Пристрій для створення високого тиску і температури
Номер патенту: 14685
Опубліковано: 16.07.2001
Автори: Боримський Олександр Іванович, Нагорний Петро Арсенійович

Формула / Реферат
1. Устройство для создания высокого давления и температуры, содержащее две соосно расположенные и установленные в стальных кольцах матрицы, на обращенных друг к другу поверхностях которых выполнены центральные углубления для размещения контейнера из тепло- и электроизоляционного материала с осевым отверстием для заполнения обрабатываемым веществом и встречно расположенные кольцевые выточки, концентричные относительно центральных углублений, отличающееся тем, что объем кольцевых выточек составляет 0,05-0,20 объема центральных углублений.
2. Устройство по п. 1, отличающееся тем, что выточки образованы двумя коническими поверхностями.
3. Устройство по п. 1, отличающееся тем, что диаметр, относящийся к точке максимальной глубины наименее удаленной от центрального углубления выточки, составляет 1,20-1,40 диаметра центрального углубления, а аналогичный диаметр каждой последующей выточки возрастает в 1,05-1,40 раза по сравнению с предыдущей.
4. Устройство по п. 1, отличающееся тем, что объем каждой последующей выточки составляет 0,50-0,60 объема предыдущей.
5. Устройство по пп. 1-4, отличающееся тем, что оно содержит две кольцевые выточки.
Текст
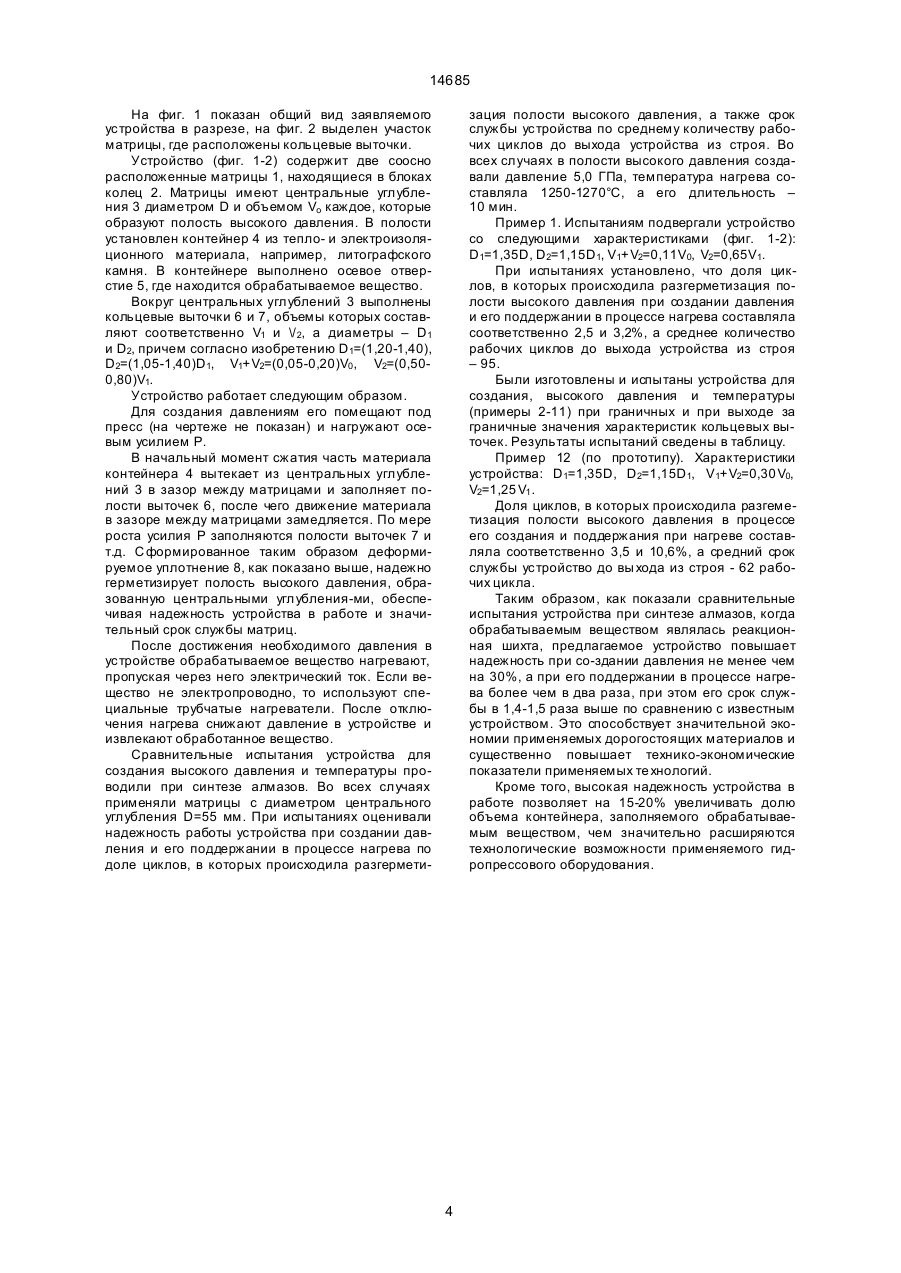
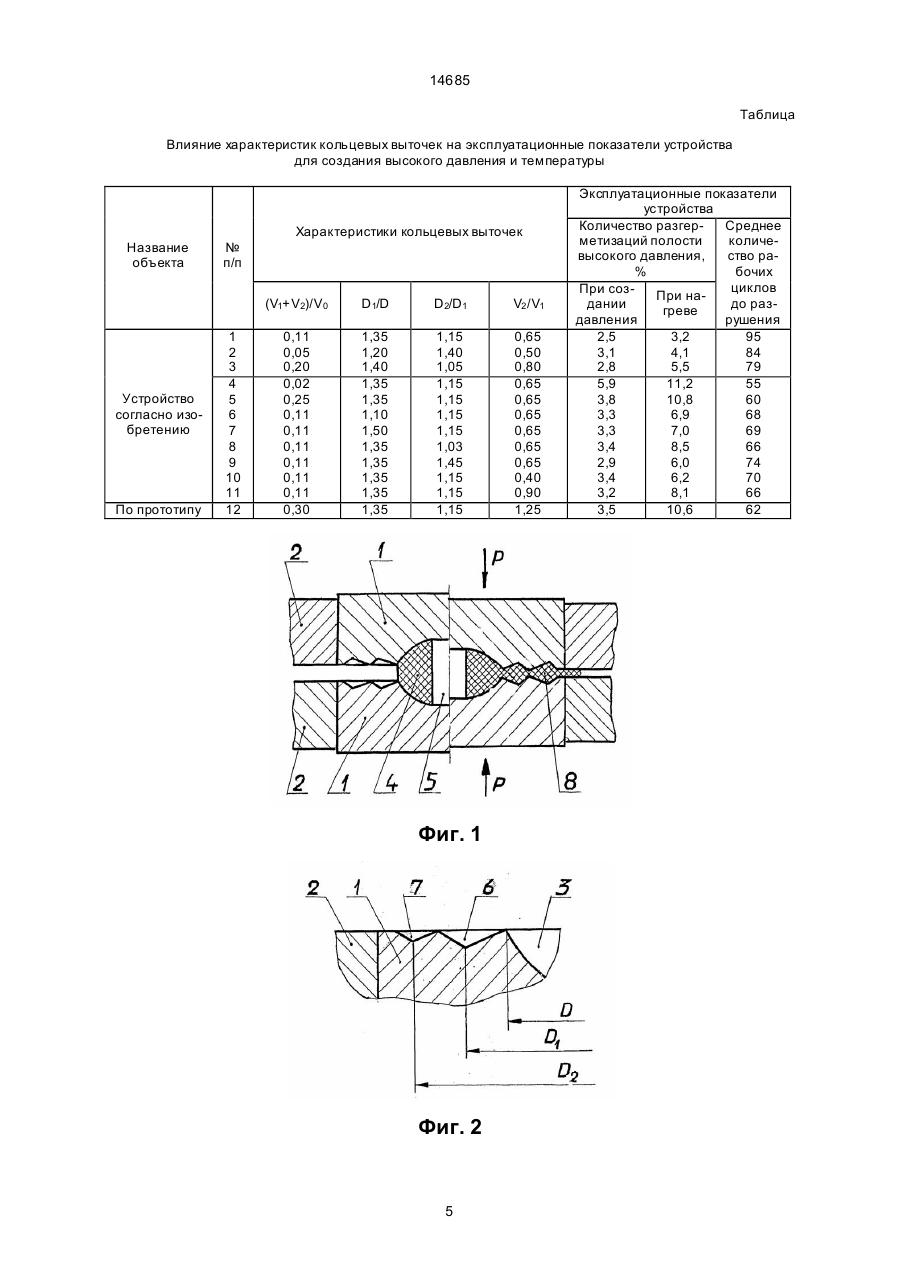
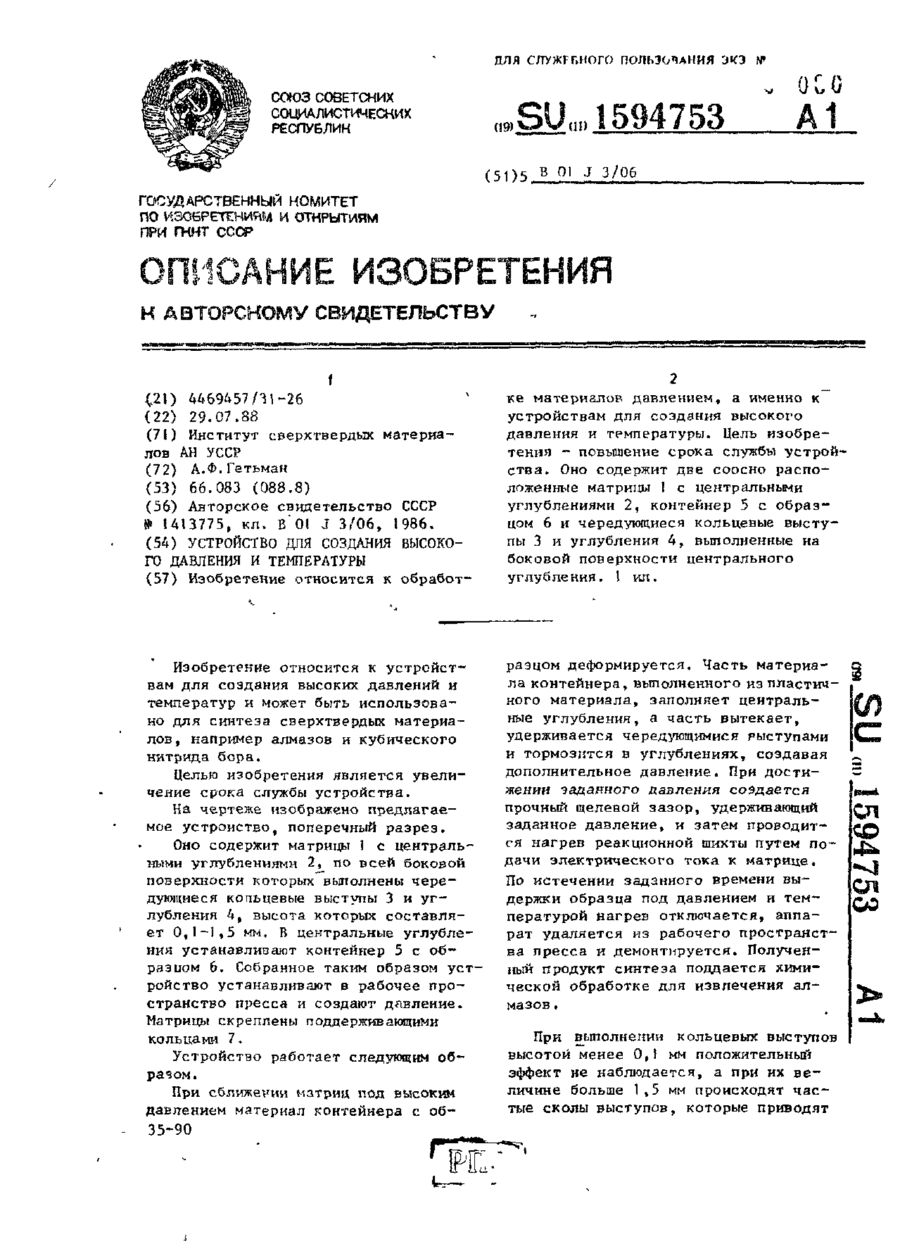
1. Устройство для создания высокого давления и температуры, содержащее две соосно расположенные и установленные в стальных кольцах матрицы, на обращенных друг к другу поверхностях которых выполнены центральные углубления для размещения контейнера из тепло- и электроизоляционного материала с осевым отверстием 14685 положением относительно центральных углубление не дают возможности обеспечить равномерное распределение давления в ДУ, что снижает надежность работы устройства при нагреве, приводя к достаточно частым сколам как кромок центрального углубления, так и выточек, снижающим ресурс устройства, что является его недостатком. Наиболее близким по технической сущности к изобретению является устройство для создания высокого давления и температуры, содержащее две соосно расположенные и установленные в стальных кольцах матрицы, на обращенных друг к другу поверхностях которых выполнены центральные углубления для размещения контейнера из тепло- и электроизоляционного материала с осевым отверстием для заполнения обрабатываемым веществом и встречно расположенные кольцевые выточки, концентричные относительно центральных углублений, причем выточек выполняется большое количество, а их объем по мере удаления от центральных углублений возрастает [3]. Указанное устройство обеспечивает равномерное снижение давления в направлении от центральных углублений к периферии за счет увеличивающегося объема кольцевых выточек. Но при этом радиальные градиенты давления в ДУ очень велики, поэтому указанное устройство, имея достаточно высокую надежность при создании давления, значительно ухудшает этот показатель при нагреве, когда уменьшается коэффициент вн утреннего трения материала ДУ. Кроме того, во всех применяемых на практике устройствах такого типа суммарный объем кольцевых выточек составляет не менее 0,30-0,40 объема центральных углублений, что заметно ослабляет тело матрицы, создает локальные экстремумы напряжений в ней, значительно ухудшая общее напряжение состояние матрицы. Последнее приводит к зарождению в матрице трещин и значительному снижению ее срока службы, которое определяется как количество рабочих циклов устройства до разрушения матриц. Низкая надежность работы устройства при нагреве в сочетании с малым сроком службы являются недостатком указанного устройства, существенно снижающим его технико-экономические показатели и эффективность применения сложного и дорогого технологического оборудования. В основу изобретения поставлена задача такого совершенствования конструкции устройства для создания высокого давления и температуры, при котором за счет выбора заявляемых размеров и геометрии выточек обеспечивается схема наиболее равномерного всестороннего обжатия матрицы в процессе создания и поддержания давления, уменьшение уровня и более равномерное изменение радиальной составляющей напряжений в ДУ при нагреве, снижение локальных напряжений в матрице и, как следствие, повышение надежности и срока службы устройства, а также расширение технологических возможностей применяемого оборудования, так как на оборудовании той же мощности представляется возможным использовать контейнеры со значительно большим полезным объемом, занимаемым обрабатываемым материалом. Эта задача решается тем, что в устройстве для создания высокого давления и температуры, содержащем две соосно расположенные и установленные в стальные кольца матрицы, на обращенных друг к другу поверхностях которых выполнены центральные углубления для размещения контейнера из тепло- и электроизоляционного, материала с осевым отверстиями заполнения обрабатываемым веществом и кольцевые выточки, концентричные относительно центральных углублений, согласно изобретению объем кольцевых выточек составляет 0,05-0,20 объема центральных углублений. Указанные выточки могут быть образованы двумя коническими поверхностями. Наиболее предпочтительным является такое расположение выточек на поверхности матрицы, когда диаметр наименее удаленной от центрального углубления выточек, относящийся к точке максимальной ее глубины, составляет 1,201,40 диаметра центрального углубления, а аналогичный диаметр каждой последующей выточки возрастает в 1,05-1,40 раз по сравнению с предыдущей. Оптимальным является также вариант, при котором объем каждой последующей выточки составляет 0,50-0,80 объема предыдущей. Минимальное количество выточек в устройстве для решения поставленной задачи составляет две. Научной основой изобретения является выполненные нами моделирование и экспериментальные испытания устройств для создания высокого давления и температуры различных конструкций. Так как матрица устройства работает при давлениях в центральном углублении, превышающих предел прочности материала, из которого она изготовлена, то основополагающим фактором повышения ее срока службы является обеспечение максимально возможного равномерного всестороннего обжатия матрицы и отсутствие значительных локальных экстремумов напряжений на ее поверхности. Как показали наши исследования, при указанных выше соотношениях объемов центральных углублений и выточек обеспечивается оптимальное наиболее равномерное обжатие матрицы, благодаря чему снижается уровень не скомпенсированных механических напряжений в ней при создании высокого давления в устройстве и нагреве, что и приводит к увеличению срока службы матриц, а значит, и устройства в целом, так как препятствует зарождению трещин в теле матрицы. При образовании кольцевых выточек коническими поверхностями обеспечивается скольжение материала ДУ при его перемещении в радиальном направлении в процессе сжатия контейнера именно вдоль поверхностей матриц. При этом в кольцевых выточках отсутствуют зоны, в которых материал контейнера не перемещается относительно матриц, поэтому гидравлическое сопротивление перемещению материала контейнера достигает максимальной вели-чины, вследствие чего повышается общий уровень давления в ДУ, что, оказывает благоприятное влияние на напряжен 2 14685 ное состояние матрицы, улучшая ее всестороннее обжатие. Как показали эксперименты, лучшие результаты по надежности устройства в работе при нагреве достигаются, в случаях, когда диаметр первой (наименее удаленной от центрального углубления) выточки составляет 1,20-1,40 диаметра центрального углубления, а диаметр каждой последующей - в 1,05-1,40 больше диаметра предыдущей, аналогично объем каждой последующей выточки составляет 0,50-0,80 объема предыдущей. Наличие двух выточек способствует устранению неравномерностей создаваемого в ДУ давления, связанных с неоднородностями материала контейнера и другими случайными факторами. Последовательное уменьшение объемов выточек приводит к тому, что при вытекании части материала контейнера в процессе создания давления и образования ДУ материал контейнера последовательно выдавливается из полостей большего объема в полость меньшего объема, что сопровождается повышением давления в последней. Благодаря этому и снижается радиальный градиент давления в ДУ по сравнению с известными аппаратами. Так как эта величина является одной из главных причин разрушения ДУ и разгерметизации полости высокого давления при создании высокого давления и особенно при нагреве, то становится понятным механизм повышения надежности устройства в работе. Нами установлено, что при объеме кольцевых выточек, составляющем 0,05-0,20 объема центральных углублений обеспечивается наилучшее всестороннее обжатие матрицы в процессе работы устройства, что обеспечивает повышение срока службы матрицы, а значит, устройства в целом. При объеме выточек менее 0,05 объема центральных углублений скачкообразно снижается гидравлическое сопротивление вытеканию материала контейнера, что, как показано выше, влечет за собой значительное снижение надежности устройства при создании давления. Многочисленные случаи разгерметизации полости высокого давления. которые сопровождаются значительны-ми ударными нагрузками на матрицу, вызывают зарождение трещин в ней и значительное снижение срока службы устройства. При объеме выточек более 0,20 объема центральных углублений гидравлическое сопротивление вытеканию материала контейнера становится значительным, но на сжатие большого объема материала в выточках начинает расходоваться значительная доля усилия пресса, способствуя образованию локальных максимумов давления в ДУ, что в сочетании с фактором ослабления тела матрицы приводит к значительному снижению ее срока службы. Образование выточек двумя коническими поверхностями дополнительно к изложенному выше позволяет избежать резко выраженных концентраторов напряжений. Кроме, того, такие выточки технологичны в исполнении. Взаимное расположение выточек и соотношение их объемов решающим образом влияют на величину и характер изменения радиальной составляющей напряжений в материале ДУ, и как следствие, на надежность работы, устройства, особенно при нагреве, когда коэффициент внутреннего трения материала контейнера уменьшается. Нами экспериментально установлено, что диаметр первой выточки должен составлять 1,201,40 диаметра центрального углубления. При его меньшем значении ослабляется наиболее нагруженная область кромки центральных углублений. При этом на них значительно возрастают радиальные градиенты напряжений, что может привести к преждевременной деформации кромок, снижающей срок службы устройства, и даже их сколу, немедленно выводящему устройство из строя. При большем значении диаметра снижается эффективность действия выточек на начальном этапе создания давления, что приводит к снижению надежности создания давления в устройстве. Условие для диаметра каждой последующей выточки, равного 1,05-1,40 диаметра предыдущей, создает наиболее благоприятные условия для торможения истечения материала контейнера на завершающем этапе создания давления и равномерного снижения давления от центра к периферии. Кроме того, если диаметр последующей выточки составляет менее 1,05 диаметра предыдущей, то перемычки между выточками оказываются чересчур ослабленными, что может привести к их разрушению в процессе эксплуатации устройства под действием радиальных градиентов напряжений в ДУ, и тем самым к снижению его срока службы. При превышении диаметра последующей выточки диаметра предыдущей более чем в 1,40 раза нарушается равномерность распределения давления в ДУ, что приводит к снижению надежности работы устройства при нагреве. Также экспериментально установлено, что оптимальным является случай, когда объем каждой последующей выточки составляет 0,50-0,80 объема предыдущей. В соответствии с описанным выше, в этом случае в процессе создания давления происходит наиболее эффективное торможение вытекания материала контейнера при создании давления, а после нагружения устройства распределение давления от центра устройства к периферии является наиболее благо-приятным для устойчивой работы устройства при нагреве. Если соотношение указанных объемов составляет менее 0,50, то снижается сопротивление вытеканию материала на заключи-тельном этапе создания давления, что влечет за собой снижение надежности работы устройства на этом этапе. Если же соотношение указанных объемов превышает 0,80, то, как показано выше, могут возникнуть нежелательные значительные градиенты напряжений, приводящие к снижению надежности работы устройства, особенно при нагреве. Удовлетворение указанным выше условиям приводит к тому, что устройство для создания высокого давления и температуры с двумя кольцевыми выточками при задан-ном усилии прессовой установки позволяет на 15-20% увеличить объем полости, в которой размещается обрабатываемое вещество , а, следовательно, примерно на ту же величину повысить производительность работы технологического оборудования. 3 14685 На фиг. 1 показан общий вид заявляемого устройства в разрезе, на фиг. 2 выделен участок матрицы, где расположены кольцевые выточки. Устройство (фиг. 1-2) содержит две соосно расположенные матрицы 1, находящиеся в блоках колец 2. Матрицы имеют центральные углубления 3 диаметром D и объемом Vo каждое, которые образуют полость высокого давления. В полости установлен контейнер 4 из тепло- и электроизоляционного материала, например, литографского камня. В контейнере выполнено осевое отверстие 5, где находится обрабатываемое вещество. Вокруг центральных углублений 3 выполнены кольцевые выточки 6 и 7, объемы которых составляют соответственно V1 и \/ 2, а диаметры – D1 и D2, причем согласно изобретению D1=(1,20-1,40), D2=(1,05-1,40)D1, V1+V2=(0,05-0,20)V0 , V2=(0,500,80)V1. Устройство работает следующим образом. Для создания давлениям его помещают под пресс (на чертеже не показан) и нагружают осевым усилием Р. В начальный момент сжатия часть материала контейнера 4 вытекает из центральных углублений 3 в зазор между матрицами и заполняет полости выточек 6, после чего движение материала в зазоре между матрицами замедляется. По мере роста усилия Р заполняются полости выточек 7 и т.д. С формированное таким образом деформируемое уплотнение 8, как показано выше, надежно герметизирует полость высокого давления, образованную центральными углубления-ми, обеспечивая надежность устройства в работе и значительный срок службы матриц. После достижения необходимого давления в устройстве обрабатываемое вещество нагревают, пропуская через него электрический ток. Если вещество не электропроводно, то используют специальные трубчатые нагреватели. После отключения нагрева снижают давление в устройстве и извлекают обработанное вещество. Сравнительные испытания устройства для создания высокого давления и температуры проводили при синтезе алмазов. Во всех случаях применяли матрицы с диаметром центрального углубления D=55 мм. При испытаниях оценивали надежность работы устройства при создании давления и его поддержании в процессе нагрева по доле циклов, в которых происходила разгермети зация полости высокого давления, а также срок службы устройства по среднему количеству рабочих циклов до выхода устройства из строя. Во всех случаях в полости высокого давления создавали давление 5,0 ГПа, температура нагрева составляла 1250-1270°С, а его длительность – 10 мин. Пример 1. Испытаниям подвергали устройство со следующими характеристиками (фиг. 1-2): D1=1,35D, D 2=1,15D1, V1+V2=0,11V0, V2=0,65V1. При испытаниях установлено, что доля циклов, в которых происходила разгерметизация полости высокого давления при создании давления и его поддержании в процессе нагрева составляла соответственно 2,5 и 3,2%, а среднее количество рабочих циклов до выхода устройства из строя – 95. Были изготовлены и испытаны устройства для создания, высокого давления и температуры (примеры 2-11) при граничных и при выходе за граничные значения характеристик кольцевых выточек. Результаты испытаний сведены в таблицу. Пример 12 (по прототипу). Характеристики устройства: D1=1,35D, D2=1,15D1, V1+V2=0,30 V0, V2=1,25 V1 . Доля циклов, в которых происходила разгеметизация полости высокого давления в процессе его создания и поддержания при нагреве составляла соответственно 3,5 и 10,6%, а средний срок службы устройство до вы хода из строя - 62 рабочих цикла. Таким образом, как показали сравнительные испытания устройства при синтезе алмазов, когда обрабатываемым веществом являлась реакционная шихта, предлагаемое устройство повышает надежность при со-здании давления не менее чем на 30%, а при его поддержании в процессе нагрева более чем в два раза, при этом его срок службы в 1,4-1,5 раза выше по сравнению с известным устройством. Это способствует значительной экономии применяемых дорогостоящих материалов и существенно повышает технико-экономические показатели применяемых те хнологий. Кроме того, высокая надежность устройства в работе позволяет на 15-20% увеличивать долю объема контейнера, заполняемого обрабатываемым веществом, чем значительно расширяются технологические возможности применяемого гидропрессового оборудования. 4 14685 Таблица Влияние характеристик кольцевых выточек на эксплуатационные показатели устройства для создания высокого давления и температуры Характеристики кольцевых выточек Название объекта № п/п (V1+V2)/V0 Устройство согласно изобретению По прототипу 1 2 3 4 5 6 7 8 9 10 11 12 D1/D D2/D1 V2 /V1 0,11 0,05 0,20 0,02 0,25 0,11 0,11 0,11 0,11 0,11 0,11 0,30 1,35 1,20 1,40 1,35 1,35 1,10 1,50 1,35 1,35 1,35 1,35 1,35 1,15 1,40 1,05 1,15 1,15 1,15 1,15 1,03 1,45 1,15 1,15 1,15 0,65 0,50 0,80 0,65 0,65 0,65 0,65 0,65 0,65 0,40 0,90 1,25 Фиг. 1 Фиг. 2 5 Эксплуатационные показатели устройства Количество разгерСреднее метизаций полости количевысокого давления, ство ра% бочих циклов При созПри надании до разгреве давления рушения 2,5 3,2 95 3,1 4,1 84 2,8 5,5 79 5,9 11,2 55 3,8 10,8 60 3,3 6,9 68 3,3 7,0 69 3,4 8,5 66 2,9 6,0 74 3,4 6,2 70 3,2 8,1 66 3,5 10,6 62 14685 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Автори англійськоюBorymskyi Oleksandr Ivanovych, Nahornyi Petro Arseniiovych
Автори російськоюБоримский Александр Иванович, Нагорный Петр Арсеньевич
МПК / Мітки
МПК: B01J 3/06
Мітки: пристрій, створення, тиску, високого, температури
Код посилання
<a href="https://ua.patents.su/6-14685-pristrijj-dlya-stvorennya-visokogo-tisku-i-temperaturi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для створення високого тиску і температури</a>
Пристрій для утворення високого тиску і температури
Номер патенту: 7326
Опубліковано: 29.09.1995
Автор: Гетьман Анатолій Федорович
МПК: B01J 3/04
Мітки: високого, утворення, температури, тиску, пристрій
Формула / Реферат:
Устройство для создания высокого давления и температуры, содержащее скрепленные поддерживающими кольцами матрицы с центральными углублениями, контейнер с образцом и выполненные на рабочей поверхности матрицы чередующиеся кольцевые выступы и впадины, отличающееся тем, что, с целью увеличения срока службы устройства, кольцевые выступы в углубления выполнены на боковой поверхности центрального углубления.
Пристрій для створення високого тиску та температури
Номер патенту: 15782
Опубліковано: 30.06.1997
Автори: Шестаков Сергій Ігоревич, Новіков Микола Васильович, Лісовський Анатолій Феліксович
МПК: F16J 12/00, B22F 3/04, B22F 3/14, B01J 3/06
Мітки: температури, створення, пристрій, тиску, високого
Формула / Реферат:
Устройство для создания высокого давления и температуры, содержащее матрицу с углублениями на торцах, соединенными со сквозным центральным отверстием, соосно которому по обе стороны от матрицы расположены твердосплавные пуансоны, отличающееся тем, что на внутренней и боковой наружной поверхностях твердосплавной матрицы выполнены тороидальные участки, выпуклости которых в радиальном сечении направлены навстречу друг другу, при этом упомянутые...
Пристрій для створення високого тиску і високої температури

Номер патенту: 5087
Опубліковано: 28.12.1994
Автори: Нагорний Петро Арсенійович, Боримський Олександр Іванович, Пріхна Олексій Йосипович
МПК: B01J 3/06
Мітки: тиску, високого, температури, високої, пристрій, створення
Пристрій для створення надвисокого тиску та температури
Номер патенту: 1936
Опубліковано: 20.12.1994
Автори: Сакович Юрій Миколайович, Кацай Маргарита Яківна, Мясников Євген Петрович
Мітки: тиску, надвисокого, температури, створення, пристрій
Формула / Реферат:
Устройство для создания сверхвысоких давлення и температури, содержащее соосно установленные и скрепленные поддерживающими кольцами матрицы с центральными углублениями, контейнер с образцом и нагревателем, размещенный в центральных углублениях, и установленные соосно с матрицами опорные плиты и измерительные термопары, отличающееся тем, что, с целью повышения точности поддержания температуры в реакционном объеме устройства и увеличения...
Контейнер апарата для створення високого тиску і температури
Номер патенту: 9754
Опубліковано: 25.12.1998
Автори: Сороченко Тетяна Антонівна, Нагорний Петро Арсенійович, Боримський Олександр Іванович
МПК: B01J 3/06
Мітки: температури, контейнер, тиску, апарата, створення, високого
Формула / Реферат:
1. Контейнер аппарата для создания высокого давления и температуры, содержащий корпус, выполненный из материала на основе известняка и имеющий центральное отверстие для размещения реакционной шихты, отличающийся тем, что в качестве материала использован известняк с плотностью 2,55 - 2,85г/см3.2. Контейнер по п.1, отличающийся тем, что корпус выполнен из материала, содержащего по крайней мере два известняка различной плотности,...
Попередній патент: Гідрогармата для забивання чавунної льотки доменної печі
Наступний патент: Спосіб відновлення покрівель з бітумовмісних рулонних матеріалів
Випадковий патент: Пристрій для оброблення грунту