Спосіб вологого полірування полімерних деталей
Номер патенту: 113266
Опубліковано: 25.01.2017
Автори: Залюбовський Марк Геннадійович, Панасюк Ігор Васильович

Формула / Реферат
1. Спосіб вологого полірування полімерних деталей шляхом обробки їх вільногранульованою абразивною масою в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною, який відрізняється тим, що робочу ємкість піддають складному просторовому руху, вільногранульовану абразивну масу отримують із застосуванням абразивних компонентів з керамічних тіл складної геометричної форми та пемзи, які заливають водою на такий рівень, що на 3-6 % вище рівня абразивних компонентів, після обробки вільногранульованою абразивною масою здійснюють промивання полімерних деталей.
2. Спосіб вологого полірування полімерних деталей за п. 1, який відрізняється тим, що промивання полімерних деталей здійснюють водою після перших 3-6 годин, після чого продовжують промивання відполірованих полімерних деталей у мильному розчині.
Текст
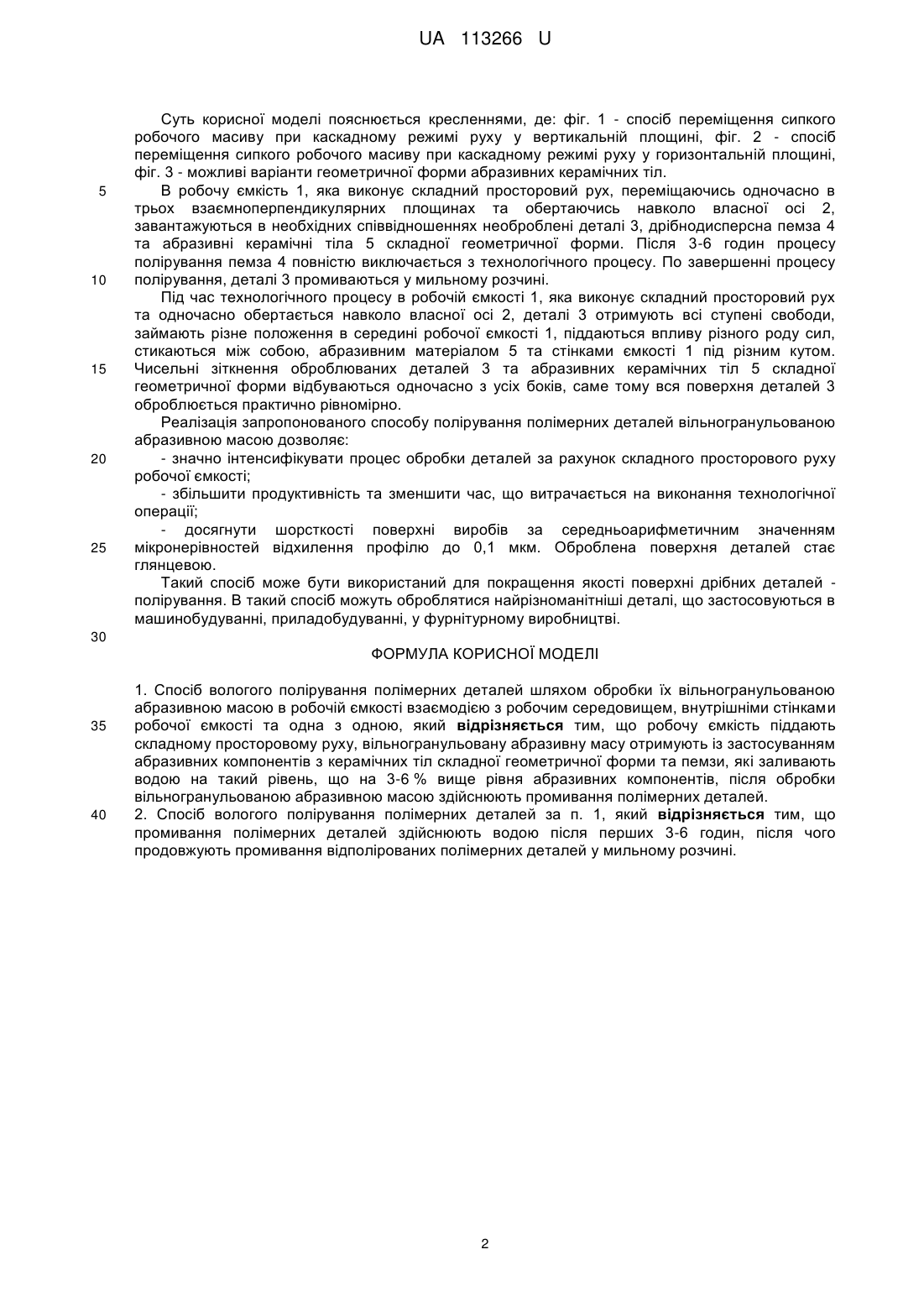
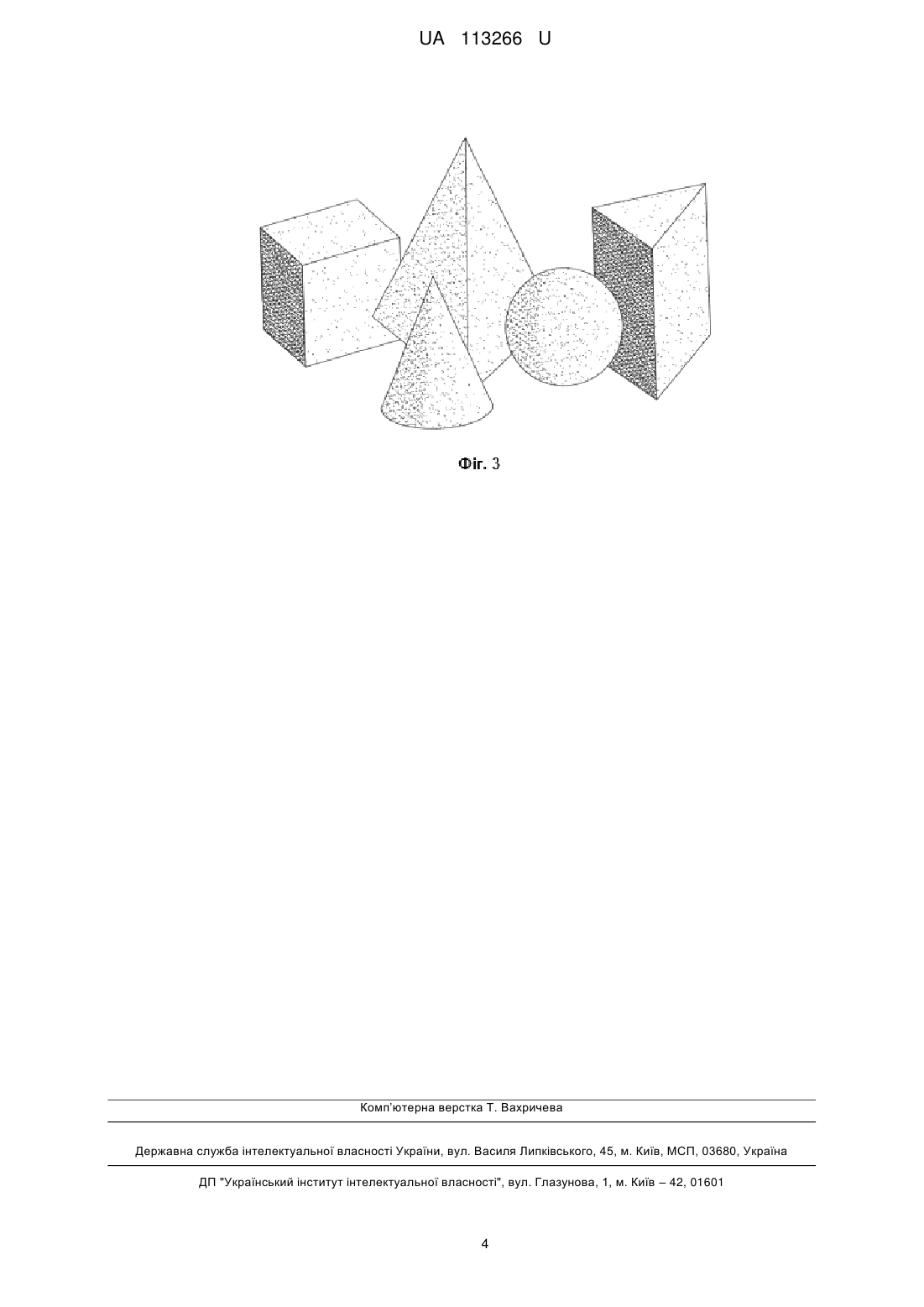
Реферат: UA 113266 U UA 113266 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів обробки деталей та може бути використана в машинобудуванні, фурнітурному виробництві та інших галузях, що використовують об'ємні методи обробки. Відомий спосіб полірування полімерних деталей (Шварц А.И. Механизация и автоматизация производства формовых РТИ: Учебное пособие для рабочего образования. - М.: Химия, 1987. С. 122-126) шляхом обробки їх взаємодією з внутрішніми стінками робочої ємкості та між собою, при цьому циліндрична ємкість виконує обертальний рух. Такий спосіб обробки полімерних деталей є найпростішим та найменш ефективним, так як поверхня деталей обробляється з низькою інтенсивністю, процес обробки деталей відбувається впродовж 24-48 годин безперервної роботи машини та відсутній абразивний наповнювач, що не дає можливості досягнути необхідної шорсткості, яка характерна для полірованих поверхонь деталей. Відомий також спосіб полірування полімерних деталей (патент України № 38253 МПК В24В 31/033, 2001 р.) шляхом обробки їх абразивним наповнювачем в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною. Однак, такий спосіб полірування полімерних деталей малоінтенсивний в зв'язку з тим, що абразивний наповнювач та завантажені деталі виконують лише обертальне переміщення всередині робочої ємкості, конструкція машини абсолютно не придатна для вологого полірування, а при сухому поліруванні деталей виділяється пил, який потраплятиме в зазори між рухомими стінками робочої ємкості, що неминуче призведе до виходу з ладу обладнання. В основу корисної моделі поставлено задачу створити такий спосіб вологого полірування полімерних деталей, в якому, шляхом зміни технологічних параметрів, забезпечилась би інтенсифікація процесу полірування з одночасним покращенням якості обробки, що розширить область застосування. Поставлена задача вирішується тим, що в способі вологого полірування полімерних деталей шляхом обробки їх вільногранульованою абразивною масою в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною, згідно з корисною моделлю, робочу ємкість піддають складному просторовому руху, вільногранульовану абразивну масу отримують із застосуванням абразивних компонентів з керамічних тіл складної геометричної форми та пемзи, які заливають водою на такий рівень, що на 3-6 % вище рівня абразивних компонентів, після обробки вільногранульованою абразивною масою здійснюють промивання полімерних деталей. Доцільно, щоб промивання полімерних деталей здійснювалося водою після перших 3-6 годин, після чого продовжують промивання відполірованих полімерних деталей у мильному розчині. Застосування пемзи в технологічному процесі дає можливість значно зменшити найбільшу величину мікронерівностей профілю поверхні, обробити важкодоступні місця деталей, такі як проточки, галтелі, отвори, різного роду заглиблення, що практично не контактуватимуть з абразивними керамічними тілами складної геометричної форми. Основний етап полірування поверхні деталей абразивними керамічними тілами складної геометричної форми слід проводити при забезпеченні каскадного або змішаного каскадноводоспадного режимів руху сипкого робочого середовища, щоб збільшити час контакту між поверхнею оброблюваної деталі та абразивним матеріалом, а також, щоб унеможливити виникнення явища удару при зіткненні деталей зі стінками робочої ємкості. Сумарний час обробки деталей залежить від необхідної величини шорсткості поверхні деталей, ступеня заповнення робочої ємкості, її об'єму, а також від об'ємного співвідношення абразивного матеріалу та оброблюваних деталей, однак в середньому становить від 8 до 24 годин безперервної роботи машини. Зі збільшенням об'єму практично прямопропорційно зменшується час обробки, в зв'язку з тим, що оброблювані деталі за один цикл переміщення будуть долати більший шлях тертя. Рекомендований ступінь заповнення робочої ємкості повинен становити 50 % від її загального об'єму. Співвідношення абразивного матеріалу та оброблюваних деталей повинно бути не менш ніж 2:1 відповідно. Розмір та геометрична форма абразивних керамічних тіл залежить від форми та розміру оброблюваних деталей та їх фізико-механічних властивостей. Рекомендовано, щоб розмір абразивних керамічних тіл був в 2 рази менший від розміру мінімального оброблюваного отвору деталі, котрий, в свою чергу, більший за 8 мм. Якщо отвори у виробі не передбачені, то розмір абразивних керамічних тіл повинен бути в 5-10 разів менший за максимальний габаритний параметр оброблюваної деталі. Промивання відполірованих деталей у мильному розчині необхідне для повного їх очищення від дрібнодисперсного пилу, що утворюється в процесі обробки. 1 UA 113266 U 5 10 15 20 25 Суть корисної моделі пояснюється кресленнями, де: фіг. 1 - спосіб переміщення сипкого робочого масиву при каскадному режимі руху у вертикальній площині, фіг. 2 - спосіб переміщення сипкого робочого масиву при каскадному режимі руху у горизонтальній площині, фіг. 3 - можливі варіанти геометричної форми абразивних керамічних тіл. В робочу ємкість 1, яка виконує складний просторовий рух, переміщаючись одночасно в трьох взаємноперпендикулярних площинах та обертаючись навколо власної осі 2, завантажуються в необхідних співвідношеннях необроблені деталі 3, дрібнодисперсна пемза 4 та абразивні керамічні тіла 5 складної геометричної форми. Після 3-6 годин процесу полірування пемза 4 повністю виключається з технологічного процесу. По завершенні процесу полірування, деталі 3 промиваються у мильному розчині. Під час технологічного процесу в робочій ємкості 1, яка виконує складний просторовий рух та одночасно обертається навколо власної осі 2, деталі 3 отримують всі ступені свободи, займають різне положення в середині робочої ємкості 1, піддаються впливу різного роду сил, стикаються між собою, абразивним матеріалом 5 та стінками ємкості 1 під різним кутом. Чисельні зіткнення оброблюваних деталей 3 та абразивних керамічних тіл 5 складної геометричної форми відбуваються одночасно з усіх боків, саме тому вся поверхня деталей 3 оброблюється практично рівномірно. Реалізація запропонованого способу полірування полімерних деталей вільногранульованою абразивною масою дозволяє: - значно інтенсифікувати процес обробки деталей за рахунок складного просторового руху робочої ємкості; - збільшити продуктивність та зменшити час, що витрачається на виконання технологічної операції; - досягнути шорсткості поверхні виробів за середньоарифметичним значенням мікронерівностей відхилення профілю до 0,1 мкм. Оброблена поверхня деталей стає глянцевою. Такий спосіб може бути використаний для покращення якості поверхні дрібних деталей полірування. В такий спосіб можуть оброблятися найрізноманітніші деталі, що застосовуються в машинобудуванні, приладобудуванні, у фурнітурному виробництві. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 1. Спосіб вологого полірування полімерних деталей шляхом обробки їх вільногранульованою абразивною масою в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною, який відрізняється тим, що робочу ємкість піддають складному просторовому руху, вільногранульовану абразивну масу отримують із застосуванням абразивних компонентів з керамічних тіл складної геометричної форми та пемзи, які заливають водою на такий рівень, що на 3-6 % вище рівня абразивних компонентів, після обробки вільногранульованою абразивною масою здійснюють промивання полімерних деталей. 2. Спосіб вологого полірування полімерних деталей за п. 1, який відрізняється тим, що промивання полімерних деталей здійснюють водою після перших 3-6 годин, після чого продовжують промивання відполірованих полімерних деталей у мильному розчині. 2 UA 113266 U 3 UA 113266 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 31/10
Мітки: спосіб, вологого, полірування, полімерних, деталей
Код посилання
<a href="https://ua.patents.su/6-113266-sposib-vologogo-poliruvannya-polimernikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб вологого полірування полімерних деталей</a>
Спосіб електрохімічного полірування деталей
Номер патенту: 42823
Опубліковано: 27.07.2009
Автори: Осипенко Василь Іванович, Тригуб Оксана Анатоліївна, Білан Анатолій Валентинович, Ступак Денис Олегович
МПК: C25F 3/00
Мітки: спосіб, полірування, деталей, електрохімічного
Формула / Реферат:
Спосіб електрохімічного полірування деталей шляхом встановлення деталі та електрода, підключених до додатного та від'ємного полюсів джерела струму, в нейтральному водному розчині солей при густині струму 0,210 А/см2, який відрізняється тим, що як електрод використовують дріт діаметром 0,10,5 мм, який...
Спосіб полірування поверхонь деталей вільними абразивами
Номер патенту: 42758
Опубліковано: 27.07.2009
Автори: Несинов Олександр Васильович, Мохеб Мохаммад Сергій Павлович, Проволоцький Олександр Євдокимович, Негруб Світлана Леонідівна
МПК: B24B 39/00
Мітки: деталей, полірування, абразивами, вільними, спосіб, поверхонь
Формула / Реферат:
1. Спосіб полірування поверхонь деталей вільними абразивами, що включає зниження шорсткості оброблюваних деталей, який відрізняється тим, що полірування матеріалу виконується абразивними частками з різною зернистістю.2. Спосіб полірування поверхонь деталей за п. 1, який відрізняється тим, що різна зернистість абразивних часток (менша й більша) змішується в загальну суспензію.3. Спосіб полірування поверхонь деталей за пп. 1, 2,...
Спосіб стрічкового полірування циліндричних деталей з високолегованих композитів на основі алюмінію для друкарської техніки
Номер патенту: 99000
Опубліковано: 12.05.2015
Автори: Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Фіранський Володимир Борисович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Віцюк Юлія Юріївна
МПК: B24B 1/00, B24B 55/00
Мітки: основі, спосіб, друкарської, композитів, техніки, деталей, стрічкового, полірування, алюмінію, циліндричних, високолегованих
Формула / Реферат:
Спосіб стрічкового полірування циліндричних деталей з високолегованих композитів на основі алюмінію для друкарської техніки, в якому деталь фіксують у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними ультразвуковими коливаннями вздовж осі деталі та щільного контакту поверхні обертання з гнучкою еластичною стрічкою, який відрізняється тим, що для полірування використовують еластичну гнучку стрічку з...
Спосіб полірування ельборовою стрічкою поверхонь деталей з високолегованих композитів на основі алюмінію для поліграфічної техніки
Номер патенту: 96773
Опубліковано: 10.02.2015
Автори: Гавріш Анатолій Павлович, Киричок Петро Олексійович, Лотоцька Оксана Іванівна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна
МПК: B24B 55/00, B24B 1/00
Мітки: спосіб, високолегованих, композитів, основі, поверхонь, полірування, ельборовою, поліграфічної, техніки, стрічкою, алюмінію, деталей
Формула / Реферат:
Спосіб полірування ельборовою стрічкою поверхонь деталей з високолегованих композитів на основі алюмінію для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні оброблення з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднуючою речовиною міцно закріплені мікропорошки з...
Спосіб полірування алмазно-абразивною стрічкою циліндричних деталей з високолегованих композитів на основі алюмінію для друкарської техніки
Номер патенту: 97045
Опубліковано: 25.02.2015
Автори: Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Зигуля Світлана Миколаївна
МПК: B24B 55/00, B24B 1/00
Мітки: алмазно-абразивною, алюмінію, деталей, основі, спосіб, техніки, композитів, циліндричних, високолегованих, полірування, друкарської, стрічкою
Формула / Реферат:
Спосіб полірування алмазно-абразивною стрічкою циліндричних деталей з високолегованих композитів на основі алюмінію для друкарської техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні оброблення з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої сполучною речовиною міцно закріплені...
Попередній патент: Різак для кругового сканування лазерного променя
Наступний патент: Спосіб вологого шліфування полімерних деталей
Випадковий патент: Трифазний трансформатор напруги броньового типу