Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів
Формула / Реферат
1. Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів, який полягає у виборі типу пристрою або апарата для ультразвукової обробки озвучуваного середовища, переважно епоксидних олігомерів або епоксидних композицій на їх основі, у відповідності із діапазоном значень інтенсивності (І), частоти (f) і амплітуди (А) ультразвукових коливань, необхідних для здійснення досліджуваного технологічного процесу, який відрізняється тим, що після вибору типу апарата для ультразвукової обробки озвучуваного середовища оцінюють якість озвучування або рівномірність кавітаційного поля випромінювача у низькочастотному діапазоні, після чого проводять вибір його конструктивно-технологічних параметрів, а саме розмірів випромінюючої пластини ультразвукового кавітаційного апарата, продуктивності озвучування (Q), температури (Т), тиску (Р) і часу озвучування (![]() ).
).
2. Спосіб за п.1, який відрізняється тим, що якість озвучування або рівномірність кавітаційного поля випромінювача у низькочастотному діапазоні оцінюють по рівномірності руйнування тонкої алюмінієвої фольги, установленої паралельно випромінюючій поверхні джерела випромінювання.
3. Спосіб за п.1, який відрізняється тим, що розміри випромінюючої пластини випромінювача ультразвукових коливань у вигляді магнітострикційного перетворювача вибирають експериментально таким чином, щоб узгодити внутрішній опір магнітострикційного перетворювача з його акустичним опором, при цьому використовують автоматичне підстроювання частоти з акустичним зворотним зв'язком.
4. Спосіб за п.1, який відрізняється тим, що при виборі конструктивно-технологічних параметрів апарата для ультразвукової обробки озвучуваного середовища визначають інтервал значень ефективного часу озвучування (![]() ) олігомеру або зв'язуючого на його основі по зміні значень крайового кута змочування (
) олігомеру або зв'язуючого на його основі по зміні значень крайового кута змочування (![]() ) і змочувальної здатності (
) і змочувальної здатності (![]() ) епоксидного олігомеру або зв'язуючого на його основі.
) епоксидного олігомеру або зв'язуючого на його основі.
5. Спосіб за п.1, який відрізняється тим, що ефективне значення або інтервал значень нормального чи надлишкового тиску (Р) при ультразвуковій обробці епоксидного олігомеру або зв'язуючого на його основі визначають за результатами вимірювань експлуатаційних властивостей затверділих епоксидних композицій, отриманих при досліджуваних значеннях нормального чи надлишкового тиску (Р).
6. Спосіб за п.1, який відрізняється тим, що мінімальне значення продуктивності озвучування (Q) епоксидного олігомеру або зв'язуючого на його основі визначають на основі вимірювань геометричних розмірів випромінюючої пластини і визначення ефективної маси наважки озвучуваного епоксидного олігомеру або зв'язуючого на його mс.
7. Спосіб за п.1, який відрізняється тим, що ефективне значення маси наважки озвучуваного епоксидного олігомеру або зв'язуючого на його основі mс знаходять із співвідношення
Sв/mc = (4-5).10-3м2/кг,
де Sв - площа випромінювача поздовжніх ультразвукових коливань, м2,
mс - маса наважки озвучуваного епоксидного олігомеру або зв'язуючого на його основі, кг.
8. Спосіб за п.1, який відрізняється тим, що проводять вибір конструктивно-технологічних параметрів пристроїв ультразвукової обробки волокнистих наповнювачів як просочених, так і не просочених, як дисперсних, так і однонаправлених чи тканих.
Текст
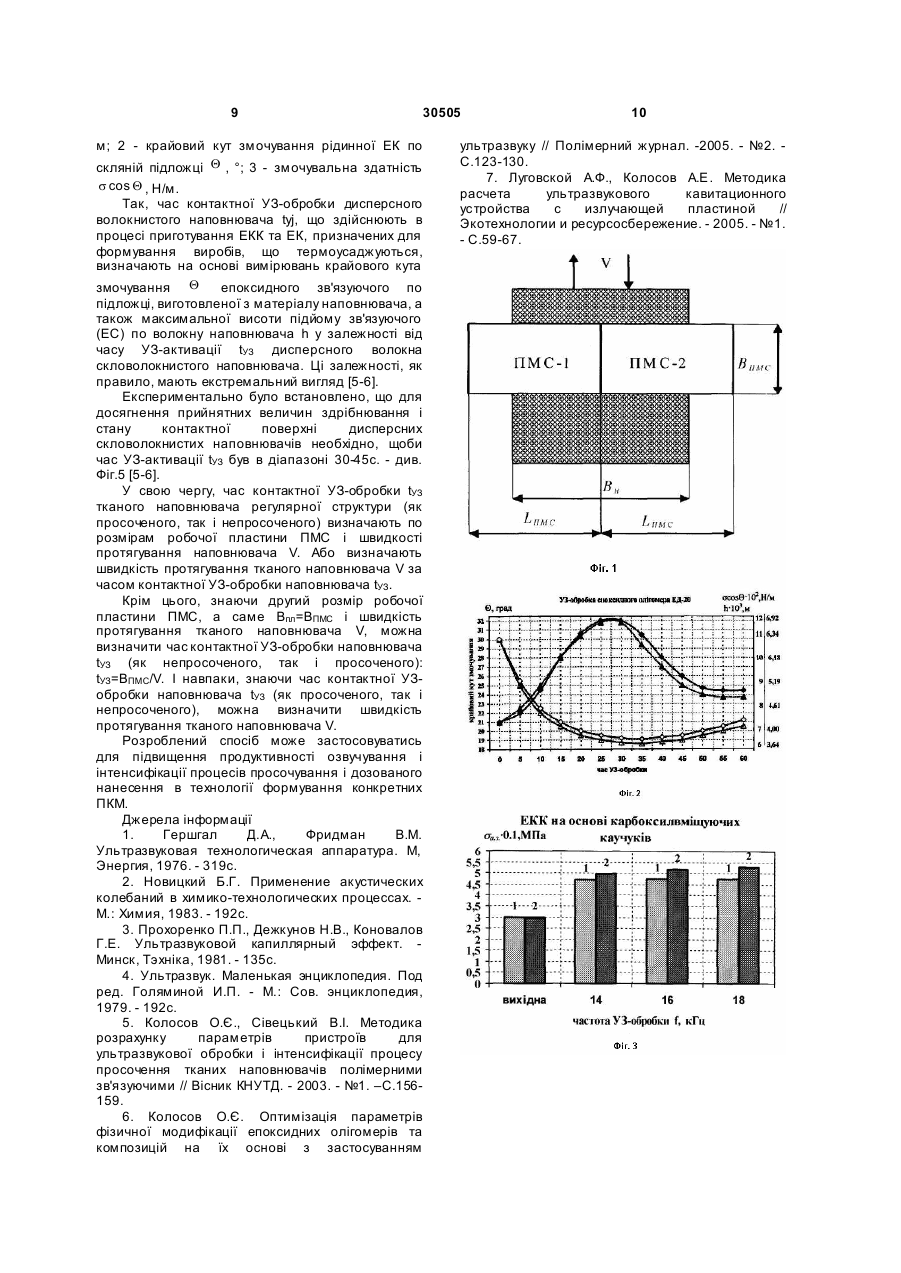
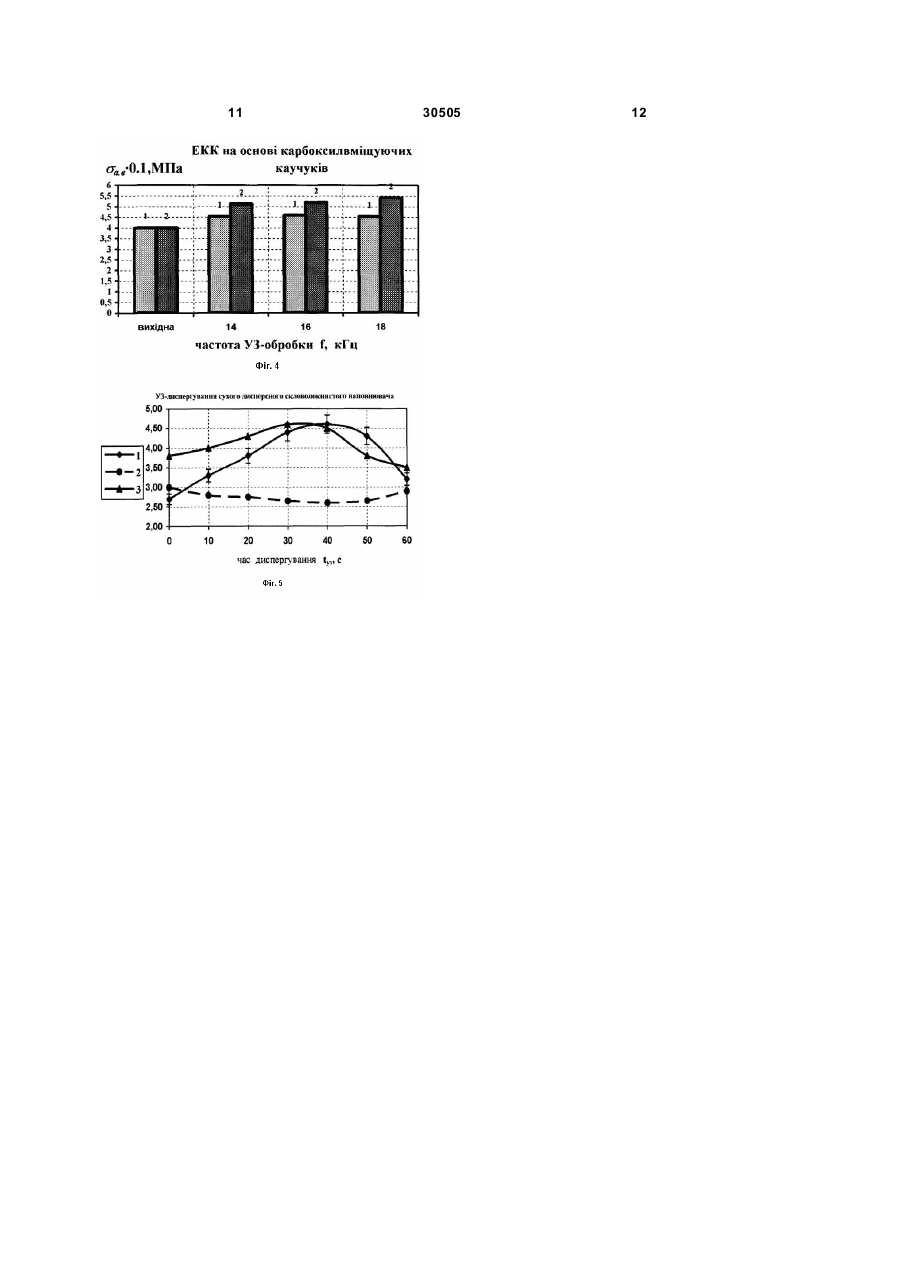
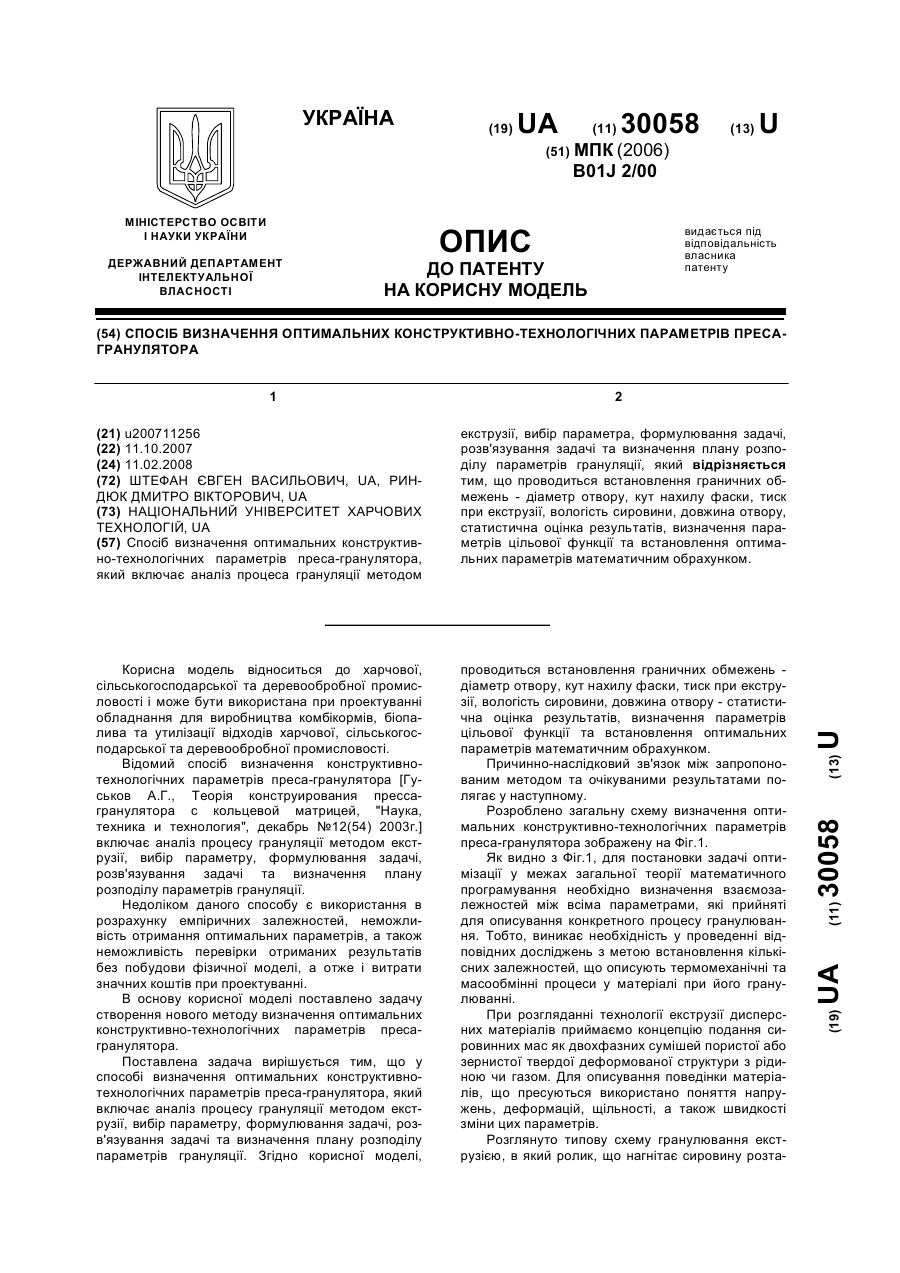
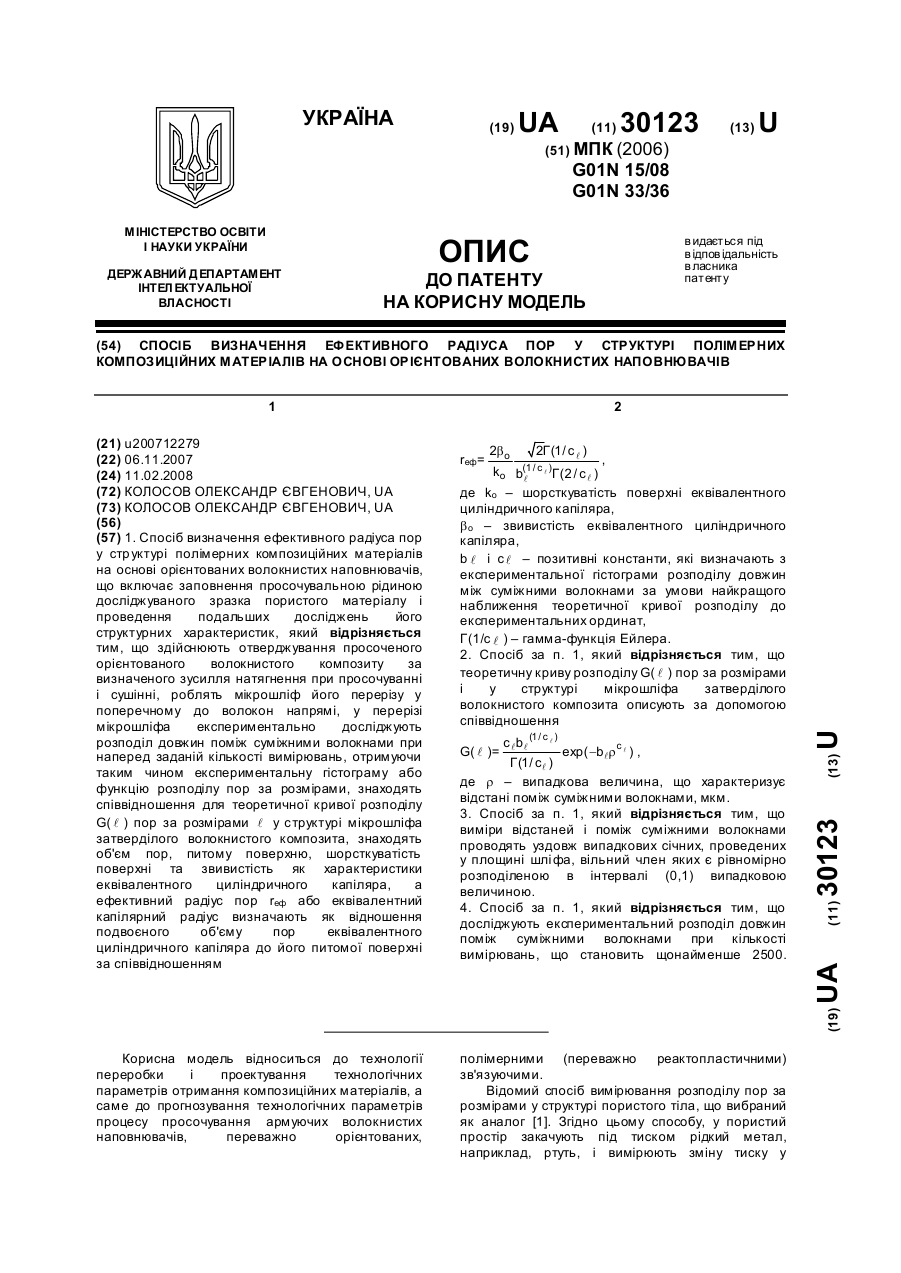
1. Спосіб вибору ефективних конструктивнотехнологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів, який полягає у виборі типу пристрою або апарата для ультразвукової обробки озвучуваного середовища, переважно епоксидних олігомерів або епоксидних композицій на їх основі, у відповідності із діапазоном значень інтенсивності (І), частоти (f) і амплітуди (А) ультразвукових коливань, необхідних для здійснення досліджуваного технологічного процесу, який відрізняється тим, що після вибору типу апарата для ультразвукової обробки озвучуваного середовища оцінюють якість озвучування або рівномірність кавітаційного поля випромінювача у низькочастотному діапазоні, після чого проводять вибір його конструктивнотехнологічних параметрів, а саме розмірів випромінюючої пластини ультразвукового кавітаційного апарата, продуктивності озвучування (Q), температури (Т), тиску (Р) і часу озвучування ( t ). 2. Спосіб за п.1, який відрізняється тим, що якість озвучування або рівномірність кавітаційного поля випромінювача у низькочастотному діапазоні оцінюють по рівномірності руйнування тонкої алюмінієвої фольги, установленої паралельно випромінюючій поверхні джерела випромінювання. 3. Спосіб за п.1, який відрізняється тим, що розміри випромінюючої пластини випромінювача ультразвукових коливань у вигляді магнітострикційного перетворювача вибирають експериментально таким чином, щоб узгодити внутрішній опір магнітострикційного перетворювача з його акустичним опором, при цьому використовують автоматичне 2 (19) 1 3 30505 Корисна модель відноситься до вибору і проектування ефективних конструктивнотехнологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів, і може бути використана для розрахунку параметрів обладнання для формування шаруватих виробів з полімерних композиційних матеріалів (ПКМ). Як аналог вибраний спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких середовищ, відповідно до якого визначають тип і конструктивні особливості технологічного УЗ-пристрою, в якому енергія механічних коливань активно впливає на рідину, що обробляється, а саме пакету і випромінюючої УЗ-системи, а також амплітуду і характер коливань випромінюючої поверхні [1]. Однак спосіб аналога не може бути ефективно застосований для УЗ-модифікації рідких композицій та волокнистих наповнювачів, так як не враховує експериментальних результатів зміни технологічних і експлуатаційних властивостей ПКМ у залежності від широкого спектру досліджуваних параметрів УЗ-обробки, що враховуються лише частково. Як прототип вибраний спосіб вибору технологічних параметрів пристроїв для ультразвукової модифікації рідких середовищ, який полягає у виборі типу пристрою або апарату для ультразвукової (УЗ) обробки озвучуваного середовища у відповідності із генерованим робочими елементами випромінювачів діапазоном значень інтенсивності (І), частоти (f) і амплітуди (А) ультразвукових коливань, необхідних для здійснення досліджуваного технологічного процесу [2]. Однак і спосіб прототипу не може бути ефективно застосований для УЗ-модифікації рідких композицій та волокнистих наповнювачів, так як не враховує експериментальних результатів зміни технологічних і експлуатаційних властивостей ПКМ у залежності від широкого спектру досліджуваних параметрів УЗ-обробки при їх формуванні, що враховуються лише частково. В основу корисної моделі поставлена задача підвищення ефективності способу вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів шляхом врахування експериментальних результатів зміни експлуатаційних властивостей компонентів ПКМ у залежності від широкого спектру досліджуваних параметрів УЗ-обробки, що приведе до прогнозованого вибору параметрів ультразвукового обладнання для формування шарува тих виробів із ПКМ. Поставлена задача вирішується за рахунок того, що у способі вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів, який 4 полягає у виборі типу пристрою або апарату для ультразвукової обробки озвучуваного середовища, переважно епоксидних олігомерів або епоксидних композицій на їх основі, у відповідності із діапазоном значень інтенсивності (І), частоти (f) і амплітуди (А) ультразвукових коливань, необхідних для здійснення досліджуваного технологічного процесу, новим є те, що, після вибору типу апарату для ультразвукової обробки озвучуваного середовища оцінюють якість озвучування або рівномірність кавітаційного поля випромінювача у низькочастотному діапазоні, після чого проводять вибір його конструктивнотехнологічних параметрів, а саме розмірів випромінюючої пластини ультразвукового кавітаційного апарата, продуктивності озвучування (Q), температури (Т), тиску (Р) і часу ( t ) озвучування. Якість озвучування або рівномірність кавітаційного поля випромінювача у низькочастотному діапазоні оцінюють по рівномірності руйнування тонкої алюмінієвої фольги, установленої паралельно випромінюючій поверхні джерела випромінювання. Розміри випромінюючої пластини випромінювача ультразвукових коливань у вигляді магнітострикційного перетворювача вибирають експериментально таким чином, щоби узгодити внутрішній опір магнітострикційного перетворювача з його акустичним опором, при цьому використовують автоматичне підстроювання частоти з акустичним зворотним зв'язком. При виборі конструктивно-технологічних параметрів апарату для ультразвукової обробки озвучуваного середовища визначають інтервал значень ефективного часу озвучування ( t ) олігомера або зв'язуючого на його основі по зміні значень крайового кута змочування ( q ) і змочувальної здатності ( s cos q ) епоксидного олігомера або зв'язуючого на його основі. Ефективне значення або інтервал значень нормального чи надлишкового тиску (Р) при ультразвуковій обробці епоксидного олігомера або зв'язуючого на його основі визначають за результатами вимірювань експлуатаційних властивостей затверділих епоксидних композицій, отриманих при досліджуваних значеннях нормального чи надлишкового тиску (Р). Мінімальне значення продуктивності озвучування (Q) епоксидного олігомера або зв'язуючого на його основі визначають на основі вимірювань геометричних розмірів випромінюючої пластини і визначення ефективної маси наважки озвучуваного епоксидного олігомера або зв'язуючого на його m с. Ефективне значення маси наважки озвучуваного епоксидного олігомера або зв'язуючого на його основі m с знаходять із співвідношення Sв/m c=(4-5)×10-3м 2/кг, 5 30505 де Sв - площа випромінювача поздовжніх ультразвукових коливань, м 2, m с - маса наважки озвучуваного епоксидного олігомера або зв'язуючого на його основі, кг. Проводять вибір конструктивно-технологічних параметрів пристроїв ультразвукової обробки волокнистих наповнювачів як просочених, так і не просочених, як дисперсних, так і однонаправлених чи тканих. Перераховані вище ознаки складають суть корисної моделі. Наявність причинно-слідчого зв'язку між сукупністю істотни х ознак корисної моделі і технічним результатом, що отримується полягає в наступному. Розробка наукових основ застосування ультразвукової модифікації має на меті, базуючись на вихідних складах і технологічних властивостях ПКМ у вигляді реактопластичних та термопластичних композицій, а також волокнистих наповнювачів (як дисперсних, так і безперервних), що серійно виробляються промисловістю, розраховувати параметри формуючого обладнання, направлено вибирати режимні параметри формування та регулювати властивості одержуваних кінцевих ПКМ. Конкретний технологічний процес УЗ-обробки рідинних полімерних композицій повністю визначає тип і конструктивні особливості технологічного УЗ-пристрою, в якому енергія механічних коливань активно впливає на рідину, що обробляється, а саме пакету і випромінюючої УЗ системи, а також амплітуду і характер коливань випромінюючої поверхні [1]. Тому розроблення відповідних удосконалених способів вибору ефективних конструктивнотехнологічних параметрів пристроїв для УЗмодифікації рідких композицій та волокнистих наповнювачів, що максимально враховують попередньо отримані експериментальні результати зміни технологічних і експлуатаційних властивостей складових ПКМ у залежності від широкого спектру досліджуваних параметрів УЗобробки при їх формуванні, що раніше враховувались лише частково, є актуальним. Адже це сприяє у кінцевому результаті підвищенню продуктивності УЗ-модифікації таких середовищ. Для здійснення ефективного режиму УЗобробки рідини необхідно визначати ефективні значення інтенсивності I і частоти f УЗК. Так як більшість УЗ-рідких те хнологічних процесів пов'язано із кавітацією та звукокапілярним ефектом [1-4], то змінюючи умови протікання кавітації, можна підсилювати або послаблювати різні кавітаційні ефекти. Крім того, фізико-хімічна дія пружних УЗК у рідині, як правило, виявляється в полях середньої і великої інтенсивності УЗ, коли істотними, окрім УЗ-кавітації, стають такі ефекти, як радіаційний тиск і звуковий вітер. Попередньо проведені дослідження [5-6] показали перспективність здійснення УЗмодифікації епоксидних олігомерів (ЕО) і епоксидних композицій (ЕК) чи епоксидних 6 клейових композицій (ЕКК) як у низькочастотному, так і у середньочастотному УЗ-діапазонах, а також доцільність використання надлишкового тиску при формуванні ПКМ. Адже при цьому зростає інтенсивність і водночас скорочується час УЗобробки рідких полімерних композицій. Основними чинниками, що зумовлюють вибір акустичної апаратури для роботи в рідинах, потрібно вважати такі: інтенсивність I і частоту f коливань; час озвучування t ; продуктивність Q апарату або пристрою; температуру Т, тиск Р та інші умови проведення процесу в УЗ-полі. Перші два чинники (інтенсивність I і частота f коливань) є такими, що впливають на вибір типу апарату. Інші чинники визначають кількість апаратів, що встановлюються в дану технологічну лінію, або їх конструктивні особливості, наприклад, захист від корозії, міцність, систему охолодження, створення надлишкового статичного тиску й інші. Серед конструктивних особливостей апаратів для УЗ-обробки рідин перш за все слід відзначити те, що відповідно до розробленого способа розміри випромінюючої пластини магінтострикційного перетворювача (ПМС) вибирають так, щоб внутрішній опір перетворювача був найкращим образом узгоджений з акустичним опором. Ця умова задовольняється, наприклад, якщо площа випромінюючої поверхні пластини значно перевищує площу випромінюючої поверхні магнітострикційного пакету (ПМС). Розміри робочих випромінюючих пластин вибирають експериментально. При цьому великі розміри випромінюючої поверхні пластини призводять до того, що остання зазнає вигинних коливань, чим обумовлює нерівномірність УЗполя: максимальне в центрі і мінімальне по краях [2, 4]. Ця нерівномірність поля згинального випромінювача може бути зменшена раціональним вибором типу випромінювача УЗ, геометричних розмірів випромінюючої пластини (наприклад її товщини), а також упорядкуванням розташування випромінювачів друг щодо друга й щодо оброблюваного об'єкта (середовища). Експериментально було знайдено, що для досягнення ефективних результатів у те хнології формування ПКМ, зокрема, при контактній УЗобробці як сухої тканини шириною 1120 мм, так і цієї ж тканини, але просоченої полімерним зв'язуючим, необхідно мати такі значення технологічних параметрів кавітаційної обробки: частота УЗК fУЗ=fCT=18-22кГц (для розрахунку приймемо fУЗ=22кГц); амплітуда УЗК 3-5мкм; інтенсивність 2-4Вт/см 2 [5-7]. Як вказувалось вище, на ширину пластини Вт може накладатися також умова перекриття пластиною ширини оброблюваного тканого волокнистого наповнювача (яка у нашому випадку становить 1100-1200мм - див.Фіг.1 , де показано розташування двох П МС (ПМС-1 і П МС-2) у залежності від ширини ВH оброблюваного УЗ тканого наповнювача.). 7 30505 Розроблений спосіб реалізується наступним чином. На першому етапі вибирають тип апарату у відповідності з необхідними значеннями інтенсивності I, частоти f і амплітуди А УЗколивань, що визначаються особливостями конкретного технологічного процесу. Так, проведені дослідження показали доцільність вибору для УЗ-обробки рідинних ЕО і ЕК диспергатора типу УЗВД-6, який є найбільш потужною по акустичному полю установкою [2]. Цей диспергатор був зібраний на ПМС типу П МС15А-18 потужністю 4кВт, частотою 18±4кГц. Живлення диспергатора здійснювалось від генератора УЗГ 3-4. Використання автоматичного підстроювання частоти з акустичним зворотним зв'язком забезпечувало стабільність параметрів озвучування. При роботі у низькочастотному діапазоні при роботі на резонансному режимі досягається значення інтенсивності I коливань до 5-10Вт/см 2 для ПМС і до 20-25Вт/см 2 для УЗ-концентраторів. Шукану інтенсивність I УЗ розраховують за стандартною методикою відповідно до [4-5]. Частоту пружних коливань f вимірюють за допомогою частотоміра марки ЧЗ-49. Амплітуду озвучування А вимірюють оптичним методом за допомогою віброметра, або мікроскопа. У другому випадку шукане значення амплітуди А у залежності від потужності, що підводилася до ПМС, отримували діленням на 2 виміряного значення максимального розмаху коливань торця УЗ-концентратора (або робочої пластини ПМС). Для ПМС (випромінююча пластина) максимальні значення амплітуди коливань складали Аmах=56мкм, а для УЗ-концентраторів про дольних коливань Аmах=30-40мкм. Якість озвучування (рівномірність кавітаційного поля випромінювача) у низькочастотному діапазоні оцінювали по рівномірності руйнування тонкої алюмінієвої фольги, установленої паралельно випромінюючій поверхні. Для генерації середньочастотних УЗК у мегагерцовому діапазоні в експериментальній установці разом з перетворювачем використовували фокусуючі п'єзокерамічні перетворювачі, які закріплювали на бокових стінках ванни. На другому етапі проводять вибір конструктивно-технологічних параметрів пристроїв УЗ-обробки рідинних ЕО і ЕК. Серед технологічних параметрів пристроїв УЗобробки рідинних ЕО і ЕК виділяють продуктивність Q, температуру Т, тиск Р і час t озвучування. З розмірами випромінюючої пластини кавітаційного апарата при її розташуванні у просочувальній ванні корелює об'єм ванни для просочування (УЗ-обробки), або ефективна маса наважки m с зв'язуючого. Було встановлено, що при дослідженнях технологічних характеристик ЕО і експлуатаційних характеристик затверділих ЕК на їх основі для ефективного озвучування ЕО відношення площі 8 випромінювача поздовжніх УЗК до маси наважки ЕО, що обробляється, повинно становити Sв/m c=(4-5)×10-3м 2/кг. Таким чином, маючи геометричні розміри випромінюючої пластини Sв, можна знайти ефективне значення маси наважки зв'язуючого m с, або мінімальний з точки зору продуктивності озвучування Q об'єм ванни для просочування. Відповідно до проведених досліджень об'єм ванн диспергатора, що були виготовлені із неіржавіючої сталі і забезпечені звукоізоляційним корпусом, становив 700 і 1100мл. Для регулювання необхідної температури Т озвучування корпус ванни мав сорочку водяного охолодження, сполучену по воді послідовно з бачком охолодження пакету перетворювача. Згідно розробленого способу, границі інтервалу ефективного часу озвучування t олігомера оцінювали по зміні крайового кута змочування q і змочувальної здатності s cos q , залежності яких мають, як правило, екстремальну залежність від часу озвучування t . В результаті вибирають шуканий інтервал часу озвучування (наприклад, у нашому випадку озвучування ЕО і ЕК це значення становить 2535хв. - див. Фіг.2, де показана зміна крайового кута змочування Q по скляній підложці і змочувальної здатності s cos q олігомера ЕД-20 при 20°С у t залежності від часу озвучування у низькочастотному УЗ-діапазоні і прийняті наступні позначення: частота f=17кГц для Q ( D ) і для s cos q (▲); частота f=22кГц для Q (◊) і для s cos q (); h - висота підйому олігомера ЕД-20 по скляному капіляру. Необхідне значення (інтервал значень) надлишкового тиску Р при УЗ-обробці ЕК визначають за результатами вимірювань експлуатаційних властивостей затверділих ЕК, отриманих при певних значеннях надлишкового тиску Р. В ультразвуковому диспергаторі можливе досягнення значень надлишкового тиску Р до 10МПа (див. Фіг.3 і Фіг.4, де показано вплив частоти f УЗ-обробки за атмосферного (1) та надлишкового (2) тисків на міцні сні властивості, а саме адгезійної міцності s a. з. ×0,1 (див. Фіг.3), та міцності при розтягненні s a. в. ×0,1, (МПа) (див. Фіг.4) ви хідної затверділої епоксидної клейової композиції (ЕКК), модифікованої карбоксилвміщуючими каучуками. Серед конструктивних параметрів пристроїв УЗ-обробки волокнистих тканих наповнювачів також визначають: розміри робочої пластини ПМС, а саме Впл=ВПМС (див. Фіг.1), а серед те хнологічних параметрів - час контактної УЗ-обробки tУЗ тканого (або дисперсного) волокнистого наповнювача. На Фіг.5. наведена графічна залежність характеристик просочування і адгезії від часу диспергування дисперсного скловолокнистого наповнювача tУЗ і прийняті наступні позначення: 1 висота підйому рідинної ЕК по скловолокну h=10-3, 9 30505 м; 2 - крайовий кут змочування рідинної ЕК по скляній підложці Q , °; 3 - змочувальна здатність s cos Q , Н/м. Так, час контактної УЗ-обробки дисперсного волокнистого наповнювача tyj, що здійснюють в процесі приготування ЕКК та ЕК, призначених для формування виробів, що термоусаджуються, визначають на основі вимірювань крайового кута змочування Q епоксидного зв'язуючого по підложці, виготовленої з матеріалу наповнювача, а також максимальної висоти підйому зв'язуючого (ЕС) по волокну наповнювача h у залежності від часу УЗ-активації tУЗ дисперсного волокна скловолокнистого наповнювача. Ці залежності, як правило, мають екстремальний вигляд [5-6]. Експериментально було встановлено, що для досягнення прийнятних величин здрібнювання і стану контактної поверхні дисперсних скловолокнистих наповнювачів необхідно, щоби час УЗ-активації tУЗ був в діапазоні 30-45с. - див. Фіг.5 [5-6]. У свою чергу, час контактної УЗ-обробки tУЗ тканого наповнювача регулярної структури (як просоченого, так і непросоченого) визначають по розмірам робочої пластини ПМС і швидкості протягування наповнювача V. Або визначають швидкість протягування тканого наповнювача V за часом контактної УЗ-обробки наповнювача tУЗ. Крім цього, знаючи другий розмір робочої пластини ПМС, а саме Впл=ВПМС і швидкість протягування тканого наповнювача V, можна визначити час контактної УЗ-обробки наповнювача tУЗ (як непросоченого, так і просоченого): tУЗ=BПМС/V. І навпаки, знаючи час контактної УЗобробки наповнювача tУЗ (як просоченого, так і непросоченого), можна визначити швидкість протягування тканого наповнювача V. Розроблений спосіб може застосовуватись для підвищення продуктивності озвучування і інтенсифікації процесів просочування і дозованого нанесення в технології формування конкретних ПКМ. Джерела інформації 1. Гершгал Д.А., Фридман В.М. Ультразвуковая технологическая аппаратура. М, Энергия, 1976. - 319с. 2. Новицкий Б.Г. Применение акустических колебаний в химико-технологических процессах. М.: Химия, 1983. - 192с. 3. Прохоренко П.П., Дежкунов Н.В., Коновалов Г.Е. Ультразвуковой капиллярный эффект. Минск, Тэхніка, 1981. - 135с. 4. Ультразвук. Маленькая энциклопедия. Под ред. Голяминой И.П. - М.: Сов. энциклопедия, 1979. - 192с. 5. Колосов О.Є., Сівецький В.І. Методика розрахунку параметрів пристроїв для ультразвукової обробки і інтенсифікації процесу просочення тканих наповнювачів полімерними зв'язуючими // Вісник КНУТД. - 2003. - №1. –С.156159. 6. Колосов О.Є. Оптимізація параметрів фізичної модифікації епоксидних олігомерів та композицій на їх основі з застосуванням 10 ультразвуку // Полімерний журнал. -2005. - №2. С.123-130. 7. Луговской А.Ф., Колосов А.Е. Методика расчета ультразвукового кавитационного устройства с излучающей пластиной // Экотехнологии и ресурсосбережение. - 2005. - №1. - С.59-67. 11 30505 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of selection of effective design-engineering parameters of devices for ultrasonic modification of liquid polymeric compounds and fibrous fillers
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ выбора эффективных конструктивно-технологических параметров устройств для ультразвуковой модификации жидких полимерных композиций и волокнистых наполнителей
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
МПК: B29B 15/00
Мітки: полімерних, пристроїв, рідких, композицій, наповнювачів, ефективних, модифікації, параметрів, ультразвукової, спосіб, вибору, волокнистих, конструктивно-технологічних
Код посилання
<a href="https://ua.patents.su/6-30505-sposib-viboru-efektivnikh-konstruktivno-tekhnologichnikh-parametriv-pristrov-dlya-ultrazvukovo-modifikaci-ridkikh-polimernikh-kompozicijj-ta-voloknistikh-napovnyuvachiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів</a>
Спосіб визначення оптимальних конструктивно-технологічних параметрів преса-гранулятора
Номер патенту: 30058
Опубліковано: 11.02.2008
Автори: Риндюк Дмитро Вікторович, Штефан Євген Васильович
МПК: B01J 2/00
Мітки: спосіб, конструктивно-технологічних, оптимальних, преса-гранулятора, визначення, параметрів
Формула / Реферат:
Спосіб визначення оптимальних конструктивно-технологічних параметрів преса-гранулятора, який включає аналіз процеса грануляції методом екструзії, вибір параметра, формулювання задачі, розв'язування задачі та визначення плану розподілу параметрів грануляції, який відрізняється тим, що проводиться встановлення граничних обмежень -діаметр отвору, кут нахилу фаски, тиск при екструзії, вологість сировини, довжина отвору, статистична оцінка...
Спосіб визначення ефективного радіуса пор у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів
Номер патенту: 30123
Опубліковано: 11.02.2008
Автор: Колосов Олександр Євгенович
МПК: G01N 33/36, G01N 15/08
Мітки: матеріалів, спосіб, радіуса, полімерних, визначення, волокнистих, основі, структури, пор, ефективного, наповнювачів, композиційних, орієнтованих
Формула / Реферат:
1. Спосіб визначення ефективного радіуса пор у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів, що включає заповнення просочувальною рідиною досліджуваного зразка пористого матеріалу і проведення подальших досліджень його структурних характеристик, який відрізняється тим, що здійснюють отверджування просоченого орієнтованого волокнистого композиту за визначеного зусилля натягнення при...
Спосіб вимірювання розподілу пор за розмірами у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів
Номер патенту: 30124
Опубліковано: 11.02.2008
Автор: Колосов Олександр Євгенович
МПК: G01N 33/36, G01N 15/08
Мітки: розмірами, пор, волокнистих, полімерних, композиційних, структури, орієнтованих, розподілу, основі, спосіб, наповнювачів, вимірювання, матеріалів
Формула / Реферат:
1. Спосіб вимірювання розподілу пор за розмірами у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів шляхом проведення експериментальних вимірювань cтруктурних характеристик пористої структури, який відрізняється тим, що здійснюють отвердження просоченого орієнтованого волокнистого композита за визначеного зусилля натягнення при просочуванні і сушінні, отримують мікрошліф його перерізу у...
Спосіб активації поверхні сухих дисперсних волокнистих наповнювачів
Номер патенту: 30126
Опубліковано: 11.02.2008
Автор: Колосов Олександр Євгенович
МПК: B29B 15/08, G01N 33/36
Мітки: волокнистих, сухих, дисперсних, активації, наповнювачів, спосіб, поверхні
Формула / Реферат:
1. Спосіб активації поверхні сухих дисперсних волокнистих наповнювачів, що включає контактний вплив на поверхню дисперсного волокнистого наповнювача перед просочуванням, який відрізняється тим, що контактний вплив здійснюють у замкнутому сферичному об'ємі у вигляді низькочастотних ультразвукових коливань, джерело яких розміщують симетрично відносно вертикальної осі симетрії цього об'єму і унизу.2. Спосіб за п. 1, який відрізняється...
Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів
Номер патенту: 42573
Опубліковано: 15.10.2001
Автори: Сезонов Максим Вікторович, Суханов Владімір Пєтровіч, Жидов Ніколай Вікторовіч, Мікульонок Ігор Олегович, Біденко Василь Дмитрович, Бородін Ігорь Владіміровіч
МПК: B29C 47/38, B27N 3/08
Мітки: основі, виробів, органічних, термопластичних, виготовлення, екструдер, композицій, наповнювачів, полімерів
Формула / Реферат:
1. Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів, що містить порожнистий корпус з вікнами для завантаження органічного наповнювача й термопластичного полімеру, розташований у корпусі з можливістю обертання щонайменше один шнек з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу, який відрізняється...