, низькомолекулярного вінілацетатного полімеру, тальку, стеатиту, силіциду кальцію, порошкоподібного вапна і далі, для запобігання сплавленню або адгезії гранульованих частинок в єдину масу при пресуванні і поміщенні у дріт. Також можна використовувати алюмінієві гранули без покриття. Ще іншою перевагою цього винаходу є надання масивних дротів з сердечником, які містять алюмінієві гранули, покриті графітом, вмісти яких при протягування крізь формувальну установку стають щільно запакованими, таким чином надаючи дроту просторової міцності і жорсткості. Іншою перевагою представленого винаходу є надання способу виготовлення масивних дротів з сердечником, які містять деоксиданти у формі гранул, покриті захисним покриттям для запобігання прилипанню і сплавленню в єдину масу при пресуванні і поміщенні у дріт. Окрім того, під час занурення дроту в рідку сталь він починає плавитися і (органічне) покриття швидко випаровується, таким чином спричиняючи однорідне і швидке поширення деоксиданту в рідкій сталі. Розглядуваний винахід також відноситься до способу виготовлення масивних дротів з сердечником, які містять деоксидант/зв'язувачі кисню, як це визначено вище, у якому: (a) нарізають вузькі смуги з холоднокатаного сталевого листа, товщина яких становить від 0,2 до 1 мм, а необхідна ширина становить 90 - 110 мм, при цьому виконують подвійні фальцові з'єднання, (b) подають рулони вузьких смуг до формувальних валиків, які надають смугам бажаної майже круглої форми з діаметром 13 - 40 мм, переважно від 19 - 34 мм, (c) поміщають хімічно активний алюмінієвий порошок/гранули або інші деоксиданти з бункерів або подавальних пристроїв у порожнини дроту, (d) герметизують порошок/гранули, поміщений(і) в дріт, або за один раз або за два, до моменту виходу його з останнього формувального валика, (e) стискають вмісти дроту з сердечником вижимними валиками для зменшення діаметра дроту з сердечником і надання йому просторової міцності і стабільності, (f) намотують таким чином сформований дріт на сердечник з внутрішнім діаметром, який становить від 200 мм до 2,5 метрів, головним чином 7 93561 приблизно має 1 метр в діаметрі в залежності від вимоги клієнта, (g) наносять тонку плівку масла або антикорозійного розчину на відкриту поверхню або зовнішній шар котушки для запобігання появі іржі, і (h) кріплять смугами і/або загортають котушки в пластик/пакувальну плівку для запобігання потраплянню вологи, а потім поміщають на дерев'яні або сталеві піддони для доставки клієнту. Як вказано раніше, деоксиданти можуть вибиратися серед металічного алюмінію, титану, цирконію і силіциду кальцію, але було виявлено, що алюміній надає найкращі результати, оскільки утворений оксид може легко видалятися внаслідок розділення фаз і його тугоплавкості. Алюміній використовується у формі гранул або порошку, покритого графітом. Алюмінієвий брухт, одержаний з викинутих використаних банок для напоїв, листів/фольги/смуг/старих електричних кабелів і подібного, плавиться або подрібнюються і перетворюються на гранули перед нанесенням захисного покривного матеріалу, подібного до графіту, тальку, вапнякового пилу, кальциту, стеатиту, LDP (поліетилену низької густини) і далі, для запобігання сплавленню або адгезії гранул в момент пресування і поміщення в дріт. Лакове покриття на використаних банках для напоїв також служить захисним покриттям. Розмір алюмінієвих гранул повинен оптимально бути рівним приблизно 40 меш, проте також можуть використовуватися дрібніші або більші гранули; однак, необхідно приділяти увагу запобіганню втраті при обробці. При протягуванні дроту, наповненого алюмінієвим гранулами, крізь формувальну установку, вмісти стають щільно запакованими, таким чином надаючи дроту просторової міцності і жорсткості і забезпечуючи легке маніпулювання котушкою. Розкиснення алюмінієм шляхом зміни форми його додавання, яке здійснюється введенням масивного дроту з сердечником, заповненого високоактивним алюмінієм у формі гранул, покритого органічним матеріалом, подібним до графіту, для кращого відновлення і досягання оптимального рівня кисню і алюмінію з меншим споживанням алюмінію, є унікальною ознакою цього винаходу. Покриття не обмежується органічними матеріалами, проте може також включати неорганічні покривні матеріали, подібні до оксиду кальцію, тальку, крейдового порошку і так далі. Розкиснення у відповідності з представленим винаходом може здійснюватися як на первинному так і на вторинному рівні згідно з вимогою виробника сталі. 8 Як вказано раніше, алюмінієвий порошок перетворюють на дрібні гранули, а потім покривають інертним органічним покривним матеріалом, подібним до графітових пластівців, або будь-яким органічним або неорганічним покривним матеріалом для запобігання злипанню або сплавленню алюмінієвого порошку в єдину масу при пресуванні і поміщенні у дріт. При протягуванні дроту, заповненого алюмінієвим порошком, вмісти стають щільно запакованими, таким чином надаючи дроту просторової міцності і жорсткості. Це також забезпечує легке маніпулювання котушкою. Чудовою ознакою цього винаходу є використання алюмінієвого брухту будь-якого сорту у гранульній або порошковій формі як деоксиданта, належним чином покритого органічним або неорганічним покривним матеріалом, як це описано вище. Використання брухту/використаних алюмінієвих виробів ефективно підвищує економію усього процесу. Як додаткова ознака цього винаходу, змотування дроту, заповненого порошком, в котушку є «змотуванням без сердечника» так, що дріт може розмотуватися з внутрішнього діаметра нерухомої котушки, головним чином названої "flipping coil", або вертикально або горизонтально. Дріт може також намотуватися на бобіну з сердечником, виготовленого або з дерева, синтетики, металу або будь-яких таких матеріалів. Новий продукт цього винаходу, зокрема, масивний дріт з сердечником, заповнений дрібними гранулами алюмінієвого порошку, покритого графітом і міцно утримуваного всередині, забезпечується фальцовими з'єднаннями. Під терміном «масивний» розуміють, що діаметр дроту з сердечником знаходиться в діапазоні від 13 до 40 мм, оптимально від 19 мм до 34 мм, а внутрішній діаметр котушки, на яку намотаний дріт, може становити від 200 мм до 2,5 метрів, а маса кожної котушки може становити від 1 МТ до приблизно 20 МТ (МТ - метрична тона, звичайна абревіатура якої є t) в залежності від вимоги клієнта. Представлений винахід буде додатково ілюструватися експериментальними даними, наведеними в наступному прикладі, проте слід розуміти, що винахід не обмежується наданими тут результатами. Приклад Масивний Дріт з Сердечником (Щільність Порошку) Діаметр Дроту (мм) Об'ємна 3 густина (Мін) г/см Об'ємна 3 густина (Макс) г/см 19 20 21 22 23 24 25 26 27 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 Товщина оболонки (мм) 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 Норма заповнення (Мін) г/м 364 405 449 494 542 592 644 698 755 Норма заповнення (Макс.) г/м 650 724 801 883 968 1057 1150 1247 1348 9 28 29 30 31 32 33 34 35 36 37 38 39 40 93561 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 Різні переваги продуктів представленого винаходу можуть бути коротко охарактеризовані, як це вказано нижче: 1. Більша кількість деоксиданту, подібного до алюмінію, може поміщатися в одиницю довжини дроту і чим більше матеріалу поміщено в метр дроту більшого розміру, тим менше стає вартість поміщення сердечника в сталеву оболонку 2. Значно збільшується швидкість подачі, таким чином скорочується тривалість подачі і забезпечується більше часу, доступного для виробництва сталі. 3. Внаслідок більшого розміру, кращої міцності і жорсткості, масивний дріт дозволяє глибше проникнення в сталь, таким чином забезпечуючи краще відновлення і гомогенізацію алюмінію. 4. Дрібні гранули алюмінію, покриті графітом, використовуються як наповнювач для виготовлення масивного дроту з сердечником (відомий як "ХІМІЧНО АКТИВНИЙ АЛЮМІНІЙ"), що забезпечує на приблизно 15-25% більше відновлення, а ніж у випадку традиційного суцільного алюмінієвого дроту. Хімічна активність досягається за допомогою менших алюмінієвих гранул і, тому, більшої площі поверхні для реакції. Відновлення може навіть більше залежати від способів виробництва Комп’ютерна верстка Л. Купенко 10 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 814 875 938 1003 1070 1140 1212 1286 1363 1441 1522 1605 1690 1453 1562 1674 1791 1912 2036 2165 2297 2433 2573 2718 2866 3018 сталі по відношенню до сьогоднішньої системи, у якій у рідку сталь модно додавати алюміній. 5. Оскільки алюмінієвий дріт з сердечником є дротом «flipping type», то економляться кошти на перетворення при перетворенні суцільного алюмінієвого дроту на дріт "flipping type". 6. Менше споживання алюмінію, у свою чергу, буде зменшувати кошти на виробництво сталі, особливо з огляду на використання бажаного сорту алюмінієвих ошурок, покритих захисним покривним матеріалом. 7. Менше споживання пакувального матеріалу знижує кошти на виробництво. Оскільки представлений винахід може втілюватися в декількох формах без виходу за рамки правового захисту або його суттєвих характеристик, також слід розуміти, що вищеописані експериментальні дані не обмежуються будь-якою з деталей вищенаведеного опису, якщо не зазначено нічого іншого, проте скоріше повинні розширюватися в межах правових рамок, як це визначено доданою далі формулою винаходу, а, тому, усі зміни і модифікації, які потрапляють в об'єм правового захисту формули винаходу, або її еквівалентів, вважаються охопленими доданою формулою винаходу. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh dimensional cored wire containing deoxidant material and method for producing thereof
Автори англійськоюNarayan, Goda, Surya
Назва патенту російськоюМассивный провод c сердечником, который содержит деоксидант, и способ его изготовления
Автори російськоюНараян Года Сурья
МПК / Мітки
Мітки: виготовлення, масивний, спосіб, дріт, деоксидант, містить, сердечником
Код посилання
<a href="https://ua.patents.su/5-93561-masivnijj-drit-z-serdechnikom-yakijj-mistit-deoksidant-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Масивний дріт з сердечником, який містить деоксидант, і спосіб його виготовлення</a>
Препарат, який містить парацетамол у вигляді таблетки для ковтання або капсули, та спосіб його виготовлення
Номер патенту: 59388
Опубліковано: 15.09.2003
Автор: Гретен Тімоті Джеймс
МПК: A61P 29/00, A61K 31/167, A61K 9/20
Мітки: парацетамол, виготовлення, спосіб, ковтання, препарат, таблетки, капсули, містить, вигляді
Формула / Реферат:
1. Препарат у вигляді таблетки для ковтання або капсули, що містить від 300 мг до 600 мг парацетамолу та від 300 мг до 1200 мг бікарбонату натрію разом з принаймні одним фармацевтично прийнятним наповнювачем, причому вагове співвідношення бікарбонату натрію до парацетамолу складає принаймні 0,74:1.2. Препарат за п.1, який відрізняється тим, що містить принаймні 370 мг бікарбонату натрію.3. Препарат за п.1 або 2, який...
Пристрій для виготовлення конструкційної панелі з армованим сердечником
Номер патенту: 46962
Опубліковано: 11.01.2010
Автор: Вісноватий Анатолій Ісакович
МПК: E04C 2/00
Мітки: пристрій, сердечником, панелі, армованим, конструкційної, виготовлення
Формула / Реферат:
1. Пристрій для виготовлення конструкційної панелі з армованим сердечником, що містить основну раму і, виконану як кришку до основної рами, допоміжну раму, обладнані паралельними планками, на яких з внутрішньої сторони рам укріплені фіксатори та установлені перпендикулярно площинам поздовжніх осей планок упори, і установлену в основній рамі перпендикулярно поздовжнім осям планок рухому балку з засобами надання їй руху, який відрізняється...
Каталізатор для виготовлення вінілацетату, який містить рафіновані від домішок паладій, мідь та золото (варіанти), та спосіб його приготування

Номер патенту: 69409
Опубліковано: 15.09.2004
Автор: Ванг Тао
МПК: B01J 23/48, C07C 69/15, B01J 23/89, C07C 67/055
Мітки: мідь, каталізатор, містить, золотої, рафіновані, вінілацетату, виготовлення, паладій, приготування, домішок, варіанти, спосіб
Формула / Реферат:
1. Каталізатор, призначений для виготовлення вінілацетату шляхом реакції етилену, кисню та оцтової кислоти, який включає пористу основу, на пористу поверхню котрої нанесені ефективні для каталізу кількості рафінованих від домішок міді, паладію та золота, причому процес приготування згаданого каталізатора підрозділяють на декілька стадій, таких, як покривання згаданої основи водонерозчинною сполукою міді, утворення на попередньо покритій міддю...
Складальний кондуктор-пристрій для виготовлення конструкційної панелі з армованим сердечником
Номер патенту: 47287
Опубліковано: 25.01.2010
Автор: Вісноватий Анатолій Ісакович
МПК: E04C 2/00
Мітки: армованим, виготовлення, панелі, кондуктор-пристрій, конструкційної, складальний, сердечником
Формула / Реферат:
1. Пристрій для виготовлення конструкційної панелі з армованим сердечником, що містить основну раму і виконану як кришка до основної рами допоміжну раму, обладнані паралельними планками, на яких з внутрішньої сторони рам укріплені фіксатори та установлені перпендикулярно площинам поздовжніх осей планок упори, і установлену в основній рамі перпендикулярно поздовжнім осям планок рухому балку з засобами надання їй руху, який відрізняється тим,...
Будівельний виріб, що містить ізоляційну панель, спосіб його виготовлення, зовнішня стіна будівлі, яка його містить, спосіб його реалізації
Номер патенту: 91984
Опубліковано: 27.09.2010
Автори: Тоас Мюррей С., Лембо Майкл Дж., Берфут Стефен О.
МПК: E04B 1/80
Мітки: містить, будівельний, спосіб, яка, ізоляційну, реалізації, зовнішня, будівлі, виріб, виготовлення, стіна, панель
Формула / Реферат:
1. Будівельний виріб, що містить:- ізоляційну панель (110), яка виготовлена з мінеральних волокон, вибраних зі скловолокна, азбестових волокон, волокон шлакової вати, керамічних волокон, яка містить першу і другу головні поверхні;- матеріал зовнішнього оздоблювального покриття (130), накладений шляхом нашарування на згадану першу зовнішню головну поверхню ізоляційної панелі (110), причому цей матеріал зовнішнього...
Попередній патент: Спосіб виготовлення плит та плита
Наступний патент: Спосіб термомеханічного дифузійного цинкування металевих виробів у контейнері
Випадковий патент: Спосіб прогнозування ускладненого перебігу атопічної бронхіальної астми