Спосіб конструктивно-технологічного забезпечення втомної довговічності елементів крила літака в зоні функціональних отворів

Формула / Реферат
1. Спосіб конструктивно-технологічного забезпечення втомної довговічності елементів крила літака в зоні функціональних отворів полягає в тому, що здійснюють локальне пластичне деформування отворів, який відрізняється тим, що пластичне деформування отворів виробляють шляхом їх розкочування або їх дорнування, або бар'єрного обтиснення їх торцевої зони.
2. Спосіб за п. 1, який відрізняється тим, що розкочування стінок отворів виробляють з відносним натягом від 0,25 до 0,56 %.
3. Спосіб за п. 1, який відрізняється тим, що дорнування стінок отворів виробляють з відносним натягом від 2,5 до 3,0 %.
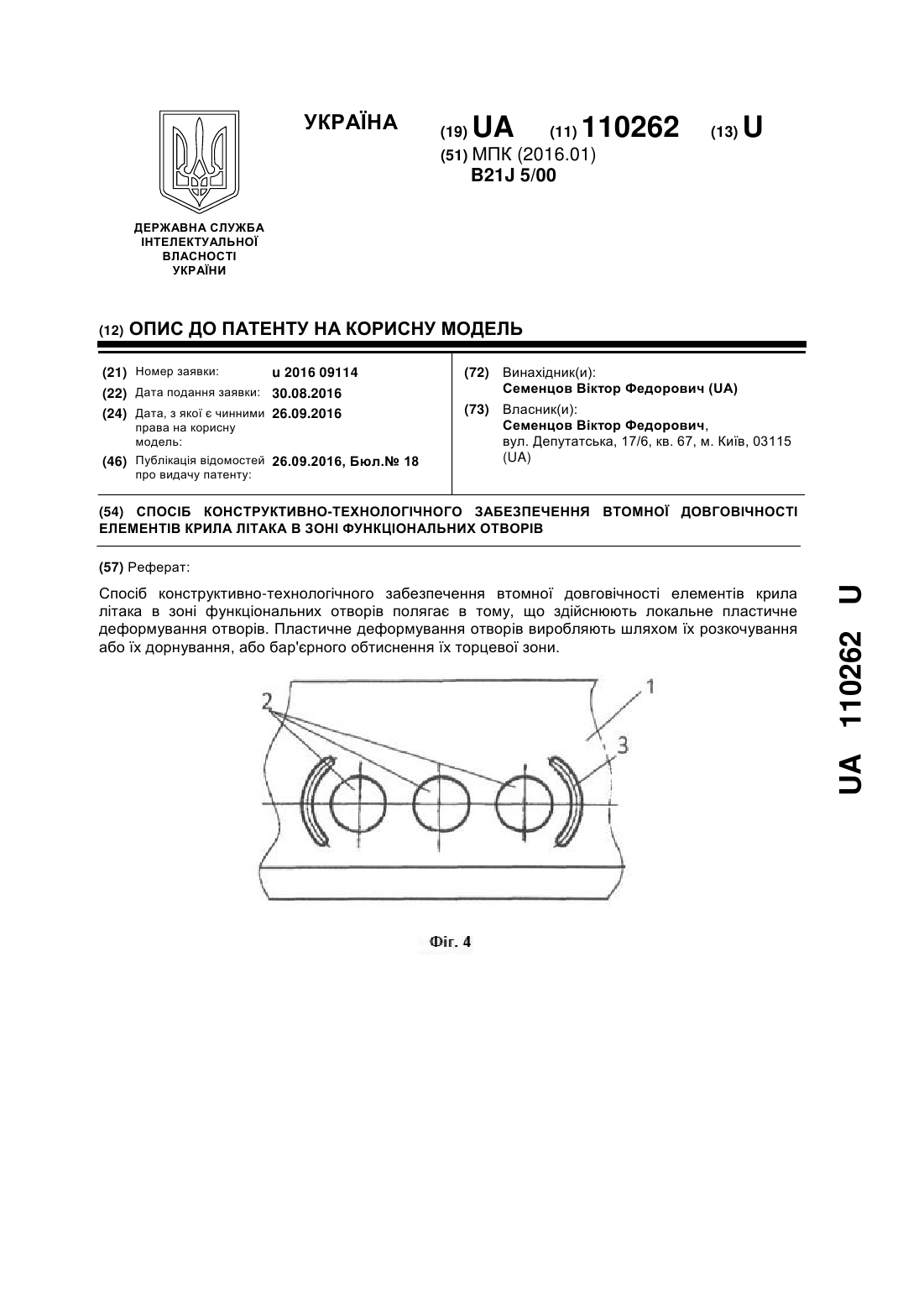
4. Спосіб за п. 1, який відрізняється тим, що бар'єрне обтиснення зони отворів виробляють виштампуванням лунок сегментної конфігурації глибиною від 0,2 до 0,4 мм.
Текст
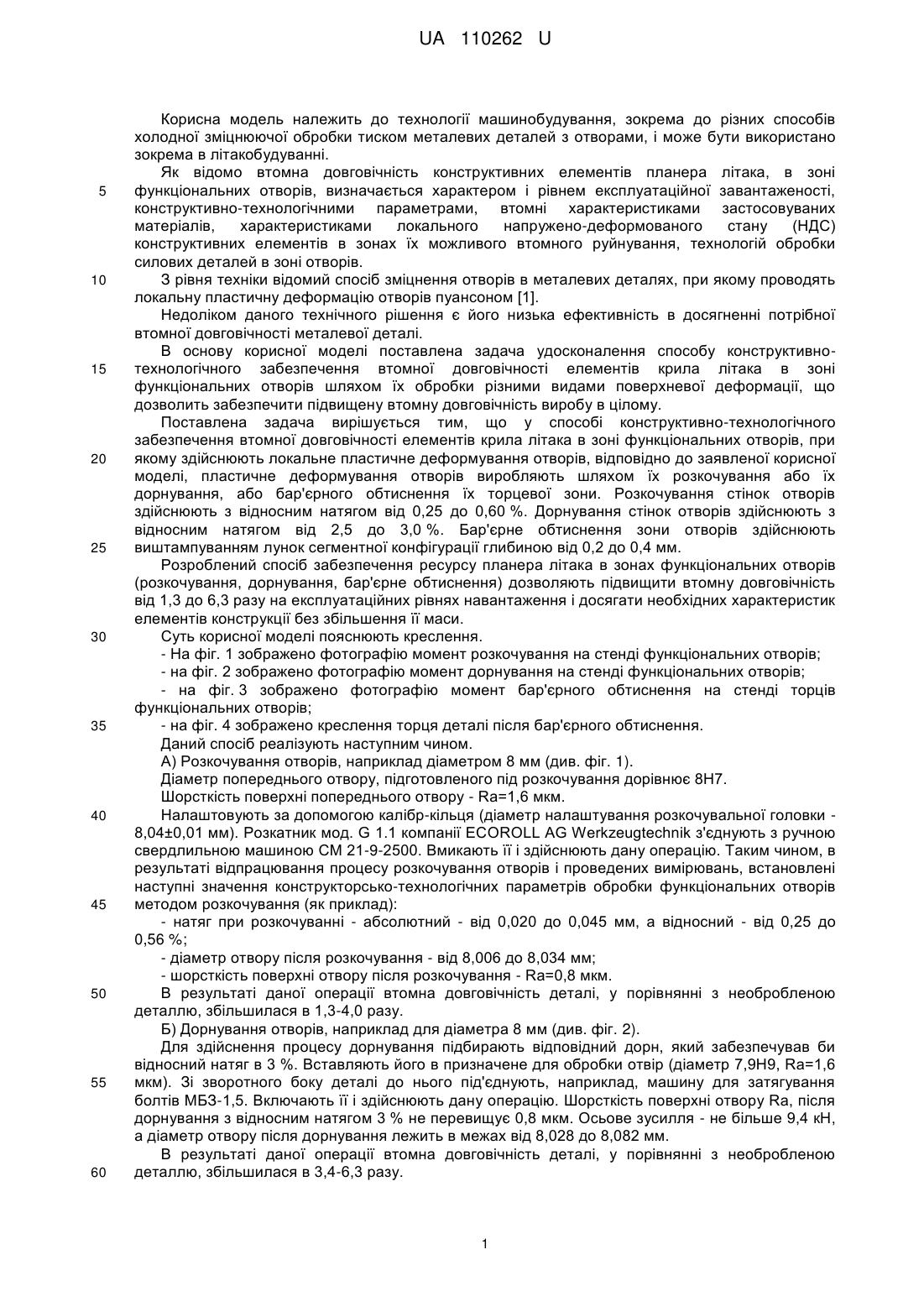
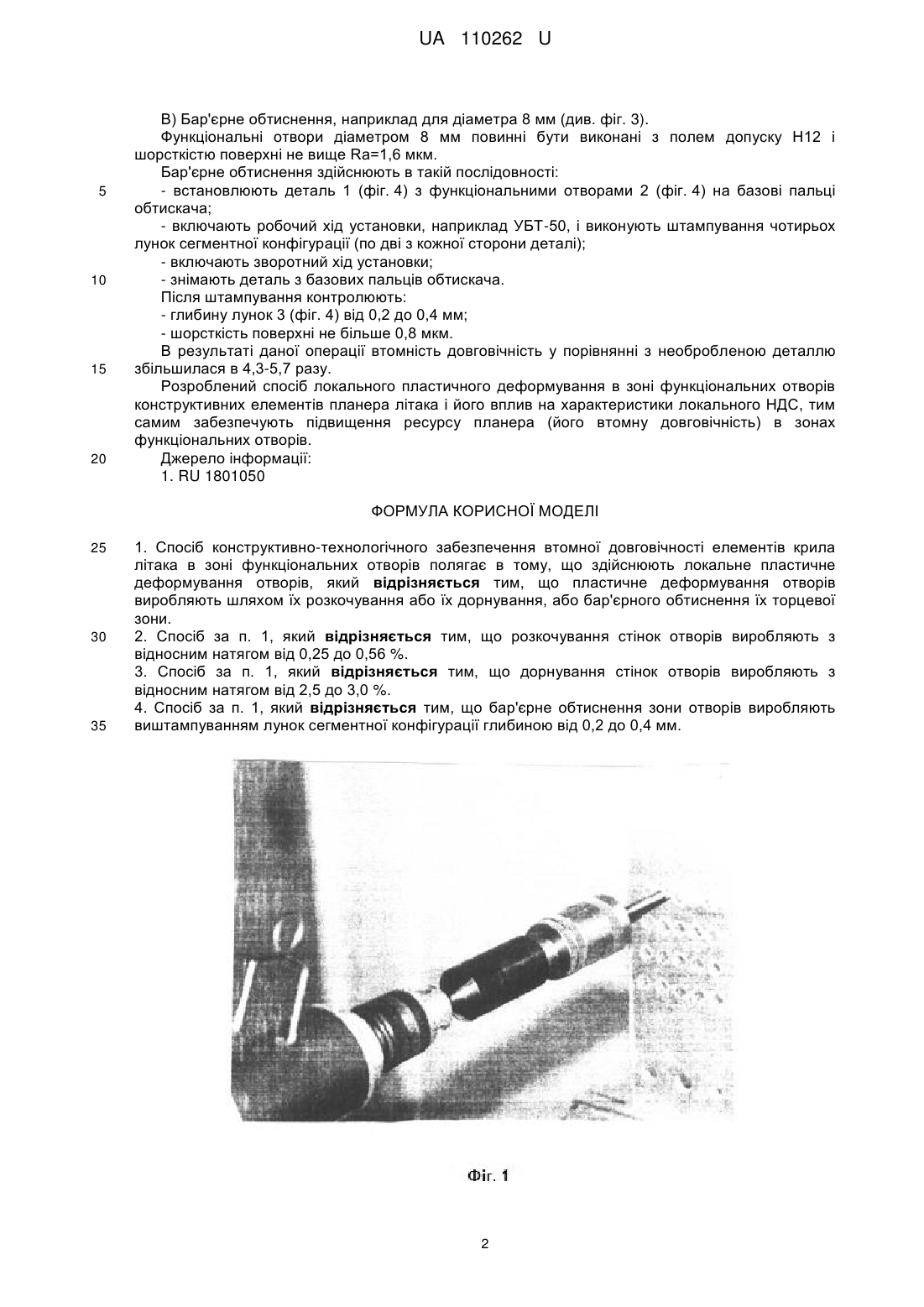
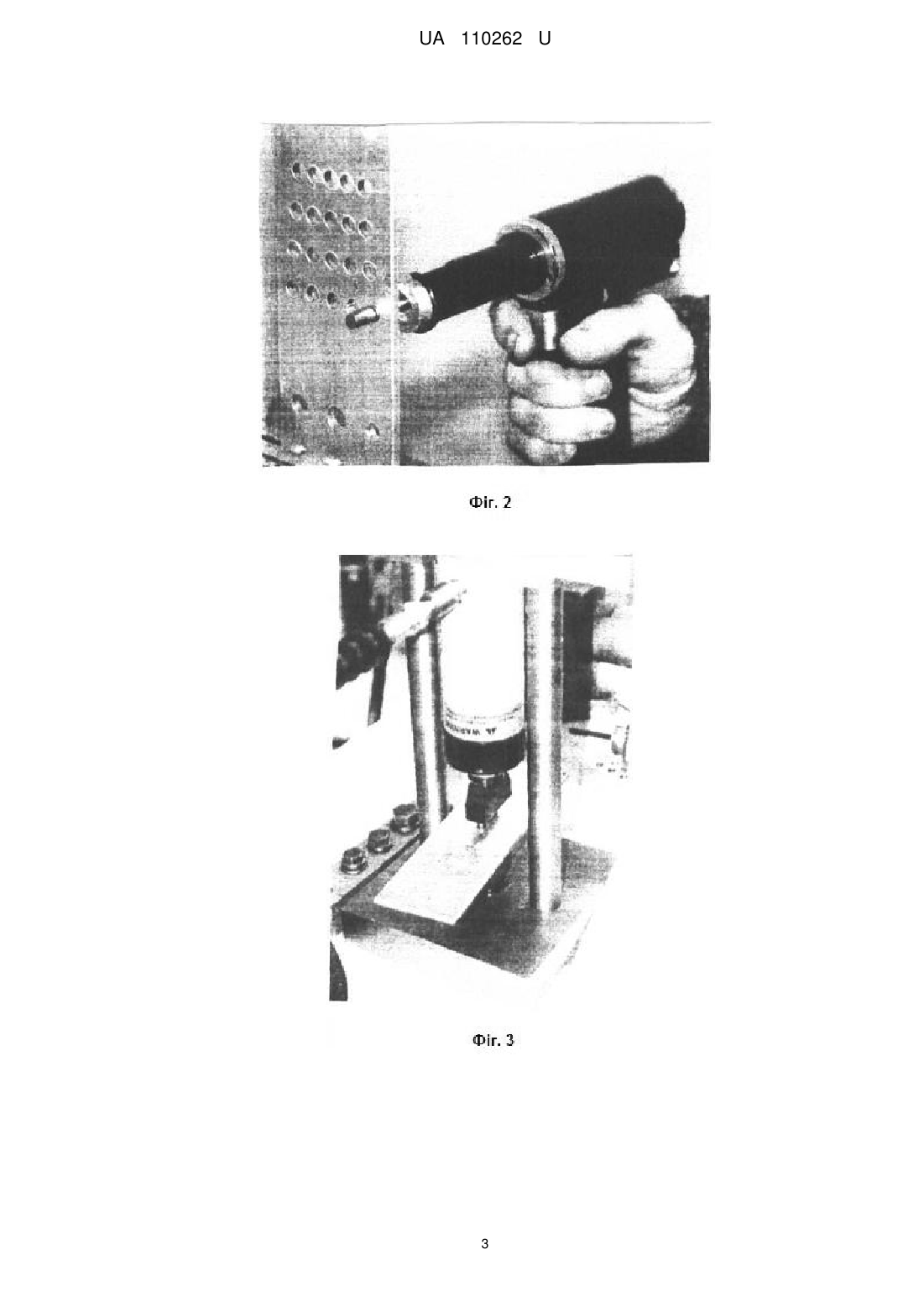
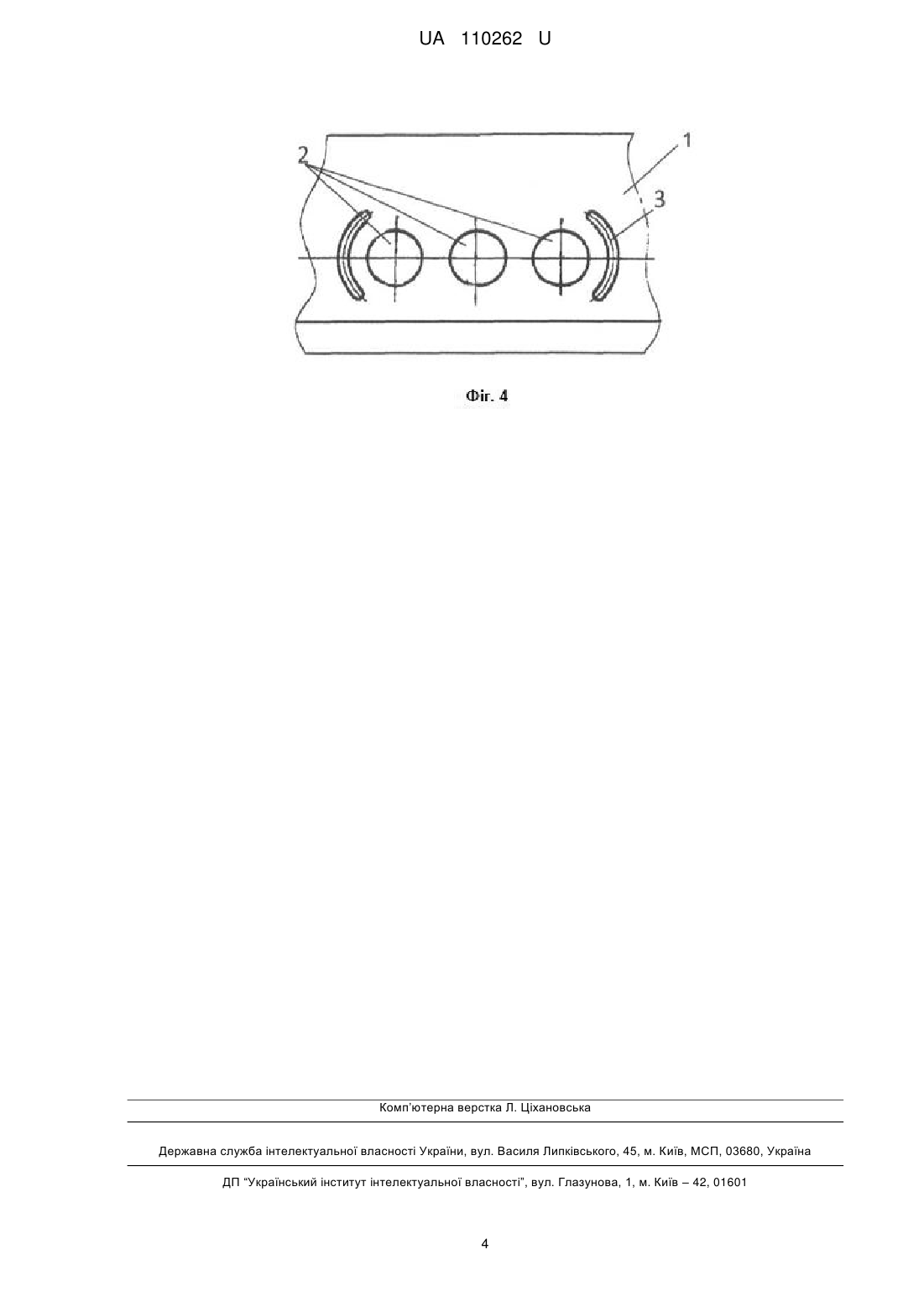
Реферат: UA 110262 U UA 110262 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології машинобудування, зокрема до різних способів холодної зміцнюючої обробки тиском металевих деталей з отворами, і може бути використано зокрема в літакобудуванні. Як відомо втомна довговічність конструктивних елементів планера літака, в зоні функціональних отворів, визначається характером і рівнем експлуатаційної завантаженості, конструктивно-технологічними параметрами, втомні характеристиками застосовуваних матеріалів, характеристиками локального напружено-деформованого стану (НДС) конструктивних елементів в зонах їх можливого втомного руйнування, технологій обробки силових деталей в зоні отворів. З рівня техніки відомий спосіб зміцнення отворів в металевих деталях, при якому проводять локальну пластичну деформацію отворів пуансоном [1]. Недоліком даного технічного рішення є його низька ефективність в досягненні потрібної втомної довговічності металевої деталі. В основу корисної моделі поставлена задача удосконалення способу конструктивнотехнологічного забезпечення втомної довговічності елементів крила літака в зоні функціональних отворів шляхом їх обробки різними видами поверхневої деформації, що дозволить забезпечити підвищену втомну довговічність виробу в цілому. Поставлена задача вирішується тим, що у способі конструктивно-технологічного забезпечення втомної довговічності елементів крила літака в зоні функціональних отворів, при якому здійснюють локальне пластичне деформування отворів, відповідно до заявленої корисної моделі, пластичне деформування отворів виробляють шляхом їх розкочування або їх дорнування, або бар'єрного обтиснення їх торцевої зони. Розкочування стінок отворів здійснюють з відносним натягом від 0,25 до 0,60 %. Дорнування стінок отворів здійснюють з відносним натягом від 2,5 до 3,0 %. Бар'єрне обтиснення зони отворів здійснюють виштампуванням лунок сегментної конфігурації глибиною від 0,2 до 0,4 мм. Розроблений спосіб забезпечення ресурсу планера літака в зонах функціональних отворів (розкочування, дорнування, бар'єрне обтиснення) дозволяють підвищити втомну довговічність від 1,3 до 6,3 разу на експлуатаційних рівнях навантаження і досягати необхідних характеристик елементів конструкції без збільшення її маси. Суть корисної моделі пояснюють креслення. - На фіг. 1 зображено фотографію момент розкочування на стенді функціональних отворів; - на фіг. 2 зображено фотографію момент дорнування на стенді функціональних отворів; - на фіг. 3 зображено фотографію момент бар'єрного обтиснення на стенді торців функціональних отворів; - на фіг. 4 зображено креслення торця деталі після бар'єрного обтиснення. Даний спосіб реалізують наступним чином. А) Розкочування отворів, наприклад діаметром 8 мм (див. фіг. 1). Діаметр попереднього отвору, підготовленого під розкочування дорівнює 8Н7. Шорсткість поверхні попереднього отвору - Ra=1,6 мкм. Налаштовують за допомогою калібр-кільця (діаметр налаштування розкочувальної головки 8,04±0,01 мм). Розкатник мод. G 1.1 компанії ECOROLL AG Werkzeugtechnik з'єднують з ручною свердлильною машиною CM 21-9-2500. Вмикають її і здійснюють дану операцію. Таким чином, в результаті відпрацювання процесу розкочування отворів і проведених вимірювань, встановлені наступні значення конструкторсько-технологічних параметрів обробки функціональних отворів методом розкочування (як приклад): - натяг при розкочуванні - абсолютний - від 0,020 до 0,045 мм, а відносний - від 0,25 до 0,56 %; - діаметр отвору після розкочування - від 8,006 до 8,034 мм; - шорсткість поверхні отвору після розкочування - Ra=0,8 мкм. В результаті даної операції втомна довговічність деталі, у порівнянні з необробленою деталлю, збільшилася в 1,3-4,0 разу. Б) Дорнування отворів, наприклад для діаметра 8 мм (див. фіг. 2). Для здійснення процесу дорнування підбирають відповідний дорн, який забезпечував би відносний натяг в 3 %. Вставляють його в призначене для обробки отвір (діаметр 7,9Н9, Ra=1,6 мкм). Зі зворотного боку деталі до нього під'єднують, наприклад, машину для затягування болтів МБЗ-1,5. Включають її і здійснюють дану операцію. Шорсткість поверхні отвору Ra, після дорнування з відносним натягом 3 % не перевищує 0,8 мкм. Осьове зусилля - не більше 9,4 кН, а діаметр отвору після дорнування лежить в межах від 8,028 до 8,082 мм. В результаті даної операції втомна довговічність деталі, у порівнянні з необробленою деталлю, збільшилася в 3,4-6,3 разу. 1 UA 110262 U 5 10 15 20 В) Бар'єрне обтиснення, наприклад для діаметра 8 мм (див. фіг. 3). Функціональні отвори діаметром 8 мм повинні бути виконані з полем допуску Н12 і шорсткістю поверхні не вище Ra=1,6 мкм. Бар'єрне обтиснення здійснюють в такій послідовності: - встановлюють деталь 1 (фіг. 4) з функціональними отворами 2 (фіг. 4) на базові пальці обтискача; - включають робочий хід установки, наприклад УБТ-50, і виконують штампування чотирьох лунок сегментної конфігурації (по дві з кожної сторони деталі); - включають зворотний хід установки; - знімають деталь з базових пальців обтискача. Після штампування контролюють: - глибину лунок 3 (фіг. 4) від 0,2 до 0,4 мм; - шорсткість поверхні не більше 0,8 мкм. В результаті даної операції втомність довговічність у порівнянні з необробленою деталлю збільшилася в 4,3-5,7 разу. Розроблений спосіб локального пластичного деформування в зоні функціональних отворів конструктивних елементів планера літака і його вплив на характеристики локального НДС, тим самим забезпечують підвищення ресурсу планера (його втомну довговічність) в зонах функціональних отворів. Джерело інформації: 1. RU 1801050 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Спосіб конструктивно-технологічного забезпечення втомної довговічності елементів крила літака в зоні функціональних отворів полягає в тому, що здійснюють локальне пластичне деформування отворів, який відрізняється тим, що пластичне деформування отворів виробляють шляхом їх розкочування або їх дорнування, або бар'єрного обтиснення їх торцевої зони. 2. Спосіб за п. 1, який відрізняється тим, що розкочування стінок отворів виробляють з відносним натягом від 0,25 до 0,56 %. 3. Спосіб за п. 1, який відрізняється тим, що дорнування стінок отворів виробляють з відносним натягом від 2,5 до 3,0 %. 4. Спосіб за п. 1, який відрізняється тим, що бар'єрне обтиснення зони отворів виробляють виштампуванням лунок сегментної конфігурації глибиною від 0,2 до 0,4 мм. 2 UA 110262 U 3 UA 110262 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 5/00
Мітки: втомної, отворів, літака, забезпечення, спосіб, довговічності, крила, елементів, зони, конструктивно-технологічного, функціональних
Код посилання
<a href="https://ua.patents.su/6-110262-sposib-konstruktivno-tekhnologichnogo-zabezpechennya-vtomno-dovgovichnosti-elementiv-krila-litaka-v-zoni-funkcionalnikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб конструктивно-технологічного забезпечення втомної довговічності елементів крила літака в зоні функціональних отворів</a>
Спосіб виготовлення крила літака
Номер патенту: 18980
Опубліковано: 25.12.1997
Автор: Кучерявий Євген Федорович
Мітки: виготовлення, літака, спосіб, крила
Формула / Реферат:
1. Способ изготовления крыла самолета, включающий выполнение крыла или его силового отсека составленным из отдельных продольных конструктивных элементов так, что все опасные концентраторы напряжений находятся только в части элементов, сжатие этих элементов и/или растяжение элементов без опасных концентраторов напряжений в регулярной зоне, сборку в единую конструкцию с сохранением напряженного состояния предварительно деформированных...
Спосіб зміни амплітудно-частотної характеристики крила літака
Номер патенту: 15860
Опубліковано: 17.07.2006
Автори: ТРОНЬ ЮРІЙ ОПАНАСОВИЧ, Мариношенко Олександр Петрович
МПК: B64C 1/00
Мітки: характеристики, амплітудно-частотної, спосіб, крила, зміни, літака
Формула / Реферат:
Спосіб зміни амплітудно-частотної характеристики крила літака, що включає зміну інерційних характеристик крила шляхом розміщення протифлатерного вантажу в носку крила, який відрізняється тим, що вимірюють частоту коливань крила, порівнюють виміряне значення з його резонансною частотою, для зміни інерційних характеристик крила літака переміщують протифлатерний вантаж вздовж осі розмаху крила, до моменту досягнення отриманою різницею...
Конструктивний елемент крила літака з вільним отвором
Номер патенту: 106089
Опубліковано: 25.07.2014
Автор: Кучерявий Євген Федорович
Мітки: крила, конструктивний, елемент, літака, вільним, отвором
Формула / Реферат:
Конструктивний елемент крила літака, що містить вільний отвір, який виконано у формі кругового циліндра, наприклад стрингер з отвором для переливу пального, який відрізняється тим, що отвір виконано з нахилом до поверхні елемента конструкції, причому так, що лінія проекції осі отвору на площину діючих напружень в елементі співпадає з напрямком дії у ньому максимальних напружень розтягу, що виникають від дії на конструкцію крила зовнішнього...
Спосіб визначення характеристик жорсткості крила літака неруйнівним методом в умовах експлуатації та ведення бойових дій
Номер патенту: 109226
Опубліковано: 10.08.2016
Автори: Петраш Ілля Борисович, Клименко Михайло Олегович, Ткаченко Володимир Анатолійович, Гончар Віталій Васильович, Куровська Тетяна Юріївна, Савченко Вікторія Валеріївна, Паюк Олександр Сергійович, Зарицький Олег Іванович, Скворок Іван Михайлович, Шум Михайло Олександрович, Галушка Володимир Іванович, Комаров Володимир Олександрович
Мітки: бойових, методом, неруйнівним, жорсткості, ведення, спосіб, літака, експлуатації, умовах, дій, визначення, характеристик, крила
Формула / Реферат:
1. Спосіб визначення характеристик жорсткості крила літака неруйнівним методом в умовах експлуатації та ведення бойових дій, який полягає в додатку до консольно закріпленої конструкції літака, а саме крила, навантажуючої сили і вимірі лінійних переміщень у кожному досліджуваному поперечному перерізі згаданого крила в точках його поверхні, що лежать в одній площині та на одній прямій, паралельній лінії дії зазначеної навантажуючої сили, по...
Спосіб визначення характеристик жорсткості крила літака неруйнівним методом в умовах експлуатації та ведення бойових дій
Номер патенту: 74919
Опубліковано: 12.11.2012
Автори: Гудима Олег Петрович, Гордієвський Олексій Тихонович, Расстригін Олександр Олексійович, Кузнецов Владлен Олександрович, Архипов Микола Іванович, Ткаченко Володимир Анатолійович, Башинський Володимир Григорович, Комаров Володимир Олександрович, Галушка Володимир Іванович
МПК: G01M 5/00
Мітки: неруйнівним, літака, крила, спосіб, ведення, характеристик, жорсткості, бойових, методом, експлуатації, дій, умовах, визначення
Формула / Реферат:
1. Спосіб визначення характеристик жорсткості крила літака неруйнівним методом в умовах експлуатації та ведення бойових дій, який полягає в додатку до консольно закріпленої конструкції літака, а саме крила, навантажуючої сили і вимірі лінійних переміщень у кожному досліджуваному поперечному перерізі згаданого крила в точках його поверхні, що лежать в одній площині та на одній прямій, паралельній лінії дії зазначеної навантажуючої сили, по...
Попередній патент: Бутара барабанного млина
Наступний патент: Поліморфи і сольвати гідрохлориду 4-[2-[[5-метил-1-(2-нафталініл)-1н-піразол-3-іл]оксі]етил]морфоліну
Випадковий патент: Коробка для сірників