Спосіб виробництва заліза прямого відновлення у відновлювальному реакторі
Номер патенту: 97275
Опубліковано: 25.01.2012
Автори: Сендехас-Мартінес Еухеніо, Бекера-Новоа Хорхе Октавіо, Дуарте-Ескареньо Пабло-Енріке

Формула / Реферат
1. Спосіб виробництва заліза прямого відновлення (ЗПВ) у відновлювальному реакторі із застосуванням кондиціонованого відновлювального газу, що містить сірчисті сполуки та/або двооксид вуглецю, з високонапірного джерела з рівнем тиску, вищим за середній рівень тиску у реакторі ЗПВ, причому названий спосіб включає: взаємодію, яку здійснюють у реакторі при температурі, вищій за приблизно 800 °С, між грудками або котунами із залізної руди та першим потоком оборотного відновлювального газу, який був модифікований описаним нижче чином для досягнення ефективності при виробництві ЗПВ, притому переважна частина потоку містить водень та монооксид вуглецю; витягнення з названого реактора, як другого потоку, збідненого відновлювального газу для рециркулювання та подальшого кондиціювання; очищення та охолодження названого другого потоку для видалення води, з утворенням таким чином третього потоку охолодженого та зневодненого оборотного відновлювального газу; підвищення тиску принаймні частини вказаного третього потоку та поєднання цієї частини з кондиціонованим відновлювальним газом з високонапірного джерела для утворення четвертого потоку оборотного відновлювального газу високого тиску; усунення кислотних газів, що містять вищеназвані сірчисті сполуки та двооксид вуглецю, з названого четвертого потоку для утворення п'ятого потоку чистого кондиціонованого оборотного відновлювального газу, зниження тиску названого п'ятого потоку шляхом розширення у турбодетандері, та використання енергії, одержаної після такого розширення, для підвищення тиску вказаного третього потоку; та підвищення температури вказаного п'ятого потоку до приблизно 800 °С для утворення названого першого потоку.
2. Спосіб за п. 1, який відрізняється тим, що названий відновлювальний реактор є реактором з рухомим шаром, причому ЗПВ вивантажують безперервно.
3. Спосіб за п. 2, який відрізняється тим, що температуру вказаного п'ятого потоку підвищують понад 830 °С.
4. Спосіб за п. 3, який відрізняється тим, що названі відновлювальні гази із вмістом сірчистих сполук та/або двооксиду вуглецю виробляють шляхом часткового окиснення вуглеводню.
5. Спосіб за п. 4, який відрізняється тим, що названий вуглеводень є рідиною, одержаною з нафти.
6. Спосіб за п. 4, який відрізняється тим, що названий вуглеводень є вугіллям.
7. Спосіб за п. 4, який відрізняється тим, що рівень тиску джерела названих відновлювальних газів знаходиться в діапазоні від 20 до 40 бар абсолютного тиску.
8. Спосіб за п. 7, який відрізняється тим, що рівень тиску у відновлювальному реакторі знаходиться в діапазоні від 2 до 7 бар абсолютного тиску.
9. Спосіб за п. 8, який відрізняється тим, що рівень тиску названого п'ятого потоку знаходиться в діапазоні від 6 до 10 бар абсолютного тиску.
10. Спосіб за п. 9, який відрізняється тим, що температура відновлювального газу знаходиться в діапазоні від приблизно 950 °С до приблизно 1020 °С.
11. Спосіб за п. 10, який відрізняється тим, що у складі першого потоку відношення Н2/СО знаходиться у діапазоні від 1,5 до 4,0 об'ємних відсотків.
12. Спосіб за п. 3, який відрізняється тим, що названий відновлювальний газ, що містить сірку та/або двооксид вуглецю, виробляють як синтетичний газ шляхом часткового окиснення складу, вибраного з групи, до якої належать викопні палива та біомаса.
13. Спосіб за п. 2, який відрізняється тим, що до складу кондиціонованого відновлювального газу при поєднанні з третім потоком входять Н2 і СО у відношенні, яке знаходиться у діапазоні від 2 до 3 за об'ємом.
14. Спосіб за п. 1, який відрізняється тим, що додатково містить операцію охолодження ЗПВ в зоні охолодження вказаного відновлювального реактора.
Текст
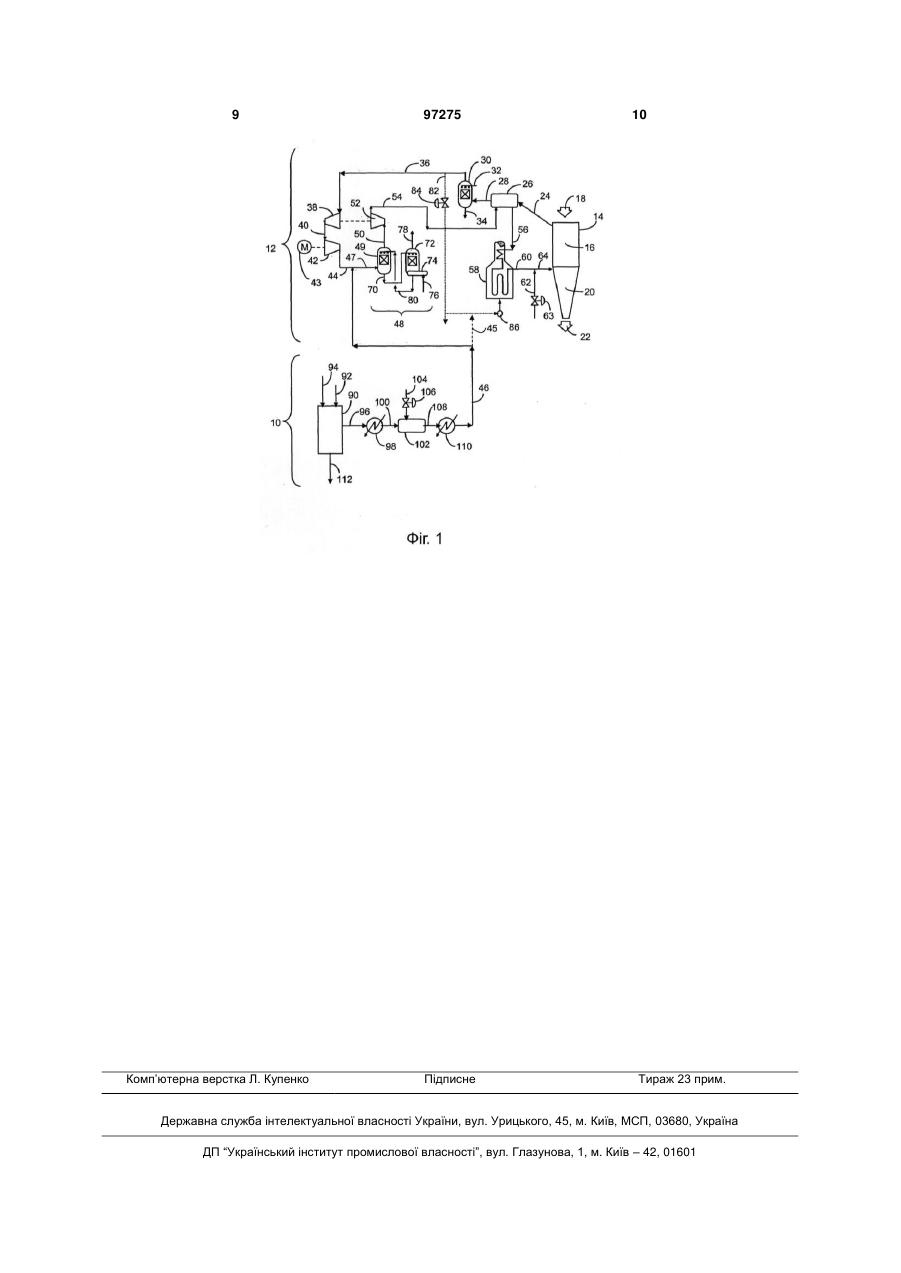
1. Спосіб виробництва заліза прямого відновлення (ЗПВ) у відновлювальному реакторі із застосуванням кондиціонованого відновлювального газу, що містить сірчисті сполуки та/або двооксид вуглецю, з високонапірного джерела з рівнем тиску, вищим за середній рівень тиску у реакторі ЗПВ, причому названий спосіб включає: взаємодію, яку здійснюють у реакторі при температурі, вищій за приблизно 800 °С, між грудками або котунами із залізної руди та першим потоком оборотного відновлювального газу, який був модифікований описаним нижче чином для досягнення ефективності при виробництві ЗПВ, притому переважна частина потоку містить водень та монооксид вуглецю; витягнення з названого реактора, як другого потоку, збідненого відновлювального газу для рециркулювання та подальшого кондиціювання; очищення та охолодження названого другого потоку для видалення води, з утворенням таким чином третього потоку охолодженого та зневодненого оборотного відновлювального газу; підвищення тиску принаймні частини вказаного третього потоку та поєднання цієї частини з кондиціонованим відновлювальним газом з високонапірного джерела для утворення четвертого потоку оборотного відновлювального газу високого тиску; усунення кислот 2 (19) 1 3 97275 4 12. Спосіб за п. 3, який відрізняється тим, що названий відновлювальний газ, що містить сірку та/або двооксид вуглецю, виробляють як синтетичний газ шляхом часткового окиснення складу, вибраного з групи, до якої належать викопні палива та біомаса. 13. Спосіб за п. 2, який відрізняється тим, що до складу кондиціонованого відновлювального газу при поєднанні з третім потоком входять Н2 і СО у відношенні, яке знаходиться у діапазоні від 2 до 3 за об'ємом. 14. Спосіб за п. 1, який відрізняється тим, що додатково містить операцію охолодження ЗПВ в зоні охолодження вказаного відновлювального реактора. Винахід має відношення до прямого відновлення залізної руди у відновлювальній системі, яка складається з процесу прямого відновлення для отримання заліза прямого відновлення (ЗПВ) та процесу газифікації для отримання водню та монооксиду вуглецю, які одержують шляхом часткового окиснення вуглеводневого джерела. Спосіб прямого відновлення залізної руди для отримання попередньо відновлених металізованих матеріалів, придатних для виробництва сталі, стає все більш поширеним у сталеплавильній промисловості. Серед переваг агрегатів для прямого отримання заліза значаться такі факти: виробнича потужність може буди досить низькою, порівняно з виробництвом чавуну у доменній печі, яка працює на коксі; металічне залізо виробляється в твердій формі з низьким вмістом сірки та кремнію; ЗПВ можна легко переплавляти у дуговій електропечі. Відновлювальними агентами, які застосовуються на установках для прямого відновлення, є водень та монооксид вуглецю, які зазвичай отримують шляхом переробки природного газу, тому ці підприємства будують в місцевості, де доступний природний газ за достатньо низькою ціною. Водень та монооксид вуглецю (синтетичний газ) можна також отримати шляхом часткового окиснення вуглеводню, який не є природним газом, наприклад, більш важких газів, як пропан, бутан та ін., нафти та вугілля. Одним з недоліків використання важкого вуглеводню є необхідність відокремлення сірки та інших газів з вмістом сірководню, а також те, що процеси газифікації зазвичай проходять за умов відносно вищих рівнів тиску, порівняно з тиском під час процесів прямого відновлення. Патенти Сполучених Штатів № 5,744,067; 6,033, 456 та 6,149,859 на ім'я Янке та ін. (Jahnke et al.) описують інтегрований процес подачі відновлювальних газів до агрегату для прямого відновлення. У цьому пропонованому рішенні синтетичний газ високого тиску подається до процесу прямого відновлення за рахунок зниження тиску завдяки розширенню в турбодетандері. При цьому використовується енергія від вказаного розширення для роботи компресора рециркуляційного газу. Інтегрований процес за Янке та ін. включає два абсорбера сірководневого газу, один з яких функціонує при високому рівні тиску вуглеводневого газогенератора, а інший - при низькому рівні тиску агрегату для прямого відновлення. Янке доводить, що інтегрований процес удосконалюється завдяки використанню одного пристрою регенерації роз чинника (стріпера), спільного для обох абсорберів сірководневого газу. Регенерований насичений сірководнем розчинник, який вийшов зі спільного стріпера, можна використати у паралельному або послідовному з'єднанні відносно абсорбційних установок. Однак, Янке не розкриває та навіть не усвідомлює можливість використання єдиної абсорбційної установки, в якій сірководневий вміст вилучають з об'єднаного потоку, що включає синтетичний газ, генерований в газифікаторі, та оборотний відновлювальний газ з відновлювального реактору, як в цьому винаході. Процес прямого відновлення за цим винаходом проходить з використанням єдиної абсорбційної установки при діапазоні тиску процесу часткового окиснення, завдяки цьому запропоновано ряд невідомих раніше переваг над існуючим рівнем техніки. Документи, на які посилаються в цьому тексті (разом з вищезазначеними патентами), та всі документи, на які посилаються або які цитують в цьому тексті, додані до цього тексту за допомогою посилання на них. Таким чином, метою цього винаходу є створити спосіб та пристрій для виробництва ЗПВ (заліза прямого відновлення) із застосуванням відновлювального газу, отриманого шляхом часткового окиснення вуглеводню. Другою метою цього винаходу є створити спосіб та апарат, де агрегат прямого відновлення для виробництва ЗПВ вигідно поєднаний з агрегатом для газифікації вуглеводню, що дозволить проводити пряме відновлення у місцевостях, де природний газ не є легко доступним, або його використання для виробництва ЗПВ не є економічно вигідним. Наступною метою цього винаходу є створити спосіб та пристрій для підвищення ефективності використання енергії в системі прямого відновлення для виробництва ЗПВ, при чому певна енергія синтетичного газу високого тиску від агрегату газифікації вуглеводню використовується для роботи компресорів, які задіяні у агрегаті відновлення. Цілі цього винаходу за звичайних умов можна досягти шляхом впровадження методу для виробництва ЗПВ із застосуванням синтетичного газу, бажано отриманого шляхом часткового окиснення вуглеводню. При цьому тиск поширеного відновлювального газу, який вийшов з реактору ЗПВ (колошниковий газ), за допомогою компресора підвищується до рівня тиску синтетичного газу. 5 Оборотний колошниковий газ поєднується з кондиціонованим синтетичним газом та оброблюється у єдиному абсорбційному блоці кислотного газу, таким чином утворюючи об'єднаний потік очищеного відновлювального газу, який розширюється в турбодетандері для зниження його тиску до рівня тиску реактора ЗПВ та використання турбодетандера для приводу компресора. Після цього об'єднаний потік нагрівають до температури бажано понад 950 °С та використовують у реакторі ЗПВ для виробництва названого ЗПВ. Фіг. 1 є схематичним зображенням процесу поєднання агрегату газифікації вуглеводню та агрегату прямого відновлення (який має відновлювальний реактор з рухливим шаром каталізатора) відповідно до кращого втілення цього винаходу. Докладний опис кращих варіантів втілення цього винаходу. Посилаючись на доданий Фіг. 1, об'єднана система для відновлення оксидів заліза складається з агрегату для газифікації вуглеводню 10 та агрегату для прямого відновлення 12. Агрегат для відновлення 12 складається з відновлювального реактору 14, який має верхню зону відновлення 16 та нижню зону вивантаження 20. Здрібнені тверді частки залізної руди 18 у формі грудок або котунів подаються до зони відновлення 16 із високотемпературним відновлювальним газом з труби 64. Цей перший потік високотемпературного відновлювального газу доброї якості у трубі 64 переважно складається з водню та монооксиду вуглецю, які реагують з залізною рудою для виробництва заліза прямого відновлення (ЗПВ) 22. ЗПВ вивантажують з названого реактору 14 крізь нижню зону вивантаження 20. Залежно від подальшого використання ЗПВ, його можуть вивантажувати гарячим або холодним. Якщо його вивантажують з реактору 14 при високій температурі, його можна далі брикетувати для подальшого зберігання та використання, або його можна подавати гарячим прямо до сталеплавильної печі. Якщо виробляється холодне ЗПВ, нижня зона вивантаження 20 реактору 14 може за бажанням мати засоби, відомі у цій сфері діяльності, забезпечення циркуляції охолоджувального газу для охолодження вказаного ЗПВ до температури нижче 100 °С перед його вивантаженням з реактору. Прикладом може слугувати зона охолодження/вивантаження 14 з допоміжною петлею охолоджувального газу за патентом Сполучених Штатів № 4,524,030. Відпрацьований відновлювальний газ виходить як сток із зони відновлення 16 з температурою в діапазоні від приблизно 300 °С до приблизно 500 °С крізь трубу 24 (для кондиціювання у переробному блоці та повернення до зони відновлення 16). Такий оборотний (рециркуляційний) відновлювальний газ (як другий потіку) спочатку проходить крізь теплообмінний апарат 26 (де його відчутне тепло використовується для попереднього нагрівання кондиційованої порції відновлювального газу на виході якраз перед його поверненням як зазначеного першого потоку до зони відновлення 16). Відпрацьований відновлювальний газ, на цьому етапі частково охолоджений, протікає далі крізь трубу 28 до холодильника/скрубера 30 де 97275 6 очищується та охолоджується до кімнатної температури у прямому контакті з водою 32. Відпрацьований відновлювальний газ, який вийшов з зони відновлення 16, містить значну кількість води та двооксиду вуглецю (які утворюються як побічні продукти у реакціях водню та монооксиду вуглецю з оксидом заліза у залізній руді 18). Кондиціювання витоку відновлювального газу починається у холодильнику/скрубері 30, де вода, яка утворилась у реакції відновлення водню, конденсується та вилучається з системи крізь трубу 34 разом з охолоджувальною водою 32. Незначна порція очищеного та зневодненого відпрацьованого газу вивільнюється з контуру рециркуляції крізь трубу 82, яка має клапанрегулятор тиску 8 4 (для контролю тиску у контурі рециркуляції та підтримки концентрації N2 на рівні нижче 13% за об'ємом). Вивільнений газ може бути вигідно використаний як паливо у пальнику 86 для газового нагрівача 58, та при необхідності до нього може бути додана певна кількість синтетичного газу з газогенератора 90 крізь труби 46 та 45. Залишкова порція очищеного та зневодненого відновлювального газу на виході потім переміщується до компресору 38 крізь трубу 36 (як третій потік), при чому його тиск підвищується до рівня, необхідного для подальшої обробки перед його повним рециклюванням до реактору 14. Залежно від рівня робочого циклу установки газифікації 90, може знадобитися додатковий компресор оборотного газу 42, у послідовному розміщенні з компресором 38, для підвищення тиску оборотного відновлювального газу у трубі 44 до рівня тиску блоку усунення СО2 48. Такий додатковий компресор 42 може працювати за допомогою мотору 43. Відповідно до цього винаходу блок усунення СО2 48 одночасно обслуговує оборотний відновлювальний газ, за звичайних умов досить низького тиску, та синтетичний газ, який обов'язково виробляється газогенератором 90 при високому тиску. У газогенераторі 90 викопне паливо, таке як вугілля, залишки нафтоперегонки та біомаса, частково окиснюються за допомогою кисню 92 та пари 94. Отриманий синтетичний газ містить Н2, CO, СО2, Н2О, СН4 та S (у формі H2S та/або COS, CS2, меркаптанів) та пилу. Синтетичний газ виходить крізь трубу 96 і охолоджується та очищується у спеціальній системі очищення газу 98. Відходи газифікації виходять з газогенератора 90 крізь спускну трубу 112. Після охолодження та очищення у скрубері 98, склад синтетичного газу, який виходить крізь трубу 100, можна за бажанням відкоригувати, щоб підвищити вміст водню у реакції конверсії газу для отримання Н2/СО у співвідношенні 2 до 3 (за об'ємом) у конверсійній установці 102. Пара може подаватись як реагент для реакції конверсії крізь трубу 104 у кількості, яка контролюється за допомогою клапану-регулятору потоку 106. Конверсійний синтетичний газ потім проходить крізь трубу 108 до іншого холодильника/скрубера 110. Чистий синтетичний газ, конверсійний або ні, потім проходить крізь трубу 4 6, коли він ще має 7 тиск системи газифікації, зазвичай у діапазоні від 20 до 40 бар абсолютного тиску. Такий синтетичний газ високого тиску, який подається як кондиційований відновлювальний газ, поєднується з оборотним відновлювальним газом при такому ж тиску у трубі 44. Отриманий доповнений оборотний відновлювальний газ проходить крізь трубу 47 (як третій потік) для подальшого кондиціювання в блоці абсорбції СО2 48 (де газ зі вмістом сірководню, наприклад сірчисті сполуки та двооксид вуглецю, усуваються з об'єднаного потоку відновлювального газу). Блок усунення СО2 є звичайною абсорбційною системою на основі розчину аміну, яка складається з абсорбційної колони 49 та відгінної колони 72 із суміжними пристроями, такими як теплообмінники та випарник-рекуператор 74 (де пара 76 підігріває аміновий розчин, який надійшов з абсорбційної колони 49 крізь трубу 70, щоб усунути СО2 та гази зі вмістом сірки шляхом їх виводу крізь спускну трубу 78). Регенерований аміновий розчин повертається по трубі 80 та повторно використовується у абсорбційній колоні 49. Тиск потоку кондиційованого оборотного відновлювального газу, який проходить по трубі 50, потім знижується у турбодетандері 52, який застосовується для приводу компресора 38 (таким чином досягаючи загальної синергії механічної енергії між системами газифікації та відновлення). Кондиційований потік відновлювального газу, на цьому етапі зазвичай при нижчому тиску в діапазоні від 6 до 10 бар абсолютного»тиску, проходить далі крізь трубу 54 (як п'ятий потік) для попереднього нагрівання у теплообміннику 26, та проходить далі крізь трубу 56 до газонагрівача 58, де його температуру підвищують до рівня понад приблизно 800 °С. Як вже відомо з рівня техніки, для більш швидкого та ефективного протікання реакцій бажані вищі температури, однак, вони обмежені небажаною агломерацією руди та ЗПВ, що перешкоджає вільному надходженню часток до реактору 14 та з нього. Були застосовані температури, щонайменше у 1020 °С, однак потребується спеціальний відбір руди, стійкої до високої температури, та/або спеціальне покриття часток руди. За бажанням, як допомога, для досягнення найвищих температур відновлювального газу у можливому діапазоні, газ із вмістом кисню 62, в обсязі, який 97275 8 регулює клапан контролю подачі 63, змішується з гарячим відновлювальним газом з труби 60 для проведення регульованого неповного згорання для підвищення температури відновлювального газу до вищого бажаного рівня перед тим, як кондиційований оборотний відновлювальний газ подається з труби 64 (як першого потоку) до зони відновлення 16 для участі у прямому відновленні залізної руди 18. Відновлювальний газ, що надходить до зони відновлення 16, в ідеалі має склад, який характеризується відношенням Н2/СО у діапазоні від 1,5 до 4,0 за об'ємом, з тиском у діапазоні від 2 до приблизно 7 бар абсолютного тиску та з температурою в діапазоні від приблизно 830°С до приблизно 1020°С. Спосіб, запропонований цим винаходом, надає ряд переваг, порівняно до відомого рівня техніки. Наприклад, він потребує менше пари (термальної енергії) для регенерації амінового розчину, який застосовується у абсорбційній установці 48. Під час роботи відгінної колони 72 при значно нижчому відносному тиску, покращується відокремлення двооксиду вуглецю та інших газів зі вмістом сірководню з амінового розчину. Пара може бути генерована із застосування вторинних енергоресурсів, які надходять з процесу синтетичного газу, замість того, щоб виробляти їх у зовнішніх бойлерах. Механічна енергія в процесі прямого відновлення частково покращилась, оскільки синтетичний газ, який знаходиться під тиском, з газогенератору використовується для забезпечення рециркуляції відновлювального газу. Це в додаток до відомої практики попереднього нагрівання оборотного відновлювального газу із застосуванням колошникового газу у теплообміннику, перед подальшим нагріванням у газонагрівачі. Як альтернатива, теплова енергія колошникового газу може бути використана для генерації пари низького тиску, яку можна застосувати у системі усунення СО2. Треба розуміти, що у цьому описі були подані лише деякі кращі втілення винаходу з метою ілюстрації, та обсяг цього винаходу не обмежений описаними втіленнями, але обмежений доданими пунктами патентної формули. 9 Комп’ютерна верстка Л. Купенко 97275 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing direct reduction iron in renewable reactor
Автори англійськоюBecerra-Novoa, Jorge, Octavio, Duarte-Escareno, Pablo-Enrique, Zendejas-Martinez, Eugenio
Назва патенту російськоюСпособ производства железа прямого восстановления в восстановительном реакторе
Автори російськоюБэкэра-Новоа Хорхе Октавио, Дуартэ-Эскарэно Пабло-Энрикэ, Сэндэхас-Мартинэс Эухенио
МПК / Мітки
МПК: C21B 13/02, C21B 13/00, C21B 13/14
Мітки: виробництва, відновлення, реакторі, відновлювальному, прямого, заліза, спосіб
Код посилання
<a href="https://ua.patents.su/5-97275-sposib-virobnictva-zaliza-pryamogo-vidnovlennya-u-vidnovlyuvalnomu-reaktori.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва заліза прямого відновлення у відновлювальному реакторі</a>
Спосіб прямого відновлення заліза і пристрій для його здійснення
Номер патенту: 88843
Опубліковано: 25.11.2009
Автори: Новінскій Вадім Владіславовіч, Неклеса Анатолій Тимофійович
МПК: C21B 13/02, F27B 1/00
Мітки: прямого, здійснення, відновлення, пристрій, спосіб, заліза
Формула / Реферат:
1. Спосіб прямого відновлення заліза, у якому оксид заліза відновлюють до металізованого заліза шляхом контактування оксиду заліза з гарячим відновлювальним газом, який включає одержання й регулювання витрати гарячого відновлювального газу, який містить CO і Н2, додавання в нього вуглеводвмісного й кисневмісного газів, змішування гарячого відновлювального газу з вуглеводвмісним і кисневмісним газами, які прореагували, з утворенням...
Спосіб прямого відновлення оксидів заліза з одержанням розплаву заліза та установка для його здійснення
Номер патенту: 79476
Опубліковано: 25.06.2007
Автори: Новінскій Вадім Владіславовіч, Нечепоренко Володимир Андрійович, Клямко Андрій Станіславович, Неклеса Анатолій Тимофійович, Півень Володимир Олександрович
МПК: C22B 5/00, C21B 13/02
Мітки: оксидів, здійснення, заліза, спосіб, одержанням, відновлення, розплаву, установка, прямого
Формула / Реферат:
1. Спосіб прямого відновлення оксидів заліза з одержанням розплаву заліза, що включає попереднє відновлення залізорудної шихти у твердому стані у відновлювальному реакторі (1), завантаження в плавильну піч відновленого матеріалу та остаточне відновлення в розплаві відновленого матеріалу, повторне використання газів, що відходять із плавильної печі, для одержання відновлювальної газової суміші, формування у відновлювальномуреакторі...
Спосіб прямого відновлення оксидів заліза до металічного заліза з використанням газу коксових печей або подібного до нього газу
Номер патенту: 91109
Опубліковано: 25.06.2010
Автори: Дуарте-Ескареньо Пабло-Енріке, Сендехас-Мартинес Еугеніо
МПК: C21B 13/00, C22B 5/12
Мітки: відновлення, газу, подібного, печей, коксових, використанням, прямого, нього, заліза, металічного, спосіб, оксидів
Формула / Реферат:
1. Спосіб одержання заліза, відновленого прямим способом, за допомогою відновлення часток, які містять оксиди заліза до часток, які містять металічне залізо, у реакторі відновлення, який включає зону відновлення та нижню зону розвантаження, взаємодією зазначених часток, які містять оксиди заліза з високотемпературним відновлювальним газовим потоком, який містить водень та монооксид вуглецю в зазначеній зоні відновлення, де відновлені прямим...
Спосіб прямого відновлення оксидів заліза

Номер патенту: 63283
Опубліковано: 10.10.2011
Автор: Панченко Микола Іванович
МПК: C21B 13/00
Мітки: прямого, оксидів, відновлення, спосіб, заліза
Формула / Реферат:
Спосіб прямого відновлення оксидів заліза, що включає відновлення заліза у псевдозрідженому шарі відновним газом з вмістом водню, який відрізняється тим, що процес відновлення здійснюють, використовуючи оксиди заліза з розмірами шматків менше 50 мкм, в водневому середовищі при температурі ≤374 °С і оптимальному значенні абсолютного тиску, при якому забезпечується конденсація водяної пари, що утворюється при реакції відновлення.
Спосіб (варіанти) і пристрій (варіанти) для регулювання однорідності температури шихти та спосіб прямого відновлення оксидів заліза у шахтній печі прямого відновлення
Номер патенту: 78139
Опубліковано: 15.02.2007
Автори: Метіус Гарі Е., Бейлі Расселл, Монтаг'ю Стівен С., Какалей Расселл, Воелкер Браян В.
МПК: C21B 13/02, F27D 17/00, C21B 13/00
Мітки: регулювання, пристрій, варіанти, однорідності, температури, заліза, шахтній, печі, прямого, відновлення, оксидів, шихти, спосіб
Формула / Реферат:
1. Пристрій для регулювання однорідності температури шихти у печі для прямого відновлення оксидів заліза у металізований залізний продукт, що містить в цілому вертикальну шахтну піч, що має верхній завантажувальний кінець, нижній вивантажувальний кінець і вертикальну вісь, засіб для завантаження залізооксидних матеріалів у вигляді часток у верхній кінець зазначеної печі для утворення у ній шихти і засіб для видалення металізованого залізного...
Попередній патент: Спосіб рекуперації тепла при підземній газифікації твердого палива
Наступний патент: Шарувата декоративна пластина і спосіб її виготовлення
Випадковий патент: Спосіб одержання виробів з титанових сплавів