Спосіб виготовлення котла автономної системи опалювання
Формула / Реферат
Спосіб виготовлення котла автономної системи опалювання шляхом підготовки складальних одиниць котла, що включає n-корпусних заготівок, роз'ємну трубопровідну арматуру і засоби герметизації, з подальшим збиранням складальних одиниць і утворенням герметичного котла автономної системи опалювання, який відрізняється тим, що як корпусну заготівку використовують секцію чавунного опалювального радіатора, а як засоби герметизації використовують азбест з покриттям з жароміцного матеріалу, при цьому роз'ємна трубопровідна арматура виконана з матеріалу, ідентичного матеріалу секцій чавунного опалювального радіатора.
Текст
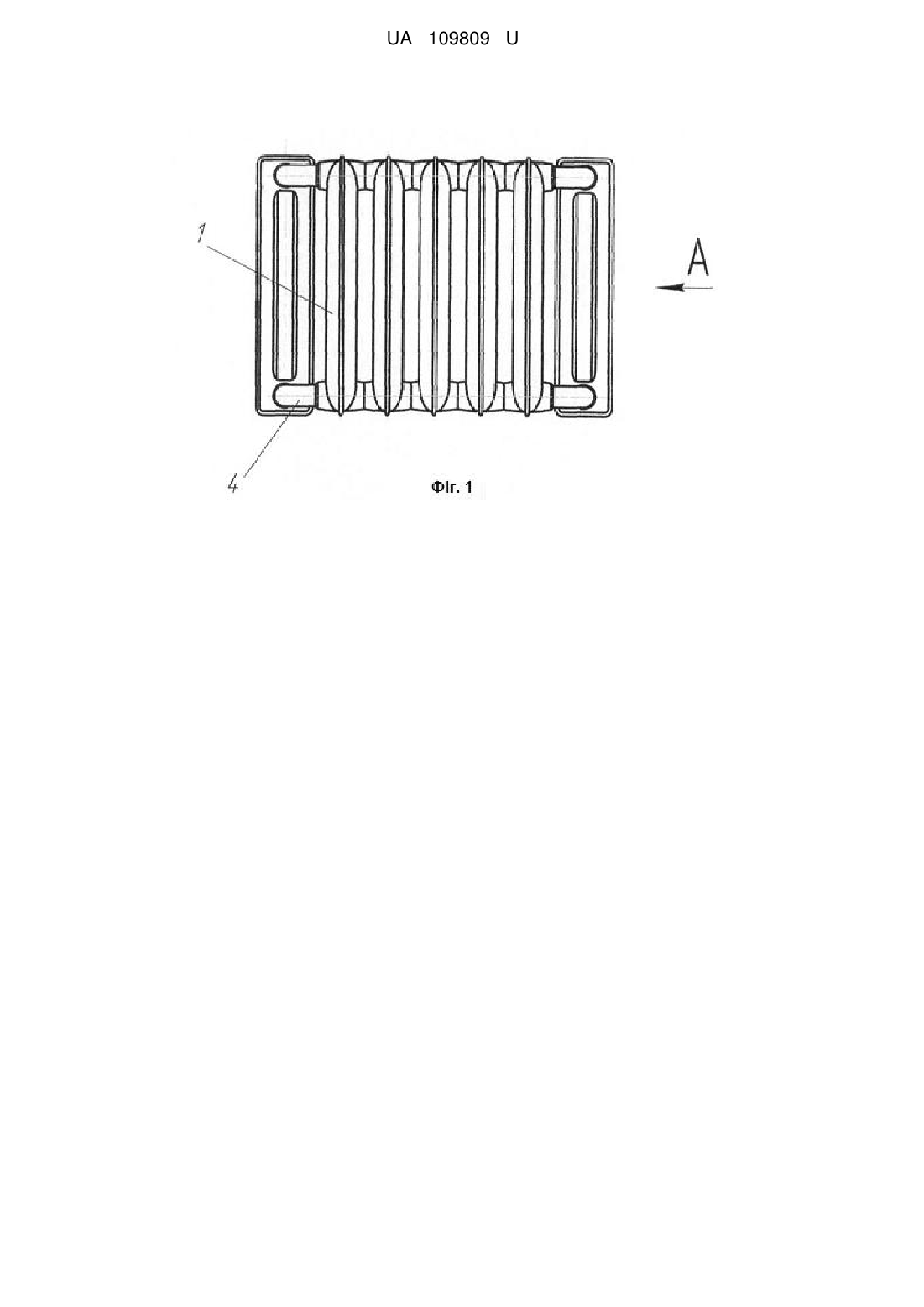
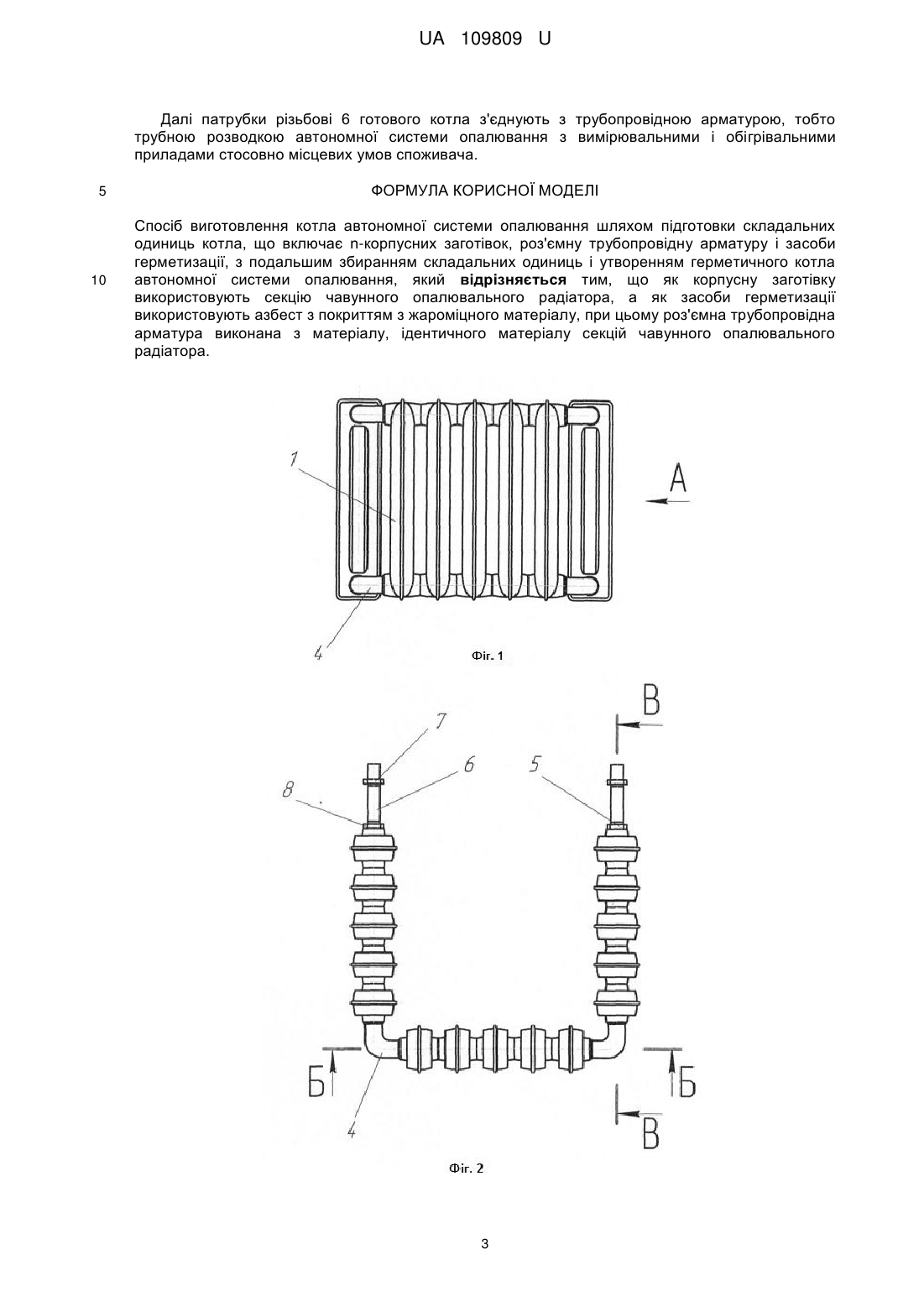
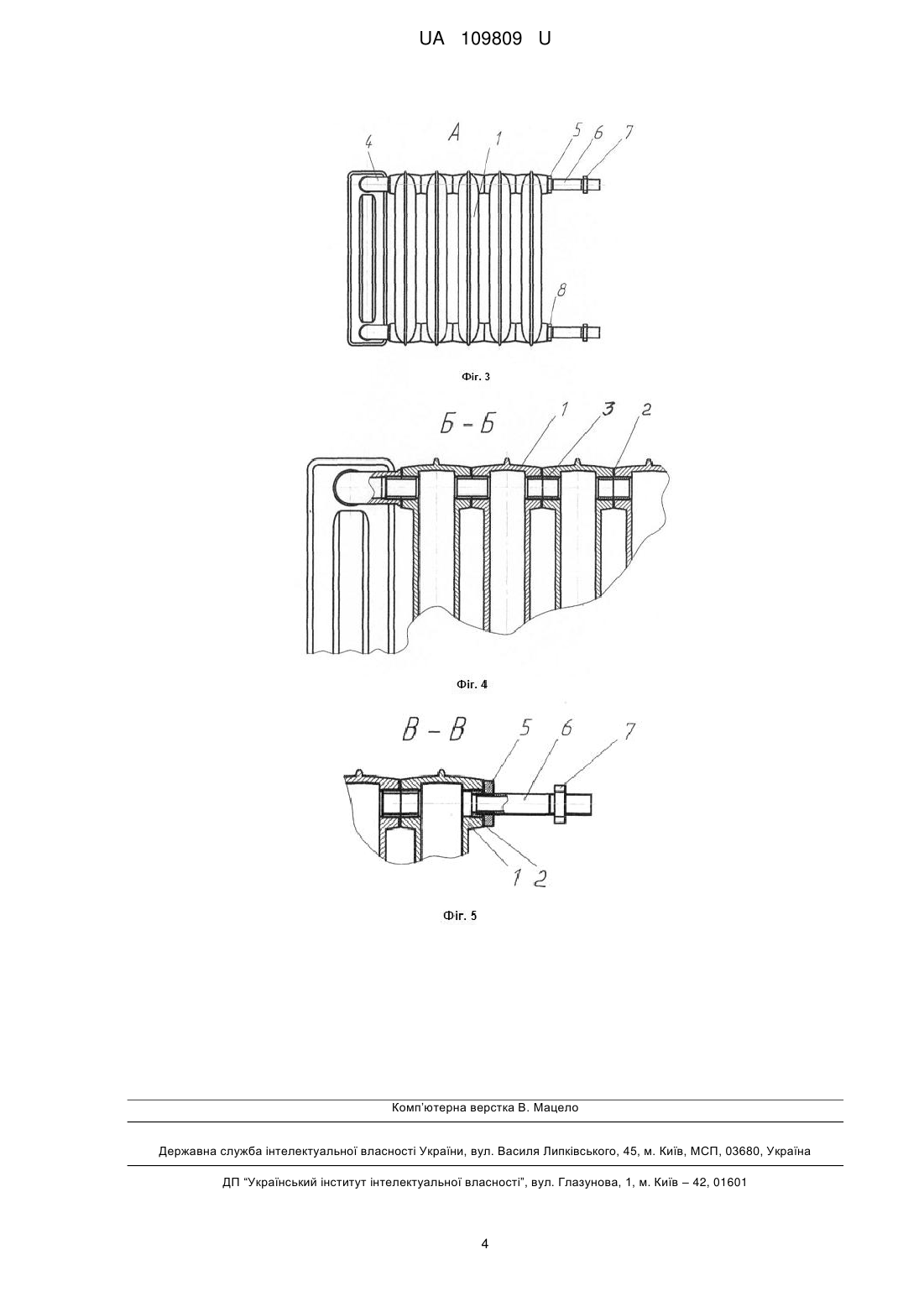
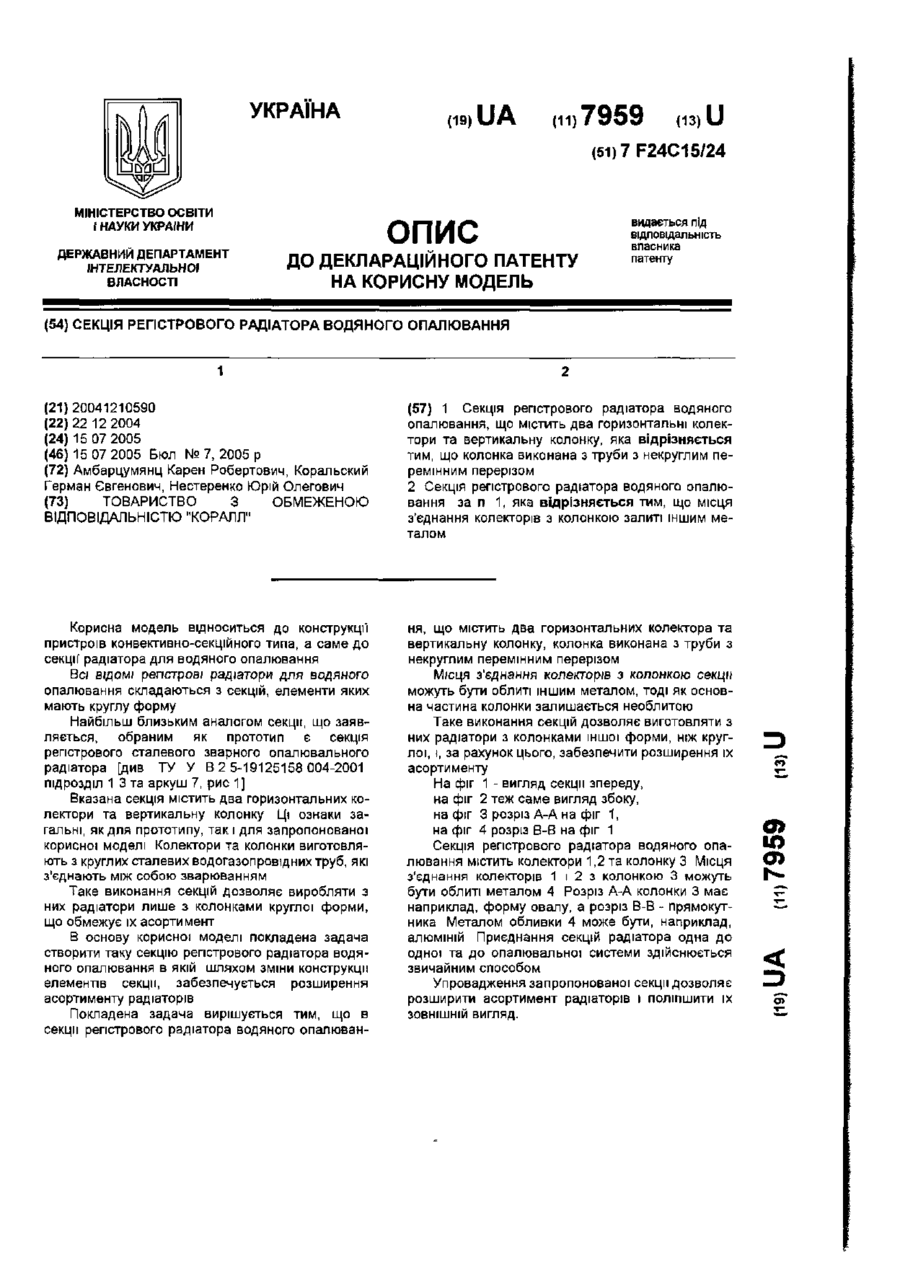
Реферат: Спосіб виготовлення котла автономної системи опалювання шляхом підготовки складальних одиниць котла, що включає n-корпусних заготівок, роз'ємну трубопровідну арматуру і засоби герметизації, з подальшим збиранням складальних одиниць і утворенням герметичного котла автономної системи опалювання. Як корпусну заготівку використовують секцію чавунного опалювального радіатора. Як засоби герметизації використовують азбест з покриттям з жароміцного матеріалу. Роз'ємна трубопровідна арматура виконана з матеріалу, ідентичного матеріалу секцій чавунного опалювального радіатора. UA 109809 U (54) СПОСІБ ВИГОТОВЛЕННЯ КОТЛА АВТОНОМНОЇ СИСТЕМИ ОПАЛЮВАННЯ UA 109809 U UA 109809 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до теплоенергетики, а саме до теплопостачання, і може бути використана при виготовленні котла автономної системи опалювання, призначеної для теплопостачання житлових, виробничих і адміністративних будівель. Відомий спосіб виготовлення водогрійного котла по патенту RU 2346211С1, МПК F24Hl/00(2006.01), B21D53/02(2006.01), дата початку відліку терміну дії патенту: 12.11.2007, опубліковано: 10.02.2009, шляхом підготовки складальних одиниць котла, що включає nкорпусних заготівок, роз'ємну трубопровідну арматуру і засоби герметизації, з подальшим збиранням складальних одиниць і утворенням герметичного котла автономної системи опалювання. На відміну від способу, що заявляється, в наведеному способі корпусні заготівки заготовлюють у вигляді плоских деталей із сталевих листів розрахункової товщини для виготовлення всього котла. На плоских деталях вирізають посадочні місця і отвори, потім збирають порожнисті водяні перегородки, які є основою для збирання всього котла, оскільки до них потім приєднують і жорстко закріплюють поступово всю решту деталей до отримання повної конструкції котла. З'єднання плоских деталей виконують шляхом їх зварки в горизонтальному положенні. Недоліком наведеного способу є те, що котли, виготовлені із сталевих листів із застосуванням зварки та мають низьку експлуатаційну надійність і стійкість до корозії. Найближчим аналогом по сукупності ознак і очікуваному технічному результату є спосіб виготовлення водогрійного чавунного універсального котла по патенту РФ № 2149320 С1, дата публікації 20.05.2000, МПК 7 F24H1/08, заявка № 98106201/06 від 31.03.1998, шляхом підготовки складальних одиниць котла, що включає n-корпусних заготівок, роз'ємну трубопровідну арматуру і засоби герметизації, з подальшим збиранням складальних одиниць і утворенням герметичного котла автономної системи опалювання. На відміну від способу, що заявляється, в наведеному способі котел утворений нижньою і верхньою чавунними секціями, які виконані з подвійними стінками і мають квадратний переріз. Порожнина між подвійними стінками нижньої секції сполучена з водяним каналом топки. В кожній секції виконані по дві порожнисті перегородки в двох протилежних напрямах з просторами між теплообмінними поверхнями перегородок і зсувами в протилежні сторони між собою, причому простори від зсуву перегородок, що звільнилися, утворюють зигзагоподібний прохід для газів. Основною перевагою наведеного способу є те, що секції виготовлені з чавуну, тобто з матеріалу, стійкого до корозії, мають підвищену експлуатаційну надійність. Такі котли при належній експлуатації можуть прослужити більше 50 років. Проте, конструктивне рішення наведеного котла відрізняється підвищеною складністю, що значно ускладнює збирання і ремонт і робить спосіб нетехнологічним. Крім того, кожна складова частина складальних одиниць котла, яка виготовлена згідно з приведеним способом, вимагає індивідуальної форми, що приводить до збільшення капітальних витрат і до дорожчання його виробництва. Унаслідок наявності різноманітності складових частин, складальних одиниць в конструктивному рішенні запропонованого котла, принцип конструктивної спадкоємності практично не дотримується, що не дозволяє на основі загальних конструктивних рішень проводити принцип агрегатування і уніфікації складових частин котла. Внаслідок чого, котли, які виготовлені згідно з наведеним способом, складно агрегатуються щодо складових частин з устаткуванням системи опалювання. В зв'язку з цим, вони практично не знайшли широкого вживання. В основу корисної моделі поставлена задача удосконалити спосіб виготовлення котла автономної опалювальної системи шляхом пристосування виробу, що вже випускається, до нових умов без зміни в них найдорожчих і відповідальних частин, забезпечення конструктивної спадкоємності складових частин, складальних одиниць котла щодо окремих складових частин устаткування автономної системи опалювання досягти виробництва уніфікованих котлів, агрегатованих щодо устаткування системи опалювання і, за рахунок цього, значно спростити спосіб виготовлення котлів, понизити їх собівартість і поліпшити експлуатаційні властивості. Задача вирішена тим, що в способі виготовлення котла автономної системи опалювання шляхом підготовки складальних одиниць котла, що включає n-корпусних заготівок, роз'ємну трубопровідну арматуру і засоби герметизації, з подальшим збиранням складальних одиниць і утворенням герметичного котла автономної системи опалювання, згідно з корисною моделлю, як корпусну заготівку використовують секцію чавунного опалювального радіатора, а як засоби герметизації використовують азбест у вигляді тонких волокон з покриттям з жароміцного матеріалу, при цьому роз'ємну трубопровідну арматуру виконують з матеріалу, ідентичного матеріалу секцій чавунного опалювального радіатора. 1 UA 109809 U 5 10 15 20 25 30 35 40 45 50 55 Завдяки тому, що в способі виготовлення котла автономної системи опалювання як корпусну заготівку використовують секцію чавунного опалювального радіатора, а як засоби герметизації використовують азбест з покриттям з жароміцного матеріалу, при цьому роз'ємну трубопровідну арматуру виконують з матеріалу, ідентичного матеріалу секцій чавунного опалювального радіатора, досягнуте виробництво уніфікованих котлів, агрегатованих щодо устаткування системи опалювання, що дозволило значно спростити спосіб виготовлення котла, знизити його собівартість і поліпшити експлуатаційні властивості. Суть корисної моделі пояснюється кресленнями, де: фіг. 1 - загальний вигляд котла автономної системи опалювання; фіг. 2 - вигляд котла автономної системи опалювання зверху; фіг. 3 - вигляд А котла автономної системи опалювання; фіг. 4 - вигляд котла автономної системи опалювання в перерізі по Б-Б; фіг. 5 - вигляд котла автономної системи в перерізі по В-В. Відомості, що підтверджують можливість промислового використовування способу. Для виготовлення котла автономної системи опалювання заздалегідь готують складальні одиниці, складові частини котла містять n-корпусних заготівок, роз'ємну трубопровідну арматуру і засоби герметизації. При цьому як корпусну заготівку використовують секцію чавунного опалювального радіатора 1, що випускаються згідно, наприклад, з ДСТ 8690-94. Як засоби герметизації використовують ущільнювач азбестовий 2, у вигляді тонких волокон з покриттям з жароміцного матеріалу. Складові частини роз'ємної трубопровідної і допоміжної арматури містять з'єднувальні фітинги 3, кутники 4, футорку прохідну 5, патрубок різьбовий 6, контргайку 7 та футорку глуху 8. Складові частини 3, 4, 5 і 8 трубопровідної арматури виконують з матеріалу, ідентичного матеріалу секцій 1 чавунного опалювального радіатора. Далі приступають до збирання складальних одиниць з утворенням котла автономної опалювальної системи. Котел, виготовлений згідно з заявленим способом, може працювати на твердому або рідкому паливі або на газі. Приклад реалізації способу виготовлення котла автономної системи опалювання. На робочому столі розміщують дві секції чавунного опалювального радіатора 1, які одночасно сполучають між собою на один два витки різьби з'єднувальних фітингів 3. Потім, на вільні частини елементів різьби, намотують азбестовий ущільнювач 2, просочений шаром термостійкої фарби, наприклад Церта або Dura Heat 2.0. Далі, із зворотної сторони секції 1, у відкриті отвори з'єднувальних фітингів 3, заводять два радіаторні ключі до досягнення зчеплення з виступами на їх внутрішніх поверхнях. Одночасно радіаторними ключами прокручують з'єднувальні фітинги 3 до повного укручування різьбових елементів. Приєднання подальших n-секцій здійснюють аналогічним чином. Після збирання заданої кількості батарей, які складаються з n-секцій 1, приступають до їх взаєморозміщування один щодо одного і до подальшого їх з'єднання між собою з відповідними елементами трубопровідної арматури. Наприклад, дві батареї в зборі встановлені паралельно одна одній, а третя батарея розміщена між ними і сполучена за допомогою кутників 4. З'єднання третьої батареї з паралельно встановленими згаданим батареями здійснюють таким чином. Попередньо з одного боку третьої батареї в її відкриті зверху і знизу отвори укручують один кінець з'єднувального фітинга 3, а на їх інші кінці накручують кутники 4 з можливістю забезпечення суміщення площини осі співвісних отворів сполучених секцій з горизонтальною площиною. Далі до вільних кінців кутників 4, поетапно, приєднують готові, паралельно розміщені батареї, через з'єднувальні фітинги 3, на відповідних кутниках 4. Потім, через вільні протилежні отвори в згаданих батареях заводять радіаторний ключ до зчеплення з з'єднувальним фітингом 3, який далі прокручують до повного укручування елементів різьбового з'єднання. Після чого, в вільні відкриті отвори в батареях укручують різьбові патрубки 6 з контрагайками 7 через відповідні прохідну 5 і глуху 8 футорки. При цьому перед закручуванням на всі елементи різьбового з'єднання складальних одиниць, намотують, заздалегідь, просоченим жароміцним матеріалом, ущільнювач азбестовий 2 у вигляді тонких волокон. Виготовлений таким чином готовий котел піддають гідравлічному випробуванню. Випробування виготовленого котла проводять на спеціальному стенді. Для чого котел підключають до гідравлічного преса і заповнюють водою, заздалегідь випустивши все повітря. В 2 котлі, під дією преса, створюють потрібний тиск в межах 4-8 кг/см . Якщо під час випробування стрілка манометра почне падати, це значить, що погано згорнуті секції, або у них виникли тріщини. Необхідно у такому разі замінити браковані секції або підтягти елементи з'єднання секцій радіаторними ключами з використанням засобів герметизації. 2 UA 109809 U Далі патрубки різьбові 6 готового котла з'єднують з трубопровідною арматурою, тобто трубною розводкою автономної системи опалювання з вимірювальними і обігрівальними приладами стосовно місцевих умов споживача. 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення котла автономної системи опалювання шляхом підготовки складальних одиниць котла, що включає n-корпусних заготівок, роз'ємну трубопровідну арматуру і засоби герметизації, з подальшим збиранням складальних одиниць і утворенням герметичного котла автономної системи опалювання, який відрізняється тим, що як корпусну заготівку використовують секцію чавунного опалювального радіатора, а як засоби герметизації використовують азбест з покриттям з жароміцного матеріалу, при цьому роз'ємна трубопровідна арматура виконана з матеріалу, ідентичного матеріалу секцій чавунного опалювального радіатора. 3 UA 109809 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F24H 1/12, B21D 53/02
Мітки: системі, спосіб, опалювання, виготовлення, котла, автономно
Код посилання
<a href="https://ua.patents.su/6-109809-sposib-vigotovlennya-kotla-avtonomno-sistemi-opalyuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення котла автономної системи опалювання</a>
Секція регістрового радіатора водяного опалювання
Номер патенту: 7959
Опубліковано: 15.07.2005
Автори: Нестеренко Юрій Олегович, Амбарцумянц Карен Робертович, Коральський Герман Євгенович
МПК: F24C 15/00
Мітки: опалювання, водяного, регістрового, секція, радіатора
Формула / Реферат:
1. Секція регістрового радіатора водяного опалювання, що містить два горизонтальні колектори та вертикальну колонку, яка відрізняється тим, що колонка виконана з труби з некруглим перемінним перерізом.2. Секція регістрового радіатора водяного опалювання за п. 1, яка відрізняється тим, що місця з'єднання колекторів з колонкою залиті іншим металом.
Спосіб регулювання режиму роботи системи водяного опалювання
Номер патенту: 40445
Опубліковано: 16.07.2001
Автори: Котов Володимир Борисович, Прищенко Юрій Георгійович, Аксенко Олександр Олександрович, Матаєв Аркадій Романович, Леухін Олександр Петрович, Риженков Микола Єгорович, Зайцев Іван Миколайович, Щабельский Валерій Володимирович
Мітки: спосіб, режиму, роботи, регулювання, системі, опалювання, водяного
Формула / Реферат:
Спосіб регулювання режиму роботи системи водяного опалювання шляхом прокачування теплоносія пароструминним інжектором з відключенням його на проміжки часу, що зумовлені перевищенням температури теплоносія над заданою і одночасним включенням для прокачування останнього циркуляційного насоса, який відрізняється тим, що включення і виключення пароструминного інжектора виконують дискретно в межах розрахункового градієнта температур теплоносія,...
Спосіб і пристрій для проведення пусконалагоджувальних робіт і балансування системи центрального водяного опалювання
Номер патенту: 91408
Опубліковано: 26.07.2010
Автор: Бекетт ніколас Девід
МПК: F24D 19/00
Мітки: водяного, системі, спосіб, опалювання, центрального, пристрій, робіт, проведення, балансування, пусконалагоджувальних
Формула / Реферат:
1. Пристрій для проведення пусконалагоджувальних робіт і балансування системи центрального опалювання, що включає бойлер для нагріву води і насос для прокачування води через групу з'єднаних трубами радіаторів, кожен з яких забезпечений радіаторним клапаном подвійного регулювання, що включає декілька пар термоголовок, з яких перша головка кожної пари пристосована для установки на вході, а друга головка кожної пари пристосована для установки...
Пристрій для запобігання замерзанню системи водяного опалювання будівлі
Номер патенту: 103855
Опубліковано: 12.01.2016
Автори: Халатов Артем Артемович, Сігал Олександр Ісакович, Тимченко Микола Петрович, Розинський Давид Йосипович
МПК: F24D 12/00, F24D 15/02, F24D 13/04
Мітки: водяного, запобігання, опалювання, системі, пристрій, замерзанню, будівлі
Формула / Реферат:
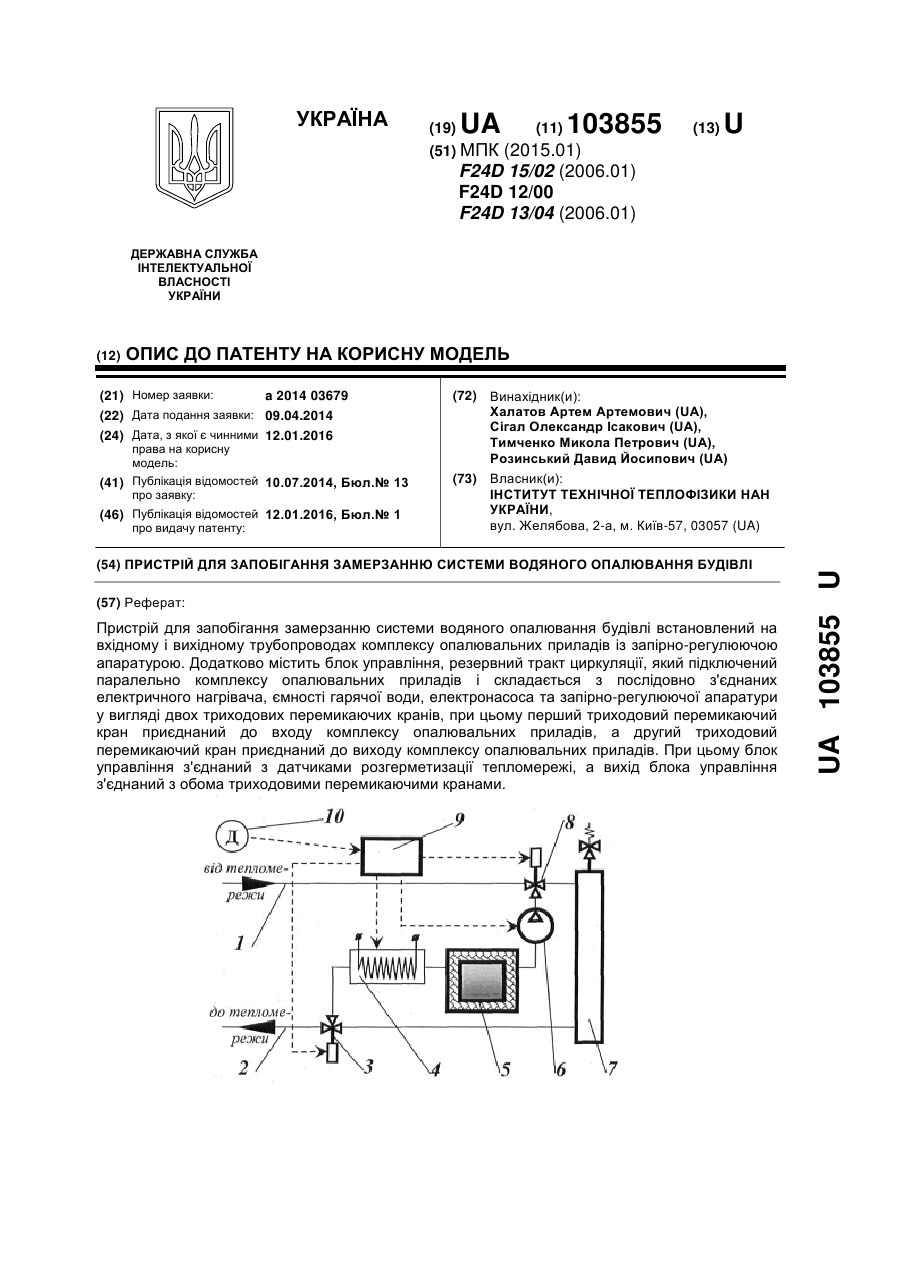
Пристрій для запобігання замерзанню системи водяного опалювання будівлі, який встановлений на вхідному і вихідному трубопроводах комплексу опалювальних приладів із запірно-регулюючою апаратурою, який відрізняється тим, що додатково містить блок управління, резервний тракт циркуляції, який підключений паралельно комплексу опалювальних приладів і складається з послідовно з'єднаних електричного нагрівача, ємності гарячої води, електронасоса та...
Джерело живлення системи електричного опалювання
Номер патенту: 79817
Опубліковано: 25.04.2013
Автори: Александров Сергій Миколайович, Кльосов Володимир Олексійович
МПК: F24D 13/00
Мітки: живлення, опалювання, системі, джерело, електричного
Формула / Реферат:
1. Джерело живлення системи електричного опалювання, яке включає котушку індуктивності, що з'єднана з контуром навантаження та підключена до первинного джерела енергії з можливістю періодичного з'єднання одного із її кінців з одним із полюсів первинного джерела електричної енергії через електронний ключ, генератор однополярних імпульсів, вихід якого з'єднаний з входом електронного ключа, яке відрізняється тим,що другий кінець котушки...
Попередній патент: Датчик кута нахилу
Наступний патент: Спосіб керування процесом випалювання котунів на конвеєрній машині
Випадковий патент: Електромагнітний реактор