Спосіб термічної правки балки хребтової піввагона
Номер патенту: 118285
Опубліковано: 25.07.2017
Автори: Бурлуцький Олексій Вікторович, Фомін Олексій Вікторович, Логвіненко Олександр Анатолійович




Формула / Реферат
Спосіб термічної правки балки хребтової піввагона, який відрізняється тим, що нагрівання трикутників ("клинів") на зетових профілях відбувається без механічної дії на конструкцію, причому прогрівають відповідні зовнішні частини нижньої горизонтальної полиці, скруглення та вертикальної стійки зетових профілів.
Текст
Реферат: Спосіб термічної правки балки хребтової піввагона, при якому нагрівання трикутників ("клинів") на зетових профілях відбувається без механічної дії на конструкцію, причому прогрівають відповідні зовнішні частини нижньої горизонтальної полиці, скруглення та вертикальної стійки зетових профілів. UA 118285 U (12) UA 118285 U UA 118285 U 5 10 15 20 25 30 35 Корисна модель належить до вагонобудування і може бути використана при виготовленні або ремонті залізничного піввагона. Відомо спосіб термічної правки балки хребтової піввагона, який полягає в тому, що виправлення вертикального прогину балки хребтової піввагона виконується за допомогою холодної правки [С.276 Технология вагоностроения и ремонта вагонов; Учебник для вузов /B.C. Герасимов, И.Ф. Скиба, Б.М. Керич и др.; Под ред. B.C. Герасимова - 2-е изд., перераб. и под. М.: Транспорт, 1988. 381с]. Недоліком такого способу термічної правки балки хребтової піввагона є нестійка форма виправленої деталі, причиною якої є неоднорідні залишкові деформації, що виникають в її перерізах в результаті нерівномірного деформування металу, при цьому погіршуються властивості основного металу, а саме: знижується ударна в'язкість, підвищується межа текучості. В основу корисної моделі поставлена задача удосконалення способу термічної правки балки хребтової піввагона шляхом заміни процедури холодної правки на термічну (теплову) правку. Поставлена задача вирішується тим, що у способі термічної правки балки хребтової піввагона, який полягає в тому, що зазначена правка здійснюється за рахунок короткочасного нагрівання трикутників ("клинів") на зетових профілях без механічної дії на конструкцію, згідно з корисною моделлю, прогріваються відповідні зовнішні частини нижньої горизонтальної полиці, скруглення та вертикальної стійки зетових профілів. Перевагами технічного рішення, що заявляється, є стійка форма виправленої деталі та поліпшенні властивості основного металу. Суть корисної моделі доповнюється ілюстративним матеріалом, де на фіг. 1 зображено балку хребтову з місцями (1-4) для прогрівання методом "клинів"; фіг. 2 - "клин"; фіг. 3 поперечний переріз балки хребтової з зазначенням нижньої горизонтальної полиці, скруглення та вертикальної стійки зетових профілів. Спосіб термічної правки балки хребтової піввагона реалізується наступним чином. Два газорізальники одночасно та симетрично за допомогою нагрівального обладнання (при термічній правці нагрів проводиться газокисневим полум'ям або електричною дугою) виконують прогрівання рівнобічних трикутників ("клинів") (фіг. 2) на зетових профілях (фіг. 1, місця 1-4), до набуття вишнево-червоного - вишневого кольору сталі у зоні прогріву, тобто прогрівають відповідні зовнішні частини нижньої горизонтальної полиці, скруглення та вертикальної стійки зетових профілів (фіг. 3). Після виконання процесу прогрівання усіх клинів балку хребтову залишають для остигання у виробничому приміщенні. Після остигання на балці спостерігається вертикальне додатне переміщення середніх точок балки до вирівнювання її поздовжньої вісі з горизонталлю, або навіть вертикальний вигин угору (допускається технічною документацією до 10 мм). Застосування запропонованого технічного рішення, а саме використання термічної правки балки хребтової піввагона, яка основана на способі прогрівання "клинів", дозволить отримати стійку форму виправленої деталі та уникнути погіршення властивостей основного металу. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб термічної правки балки хребтової піввагона, який відрізняється тим, що нагрівання трикутників ("клинів") на зетових профілях відбувається без механічної дії на конструкцію, причому прогрівають відповідні зовнішні частини нижньої горизонтальної полиці, скруглення та вертикальної стійки зетових профілів. 1 UA 118285 U Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: термічної, правки, балки, спосіб, хребтової, піввагона
Код посилання
<a href="https://ua.patents.su/4-118285-sposib-termichno-pravki-balki-khrebtovo-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної правки балки хребтової піввагона</a>
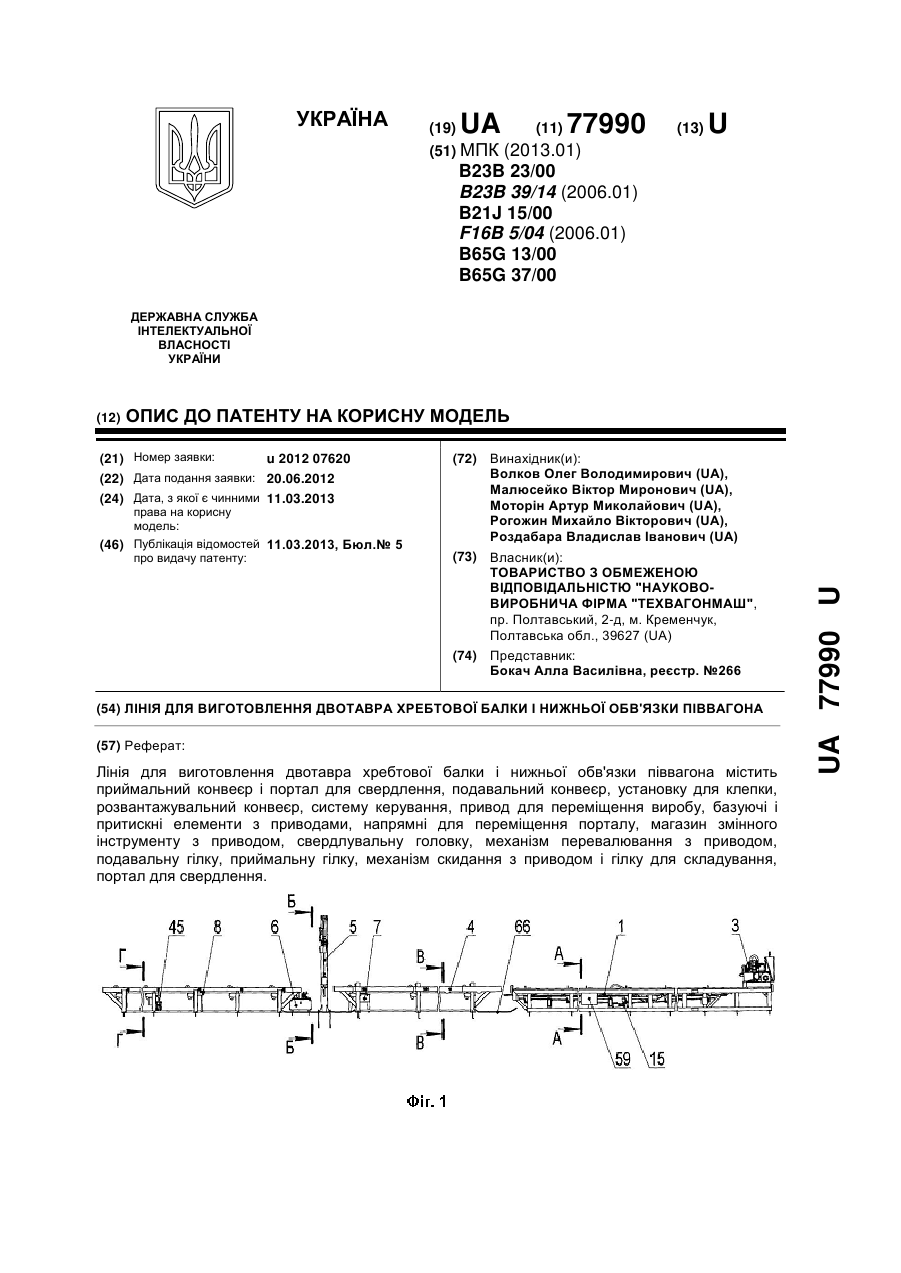
Лінія для виготовлення двотавра хребтової балки і нижньої обв’язки піввагона
Номер патенту: 77990
Опубліковано: 11.03.2013
Автори: Моторін Артур Миколайович, Волков Олег Володимирович, Рогожин Михайло Вікторович, Роздабара Владислав Іванович, Малюсейко Віктор Миронович
МПК: B65G 13/00, B23B 39/14, B21J 15/00, F16B 5/04, B23B 23/00, B65G 37/00
Мітки: виготовлення, нижньої, обв'язки, піввагона, двотавра, хребтової, лінія, балки
Формула / Реферат:
1. Лінія для виготовлення двотавра хребтової балки і нижньої обв'язки піввагона, що складається зі встановлених в технологічній послідовності стенда для свердлення, виконаного з приймальним конвеєром і порталом для свердлення, подавального конвеєра, установки для клепки, розвантажувального конвеєра і системи керування, згаданий стенд для свердлення виконаний з основою рамної конструкції, на якій змонтовані приймальний конвеєр з приводом для...
Спосіб модернізації упора переднього розетки хребтової балки, залізничного транспортного засобу

Номер патенту: 67254
Опубліковано: 10.02.2012
Автори: Савін Олексій Анатолійович, Антіпенко Юхим Ігоревич, Максимов Сергій Павлович
МПК: F28F 9/00
Мітки: упора, транспортного, балки, хребтової, модернізації, переднього, залізничного, спосіб, засобу, розетки
Формула / Реферат:
Спосіб модернізації розетки упора переднього хребтової балки залізничного транспортного засобу, який характеризується тим, що модернізацію проводять шляхом зміни конструкції упора переднього в такій послідовності: спочатку роблять демонтаж головки автозчепу, потім виконують вирізування верхньої частини розетки упора переднього хребтової балки на глибину - Н, після чого проводять установлення горизонтальної плескатої вставки, а також...
Стінка проміжної поперечної балки піввагона

Номер патенту: 50891
Опубліковано: 25.06.2010
Автори: Пасько Володимир Володимирович, Кучер Валерій Никифорович, Жовтобрюх Григорій Дем'янович
МПК: B61D 17/00
Мітки: балки, піввагона, проміжної, поперечної, стінка
Формула / Реферат:
1. Стінка проміжної поперечної балки піввагона, що включає вертикальний лист, посилений вузьким нижнім поясом, та компенсаційну накладку, призначену для з'єднання балки з рамою піввагона, яка відрізняється тим, що вертикальний лист та посилюючий його вузький нижній пояс виготовлені суцільно у вигляді однієї штампованої або прокатної деталі, остання являє собою відігнуту в горизонтальну полицю нижню частину вертикального листа, при цьому...
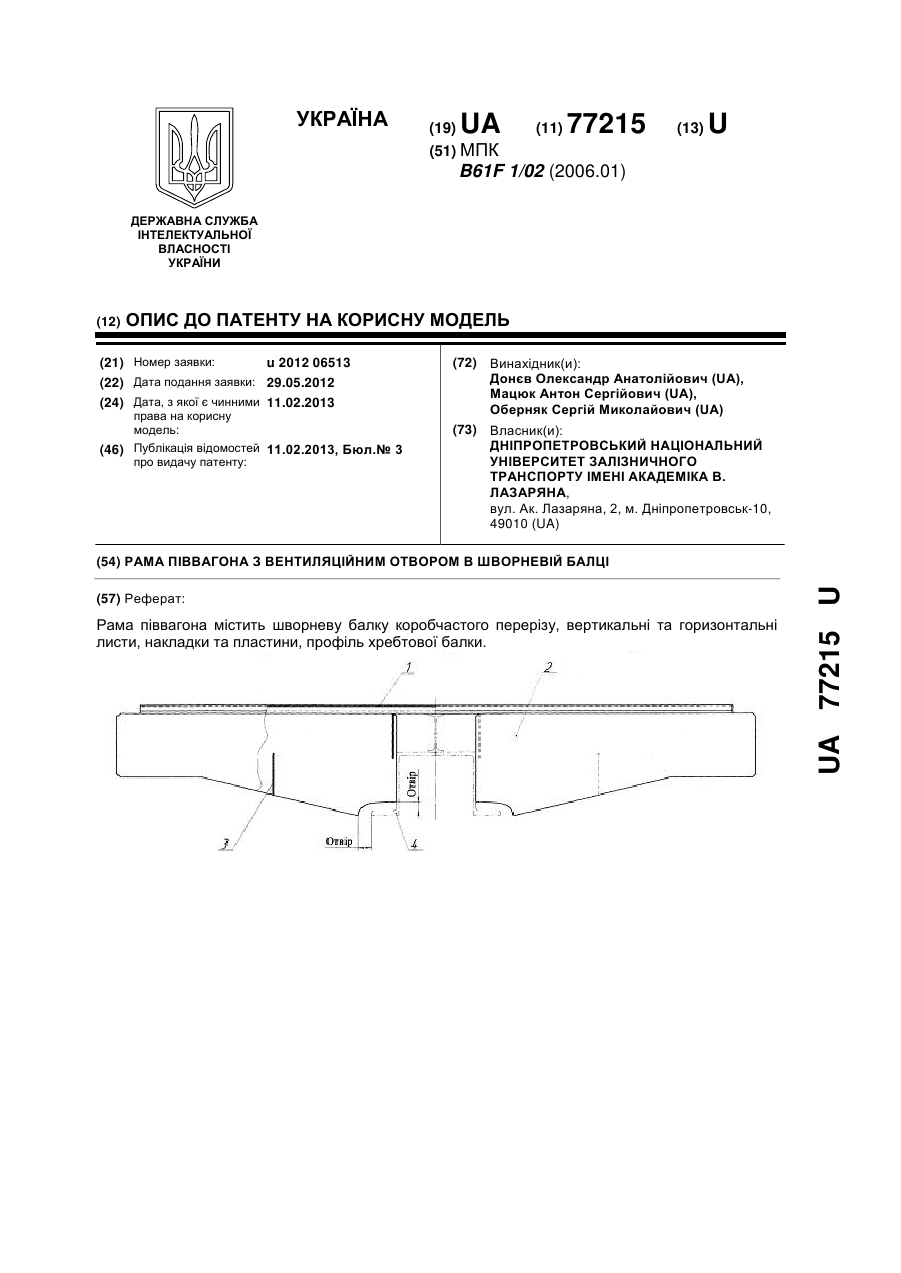
Рама піввагона з вентиляційним отвором в шворневій балці
Номер патенту: 77215
Опубліковано: 11.02.2013
Автори: Оберняк Сергій Миколайович, Мацюк Антон Сергійович, Донєв Олександр Анатолійович
МПК: B61F 1/02
Мітки: отвором, шворневий, вентиляційним, балці, рама, піввагона
Формула / Реферат:
Рама піввагона, що містить шворневу балку коробчастого перерізу, яка складається з чотирьох вертикальних, двох горизонтальних листів, жорстко з'єднаних між собою двома накладками та пластинами, розташованими між вертикальними листами, та п'ятника, прикріпленого до шворневої балки, яка відрізняється тим, що шворнева балка має отвір в вертикальних листах в районі нижньої полички та вертикальної стінки Z-подібного профілю хребтової балки.
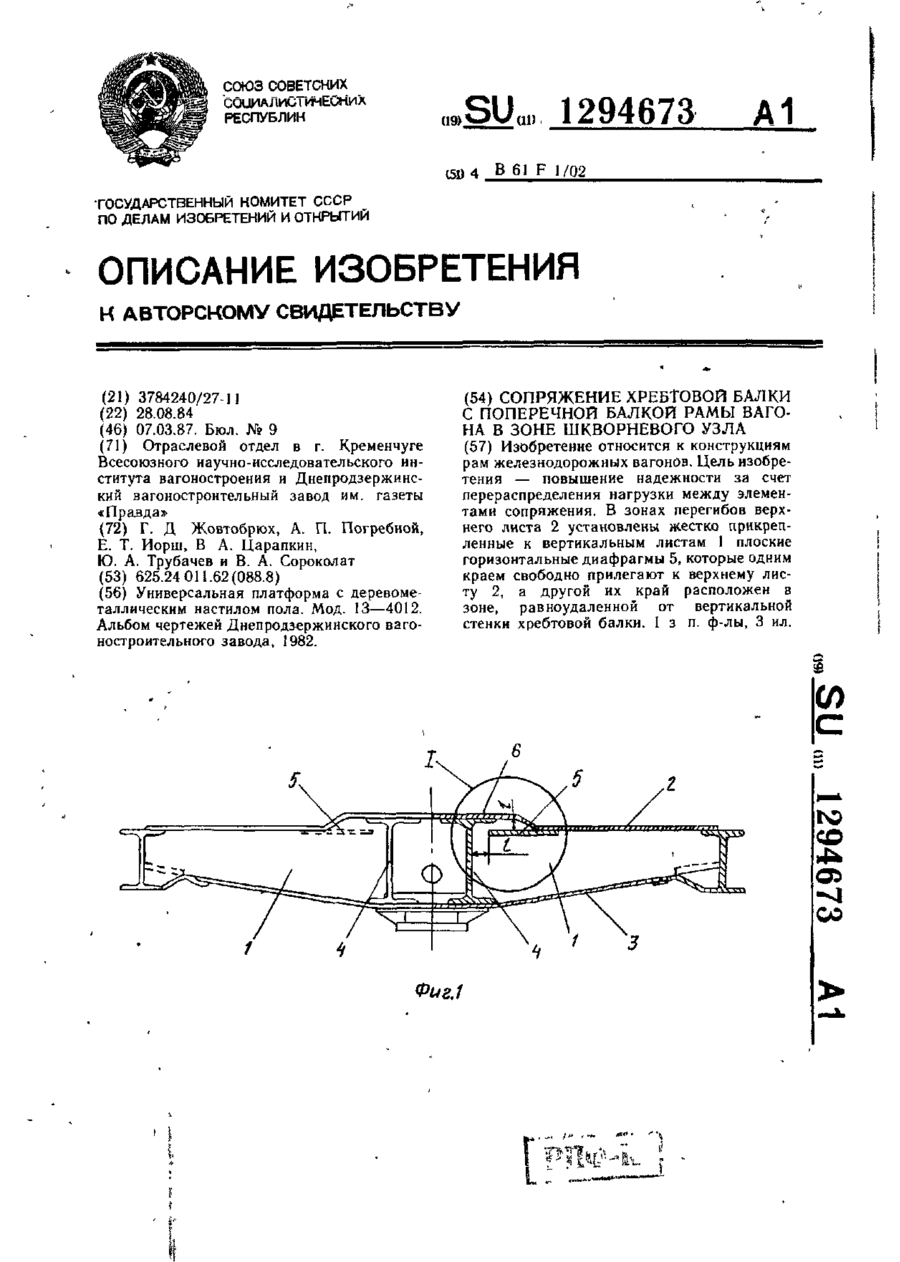
Сполучення хребтової балки з поперечною балкою рами вагону в зоні шворневого вузла
Номер патенту: 6291
Опубліковано: 29.12.1994
Автори: Іорш Євсей Танович, Сороколат Віктор Олексієвич, Погребной Анатолій Павлович, Жовтобрюх Григорій Дем'янович, Царапкін Вадим Олександрович, Трубачев Юрій Олексієвич
МПК: B61F 1/00
Мітки: зони, сполучення, шворневого, хребтової, рами, вагону, вузла, балки, балкою, поперечною
Формула / Реферат:
1. Сопряжение хребтовой балки с поперечной балкой рамы вагона в зоне шкворневого узла, содержащее жесткое соединение хребтовой балки с вертикальными нижним и верхним с перегибами листами поперечной балки рамы вагона, отличающееся тем, что, с целью повышения надежности за счет перераспределения нагрузки между элементами сопряжения, оно снабжено, жестко прикрепленными к вертикальным листам поперечной балки рамы вагона в местах перегибов ее...
Попередній патент: Перетворювач лінійної швидкості
Наступний патент: Спосіб післядоїльної обробки сосків вимені великої рогатої худоби
Випадковий патент: Фарба