Пристрій для гідроабразивного різання листових матеріалів
Формула / Реферат
1. Пристрій для гідроабразивного різання листових матеріалів, що містить ріжучу головку з жорстко закріпленим на ній водоструминним соплом, механізм повороту ріжучої головки з його поворотним кронштейном-ротором та механізм її нахилу з двигуном, який відрізняється тим, що пристрій додатково містить датчик висоти з щупом, встановлені на кронштейні-роторі механізму повороту ріжучої головки, а механізм нахилу ріжучої головки виконаний у вигляді зубчастого дугоподібного сектора, жорстко встановленого на поворотному кронштейні-роторі механізму повороту з закріпленим нерухомо на ньому сегментом кільцевої напрямної, каретки, розташованої на сегменті кільцевої напрямної з можливістю поступального руху відносно останньої, та зубчастого колеса, жорстко з'єднаного з валом двигуна механізму нахилу, при цьому ріжуча головка і двигун механізму нахилу встановлені нерухомо на каретці.
2. Пристрій за п. 1, який відрізняється тим, що ріжуча головка і двигун механізму нахилу встановлені нерухомо на каретці за допомогою кронштейна.
Текст
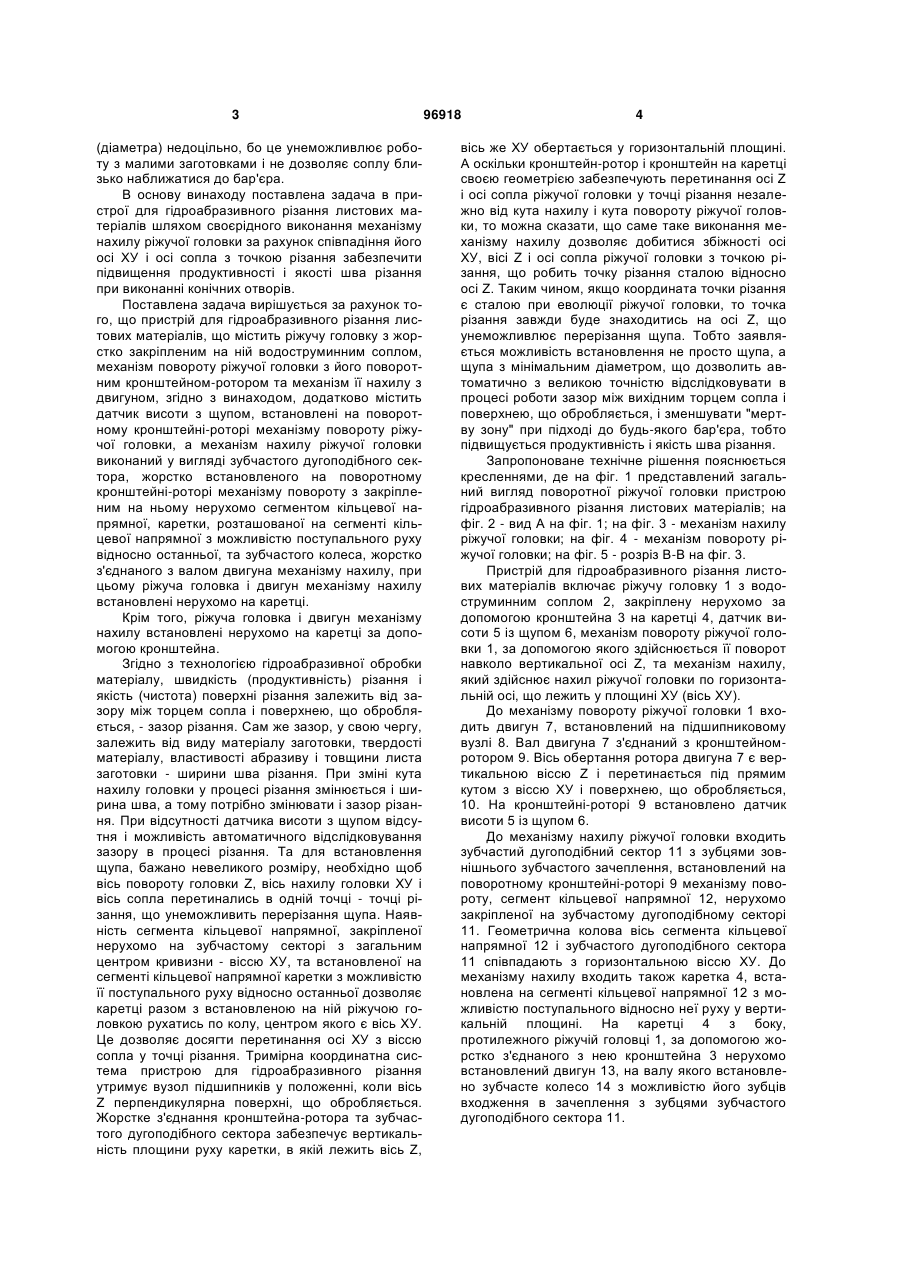
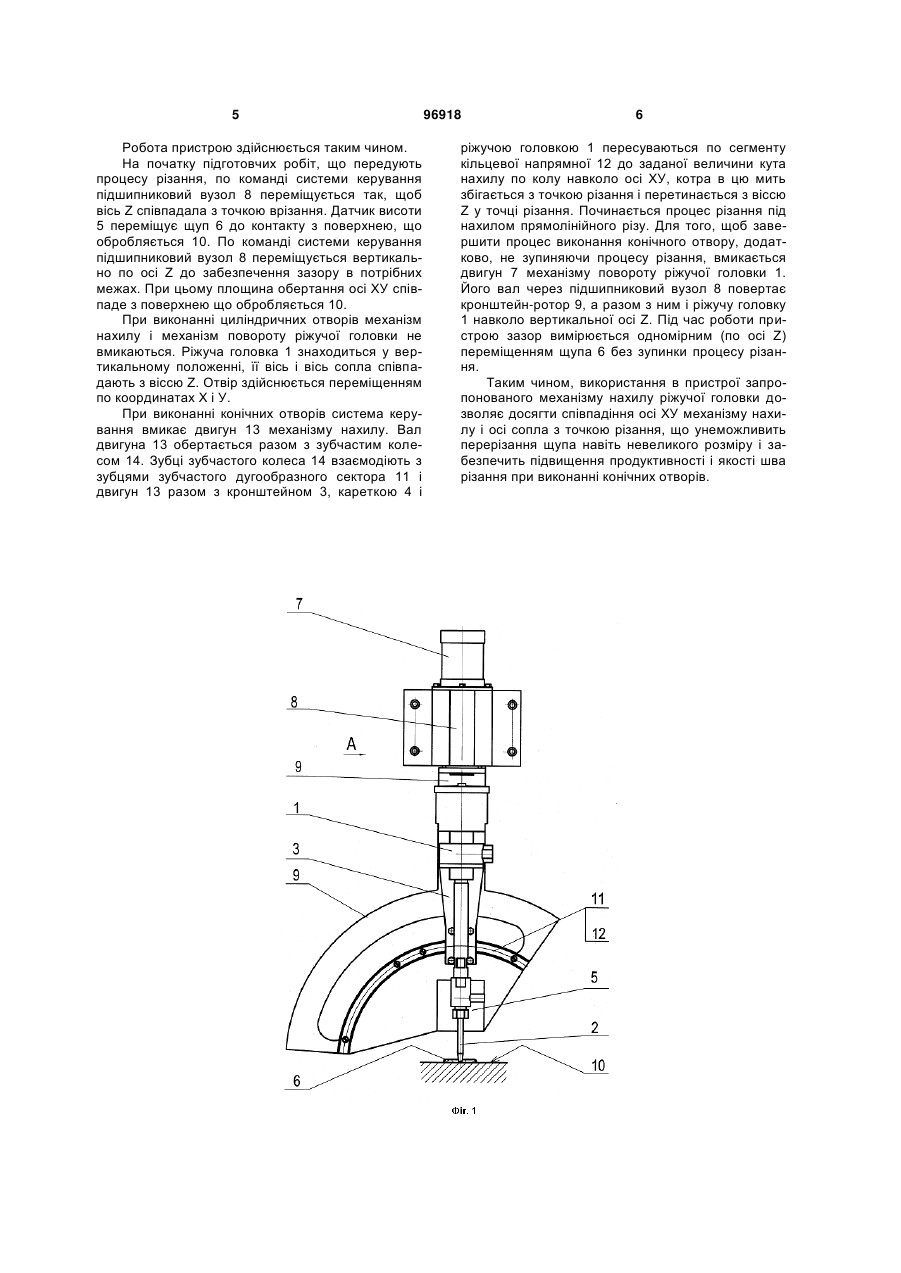
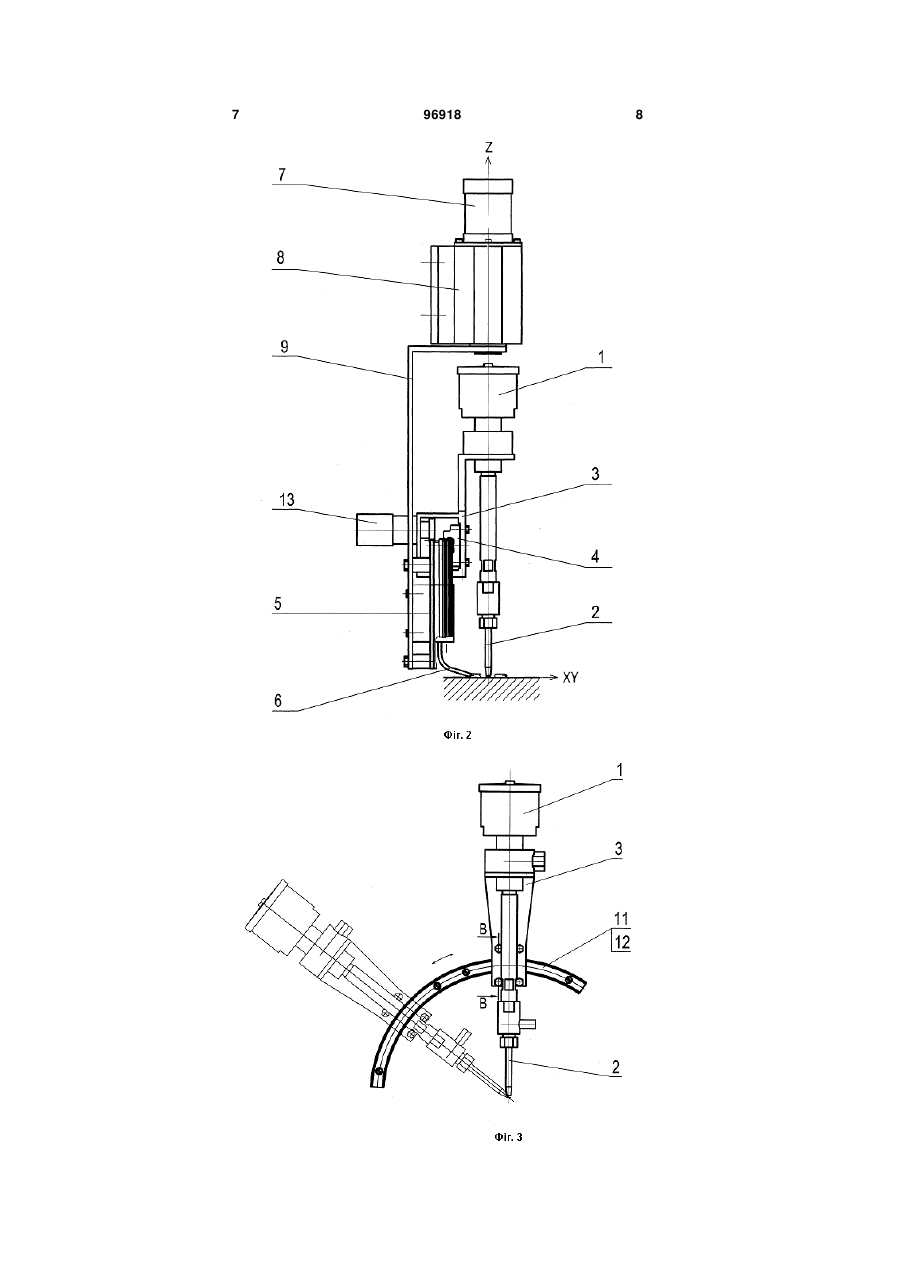
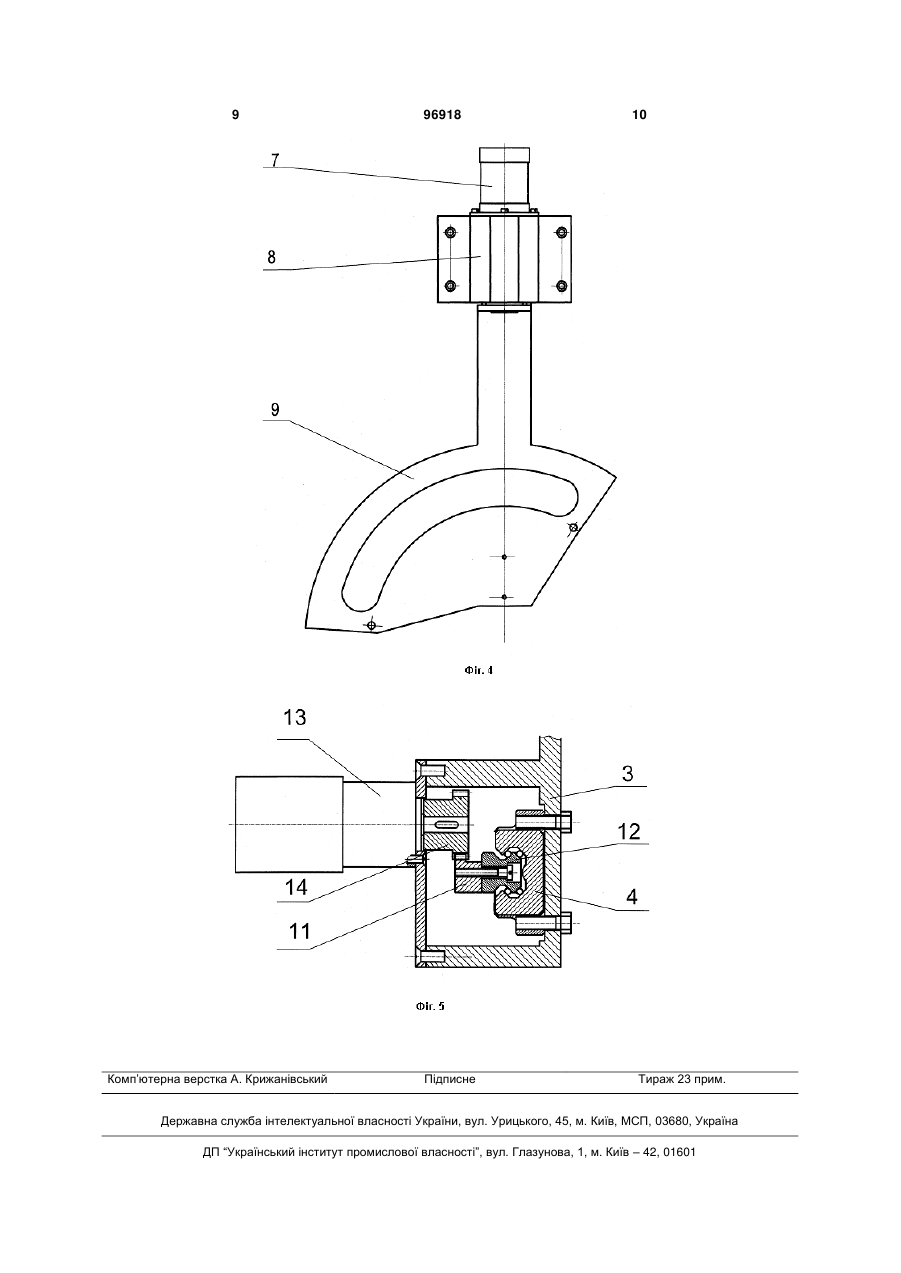
1. Пристрій для гідроабразивного різання листових матеріалів, що містить ріжучу головку з жорстко закріпленим на ній водоструминним соплом, механізм повороту ріжучої головки з його поворотним кронштейном-ротором та механізм її нахилу з C2 1 3 (діаметра) недоцільно, бо це унеможливлює роботу з малими заготовками і не дозволяє соплу близько наближатися до бар'єра. В основу винаходу поставлена задача в пристрої для гідроабразивного різання листових матеріалів шляхом своєрідного виконання механізму нахилу ріжучої головки за рахунок співпадіння його осі ХУ і осі сопла з точкою різання забезпечити підвищення продуктивності і якості шва різання при виконанні конічних отворів. Поставлена задача вирішується за рахунок того, що пристрій для гідроабразивного різання листових матеріалів, що містить ріжучу головку з жорстко закріпленим на ній водоструминним соплом, механізм повороту ріжучої головки з його поворотним кронштейном-ротором та механізм її нахилу з двигуном, згідно з винаходом, додатково містить датчик висоти з щупом, встановлені на поворотному кронштейні-роторі механізму повороту ріжучої головки, а механізм нахилу ріжучої головки виконаний у вигляді зубчастого дугоподібного сектора, жорстко встановленого на поворотному кронштейні-роторі механізму повороту з закріпленим на ньому нерухомо сегментом кільцевої напрямної, каретки, розташованої на сегменті кільцевої напрямної з можливістю поступального руху відносно останньої, та зубчастого колеса, жорстко з'єднаного з валом двигуна механізму нахилу, при цьому ріжуча головка і двигун механізму нахилу встановлені нерухомо на каретці. Крім того, ріжуча головка і двигун механізму нахилу встановлені нерухомо на каретці за допомогою кронштейна. Згідно з технологією гідроабразивної обробки матеріалу, швидкість (продуктивність) різання і якість (чистота) поверхні різання залежить від зазору між торцем сопла і поверхнею, що обробляється, - зазор різання. Сам же зазор, у свою чергу, залежить від виду матеріалу заготовки, твердості матеріалу, властивості абразиву і товщини листа заготовки - ширини шва різання. При зміні кута нахилу головки у процесі різання змінюється і ширина шва, а тому потрібно змінювати і зазор різання. При відсутності датчика висоти з щупом відсутня і можливість автоматичного відслідковування зазору в процесі різання. Та для встановлення щупа, бажано невеликого розміру, необхідно щоб вісь повороту головки Z, вісь нахилу головки ХУ і вісь сопла перетинались в одній точці - точці різання, що унеможливить перерізання щупа. Наявність сегмента кільцевої напрямної, закріпленої нерухомо на зубчастому секторі з загальним центром кривизни - віссю ХУ, та встановленої на сегменті кільцевої напрямної каретки з можливістю її поступального руху відносно останньої дозволяє каретці разом з встановленою на ній ріжучою головкою рухатись по колу, центром якого є вісь ХУ. Це дозволяє досягти перетинання осі ХУ з віссю сопла у точці різання. Тримірна координатна система пристрою для гідроабразивного різання утримує вузол підшипників у положенні, коли вісь Z перпендикулярна поверхні, що обробляється. Жорстке з'єднання кронштейна-ротора та зубчастого дугоподібного сектора забезпечує вертикальність площини руху каретки, в якій лежить вісь Z, 96918 4 вісь же ХУ обертається у горизонтальній площині. А оскільки кронштейн-ротор і кронштейн на каретці своєю геометрією забезпечують перетинання осі Z і осі сопла ріжучої головки у точці різання незалежно від кута нахилу і кута повороту ріжучої головки, то можна сказати, що саме таке виконання механізму нахилу дозволяє добитися збіжності осі ХУ, вісі Z і осі сопла ріжучої головки з точкою різання, що робить точку різання сталою відносно осі Z. Таким чином, якщо координата точки різання є сталою при еволюції ріжучої головки, то точка різання завжди буде знаходитись на осі Z, що унеможливлює перерізання щупа. Тобто заявляється можливість встановлення не просто щупа, а щупа з мінімальним діаметром, що дозволить автоматично з великою точністю відслідковувати в процесі роботи зазор між вихідним торцем сопла і поверхнею, що обробляється, і зменшувати "мертву зону" при підході до будь-якого бар'єра, тобто підвищується продуктивність і якість шва різання. Запропоноване технічне рішення пояснюється кресленнями, де на фіг. 1 представлений загальний вигляд поворотної ріжучої головки пристрою гідроабразивного різання листових матеріалів; на фіг. 2 - вид А на фіг. 1; на фіг. 3 - механізм нахилу ріжучої головки; на фіг. 4 - механізм повороту ріжучої головки; на фіг. 5 - розріз В-В на фіг. 3. Пристрій для гідроабразивного різання листових матеріалів включає ріжучу головку 1 з водоструминним соплом 2, закріплену нерухомо за допомогою кронштейна 3 на каретці 4, датчик висоти 5 із щупом 6, механізм повороту ріжучої головки 1, за допомогою якого здійснюється її поворот навколо вертикальної осі Z, та механізм нахилу, який здійснює нахил ріжучої головки по горизонтальній осі, що лежить у площині ХУ (вісь ХУ). До механізму повороту ріжучої головки 1 входить двигун 7, встановлений на підшипниковому вузлі 8. Вал двигуна 7 з'єднаний з кронштейномротором 9. Вісь обертання ротора двигуна 7 є вертикальною віссю Z і перетинається під прямим кутом з віссю ХУ і поверхнею, що обробляється, 10. На кронштейні-роторі 9 встановлено датчик висоти 5 із щупом 6. До механізму нахилу ріжучої головки входить зубчастий дугоподібний сектор 11 з зубцями зовнішнього зубчастого зачеплення, встановлений на поворотному кронштейні-роторі 9 механізму повороту, сегмент кільцевої напрямної 12, нерухомо закріпленої на зубчастому дугоподібному секторі 11. Геометрична колова вісь сегмента кільцевої напрямної 12 і зубчастого дугоподібного сектора 11 співпадають з горизонтальною віссю ХУ. До механізму нахилу входить також каретка 4, встановлена на сегменті кільцевої напрямної 12 з можливістю поступального відносно неї руху у вертикальній площині. На каретці 4 з боку, протилежного ріжучій головці 1, за допомогою жорстко з'єднаного з нею кронштейна 3 нерухомо встановлений двигун 13, на валу якого встановлено зубчасте колесо 14 з можливістю його зубців входження в зачеплення з зубцями зубчастого дугоподібного сектора 11. 5 Робота пристрою здійснюється таким чином. На початку підготовчих робіт, що передують процесу різання, по команді системи керування підшипниковий вузол 8 переміщується так, щоб вісь Z співпадала з точкою врізання. Датчик висоти 5 переміщує щуп 6 до контакту з поверхнею, що обробляється 10. По команді системи керування підшипниковий вузол 8 переміщується вертикально по осі Z до забезпечення зазору в потрібних межах. При цьому площина обертання осі ХУ співпаде з поверхнею що обробляється 10. При виконанні циліндричних отворів механізм нахилу і механізм повороту ріжучої головки не вмикаються. Ріжуча головка 1 знаходиться у вертикальному положенні, її вісь і вісь сопла співпадають з віссю Z. Отвір здійснюється переміщенням по координатах Х і У. При виконанні конічних отворів система керування вмикає двигун 13 механізму нахилу. Вал двигуна 13 обертається разом з зубчастим колесом 14. Зубці зубчастого колеса 14 взаємодіють з зубцями зубчастого дугообразного сектора 11 і двигун 13 разом з кронштейном 3, кареткою 4 і 96918 6 ріжучою головкою 1 пересуваються по сегменту кільцевої напрямної 12 до заданої величини кута нахилу по колу навколо осі ХУ, котра в цю мить збігається з точкою різання і перетинається з віссю Z у точці різання. Починається процес різання під нахилом прямолінійного різу. Для того, щоб завершити процес виконання конічного отвору, додатково, не зупиняючи процесу різання, вмикається двигун 7 механізму повороту ріжучої головки 1. Його вал через підшипниковий вузол 8 повертає кронштейн-ротор 9, а разом з ним і ріжучу головку 1 навколо вертикальної осі Z. Під час роботи пристрою зазор вимірюється одномірним (по осі Z) переміщенням щупа 6 без зупинки процесу різання. Таким чином, використання в пристрої запропонованого механізму нахилу ріжучої головки дозволяє досягти співпадіння осі ХУ механізму нахилу і осі сопла з точкою різання, що унеможливить перерізання щупа навіть невеликого розміру і забезпечить підвищення продуктивності і якості шва різання при виконанні конічних отворів. 7 96918 8 9 Комп’ютерна верстка А. Крижанівський 96918 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for hydroabrasive cutting sheet materials
Автори англійськоюIliashenko Vasyl Fedorovych
Назва патенту російськоюУстройство для гидроабразивной резки листовых материалов
Автори російськоюИльяшенко Василий Федорович
МПК / Мітки
МПК: B24C 1/00, B26F 3/00, B24C 5/00
Мітки: гідроабразивного, пристрій, різання, листових, матеріалів
Код посилання
<a href="https://ua.patents.su/5-96918-pristrijj-dlya-gidroabrazivnogo-rizannya-listovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гідроабразивного різання листових матеріалів</a>
Пристрій для струминного гідроабразивного різання листових матеріалів
Номер патенту: 19831
Опубліковано: 25.12.1997
Автори: Стародубцева Тамара Костянтинівна, Смола Володимир Миколайович, Больбот Олександр Кіндратович, Туркот Віктор Володимирович
МПК: B23D 31/00
Мітки: листових, струминного, різання, пристрій, гідроабразивного, матеріалів
Формула / Реферат:
Устройство для струйной гидроабразивной резки листовых материалов, содержащее гидрорезак, в цилиндрическом корпусе которого выполнена коническая смесительная камера, соединенная осевым каналом с закрепленной на торце корпуса осевой магистралью воды высокого давления и каналами, выполненными наклонно к оси камеры с выходом на цилиндрическую поверхность корпуса, с магистралью подачи абразивного материала, отличающееся тем, что корпус...
Пристрій для струминного гідроабразивного різання матеріалів
Номер патенту: 69867
Опубліковано: 15.09.2004
Автори: Карпачов Юрій Андрійович, Павлюк Володимир Миколайович, Гусєв Олексій Володимирович, Сміт Крейг Ф., Пількевич Олександр Сергійович
Мітки: пристрій, гідроабразивного, матеріалів, різання, струминного
Формула / Реферат:
1. Пристрій для струминного гідроабразивного різання матеріалів, що містить камеру для змішування рідини високого тиску з абразивом, сопло, з'єднане з нею і кинематично зв'язане з механізмом його подачі, який відрізняється тим, що механізм подачі сопла виконаний у вигляді основи, розташованої на ній рухомої платформи, з'єднаної з приводом її переміщення за допомогою гвинтової пари, рухомо встановленого на платформі повзуна, підпружиненого...
Пристрій для струминного гідроабразивного різання довгомірів
Номер патенту: 87323
Опубліковано: 10.07.2009
Автори: Пількевич Олександр Сергійович, Карпачев Юрій Андрійович, Павлюк Володимир Миколайович
МПК: B24C 5/00, B23D 31/00, B26F 3/00
Мітки: гідроабразивного, різання, довгомірів, пристрій, струминного
Формула / Реферат:
1. Пристрій для струминного гідроабразивного різання довгомірів, що містить кулачковий патрон, з'єднану з соплом камеру для змішування рідини високого тиску з абразивом та механізм подачі сопла, виконаний у вигляді нерухомої основи, розташованої на ній рухомої платформи, з'єднаної з приводом її переміщення за допомогою гвинтової пари, рухомо розміщеного на платформі повзуна, підпружиненого щодо неї і жорстко з'єднаного з соплом і розташованим...
Пристрій для гідроабразивного різання радіоактивних відходів
Номер патенту: 43142
Опубліковано: 15.11.2001
Автори: Руденко Петро Михайлович, Сичов Михайло Валер'янович, Іващенко Віталій Андрійович, Карпачов Юрій Андрійович, Ткаченко Віктор Максимович
МПК: G21F 9/28
Мітки: різання, відходів, радіоактивних, гідроабразивного, пристрій
Формула / Реферат:
1. Пристрій для гідроабразивного різання радіоактивних відходів, що містить камеру різання з розташованою в ній установкою для подрібнювання відходів (матеріалів), підйомно-транспортну систему і герметичні контейнери для подрібнених відходів, який відрізняється тим, що в камері різання розміщений робочий бак з рідиною, у який герметично за допомогою гнучкого ущільнення вмонтована установка для подрібнення відходів, виконана у вигляді...
Пристрій для гідроструминного різання листових матеріалів
Номер патенту: 18786
Опубліковано: 25.12.1997
Автори: Больбот Олександр Кіндратович, Туркот Віктор Володимирович, Смола Володимир Миколайович
МПК: B23D 31/00
Мітки: гідроструминного, різання, пристрій, листових, матеріалів
Формула / Реферат:
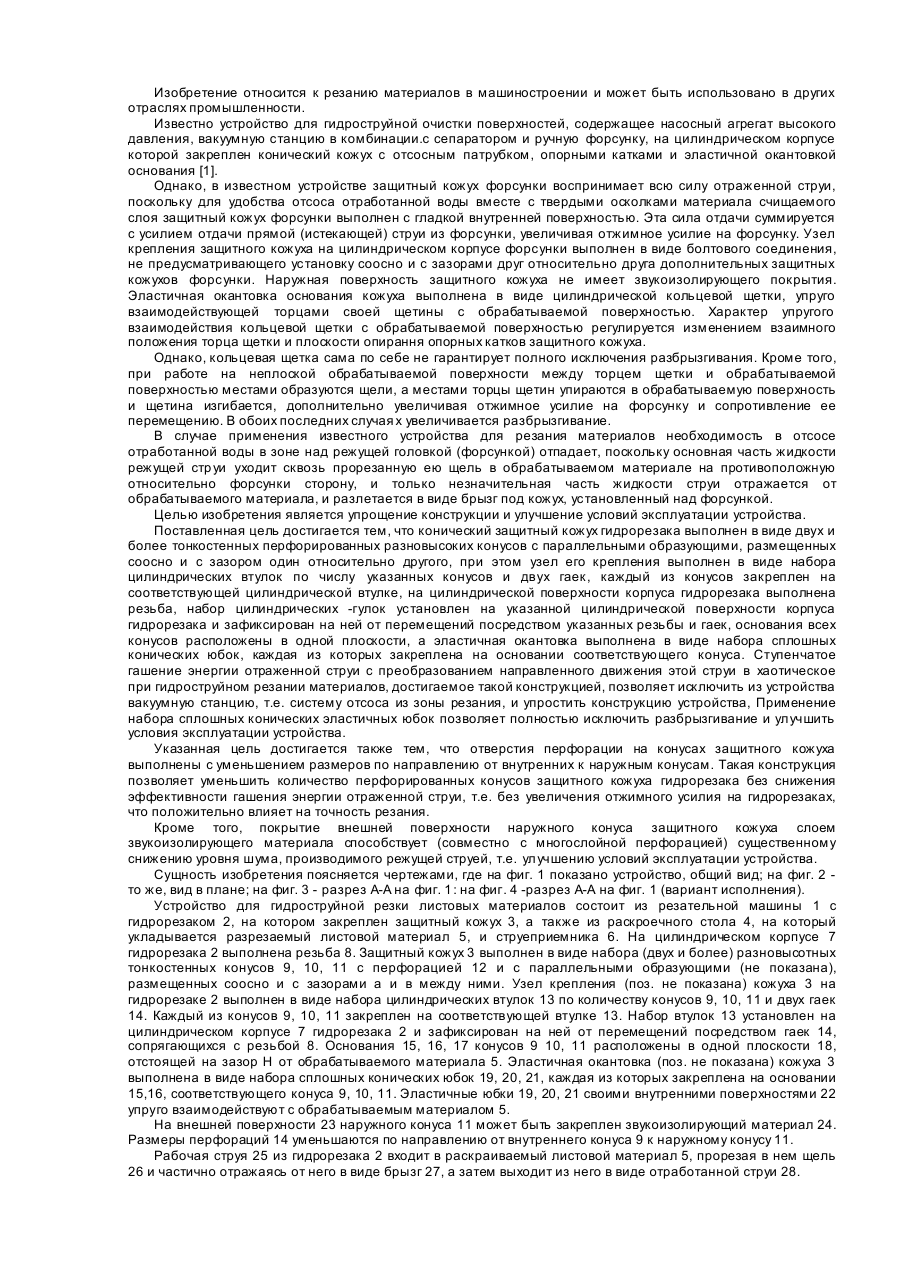
1. Устройство для гидроструйной резки листовых материалов, содержащее резательную машину, на цилиндрическом корпусе гидрорезака которой посредством узла крепления установлен конический защитный кожух с эластичной окантовкой основания для упругого взаимодействия с обрабатываемой поверхностью листового материала, отличающееся тем, что конический защитный кожух выполнен в виде не менее двух тонкостенных перфорированных разновысотных конусов с...