Спосіб комбінованої обробки металевих поверхонь
Номер патенту: 121043
Опубліковано: 27.11.2017
Автори: Єфременко Василь Георгійович, Пастухова Тетяна Василівна, Федун Віктор Іванович, Зурнаджі Вадим Іванович, Чабак Юлія Геннадіївна
Формула / Реферат
Спосіб комбінованої обробки металевих поверхонь, який включає в себе імпульсно-плазмову обробку (ІПО), яку проводять з використанням анода із сплаву, що вміщує в структурі карбідну або боридну евтектику та має температуру плавлення не вище 1400 °C, який відрізняється тим, що після ІПО проводять додаткову постплазмову термічну обробку, що включає в себе нагрів до температури максимальної швидкості виділення зміцнювальних фаз з аустеніту та витримку, необхідну для завершення цього процесу.
Текст
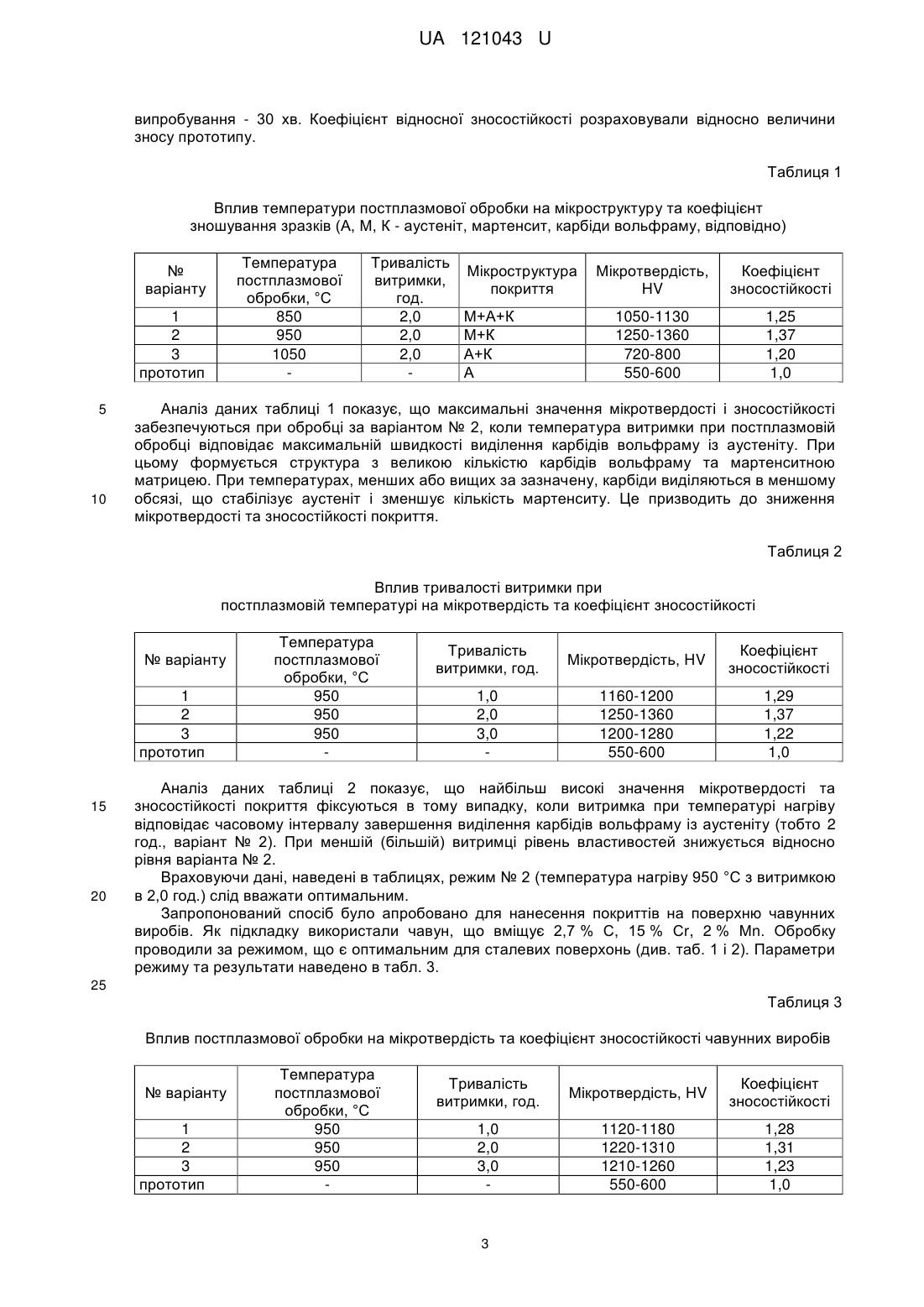
Реферат: Спосіб комбінованої обробки металевих поверхонь включає в себе імпульсно-плазмову обробку (ІПО), яку проводять з використанням анода із сплаву, що вміщує в структурі карбідну або боридну евтектику та має температуру плавлення не вище 1400 °C. Після ІПО проводять додаткову постплазмову термічну обробку, що включає в себе нагрів до температури максимальної швидкості виділення зміцнювальних фаз з аустеніту та витримку, необхідну для завершення цього процесу. UA 121043 U (12) UA 121043 U UA 121043 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургійної та машинобудівної галузей і призначена для підвищення довговічності поверхневих шарів деталей машин та інструментів, які працюють в умовах інтенсивного абразивного та ерозійного зношування. Застосування методів інженерії поверхні є перспективним напрямом поліпшення експлуатаційних властивостей металевих матеріалів. Для підвищення зносостійкості високовуглецеві сплави піддають поверхневій обробці високоенергетичними плазмовими потоками. Це забезпечує необхідну зміну мікроструктурного стану поверхневих шарів за рахунок модифікування, детонаційного зміцнення, осадження атомів і іонів, радіаційного стимулювання дифузії тощо. Також плазмова обробка дозволяє наносити зносостійкі покриття. До плазмових технологій поверхневого зміцнення належить імпульсно-плазмова обробка (ІПО). Відомою є технологія ІПО за патентом Росії RU 2113538, МПК С23С14/56, С23С14/32, С23С14/48 [1]. Недоліками цієї технології є складність обладнання та складність виготовлення електрода, форма якого повинна бути близькою до форми магнітного поля в зоні його розміщення. Останнього недоліку позбавлений метод ІПО, описаний в [2]. Однак, конструкція установки в цьому методі є досить складною, оскільки передбачає використання окремої камери, в якій утворюється детонаційна хвиля при згоранні суміші газів. Найбільш близьким до корисної моделі є метод ІПО за патентом України № 110071 МПК С23С14/56, С23С14/32, С23С14/48, в якому як генератор плазми використовується електротермічний аксіальний плазмовий прискорювач (ЕАПП) [3]. Детальний опис ЕАПП наведено в [4]. Плазма генерується в розрядній камері ЕАПП за рахунок імпульсного електричного розряду. Високовольтний розряд ініціюється між електродами в діелектричній камері з подальшим спрямуванням високошвидкісного газоплазмового потоку на поверхню, що обробляється. Даний метод дозволяє отримувати захисні покриття товщиною до 100-150 мкм з підвищеною зносостійкістю [3]. Ці покриття формуються шляхом плазмового перенесення матеріалу анода, температура плавлення якого не повинна перевищувати 1400 °C. За рахунок цього за час дії електричного розряду поверхня анода встигає оплавитися з формуванням шару рідкої фази, який виноситься з електрода плазмовим струменем і спрямовується на поверхню, що обробляється. В прототипі [3] як анод використовують сплави з карбідною або боридною евтектикою, які мають температуру плавлення не вище 1400 °C. Ці сплави вміщують в своєму складі значну кількість вуглецю та (або) бору та легуючих елементів, що забезпечує наявність в структурі сплавів високотвердих фаз (карбідів, боридів, карбоборидів), які підвищують твердість і зносостійкість. Однак при реалізації ІПО за способом [3] формування покриття відбувається, в основному, шляхом кристалізації мікрокапель, яка протікає з високою швидкістю. В цих умовах різко гальмується утворення карбідів (боридів) шляхом виділення із рідкої фази, внаслідок чого вуглець (бор) та легуючі елементи не встигають виділитися у вигляді карбідів (боридів), а тому залишаються розчиненими у кристалічній ґратці. В результаті на поверхні формується шар покриття з матеріалу катода, який складається переважно з пересиченого твердого розчину (аустеніту). Відсутність карбідів (боридів) в структурі покриття знижує його твердість і зносостійкість. Останніми дослідженнями авторів встановлено, що пересичений аустеніт у імпульсноплазмових покриттях є термодинамічно нестабільним, а тому має схильність до розпаду при проведенні додаткової пост-плазмової термічної обробки. В процесі витримки при високих температурах в покритті відбуваються твердофазні реакції виділення із аустеніту карбідних (боридних) фаз, внаслідок чого аустеніт збіднюється вуглецем та легуючими елементами і перетворюється у більш твердий мартенсит при охолодженні. В результаті в покритті формується композиційна структура, що складається з карбідів (боридів), розподілених в мартенситній матриці. Така структура забезпечує високу твердість та зносостійкість. Тому для формування захисних покриттів з високим рівнем експлуатаційних властивостей після ІПО необхідно проводити додаткову пост-плазмову термічну обробку. Ця обробка полягає у витримці при температурі максимальної швидкості виділення карбідів (боридів) з пересиченого аустеніту. Нагрів забезпечує термічне стимулювання дифузії атомів легуючих елементів, що необхідно для утворення карбідів (боридів). Тривалість витримки не повинна перевищувати час, необхідний для завершення виділення вказаних фаз, тому що це може призвести до зниження властивостей за рахунок збільшення розмірів карбідних (боридних) часток. Встановлено, що для більшості легованих Fe-C-сплавів з карбідною (боридною) евтектикою цей процес розпаду пересиченого аустеніту становить 1,5-4 години в залежності від хімічного складу сплаву. В основу корисної моделі поставлена задача вдосконалити спосіб обробки металевих поверхонь, в якому за рахунок введення нової операції та комбінації умов її виконання 1 UA 121043 U 5 10 15 20 25 30 35 40 45 50 55 60 досягається можливість формування на поверхні покриттів заданої товщини з високою твердістю та зносостійкістю. Для вирішення поставленої задачі в способі комбінованої обробки металевих поверхонь, який включає імпульсно-плазмову обробку з використанням анода зі сплавів, що вміщує в структурі карбідну або боридну евтектику з температурою плавлення не вище 1400 °C, у відповідності до корисної моделі додатково проводять постплазмовий нагрів до температури максимальної швидкості виділення зміцнювальних фаз з аустеніту та витримують до завершення цього процесу. В ході постплазмової обробки з аустеніту будуть виділяться зміцнювальні фази, що призведе до збіднення аустеніту та підвищення мартенситної точки. В результаті цього мікроструктура нанесеного покриття після охолодження буде складатися з мартенситу та зміцнювальних фаз, за рахунок чого значно підвищаться твердість та зносостійкість сплавів. Нагрів необхідно проводити при температурі максимальної швидкості виділення зміцнювальних фаз. Якщо температура нагріву буде меншою, то за рахунок уповільненої дифузії атомів легуючих елементів в структурі покриттів виділиться недостатня кількість зміцнювальних фаз, в результаті чого після охолодження аустеніт лише частково перетвориться на мартенсит. Це призведе до отримання структури з меншою кількістю зносостійких фаз та меншою кількістю мартенситу, що зменшить твердість та зносостійкість покриття. Якщо температура нагріву буде більшою за температуру максимальної швидкості виділення зміцнювальних фаз, то це зменшить термодинамічний стимул виділення карбідів, оскільки підвищиться розчинність вуглецю в ґратці аустеніту. В результаті виділення карбідів загальмується або навіть припиниться, що призведе до утворення переважно аустенітної структури з невеликою кількістю зміцнювальних фаз. Це знизить твердість та зносостійкість покриття. Тривалість витримки при температурі максимальної швидкості виділення зміцнювальних фаз повинна відповідати тривалості завершення цього процесу. Впродовж цієї витримки карбіди (бориди, карбобориди) встигнуть виділитися в повному обсязі, за рахунок чого сформується оптимальна мікроструктура з великою кількістю зміцнювальних фаз та дрібноголчастим мартенситом. Якщо тривалість витримки буде меншою за зазначену, то карбіди (бориди, карбобориди) виділяться в недостатній кількості, деякі ділянки аустеніту залишаться пересиченими, в результаті чого аустенітно-мартенситне перетворення пройде не в повному обсязі, що знизить зносостійкість покриття. Якщо тривалість витримки буде більшою за зазначену, то за рахунок процесів сфероїдизації та коагуляції відбудеться зменшення кількості зміцнювальних фаз, що також призведе до зниження опору абразивному зношуванню. Приклад здійснення способу у відповідності до пункту формули. Імпульсно-плазмову обробку проводили з використанням ЕАПП [3, 4]. Як анод застосовували сталь Р18 хімічного складу: 0,75 % С, 0,34 % Мn, 0,3 % Si, 3,85 % Сr, 17,92 % W, 1,07 % V. Об'ємна доля карбідів в сталі Р18 складала 16 %. Температура плавлення сталі Р181293 °C. З цієї сталі були виготовлені електроди діаметром 5 мм та довжиною 100 мм, які монтували в ЕАПП перед проведенням обробки. Покриття наносили на зразки розмірами 10×10×25 мм, виготовленими зі сталі У8 складу 0,8 % С, 0,25 % Si, 0,23 % Si, до 0,2 % Ni, до 0,2 % Сr. Імпульсно-плазмова обробка проводилась за таких параметрів: напруга розряду - 4,0 кВ, сила струму - 10 кА, кількість імпульсів - 10. Після ІПО зразки піддавали постплазмовій термічній обробці за режимами, наведеними в таблицях 1 і 2. Для матеріалу анода попередньо було визначено температуру максимальної швидкості виділення зміцнювальних фаз з аустеніту. Для цього проводили ізотермічну витримку при температурах 800, 850, 900, 950, 1000, 1050 °C впродовж часу від 10 с до 3 год. При цьому підраховували кількість вторинних карбідів, використовуючи мікроструктурний метод дослідження та паралельно проводили заміри мікротвердості. За результатами мікроструктурних досліджень та вимірювання мікротвердості встановили, що при температурі 950 °C карбіди виділяються з максимальною швидкістю. Для порівняння використовували зразки сталі У8, які після ІПО не піддавали постплазмовій обробці. Авторами встановлено, що в імпульсно-плазмовому покритті зі сталі Р18 виділення карбідів із пересиченого аустеніту відбувається з максимальною швидкістю при 950 °C та завершується впродовж 2 годин. Мікротвердість покриттів фіксували за допомогою мікротвердоміра FM-300 (Future-Tech) з навантаженням 0,05 кг. Металографічний аналіз проводили на мікроскопі Axiovert 40 МАТ на поперечних мікрошліфах. Випробування на зношування виконували за схемою БринелляХауорта (у напівзакріпленому абразиві) [6], абразив - корунд, навантаження на зразок - 1 кг, час 2 UA 121043 U випробування - 30 хв. Коефіцієнт відносної зносостійкості розраховували відносно величини зносу прототипу. Таблиця 1 Вплив температури постплазмової обробки на мікроструктуру та коефіцієнт зношування зразків (А, М, К - аустеніт, мартенсит, карбіди вольфраму, відповідно) Температура постплазмової обробки, °C 850 950 1050 № варіанту 1 2 3 прототип 5 10 Тривалість витримки, год. 2,0 2,0 2,0 Мікроструктура покриття М+А+К М+К А+К А Мікротвердість, HV Коефіцієнт зносостійкості 1050-1130 1250-1360 720-800 550-600 1,25 1,37 1,20 1,0 Аналіз даних таблиці 1 показує, що максимальні значення мікротвердості і зносостійкості забезпечуються при обробці за варіантом № 2, коли температура витримки при постплазмовій обробці відповідає максимальній швидкості виділення карбідів вольфраму із аустеніту. При цьому формується структура з великою кількістю карбідів вольфраму та мартенситною матрицею. При температурах, менших або вищих за зазначену, карбіди виділяються в меншому обсязі, що стабілізує аустеніт і зменшує кількість мартенситу. Це призводить до зниження мікротвердості та зносостійкості покриття. Таблиця 2 Вплив тривалості витримки при постплазмовій температурі на мікротвердість та коефіцієнт зносостійкості № варіанту 1 2 3 прототип 15 20 Температура постплазмової обробки, °C 950 950 950 Тривалість витримки, год. Мікротвердість, HV Коефіцієнт зносостійкості 1,0 2,0 3,0 1160-1200 1250-1360 1200-1280 550-600 1,29 1,37 1,22 1,0 Аналіз даних таблиці 2 показує, що найбільш високі значення мікротвердості та зносостійкості покриття фіксуються в тому випадку, коли витримка при температурі нагріву відповідає часовому інтервалу завершення виділення карбідів вольфраму із аустеніту (тобто 2 год., варіант № 2). При меншій (більшій) витримці рівень властивостей знижується відносно рівня варіанта № 2. Враховуючи дані, наведені в таблицях, режим № 2 (температура нагріву 950 °C з витримкою в 2,0 год.) слід вважати оптимальним. Запропонований спосіб було апробовано для нанесення покриттів на поверхню чавунних виробів. Як підкладку використали чавун, що вміщує 2,7 % С, 15 % Сr, 2 % Мn. Обробку проводили за режимом, що є оптимальним для сталевих поверхонь (див. таб. 1 і 2). Параметри режиму та результати наведено в табл. 3. 25 Таблиця 3 Вплив постплазмової обробки на мікротвердість та коефіцієнт зносостійкості чавунних виробів № варіанту 1 2 3 прототип Температура постплазмової обробки, °C 950 950 950 Тривалість витримки, год. Мікротвердість, HV Коефіцієнт зносостійкості 1,0 2,0 3,0 1120-1180 1220-1310 1210-1260 550-600 1,28 1,31 1,23 1,0 3 UA 121043 U 5 10 15 Аналіз даних таблиці 3 показує, що найбільші показники мікротвердості та зносостійкості поверхневих шарів фіксуються у тому ж самому випадку, що і при сталевій підкладці. Це підтверджує, що спосіб комбінованої обробки з використанням плазмових імпульсів може бути успішно реалізовано і на чавунних виробах. Джерела, прийняті до уваги при складанні заявки: 1. Патент RU 2113538. МПК С23С14/56, С23С14/32, С23С14/48. Способ импульснопериодической ионной и плазменной обработки изделия и устройство для его осуществления /Рябчиков А.И., Дектярев С.В. 2. Погребняк А.Д. Импульсно-плазменная модификация свойств поверхности и нанесение покрытий /А.Д. Погребняк, Ю.Н. Тюрин //Успехи физического металловедения.-2003. - т. 4. - С. 1-66. 3. Патент України № 110071. 4. Коляда Ю.Е. Механизм формирования металлических наноструктур с использованием импульсного электротермического плазменного ускорителя /Ю.Е. Коляда, В.И. Федун, В.И. Тютюнников, Н.А. Савинков, А.Е. Капустин //Вопросы атомной науки и техники, сер. "Плазменная электроника и новые методы ускорения". -2013. - № 4 (86). -С. 297-300. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб комбінованої обробки металевих поверхонь, який включає в себе імпульсно-плазмову обробку (ІПО), яку проводять з використанням анода із сплаву, що вміщує в структурі карбідну або боридну евтектику та має температуру плавлення не вище 1400 °C, який відрізняється тим, що після ІПО проводять додаткову постплазмову термічну обробку, що включає в себе нагрів до температури максимальної швидкості виділення зміцнювальних фаз з аустеніту та витримку, необхідну для завершення цього процесу. Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 4/10, C23C 4/134, C23C 4/00
Мітки: поверхонь, комбінованої, спосіб, обробки, металевих
Код посилання
<a href="https://ua.patents.su/6-121043-sposib-kombinovano-obrobki-metalevikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованої обробки металевих поверхонь</a>
Спосіб комбінованої обробки поверхонь тертя

Номер патенту: 74723
Опубліковано: 12.11.2012
Автори: Кропівна Альона Володимирівна, Шепеленко Ігор Віталійович, Черновол Михайло Іванович, Чернявський Олександр Васильович, Посвятенко Едуард Карпович
МПК: C23C 26/00
Мітки: комбінованої, поверхонь, спосіб, тертя, обробки
Формула / Реферат:
Спосіб комбінованої обробки поверхонь тертя, який передбачає попередню механічну обробку, нанесення регулярного мікрорельєфу та його заповнення антифрикційним матеріалом, який відрізняється тим, що всі операції виконуються за один прохід інструмента.
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Гайдідей Ольга Владіславівна, Плошенко Іван Григорович, Панасюк Олександр Григорович, Митрохін Олександр Анатолійович, Ранський Анатолій Петрович
МПК: C23C 22/02
Мітки: машин, обробки, металевих, деталей, механізмів, поверхонь, спосіб, фінішної
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Спосіб комбінованої обробки поверхонь деталей
Номер патенту: 18482
Опубліковано: 15.11.2006
Автори: Киричок Петро Олексійович, Олійник Володимир Григорович, Хмілярчук Ольга Іларіонівна
МПК: B24B 39/00
Мітки: обробки, комбінованої, деталей, спосіб, поверхонь
Формула / Реферат:
Спосіб комбінованої обробки поверхонь деталей шляхом виконання випереджаючого пластичного деформування з наступною обробкою різанням, який відрізняється тим, що на поверхні деталі утворюють частково-регулярний мікрорельєф чотирикутного або шестикутного типу з відносною глибиною введення алмазу в оброблювану поверхню, що дорівнює 0,0025-0,007 мм, з наступною обробкою торцем чашоподібного алмазно-абразивного інструмента, вісь обертання...
Спосіб комбінованої післязварювальної обробки зварних з’єднань металевих виробів

Номер патенту: 80445
Опубліковано: 27.05.2013
Автори: Гайворонський Олександр Анатолійович, Юрлов Борис Володимирович, Демченко Юрій Володимирович, Лащенко Георгій Іванович, Позняков Валерій Дмитрович
МПК: B23K 9/16
Мітки: комбінованої, післязварювальної, виробів, спосіб, металевих, обробки, з'єднань, зварних
Формула / Реферат:
Спосіб комбінованої післязварювальної обробки зварних з'єднань металевих виробів, який відрізняється тим, що ділянку переходу від шва до основного металу спочатку локально оплавляють концентрованим джерелом тепла при щільності його потужності Вт/см2, а після охолодження до вибраної температури в діапазоні 0,7 Тпл – 0,02 Тпл (де Тпл - температура плавлення зварюваного...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Хом'як Йосип Васильович, Пістун Ігор Павлович, Березовецький Андрій Петрович
МПК: B21D 26/06
Мітки: машин, спосіб, металевих, поверхонь, обробки, деталей
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Попередній патент: Корпус плуга
Наступний патент: Розсадні брикети із соломо-торф’яної суміші підвищеної міцності
Випадковий патент: Система і спосіб керування даними для інтерактивного цифрового кіно