Спосіб термічної правки обв’язування верхнього піввагона
Номер патенту: 122862
Опубліковано: 25.01.2018
Автори: Логвіненко Олександр Анатолійович, Фомін Олексій Вікторович, Фоміна Анна Миколаївна, Бурлуцький Олексій Вікторович, Горбунов Микола Іванович

Формула / Реферат
Спосіб термічної правки обв'язування верхнього піввагона, який полягає у тому, що виправлення вертикального прогину виконується механічним способом за допомогою правки, який відрізняється тим, що термічна (місцеве нагрівання) правка здійснюється за рахунок короткочасного нагрівання трикутників ("клинів"), причому прогрівають бокові (вертикальні) стінки профілю у відповідних зовнішніх місцях.
Текст
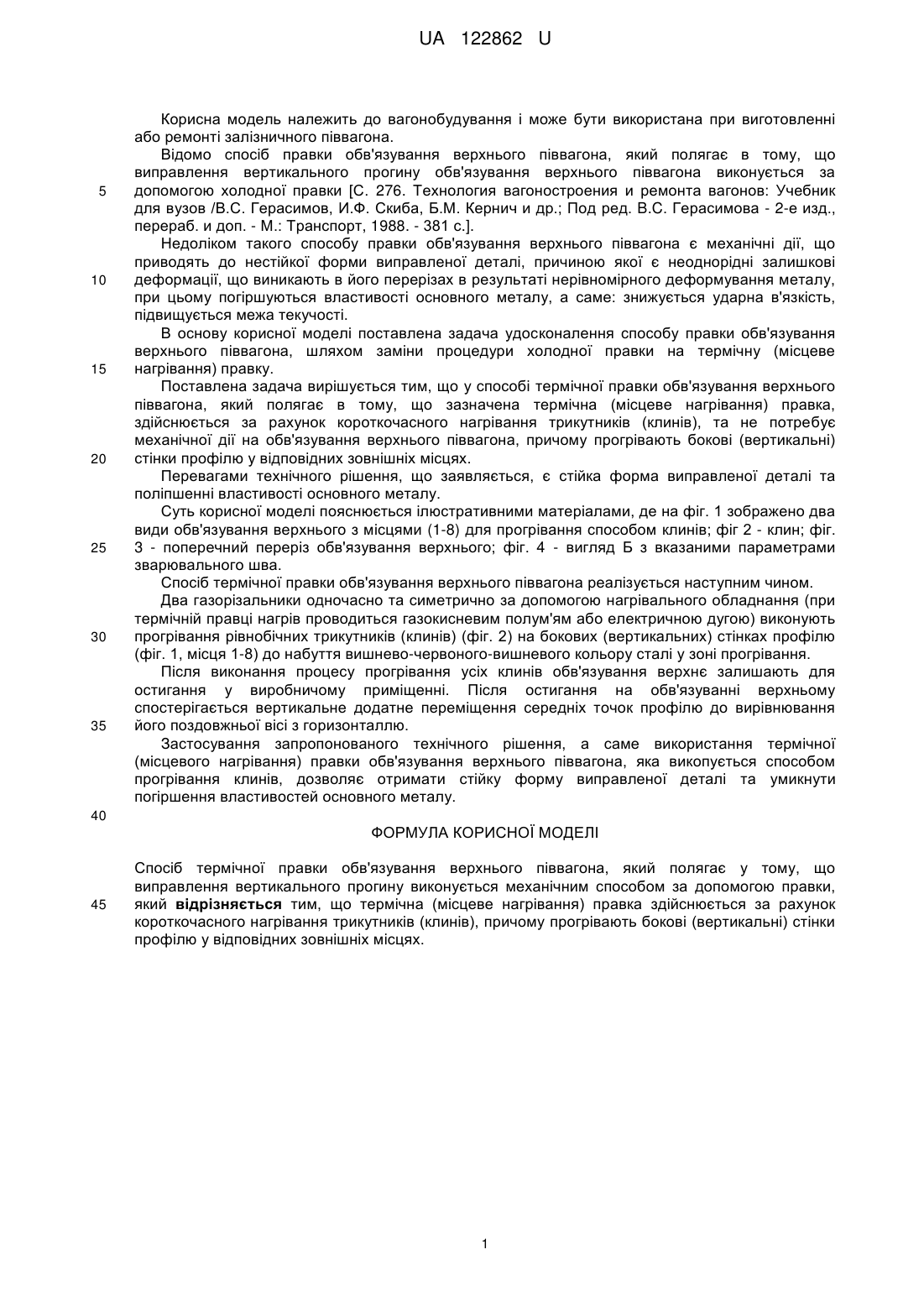
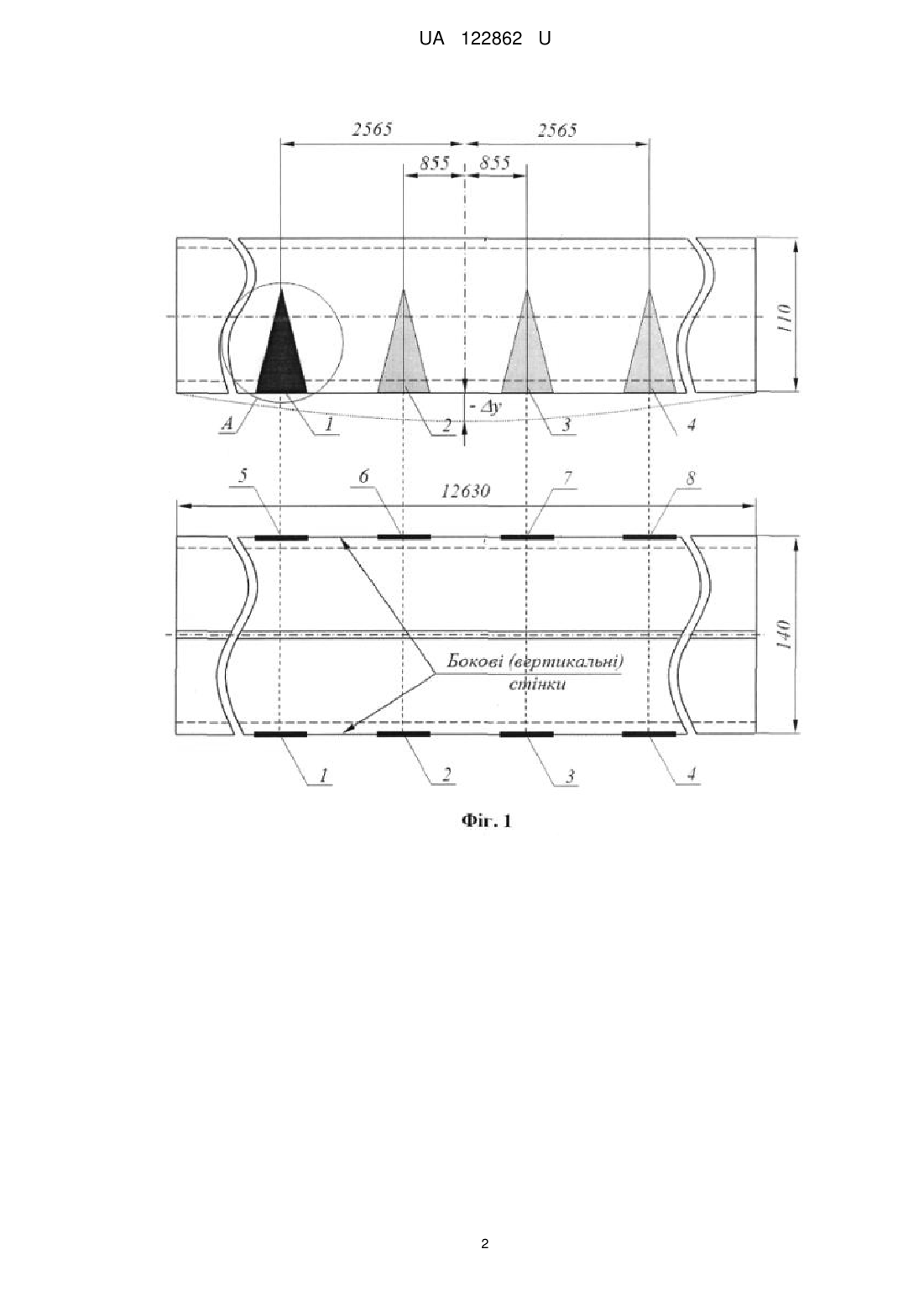
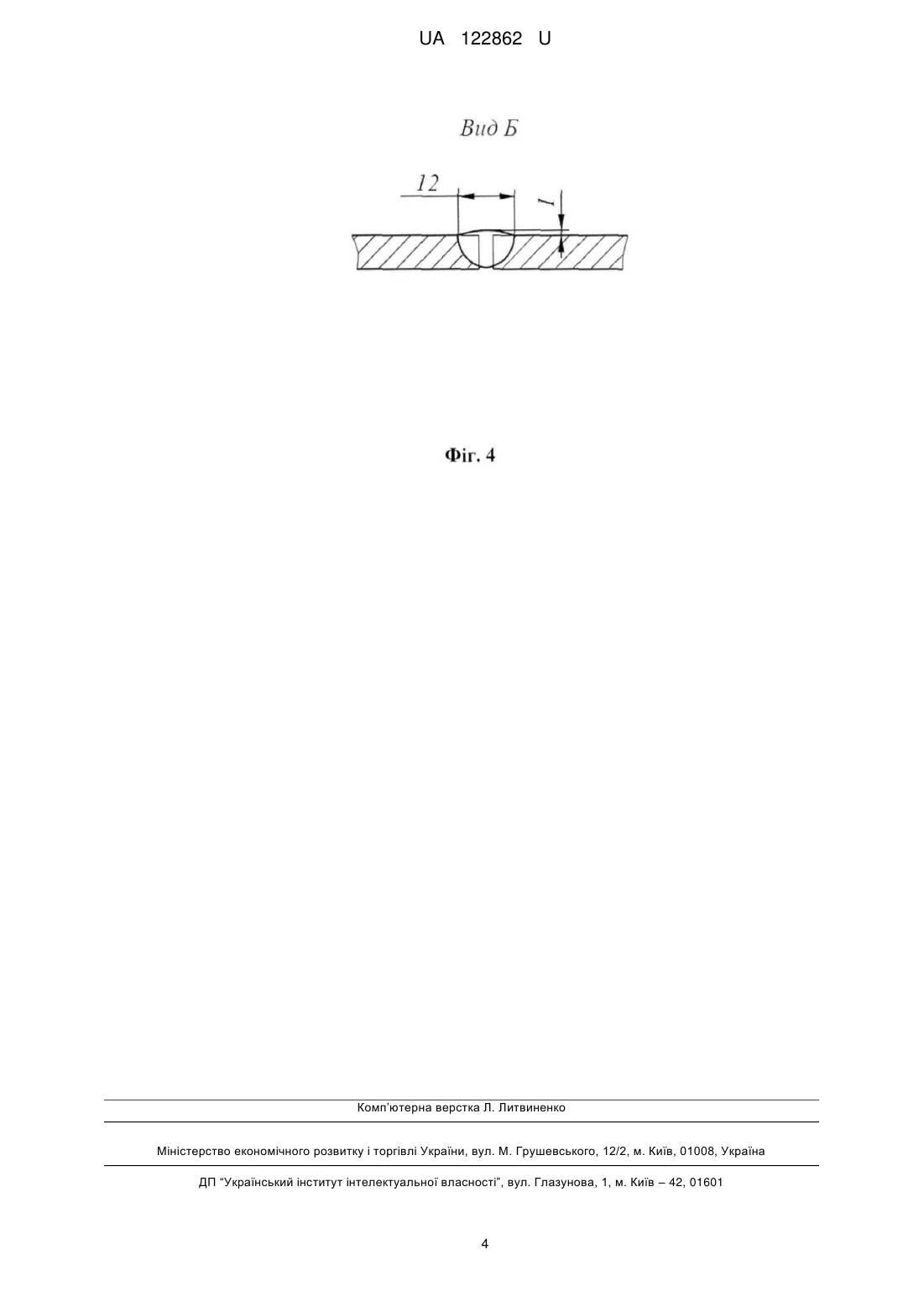
Реферат: Спосіб термічної правки обв'язування верхнього піввагона полягає у тому, що виправлення вертикального прогину виконується механічним способом за допомогою правки. Термічна (місцеве нагрівання) правка здійснюється за рахунок короткочасного нагрівання трикутників (клинів), причому прогрівають бокові (вертикальні) стінки профілю у відповідних зовнішніх місцях. UA 122862 U (12) UA 122862 U UA 122862 U 5 10 15 20 25 30 35 Корисна модель належить до вагонобудування і може бути використана при виготовленні або ремонті залізничного піввагона. Відомо спосіб правки обв'язування верхнього піввагона, який полягає в тому, що виправлення вертикального прогину обв'язування верхнього піввагона виконується за допомогою холодної правки [С. 276. Технология вагоностроения и ремонта вагонов: Учебник для вузов /В.С. Герасимов, И.Ф. Скиба, Б.М. Кернич и др.; Под ред. B.C. Герасимова - 2-е изд., перераб. и доп. - М.: Транспорт, 1988. - 381 с.]. Недоліком такого способу правки обв'язування верхнього піввагона є механічні дії, що приводять до нестійкої форми виправленої деталі, причиною якої є неоднорідні залишкові деформації, що виникають в його перерізах в результаті нерівномірного деформування металу, при цьому погіршуються властивості основного металу, а саме: знижується ударна в'язкість, підвищується межа текучості. В основу корисної моделі поставлена задача удосконалення способу правки обв'язування верхнього піввагона, шляхом заміни процедури холодної правки на термічну (місцеве нагрівання) правку. Поставлена задача вирішується тим, що у способі термічної правки обв'язування верхнього піввагона, який полягає в тому, що зазначена термічна (місцеве нагрівання) правка, здійснюється за рахунок короткочасного нагрівання трикутників (клинів), та не потребує механічної дії на обв'язування верхнього піввагона, причому прогрівають бокові (вертикальні) стінки профілю у відповідних зовнішніх місцях. Перевагами технічного рішення, що заявляється, є стійка форма виправленої деталі та поліпшенні властивості основного металу. Суть корисної моделі пояснюється ілюстративними матеріалами, де на фіг. 1 зображено два види обв'язування верхнього з місцями (1-8) для прогрівання способом клинів; фіг 2 - клин; фіг. 3 - поперечний переріз обв'язування верхнього; фіг. 4 - вигляд Б з вказаними параметрами зварювального шва. Спосіб термічної правки обв'язування верхнього піввагона реалізується наступним чином. Два газорізальники одночасно та симетрично за допомогою нагрівального обладнання (при термічній правці нагрів проводиться газокисневим полум'ям або електричною дугою) виконують прогрівання рівнобічних трикутників (клинів) (фіг. 2) на бокових (вертикальних) стінках профілю (фіг. 1, місця 1-8) до набуття вишнево-червоного-вишневого кольору сталі у зоні прогрівання. Після виконання процесу прогрівання усіх клинів обв'язування верхнє залишають для остигання у виробничому приміщенні. Після остигання на обв'язуванні верхньому спостерігається вертикальне додатне переміщення середніх точок профілю до вирівнювання його поздовжньої вісі з горизонталлю. Застосування запропонованого технічного рішення, а саме використання термічної (місцевого нагрівання) правки обв'язування верхнього піввагона, яка викопується способом прогрівання клинів, дозволяє отримати стійку форму виправленої деталі та умикнути погіршення властивостей основного металу. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб термічної правки обв'язування верхнього піввагона, який полягає у тому, що виправлення вертикального прогину виконується механічним способом за допомогою правки, який відрізняється тим, що термічна (місцеве нагрівання) правка здійснюється за рахунок короткочасного нагрівання трикутників (клинів), причому прогрівають бокові (вертикальні) стінки профілю у відповідних зовнішніх місцях. 1 UA 122862 U 2 UA 122862 U 3 UA 122862 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: піввагона, обв'язування, правки, верхнього, спосіб, термічної
Код посилання
<a href="https://ua.patents.su/6-122862-sposib-termichno-pravki-obvyazuvannya-verkhnogo-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної правки обв’язування верхнього піввагона</a>
Спосіб термічної правки балки хребтової піввагона

Номер патенту: 118285
Опубліковано: 25.07.2017
Автори: Логвіненко Олександр Анатолійович, Бурлуцький Олексій Вікторович, Фомін Олексій Вікторович
Мітки: спосіб, правки, піввагона, хребтової, термічної, балки
Формула / Реферат:
Спосіб термічної правки балки хребтової піввагона, який відрізняється тим, що нагрівання трикутників ("клинів") на зетових профілях відбувається без механічної дії на конструкцію, причому прогрівають відповідні зовнішні частини нижньої горизонтальної полиці, скруглення та вертикальної стійки зетових профілів.
Спосіб виготовлення кришки люка піввагона
Номер патенту: 115541
Опубліковано: 25.04.2017
Автори: Дьомін Ростислав Юрійович, Кара Сергій Віталійович, Ноженко Олена Сергіївна, Горбунов Микола Іванович, Фомін Олексій Вікторович, Мостович Анатолій Валентинович, Анофрієв Андрій Дальвинович
МПК: B61D 17/00
Мітки: люка, піввагона, виготовлення, кришки, спосіб
Формула / Реферат:
1. Спосіб виготовлення кришки люка напіввагона, який полягає в тому, що кришка збирається з гофрованого полотна, до якого приварюють обв'язку, закріплюють запірні кронштейни та петлі, який відрізняється тим, що обв'язку формують з одного елемента профілю шляхом згинання по контуру та по одній з діагоналей гофрованого полотна.2. Спосіб виготовлення кришки люка напіввагона за п. 1, який відрізняється тим, що обв'язку формують з одного...
Спосіб визначення моменту для здійснення правки круга
Номер патенту: 30979
Опубліковано: 25.03.2008
Автори: Лавріненко Валерій Іванович, Смоквина Володимир Віталійович, Бровченко Анатолій Михайлович
МПК: B24B 53/00
Мітки: правки, визначення, спосіб, моменту, здійснення, круга
Формула / Реферат:
Спосіб визначення моменту для здійснення правки круга, згідно з яким використовують інформаційний показник щодо протікання процесу шліфування, який відрізняється тим, що момент правки визначають по коефіцієнту формозміни, який знаходиться в межах 1,0-1,25.
Спосіб зниження механічного зношення кришки люка піввагона
Номер патенту: 117537
Опубліковано: 26.06.2017
Автори: Мостович Анатолій Валентинович, Анофрієв Андрій Дальвинович, Фомін Володимир Вікторович, Кара Сергій Віталійович, Коваленко В'ячеслав Валерійович, Горбунов Микола Іванович
МПК: B61D 17/00
Мітки: піввагона, зношення, спосіб, люка, кришки, зниження, механічного
Формула / Реферат:
Спосіб зниження механічного зношення кришки люка піввагона, який відрізняється тим, що на полотно закріплюються панелі для затримки вантажу при зсипанні.
Спосіб комбінованої періодичної правки

Номер патенту: 12035
Опубліковано: 16.01.2006
Автори: Бровченко Анатолій Михайлович, Смоквина Володимир Віталійович, Головатий Сергій Сергійович, Пономаренко Ірина Пилипівна
МПК: B24B 1/00
Мітки: правки, комбінованої, періодичної, спосіб
Формула / Реферат:
Спосіб комбінованої періодичної правки алмазних кругів на металевих зв'язках, який відрізняється тим, що при здійсненні правки струмом зворотної полярності в зону обробки вприскується графітовмісний електроліт з абразивною складовою.
Попередній патент: Пристрій для очистки трубопроводів від твердих відкладень
Наступний патент: Спосіб виробництва кексів “еко” із пластівців спельти
Випадковий патент: Контактний апарат для обробки рідин газами