Спосіб електричного живлення зварювального трансформатора однофазних контактних машин змінного струму
Номер патенту: 100064
Опубліковано: 12.11.2012
Автори: Микитин Ярослав Іванович, Кривенко Валерій Георгійович, Дідковський Олександр Володимирович, Гавриш Валерій Семенович, Сидоренко Валерій Михайлович, Руденко Петро Михайлович, Кучук-Яценко Сергій Іванович, Кривонос Вадим Петрович
Формула / Реферат
1 .Спосіб електричного живлення зварювального трансформатора однофазних контактних машин змінного струму, при якому зварювальний трансформатор, розрахований на промислову частоту, живлять напругою, яку формують шляхом циклічної почергової комутації лінійних напруг за допомогою двох трифазних керованих випрямлячів, включених зустрічно-паралельно, який відрізняється тим, що кожні з лінійних напруг трифазної мережі живлення підключають до зварювального трансформатора на час, рівний 2n напівперіодів напруги живлення, де n=2,3,4...50, причому підключення кожної наступної лінійної напруги здійснюють до закінчення напівперіоду попередньої лінійної напруги в тій же полярності і ці підключення циклічно повторюють.
2.Спосіб за п. 1, який відрізняється тим, що напругу в кожному напівперіоді комутації двох лінійних напруг регулюють так, щоб його інтегральне значення за період дорівнювало нулю.
Текст
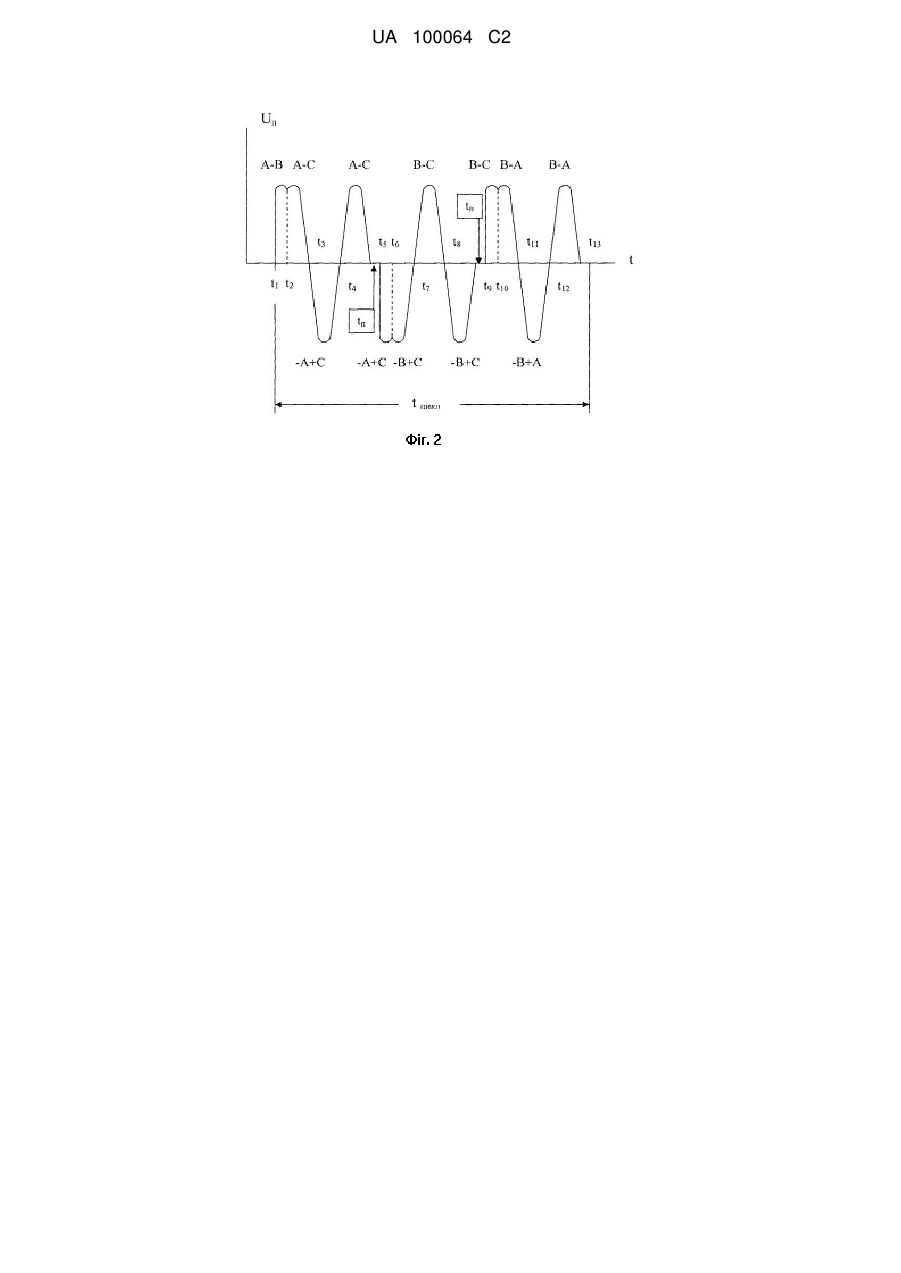
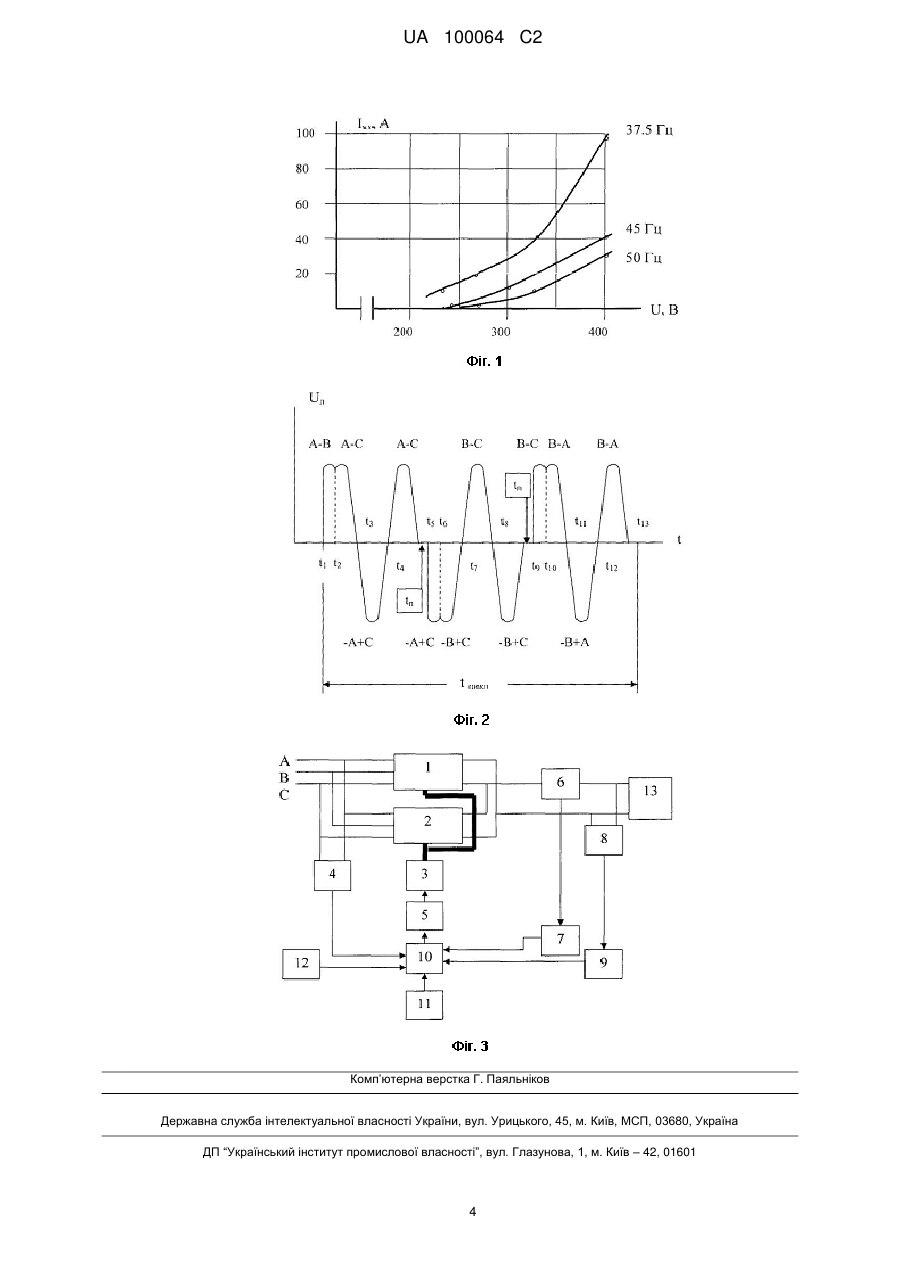
Реферат: Винахід стосується до області зварювання, а точніше до способу електричного живлення зварювального трансформатора однофазних контактних стикових машин змінного струму. Спосіб включає формування напруги зварювального трансформатора, розрахованого на промислову частоту, шляхом циклічної почергової комутації лінійних напруг за допомогою двох трифазних керованих випрямлячів, включених зустрічно-паралельно. При цьому кожні з лінійних напруг трифазної мережі живлення підключають до зварювального трансформатора на певне число напівперіодів живильної мережі, причому підключення кожної наступної лінійної напруги здійснюють до закінчення напівперіоду попередньої лінійної напруги в тій же полярності і ці підключення циклічно повторюють. Крім того, з метою виключення магнітного насичення сердечника зварювального трансформатора напругу в кожному напівперіоді комутації двох лінійних напруг регулюють так, щоб його інтегральне значення за період дорівнювало нулю. Даний спосіб дозволяє живити від трифазної мережі контактні машини для зварювання оплавленням, які мають однофазний трансформатор, розрахований на промислову частоту. При цьому три фази живильної мережі завантажуються рівномірно. UA 100064 C2 (12) UA 100064 C2 UA 100064 C2 5 10 15 20 25 30 35 40 45 50 55 60 Дійсний винахід належить до області зварювання, а більш точно - до способу електричного живлення зварювального трансформатора однофазних контактних стикових машин змінного струму. Рівень техніки. Відомі різні способи живлення зварювального трансформатора контактних стикових машин, що забезпечують більшою чи меншою мірою рівномірний розподіл (симетрирування) струмів в трьох фазах живильної мережі. Відомий спосіб симетрирування однофазного навантаження, при якому до зварювального трансформатора підключають один або декілька модулів реактивних елементів, зібраних за схемою Штейнметца [патент ФРН № 3927437, 1989, H02j 3 / 26, В23k 11/24, патент РФ № 2156532, 1997, H02j 3 / 26, В23k 11/24]. Недоліком цього способу є те, що він забезпечує рівномірний розподіл струму по трьох фазам живильної мережі тільки при незмінних параметрах навантаження. При контактному стиковому зварюванні оплавленням опір зварювального контакту змінюється в широких межах від деякої мінімальної величини до нескінченності. Тому досягти симетрії фазних струмів проблематично навіть при великій кількості модулів реактивних елементів, розрахованих на різну потужність. Крім того, встановлена потужність силових реактивних елементів значно перевищує потужність однофазного навантаження. Відомий спосіб електричного живлення зварювальних трансформаторів контактних машин, при якому для рівномірного струмового завантаження фаз мережі живлення застосовують трифазні випрямлячі ["Canadian Welder and Fabrication" - 1989, 80, № 9. - С. 15, 17-19, Butt welding with three-phase DC power]. Недоліки відомого способу полягають у низькому ККД машин постійного струму через значне падіння напруги на діодах (до 30 % від номінальної напруги холостого ходу) та ускладненні конструкції вторинного контуру зварювальної машини. Відомий спосіб електричного живлення трансформаторів контактних стикових машин з перетворенням трифазного струму промислової частоти в однофазний струм низької частоти [Подола Н. В., Кучук-Яценко С. И. //Контактная стыковая сварка токами низкой частоты. Автоматическая сварка, 1957. - № 1. - С. 63-72]. Частота струму вибирається з ряду 16, 10 або 5 Гц. Недоліком цього способу є те, що зі зниженням частоти значно збільшуються габарити і маса зварювального трансформатора, що спричиняє зміну конструкції машини. Із цієї причини відомий спосіб перетворення частоти і числа фаз не може бути реалізований на серійних контактних стикових машинах, зварювальний трансформатор яких розрахований на промислову частоту. Найбільш близьким за технічним рішенням є спосіб електричного живлення зварювального трансформатора однофазних контактних машин змінного струму, при якому для живлення зварювального трансформатора, розрахованого на промислову частоту (50 Гц), за допомогою двох трифазних керованих випрямлячів, включених зустрічно-паралельно, формують напругу зниженої частоти (37,5 Гц), прийнятий нами як прототип (патент РФ № 2392099, В23к 11/24). При цьому кожну півхвилю напруги формують послідовною комутацією двох лінійних напруг. Недолік відомого способу полягає в тому, що при комутації двох лінійних напруг з частотою 37,5 Гц зварювальний трансформатор, розрахований на 50 Гц, насичується і струм холостого ходу перевищує допустиму норму [ГОСТ 297-73 "Машины электросварочные контактные", Технические требования, п. 2.13]. На фіг. 1 наведені експериментальні залежності струму холостого ходу від прикладеної напруги різної частоти для однофазної стикової контактної машини типу К-190П. З наведених даних видно, що зі зниженням частоти джерела живлення до 37,5 Гц струм холостого ходу збільшується в чотири рази (при номінальній напрузі на номінальному ступені трансформатора). Це викликає технологічні труднощі на етапі збудження процесу оплавлення, так як величина струму холостого ходу виявляється сумірною з величиною зварювального струму і може перевищити його задану величину. В результаті система управління із зворотним зв'язком по зварювальному струму сприймає значення струму холостого ходу як величину, при якій формується команда на розведення зварюваних деталей. Тому етап збудження процесу оплавлення доводиться починати на зниженій напрузі, що не завжди можливо при зварюванні деталей з великим поперечним перерізом. Задачею винаходу є усунення зазначених недоліків. Пропонується спосіб електричного живлення зварювального трансформатора однофазних контактних машин змінного струму, при якому зварювальний трансформатор, розрахований на промислову частоту, живлять напругою, яку формують шляхом циклічної почергової комутації лінійних напруг за допомогою двох трифазних керованих випрямлячів, включених зустрічно-паралельно, який відрізняється тим, що кожні з лінійних напруг трифазної мережі живлення підключають до зварювального трансформатора на час, рівний 2n півперіодів напруги живлення, де n=2,3,4…50, причому 1 UA 100064 C2 5 10 15 20 25 30 35 40 45 50 55 60 підключення кожної наступної лінійної напруги здійснюють до закінчення півперіоду попередньої лінійної напруги в тій же полярності і ці підключення циклічно повторюють. Зі збільшенням числа n зростає тривалість роботи трансформатора на одній лінійній напрузі. При n=50 ця тривалість становить 1 с. Відповідно циклічність комутації лінійних напруг трифазної живильної мережі складе 3 с, що укладається в допустимий інтервал усереднення вимірювання показників якості електроенергії - коефіцієнтів несиметрії напруг по зворотній і нульовій послідовності (Межгосударственный стандарт. ГОСТ 13109-97 "Электрическая энергия. Нормы качества электрической энергии в системах электроснабжения общего назначения »). Зі зменшенням числа n зменшуються тривалість роботи трансформатора на одній лінійній напрузі і, відповідно, перериви протікання струму в двох інших фазах. При n=2 перериви протікання фазних струмів складають всього 0,03 с, а комутація лінійних напруг відбувається з частотою, близькою до 45 Гц. При цьому струм холостого ходу зменшується в 2,5 разу в порівнянні з прототипом (див. фіг. 1). Для реалізації запропонованого способу включення тиристорів трифазних випрямлячів синхронізують, наприклад, відносно моменту переходу через нуль лінійної напруги А-С (фіг. 2), і далі для формування імпульсу однієї полярності в момент часу t1, який визначається заданим значенням напруги на виході випрямлячів, підключають до зварювального трансформатора лінійну напругу А-В, а в момент часу t2=t1+3,3 мс підключають напругу А-С. На цьому формування півхвилі однієї полярності комутацією двох лінійних напруг завершується. Наступний півперіод напруги починають у момент часу t3 із тієї ж лінійної напруги, на якій закінчували попередню півхвилю, але використовують її протилежну за знаком частину -А+С. Ця ж лінійна напруга А-С зберігається протягом третього півперіоду (t4-t5) і захоплює початок четвертої півхвилі (-А+С), де в момент часу t6 підключається друга лінійна напруга -В+С. На цьому формування півхвилі негативної полярності комутацією двох лінійних напруг завершується. Друга лінійна напруга зберігається наступні два півперіоди (t7-t8-t9) і захоплює початок сьомого півперіоду до моменту часу t10, коли підключається третя лінійна напруга В-А. На цьому формування півхвилі позитивної полярності комутацією двох лінійних напруг завершується. У моменти часу t11 і t12 тиристори підключають до зварювального трансформатора лінійну напругу -В+А і В-А відповідно. На цьому один цикл почергової комутації лінійних напруг трифазної мережі закінчується. Далі описану послідовність комутації лінійних напруг протягом циклу (0,1 с) повторюють з частотою 10 Гц. Враховуючи те, що при послідовній комутації за один півперіод одної (t3…t4) і двох (t1…t3) лінійних напруг тривалість півперіодів напруги, що живить зварювальний трансформатор, різна, останній може насититися. Для виключення магнітного насичення сердечника трансформатора напругу в кожній півхвилі комутації двох лінійних напруг регулюють так (тривалістю пауз tп), щоб її інтегральне значення за період дорівнювало нулю. Пристрій, що реалізує запропонований спосіб, показано на фіг. 3. Пристрій містить два трифазних двопівперіодні керовані випрямлячі 1 і 2, підсилювач-розподільник імпульсів відмикання тиристорів 3, блок синхронізації 4, одновібратор імпульсів 5, датчик струму зварювання 6, блок вимірювання ефективного значення струму 7, датчик напруги 8, блок вимірювання середнього значення напруги 9, процесор 10, запам'ятовуючий пристрій 11, блок задання напруги і виведення діагностичного повідомлення 12. Числом 13 показаний зварювальний трансформатор. Блоки у пристрої з'єднані наступним чином. Входи випрямлячів 1 і 2 з'єднані з фазними напругами живлення А, В і С, а виходи - паралельно один одному, причому позитивний вихід одного випрямляча з'єднаний з негативним виходом іншого випрямляча, і далі один об'єднаний вихід (через датчик струму 6, вихід якого підключений до входу блоку вимірювання ефективного значення струму 7) з'єднаний з одним входом трансформатора 13, а інший об'єднаний вихід - з іншим входом трансформатора 13. Входи трансформатора 13 з'єднані також з входами датчика напруги 8, вихід якого підключений до входу блоку вимірювання середнього значення напруги 9. Підсилювач-розподільник 3 виходами підключений до ланцюгів відмикання тиристорів випрямлячів 1 і 2, а входом через одновібратор 5 з виходом процесора 10. До входів останнього підключені виходи блока вимірювання ефективного значення струму 7, блока вимірювання середнього значення напруги 9, запам'ятовуючий пристрій 11, блок задання напруги і виведення діагностичного повідомлення 12 і блок синхронізації 4, вхід якого підключений до фаз А і С. Пристрій працює таким чином. Процесор 10 працює згідно з програмою, що знаходиться у запам'ятовуючому пристрої 11. При його включенні із блока задання напруги і виводу діагностичного повідомлення 12 процесор зчитує задану напругу, яка має бути на виході випрямлячів. По цій величині, згідно з функціональною залежністю, записаної в 2 UA 100064 C2 5 10 15 20 25 30 35 40 запам'ятовуючому пристрої 11, процесор 10 обчислює момент часу t1 для підключення до зварювального трансформатора лінійної напруги А-В. Після надходження імпульсу синхронізації від блока 4 процесор відраховує заданий час t1 і потім формує сигнал відмикання тиристорів, підключених до лінійної напруги А-В у випрямлячі, формуючому позитивні півхвилі. Цей сигнал потрапляє на вхід одновібратора 5, з виходу якого формується імпульс, співпадаючий по фронту із сигналом з виходу процесора 10, і має тривалість 3,3 мс. Завдяки цьому посилений імпульс з виходу підсилювача-розподільника 3 подається на керуючі входи відповідних тиристорів протягом усього часу виконання умови керованості цих тиристорів. Після відпрацювання часу t1 процесор відраховує час t2=t1+3,3 мс і при його виконанні формує імпульси відмикання на керуючі входи тиристорів, які підключені до лінійної напруги АС. Далі протягом двох півперіодів включаються тільки тиристори, які підключені до цієї лінійної напруги. У наступному півперіоді здійснюється зміна лінійної напруги на виході випрямлячів. Для цього в момент часу t5 процесор формує імпульси відмикання на керуючі входи тиристорів, які підключені до напруги -А+С, а в момент часу t6=t5+3,3 мс - на керуючі входи тиристорів, які підключені до лінійної напруги -В+С. Потім протягом двох напівперіодів процесор включає тільки тиристори, які підключені до лінійної напруги В-С і -В+С. При черговій зміні лінійної напруги на виході випрямлячів в момент часу t9 процесор формує імпульси відмикання на керуючі входи тиристорів, які підключені до напруги В-С, а в момент часу t10=t9+3,3 мс - на керуючі входи тиристорів, які підключені до лінійної напруги В-А. Потім протягом двох півперіодів процесор включає тільки тиристори, які підключені до лінійної напруги -В+А і В-А. У момент часу t13 закінчується один цикл комутації лінійних напруг і описану послідовність підключення лінійних напруг на виході випрямлячів повторюють. При зміні полярності півхвиль напруги на виході випрямлячів процесор зчитує з виходу блока вимірювання ефективного струму 7 виміряне значення струму зварювання. Якщо ця величина перевершує максимально допустиме значення, процесор 10 вимикає формування імпульсів управління тиристорами і в блок задання напруги і виведення діагностичного повідомлення 12 видається інформація про неприпустиму величину струму в зварювальному колі. При зміні лінійних напруг процесор 10 зчитує з виходу блока 9 виміряне середнє значення напруги на вході зварювального трансформатора. Це значення порівнюється з виміряною середньою напругою в наступній півхвилі і за величиною неузгодженості процесор 10 коригує тривалість часу tп при наступній зміні лінійної напруги на виході випрямлячів. Спосіб електричного живлення зварювального трансформатора контактних машин (при n=2) пройшов експериментальну перевірку в лабораторних умовах на однофазній стиковій машині типу К-190П. Зварювали рейки типу Р65 безперервним і пульсуючим оплавленням на режимах, прийнятих на рейкозварювальних поїздах. Одночасно реєстрували струм в кожній фазі і в первинній обмотці зварювального трансформатора. Було підтверджено, що даний спосіб дозволяє живити від трифазної мережі контактні машини, які мають однофазний трансформатор, розрахований на промислову частоту. При цьому три фази живильної мережі завантажуються рівномірно, а фазні струми в порівнянні зі струмом навантаження зменшуються на 20 %. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Спосіб електричного живлення зварювального трансформатора однофазних контактних машин змінного струму, при якому зварювальний трансформатор, розрахований на промислову частоту, живлять напругою, яку формують шляхом циклічної почергової комутації лінійних напруг за допомогою двох трифазних керованих випрямлячів, включених зустрічно-паралельно, який відрізняється тим, що кожні з лінійних напруг трифазної мережі живлення підключають до зварювального трансформатора на час, рівний 2n напівперіодів напруги живлення, де n=2,3,4...50, причому підключення кожної наступної лінійної напруги здійснюють до закінчення напівперіоду попередньої лінійної напруги в тій же полярності і ці підключення циклічно повторюють. 2. Спосіб за п. 1, який відрізняється тим, що напругу в кожному напівперіоді комутації двох лінійних напруг регулюють так, щоб його інтегральне значення за період дорівнювало нулю. 3 UA 100064 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of powering welding transformer of ac single phase butt-seam welding machines
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Havrysh Valerii Semenovych, Rudenko Petro Mykhailovych, Kryvonos Vadym Petrovch, Sydorenko Valerii Mykhailovych, Didkovskyi Oleksandr Volodymyrovych, Kryvenko Valerii Heorhiiovych, Mykytyn Yaroslav Ivanovych
Назва патенту російськоюСпособ электропитания сварочного трансформатора однофазных контактных стыковых машин переменного тока
Автори російськоюКучук-Яценко Сергей Иванович, Гавриш Валерий Семенович, Руденко Петр Михайлович, Кривонос Вадим Петрович, Сидоренко Валерий Михайлович, Дидковский Александр Владимирович, Кривенко Валерий Георгиевич, Микитин Ярослав Иванович
МПК / Мітки
МПК: B23K 11/24
Мітки: електричного, спосіб, однофазних, трансформатора, зварювального, контактних, машин, живлення, струму, змінного
Код посилання
<a href="https://ua.patents.su/6-100064-sposib-elektrichnogo-zhivlennya-zvaryuvalnogo-transformatora-odnofaznikh-kontaktnikh-mashin-zminnogo-strumu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електричного живлення зварювального трансформатора однофазних контактних машин змінного струму</a>
Спосіб електричного живлення однофазних контактних машин змінного струму
Номер патенту: 86279
Опубліковано: 10.04.2009
Автори: Гавриш Валерій Семенович, Сидоренко Валерій Михайлович, Кучук-Яценко Сергій Іванович, Микитин Ярослав Іванович, Кривонос Вадим Петрович, Руденко Петро Михайлович, Кривенко Валерій Георгійович
МПК: B23K 11/24
Мітки: живлення, струму, змінного, спосіб, однофазних, електричного, контактних, машин
Формула / Реферат:
Спосіб електричного живлення однофазних контактних машин змінного струму, при якому для живлення зварювального трансформатора, розрахованого на частоту F, за допомогою двох трифазних двопівперіодних керованих випрямлячів, які включені зустрічно-паралельно, формують напругу частотою 3F/4, який відрізняється тим, що кожну півхвилю напруги формують послідовною комутацією двох лінійних напруг, при цьому півхвилю однієї полярності починають...
Зварювальне джерело живлення змінного струму
Номер патенту: 43177
Опубліковано: 10.08.2009
Автор: Коротинський Олександр Євтіхійович
Мітки: змінного, джерело, живлення, зварювальне, струму
Формула / Реферат:
Зварювальне джерело живлення змінного струму, що містить зварювальний трансформатор, що має первинну обмотку, яка підключена до однофазної фазової або лінійної (фаза-нуль, фаза-фаза) мережі живлення, та вторинну обмотку, яка разом з ємнісним реактором та зварювальним проміжком, що з'єднані послідовно, утворюють зварювальне коло, яке відрізняється тим, що зварювальний трансформатор виконаний на двостержневому осерді, причому первинна обмотка...
Пристрій для захисту від витоків струму на землю в однофазних колах змінного струму
Номер патенту: 24661
Опубліковано: 10.07.2007
Автори: Дзюбан Віталій Серафимович, Басов Микола Мусійович, Іорданов Ігор Вячеславович, Товстик Юрій Васильович, Стоян Володимир Миколайович
МПК: H02H 3/16
Мітки: змінного, пристрій, струму, однофазних, колах, витоків, землю, захисту
Формула / Реферат:
Пристрій для захисту від витоку струмів витоку на землю в однофазних колах змінного струму, що містить джерело оперативного струму і виконавче реле, контакти якого введено у коло навантаження, який відрізняється тим, що його обладнано блоком для порівняння і блоком для керування останнім, при цьому вихід блока для порівняння з'єднаний з входом виконавчого реле.
Пристрій для захисту від витоків струму на землю в однофазних колах змінного струму малої напруги
Номер патенту: 4411
Опубліковано: 17.01.2005
Автори: Стоян Володимир Миколайович, Товстик Юрій Васильович, Гурманкін Ігор Григорович, Огійчук Юрій Іванович, Карпенко Андрій Григорович
МПК: H02H 3/16
Мітки: малої, однофазних, пристрій, витоків, колах, захисту, напруги, струму, землю, змінного
Формула / Реферат:
Пристрій для захисту від витоків струму на землю в однофазних колах змінного струму низької напруги, що містить джерело оперативного струму і виконавче реле, контакти якого введені в коло навантаження, який відрізняється тим, що містить додаткові реле та блок керування електронними ключами, виходи якого з'єднано з входами всіх реле, а вхід - з виходом джерела оперативного струму.
Резонансне зварювальне джерело живлення змінного струму
Номер патенту: 43176
Опубліковано: 10.08.2009
Автор: Коротинський Олександр Євтіхійович
Мітки: джерело, змінного, живлення, струму, резонансне, зварювальне
Формула / Реферат:
Резонансне зварювальне джерело змінного струму, що містить зварювальний понижуючий трансформатор з первинною обмоткою, яка підключена до мережі живлення, та вторинною обмоткою, перший вивід якої підключений до одного з виводів першого ключа, другий вивід обмотки підключений до одного з виводів зварювального проміжку; другий вивід першого ключа підключений до одного з виводів першого конденсатора, другий вивід якого разом з другим виводом...
Попередній патент: Очисник сатураційного газу
Наступний патент: Спосіб одержання сплавів на основі титану з рівномірним вмістом кисню
Випадковий патент: Трильот