Спосіб вологого шліфування полімерних деталей
Номер патенту: 113267
Опубліковано: 25.01.2017
Автори: Залюбовський Марк Геннадійович, Панасюк Ігор Васильович

Формула / Реферат
1. Спосіб вологого шліфування полімерних деталей шляхом обробки їх вільногранульованою абразивною масою в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною, який відрізняється тим, що робочу ємкість піддають складному просторовому руху, вільногранульовану абразивну масу отримують із застосуванням абразивних компонентів з керамічних тіл складної геометричної форми та пемзи, які заливають водою на такий рівень, що на 3-6 % вище рівня абразивних компонентів, після обробки вільногранульованою абразивною масою здійснюють промивання полімерних деталей.
2. Спосіб вологого полірування полімерних деталей за п. 1, який відрізняється тим, що промивання полімерних деталей здійснюють у мильному розчині, після чого здійснюють обробку їх технічним вазеліном.
Текст
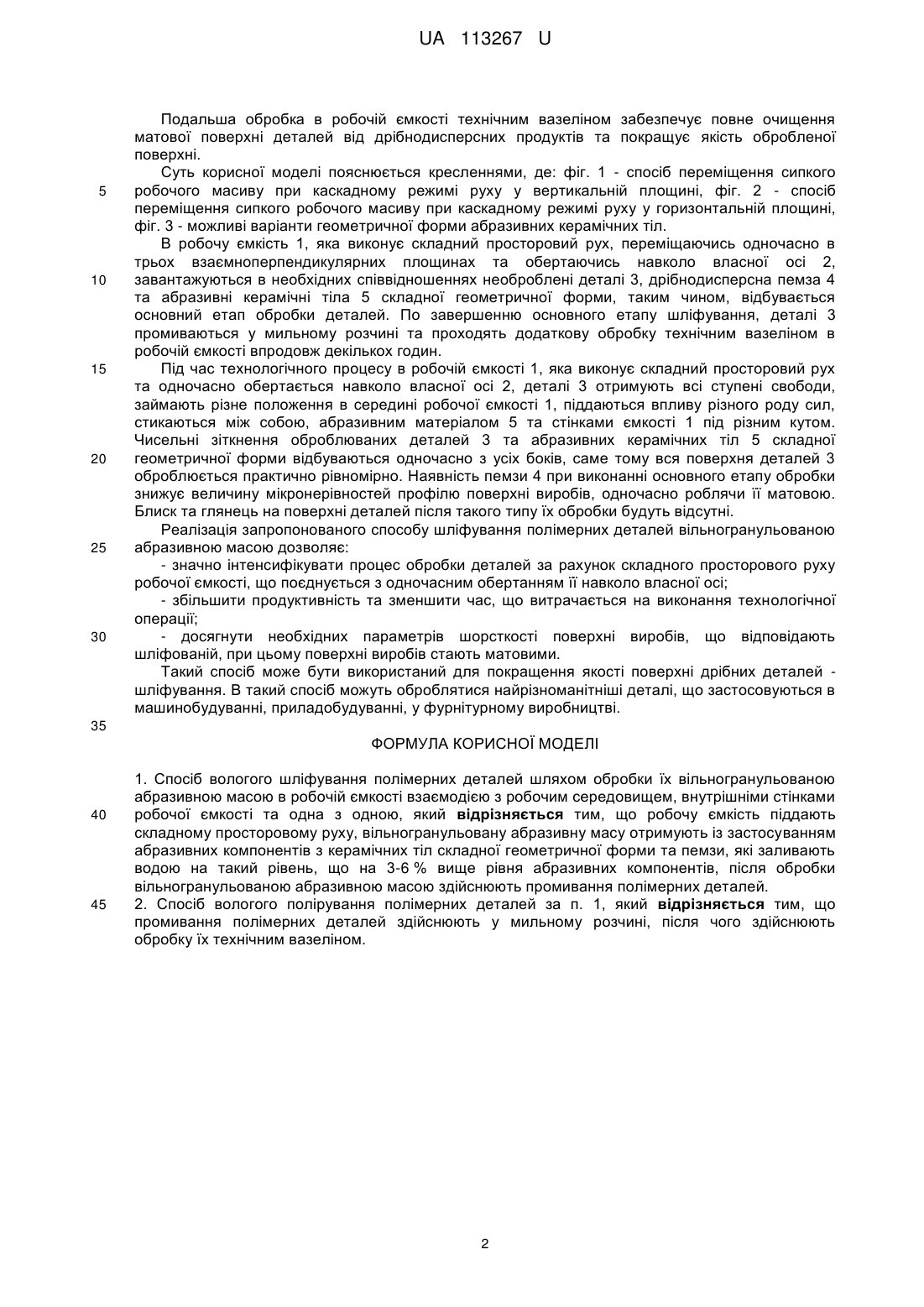
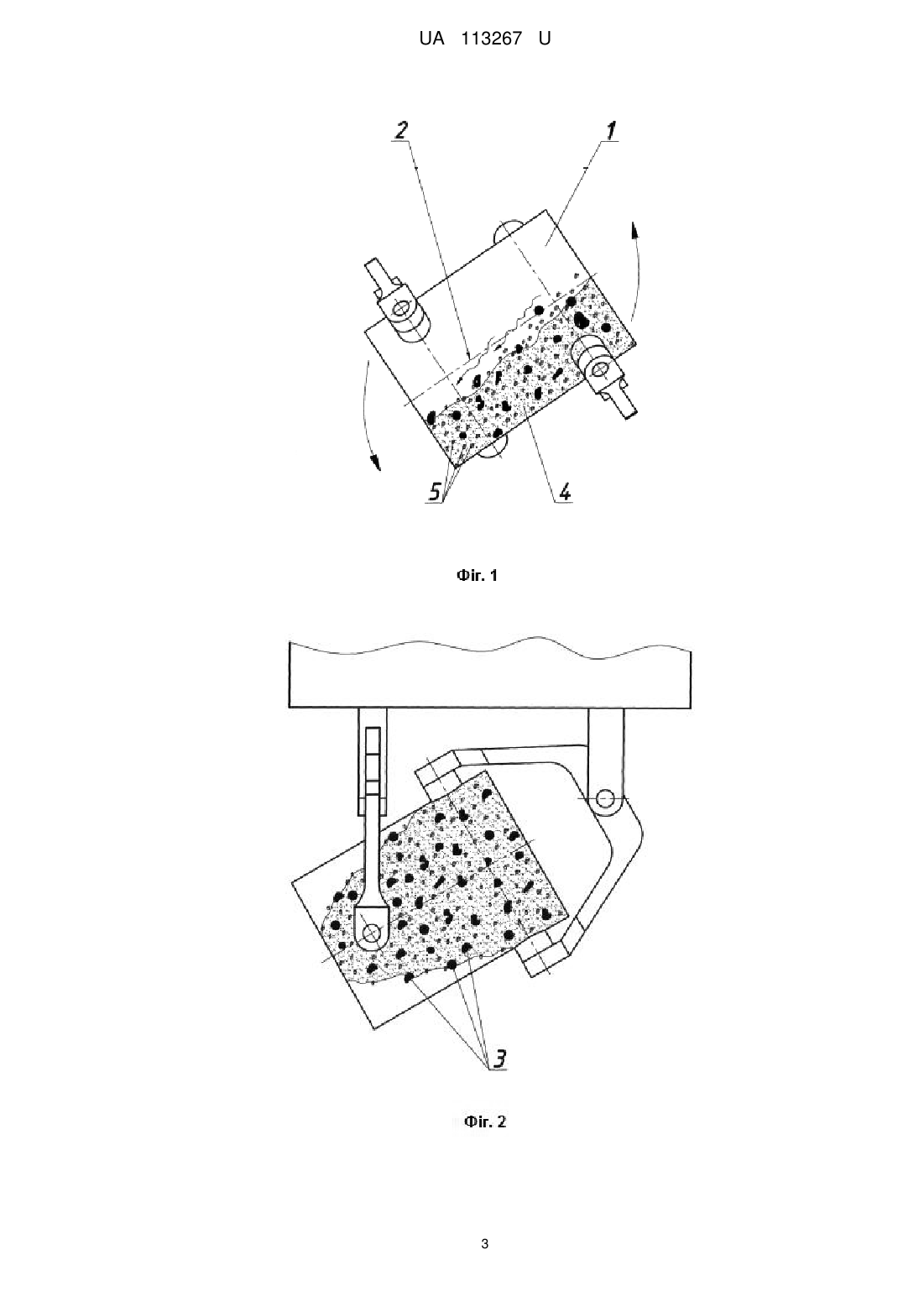
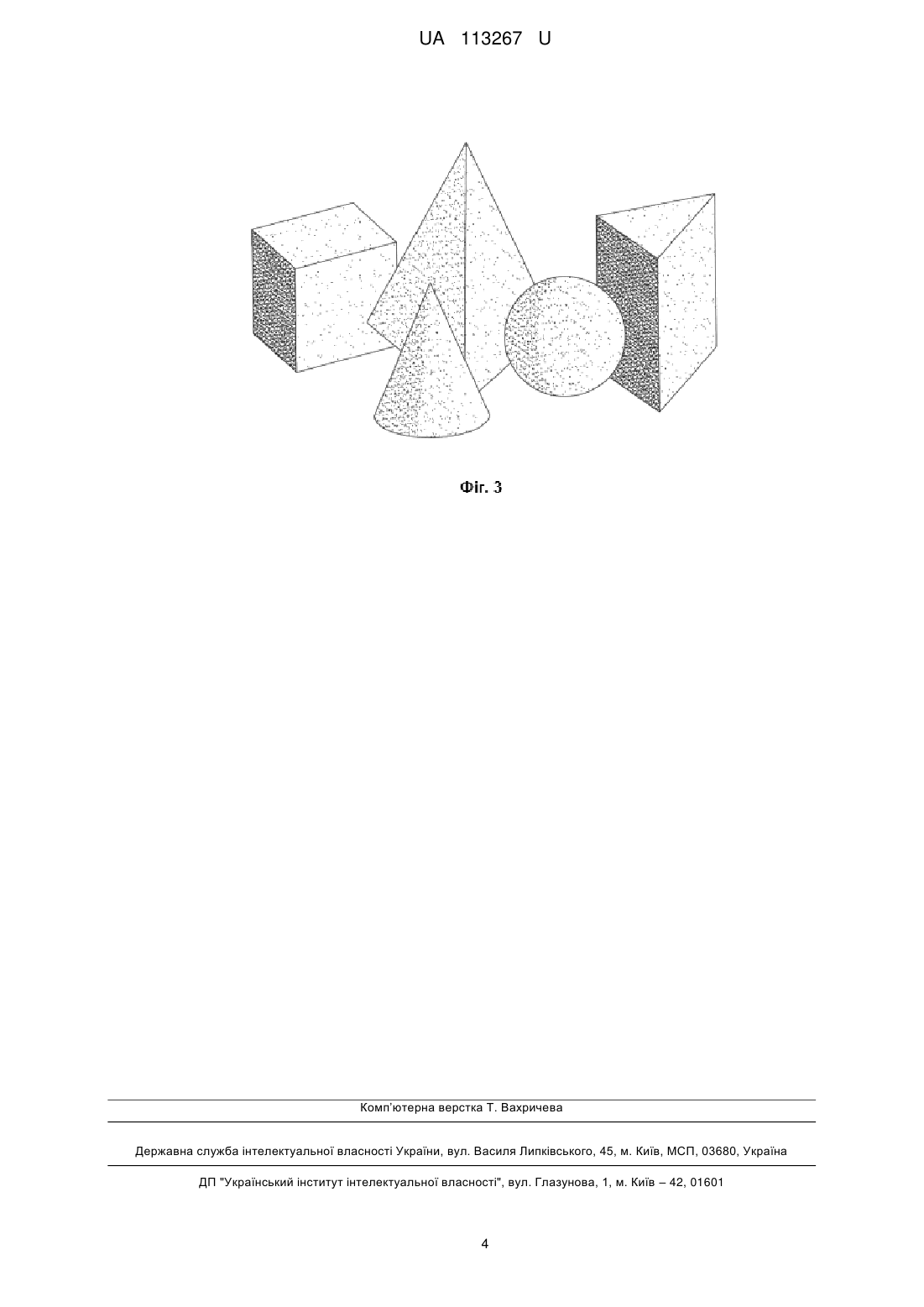
Реферат: UA 113267 U UA 113267 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів обробки деталей та може бути використана в машинобудуванні, фурнітурному виробництві та інших галузях, що використовують об'ємні методи обробки. Відомий спосіб шліфування полімерних деталей (Шварц А.И. Механизация и автоматизация производства формовых РТИ: Учебное пособие для рабочего образования. - М: Химия, 1987. С. 122-126) шляхом обробки їх взаємодією з внутрішніми стінками робочої ємкості та між собою, при цьому циліндрична ємкість виконує обертальний рух. Такий спосіб обробки полімерних деталей є найпростішим та найменш ефективним, так як поверхня деталей обробляється з низькою інтенсивністю, процес обробки деталей відбувається впродовж 24-48 годин безперервної роботи машини та відсутній абразивний наповнювач, що не дає можливості досягнути необхідної шорсткості, яка характерна для шліфованих поверхонь деталей. Відомий також спосіб шліфування полімерних деталей (патент України №38253 МПК В24В 31/033, 2001 р.) шляхом обробки їх абразивним наповнювачем в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною. Однак, такий спосіб шліфування полімерних деталей малоінтенсивний в зв'язку з тим, що абразивний наповнювач та завантажені деталі виконують лише обертальне переміщення в середині робочої ємкості, що значно звужує область застосування. Крім того, при сухому шліфуванні деталей виділяється пил, який потраплятиме в зазори між рухомими стінками робочої ємкості, що неминуче призведе до виходу з ладу такого обладнання. В основу корисної моделі поставлено задачу створити такий спосіб вологого шліфування полімерних деталей, в якому шляхом зміни технологічних параметрів, забезпечилась би інтенсифікація процесу полірування з одночасним покращенням якості обробки, що розширить область застосування. Поставлена задача вирішується тим, що в способі вологого шліфування полімерних деталей шляхом обробки їх вільногранульованою абразивною масою в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною, згідно з корисною моделлю, робочу ємкість піддають складному просторовому руху, вільногранульовану абразивну масу отримують із застосуванням абразивних компонентів з керамічних тіл складної геометричної форми та пемзи, які заливають водою на такий рівень, що на 3-6 % вище рівня абразивних компонентів, після обробки вільногранульованою абразивною масою здійснюють промивання полімерних деталей. Доцільно, щоб промивання полімерних деталей здійснювалося у мильному розчині, після чого здійснювалася обробка їх технічним вазеліном. Застосування пемзи в технологічному процесі дає можливість значно зменшити найбільшу величину мікронерівностей профілю поверхні, обробити важкодоступні місця деталей такі, як проточки, галтелі, отвори, різного роду заглиблення, що практично не можуть контактуватимуть з абразивними керамічними тілами складної геометричної форми. Основний етап шліфування поверхні слід проводити при забезпеченні каскадного або змішаного каскадно-водоспадного режимів руху сипкого робочого середовища, щоб збільшити час контакту між поверхнею оброблюваної деталі та абразивним матеріалом, а також, щоб унеможливити виникнення явища удару при зіткненні деталей зі стінками робочої ємкості. Сумарний час обробки деталей залежить від необхідної величини шорсткості поверхні деталей, ступеня заповнення робочої ємкості, її об'єму, а також від об'ємного співвідношення абразивного матеріалу та оброблюваних деталей, однак в середньому становить від 8 до 24 годин безперервної роботи машини. Зі збільшенням об'єму практично прямопропорційно зменшується час обробки, в зв'язку з тим, що оброблювані деталі за один цикл переміщення будуть долати більший шлях тертя. Рекомендований ступінь заповнення робочої ємкості повинен становити 50 % від її загального об'єму. Співвідношення абразивного матеріалу з пемзою та оброблюваних деталей повинно бути не менш ніж 2:1 відповідно. Розмір та геометрична форма абразивних керамічних тіл залежить від форми та розміру оброблюваних деталей та їх фізико-механічних властивостей. Рекомендовано, щоб розмір абразивних керамічних тіл був в 2 рази менший від розміру мінімального оброблюваного отвору деталі, котрий, в свою чергу, більший за 8 мм. Якщо отвори у виробі не передбачені, то розмір абразивних керамічних тіл повинен бути в 5-10 разів менший за максимальний габаритний параметр оброблюваної деталі. Промивання відполірованих деталей у мильному розчині необхідне для повного їх очищення від дрібнодисперсного пилу, що утворюється в процесі обробки. 1 UA 113267 U 5 10 15 20 25 30 Подальша обробка в робочій ємкості технічним вазеліном забезпечує повне очищення матової поверхні деталей від дрібнодисперсних продуктів та покращує якість обробленої поверхні. Суть корисної моделі пояснюється кресленнями, де: фіг. 1 - спосіб переміщення сипкого робочого масиву при каскадному режимі руху у вертикальній площині, фіг. 2 - спосіб переміщення сипкого робочого масиву при каскадному режимі руху у горизонтальній площині, фіг. 3 - можливі варіанти геометричної форми абразивних керамічних тіл. В робочу ємкість 1, яка виконує складний просторовий рух, переміщаючись одночасно в трьох взаємноперпендикулярних площинах та обертаючись навколо власної осі 2, завантажуються в необхідних співвідношеннях необроблені деталі 3, дрібнодисперсна пемза 4 та абразивні керамічні тіла 5 складної геометричної форми, таким чином, відбувається основний етап обробки деталей. По завершенню основного етапу шліфування, деталі 3 промиваються у мильному розчині та проходять додаткову обробку технічним вазеліном в робочій ємкості впродовж декількох годин. Під час технологічного процесу в робочій ємкості 1, яка виконує складний просторовий рух та одночасно обертається навколо власної осі 2, деталі 3 отримують всі ступені свободи, займають різне положення в середині робочої ємкості 1, піддаються впливу різного роду сил, стикаються між собою, абразивним матеріалом 5 та стінками ємкості 1 під різним кутом. Чисельні зіткнення оброблюваних деталей 3 та абразивних керамічних тіл 5 складної геометричної форми відбуваються одночасно з усіх боків, саме тому вся поверхня деталей 3 оброблюється практично рівномірно. Наявність пемзи 4 при виконанні основного етапу обробки знижує величину мікронерівностей профілю поверхні виробів, одночасно роблячи її матовою. Блиск та глянець на поверхні деталей після такого типу їх обробки будуть відсутні. Реалізація запропонованого способу шліфування полімерних деталей вільногранульованою абразивною масою дозволяє: - значно інтенсифікувати процес обробки деталей за рахунок складного просторового руху робочої ємкості, що поєднується з одночасним обертанням її навколо власної осі; - збільшити продуктивність та зменшити час, що витрачається на виконання технологічної операції; - досягнути необхідних параметрів шорсткості поверхні виробів, що відповідають шліфованій, при цьому поверхні виробів стають матовими. Такий спосіб може бути використаний для покращення якості поверхні дрібних деталей шліфування. В такий спосіб можуть оброблятися найрізноманітніші деталі, що застосовуються в машинобудуванні, приладобудуванні, у фурнітурному виробництві. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Спосіб вологого шліфування полімерних деталей шляхом обробки їх вільногранульованою абразивною масою в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною, який відрізняється тим, що робочу ємкість піддають складному просторовому руху, вільногранульовану абразивну масу отримують із застосуванням абразивних компонентів з керамічних тіл складної геометричної форми та пемзи, які заливають водою на такий рівень, що на 3-6 % вище рівня абразивних компонентів, після обробки вільногранульованою абразивною масою здійснюють промивання полімерних деталей. 2. Спосіб вологого полірування полімерних деталей за п. 1, який відрізняється тим, що промивання полімерних деталей здійснюють у мильному розчині, після чого здійснюють обробку їх технічним вазеліном. 2 UA 113267 U 3 UA 113267 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 31/10
Мітки: деталей, шліфування, спосіб, полімерних, вологого
Код посилання
<a href="https://ua.patents.su/6-113267-sposib-vologogo-shlifuvannya-polimernikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб вологого шліфування полімерних деталей</a>
Спосіб вологого полірування полімерних деталей
Номер патенту: 113266
Опубліковано: 25.01.2017
Автори: Панасюк Ігор Васильович, Залюбовський Марк Геннадійович
МПК: B24B 31/10
Мітки: вологого, деталей, спосіб, полімерних, полірування
Формула / Реферат:
1. Спосіб вологого полірування полімерних деталей шляхом обробки їх вільногранульованою абразивною масою в робочій ємкості взаємодією з робочим середовищем, внутрішніми стінками робочої ємкості та одна з одною, який відрізняється тим, що робочу ємкість піддають складному просторовому руху, вільногранульовану абразивну масу отримують із застосуванням абразивних компонентів з керамічних тіл складної геометричної форми та пемзи, які заливають...
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Євтухов Артем Віталійович, Спащанський Денис Вікторович, Євтухов Віталій Геннадійович
МПК: B24B 1/00
Мітки: шліфування, круглого, деталей, спосіб, врізного
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Жадан Олександр Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, двох, деталей, торців, циліндричних, шліфування, одночасного
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Спосіб шліфування деталей із сталей з метастабільною структурою
Номер патенту: 62985
Опубліковано: 26.09.2011
Автори: Жижев Андрій Анатолійович, Статкевич Олексій Вікторович
МПК: B24B 1/00
Мітки: структурою, сталей, шліфування, метастабільною, деталей, спосіб
Формула / Реферат:
Спосіб шліфування деталей із сталей з метастабільною структурою і твердістю понад 50 одиниць HRc, при якому обертовий інструмент вводять у контакт з оброблюваною деталлю, а як інструмент використовують шліфувальний круг з абразивними зернами і зв'язкою, при цьому процес шліфування ведуть в умовах, що забезпечують знос шліфувального круга в результаті руйнування абразивних зерен, а також механічного і термічного руйнування зв'язки, який...
Спосіб обробки деталей електродом-інструментом для шліфування
Номер патенту: 7750
Опубліковано: 15.07.2005
Автори: Куровська Тетяна Юріївна, Шульга Іван Федорович, Марчук Володимир Єфремович
Мітки: деталей, обробки, електродом-інструментом, спосіб, шліфування
Формула / Реферат:
Спосіб обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму,...
Попередній патент: Спосіб вологого полірування полімерних деталей
Наступний патент: Спосіб отримання магнітного волокнистого матеріалу
Випадковий патент: Пристрій для кріплення вантажу на транспортному засобі