Спосіб термообробки вугілля “лисичків”
Номер патенту: 4465
Опубліковано: 17.01.2005
Автори: Клименко Ольга В'ячеславівна, Чернишев Віталій Вікторович
Формула / Реферат
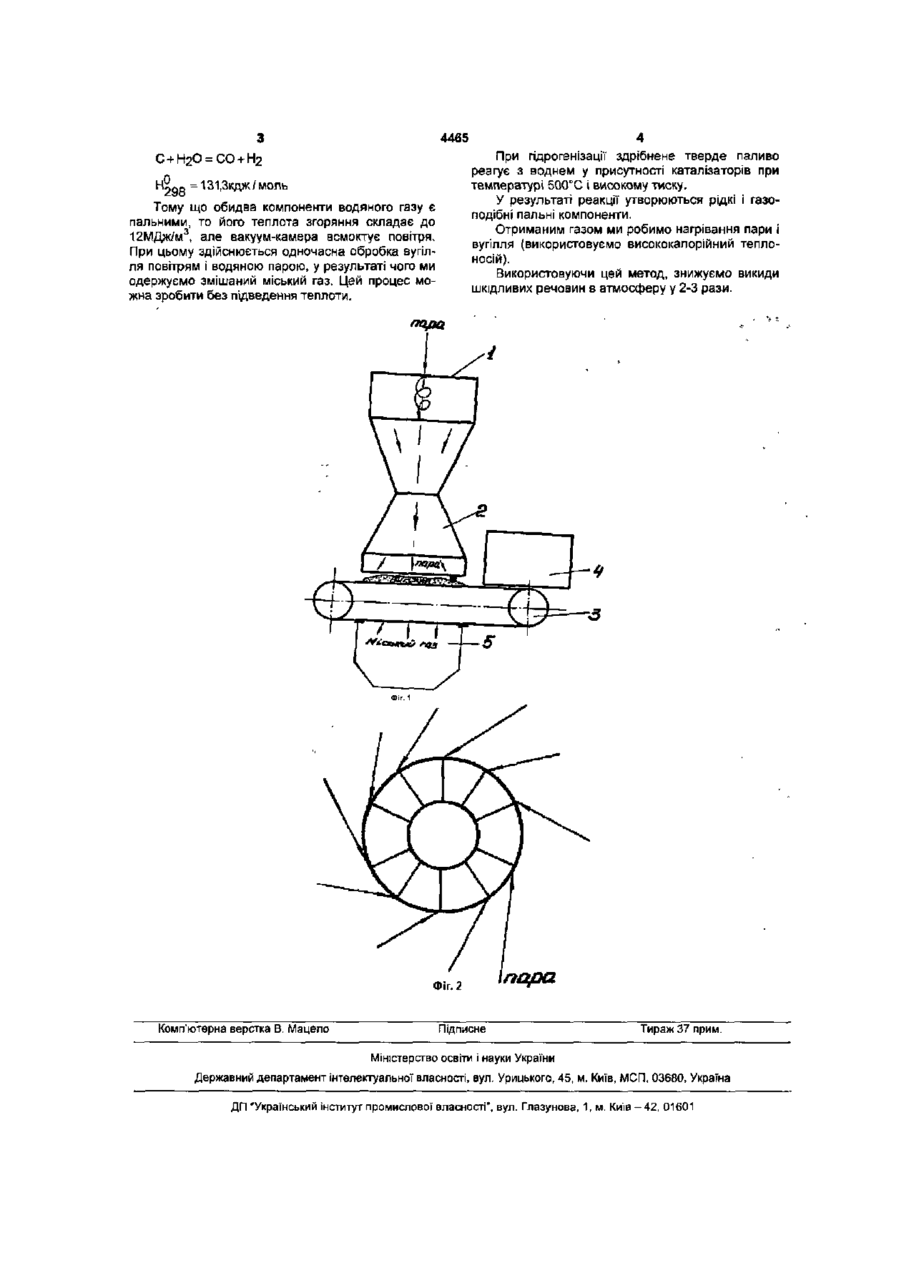
Спосіб термообробки вугілля, що включає його нагрів і пропущення через нього водяної пари від турбіни, який відрізняється тим, що водяну пару направляють від турбіни коаксіально і пропускають її через вугілля шляхом вакуумування, а нагрів проводять до температури 500°С, одержуючи частковий піроліз вугілля.
Текст
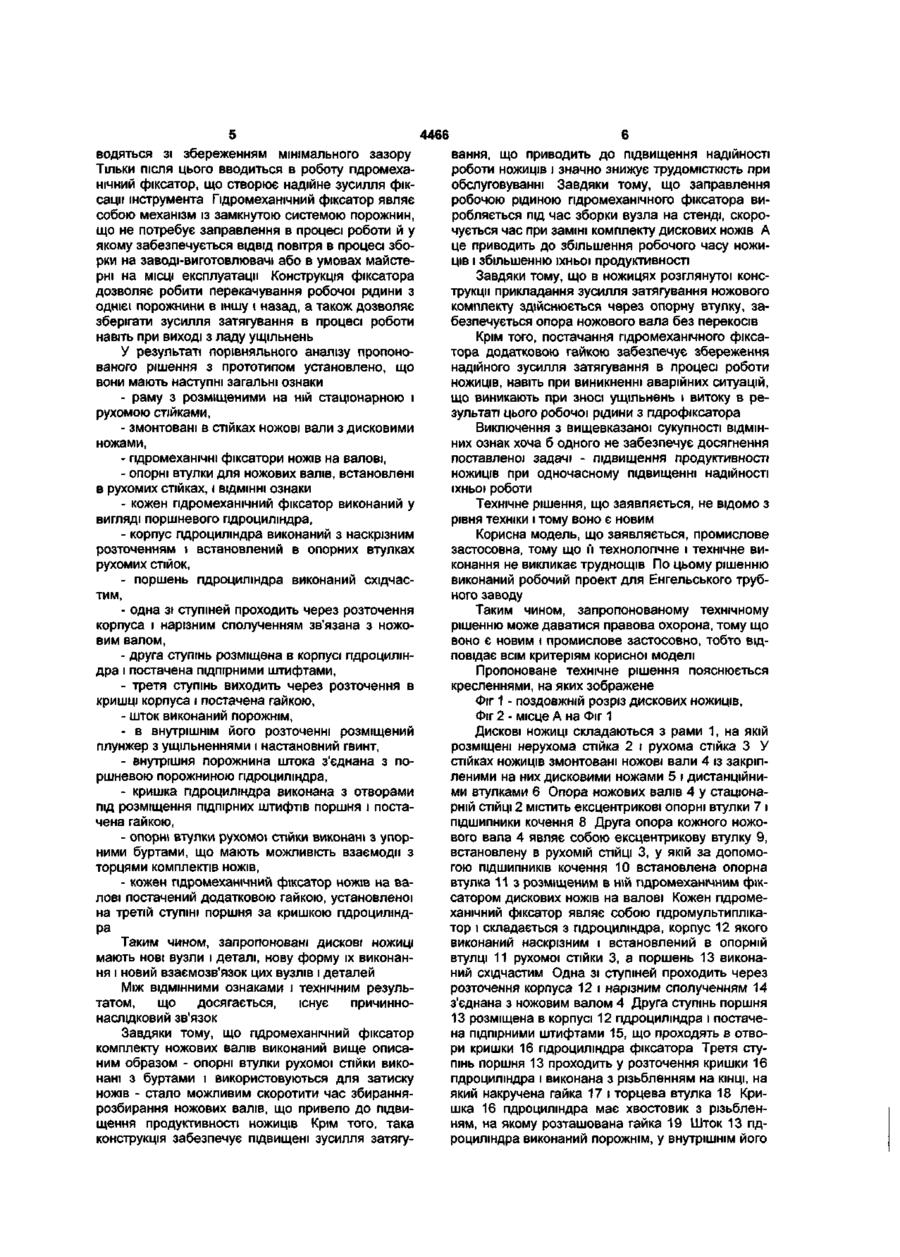
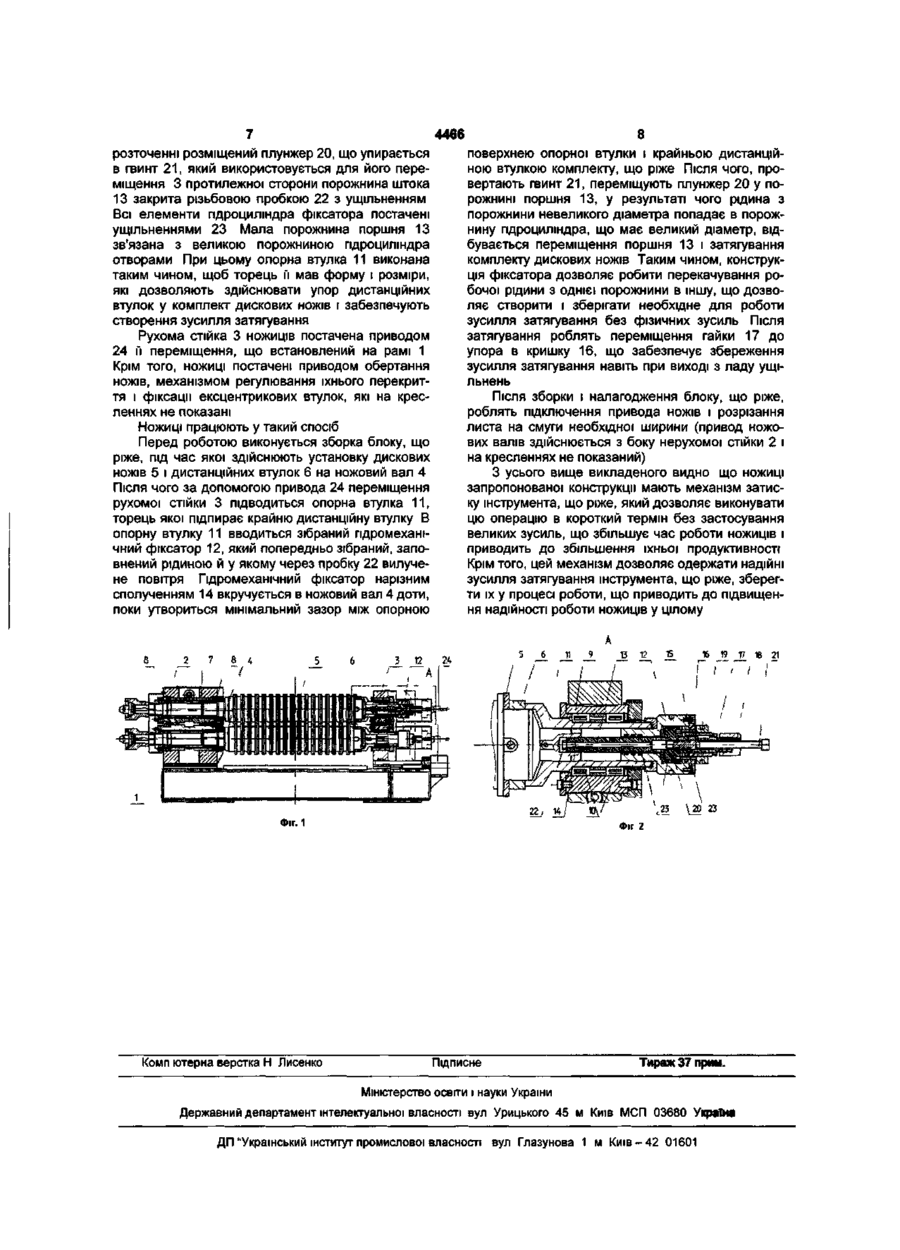
1. Дискові ножиці, що містять раму з розміщеними на ній стаціонарною і рухомою стійками, в яких змонтовані ножові вали з дисковими ножами, а також гідромеханічні фіксатори ножів на валу та опорні втулки для ножових валів, встановлені в рухливих стійках, які відрізняються тим, що кожний гідромеханічний фіксатор виконаний у вигляді поршневого гідроциліндра, корпус якого виконаний з наскрізним розточенням і встановлений в опорних втулках рухомої стійки, пор шень виконаний східчастим, один із східців проходить через розточення корпуса і нарізним сполученням зв'язаний з ножовим валом, другий східець розміщений в корпусі гідроциліндра і оснащений підпірними штифтами, а третій східець виходить через розточення в кришці корпуса і оснащений гайкою, причому шток виконаний порожнистим, у внутрішньому його розточенні розміщений плунжер з ущільненнями і настановним гвинтом, внутрішня порожнина штока з'єднана з поршневою порожниною гідроциліндра, кришка якого виконана з отворами під розміщення підпірних штифтів поршня і оснащена гайкою, крім того опорні втулки рухомої стійки виконані з упорними буртами, які мають можливість взаємодії з торцями комплектів ножів. 2. Дискові ножиці за п.1, які відрізняються тим, що кожний гідромеханічний фіксатор ножів на валу оснащений додатковою гайкою, встановленою на третьому східці поршня за кришкою гідроциліндра. Корисна модель відноситься до обробки металу тиском і може бути використане в агрегатах подовжнього різання переважно тонких металевих і неметалевих смуг і стрічок. Відомі дискові ножиці по авторському посвідченню СРСР №837614, МПК B23D19/00 (або Химич Г.Л. Механическое оборудование цехов холодной прокатки. М., Машиностроение, 1972г., с. 408), що складаються з рами і встановлених на ній двох стійок: рухливої і стаціонарної, а також ножових валів, змонтованих у підшипникових опорах, що розміщені в стійках. Ножові вали постачені дисковими ножами, встановленими в необхідне положення дистанційними втулками, які закріплені на валах за допомогою стопорних гайок. Одна з підшипникових опор ножового вала зафіксована в осьовому напрямку в стаціонарній стійці, а друга виконана таким чином, що вона переміщується у рухливій стійці за допомогою привода зворотнопоступального переміщення. Ножиці постачені механізмами регулювання осьового і радіального зазору і пристроєм осьової фіксації ножового вала. При розрізанні смуги на штрипс дисковими ножицями основною вимогою є забезпечення кожною парою дискових ножів різання без задирок і в межах допуску на ширину штрипса. Поява задирок можливо при збільшенні зазору між бічними поверхнями крайок, що ріжуть, верхніх і нижнього дискових ножів, що може відбуватися при ненадійному кріпленні набору інструмента, що ріже, на верхньому і нижньому ножових валах, або при затупленні крайок, що ріжуть. Затуплення крайок, що ріжуть, настає після розрізання визначеної кількості смуги і є основною ознакою для заміни комплекту інструмента, що ріже. Для забезпечення надійності кріплення набору інструмента, що ріже, потрібно прикласти велике постійно діюче осьове зусилля. У розглянутому вище аналогу кріплення ножів і дистанційних втулок на ножових валах здійснюється за допомогою гайок. Таке кріплення вимагає прикладання великих зусиль і в результаті приводить до швидкого зносу гайок, а також до збільшення часу зміни комплекту, що ріже. СО со 4466 Таким чином недоліком цих ножиців є велика трудомісткість фіксації комплектів дискових ножів на ножовому валу і недостатня надійність затягування Найбільш близьким технічним рішенням до пропонованої корисної моделі є дискові ножиці по авторському посвідченню №1177083, МПК B23D19/00 Вони прийняті за прототип Ці ножиці містять розміщені на рамі рухливу і стаціонарну СТІЙКІ, в яких змонтовані ножові вали Одна з опор кожного вала встановлена в нерухомій СТІЙЦІ Друга опора розміщена в рухливій СТІЙЦІ І виконана таким чином, що плаває Вона має опорну втулку, на яку опирається ножовий вал Ножові вали мають комплект дискових ножів і дистанційних втулок, а також постачені гідромеханічними фіксаторами цих комплектів, що виконані у виді гайок і проставок, розміщених між ножами і гайками На одному з торців проставки виконаний кільцевий паз під робочу рідину, у якому установлені втулки з виступом на торці і кільця П-подібного перетину з ущільненнями У проставці розміщений також силовий циліндр зі східчастим плунжером, порожнина якого з'єднана з кільцевим пазом Ступінчастий плунжер переміщається натискним гвинтом Фіксація комплекту ножів і втулок у цих ножицях відбувається таким чином Спочатку на вал вдягаються ножі з втулками, потім - проставка і все це затягують гайками, після чого переміщенням натискного гвинта зрушують плунжер гідроциліндра проставки Це переміщення викликає зміну тиску в порожнині кільцевої проточки, що перетворюється в переміщення П-подібного кільця У результаті відбувається затягування комплекту ножів на валу При цьому ножиці також постачені механізмами регулювання осьового і радіального зазору і пристроєм осьової фіксації ножового валу У розглянутому вище прототипі для створення великого постійно діючого осьового зусилля використовується гідромеханічний фіксатор у виді проставки і гайки для створення попереднього зусилля затягування Таке технічне рішення передбачає створення достатнього зусилля гайками, а потім збільшення цього зусилля за допомогою гідромеханічних проставок Кожна проставка містить кільцевий паз, у якому установлена втулка з ущільненнями і кільце, яке не фіксується в пазу Таке конструктивне рішення допускає наявність повітря між кільцем і втулкою, що обумовлює виникнення труднощів при заправленні робочою рідиною порожнин Крім того, зазначена конструкція має обмежений хід втулки при створенні зусилля затягування через малий обсяг робочої рідини в порожнині, що має малу площу При цьому можливість збільшення обсягу обмежена розмірами проставки, ЗОВНІШНІЙ діаметр якої не може перевищувати мінімального діаметра ножів після перешліфовки Крім того, зазначена конструкція не може переміщати робочу рідину в зворотному напрямку з великої порожнини в малу, а також забезпечувати додаткову фіксацію у випадку виходу з ладу ущільнень Підведення опори пересувної в прототипі відтворюється гвинтовим механізмом, який допускає перекіс, що у свою чергу створює можливість підвищеного зносу в підшипниках рухливої опори При цьому відбувається збільшення бічного зазору між ножами і змінюється перекриття ножів Крім того, при експлуатації виникає можливість саморозбирання, тому що втулка з кільцем у проставці нічим не фіксується і тримається тільки на ущільненні Ці НОЖИЦІ В порівнянні з розглянутим раніше аналогом мають більш надійний фіксатор дискових ножів на валу Однак до недоліків цього фіксатора необхідно віднести трудомісткість процесу кріплення ножів на валу, що приводить до збільшення часу зміни комплектів ножів і простоям ножиців А це у свою чергу знижує продуктивність ножиців Необхідно врахувати, що заміна ножів відбувається на ножицях 2-3 рази в зміну Крім того, ножиці цієї конструкції мають недостатню надійність у роботі В основу корисної моделі поставлена задача підвищення продуктивності ножиців при одночасному підвищенні надійності їхньої роботи Ця задача вирішується за рахунок технічного результату, що складається в скороченні часу на заміну комплектів ножів і зменшенні трудомісткості цієї операції при одночасному забезпеченні надійних зусиль затягування і збереження їх у процесі роботи ножиців Для досягнення вищевказаного результату в дискових ножицях, які включають раму з розміщеними на ній стаціонарною і рухомою стійками, у яких змонтовані ножові вали з дисковими ножами, а також гідромеханічні фіксатори ножів на валу і опорні втулки для ножових валів, встановлені в рухомих стійках, ВІДПОВІДНО ДО винаходу, кожен гідромеханічний фіксатор виконаний у виді поршневого гідроциліндра, корпус якого виконаний з наскрізним розточенням і встановлений в опорних втулках рухомої стійки, поршень виконаний східчастим, одна зі ступіней проходить через розточення корпуса і нарізним сполученням зв'язане з ножовим валом, друга ступінь розміщена в корпусі гідроциліндра і постачена підпірними штифтами, а третя ступінь виходить через розточення кришки корпуса і постачена гайкою, при цьому шток виконаний порожнім у внутрішнім його розточенні розміщене плунжер з ущільненнями і настановним гвинтом, внутрішня порожнина штока з'єднана з поршневою порожниною гідроциліндра, кришка якого виконана з отворами під розміщення підпірних штифтів поршня і постачена гайкою, крім того опорні втулки рухомої стійки виконані з упорними буртами, що мають можливість взаємодії з торцями комплектів ножів Крім того, кожен гідромеханічний фіксатор ножів на валові постачений додатковою гайкою, установленої на третій СХІДЦІ поршня за кришкою гідроциліндра Пропоноване технічне рішення дозволяє робити фіксацію комплекту ножів і дистанційних втулок на ножових валах за допомогою гідромеханічних фіксаторів і опорних втулок рухомої стійки Така конструкція виключає можливість перекосу в підшипниках рухливої стійки і дозволяє установити в опорах підшипники підвищеної точності Торцеве розташування гідромеханічного фіксатора забезпечує достатню величину ходу для максимального зниження трудомісткості процесу фіксації, тому що втулки рухомої стійки до набору інструментів під 4466 водяться зі збереженням мінімального зазору Тільки ПІСЛЯ ЦЬОГО ВВОДИТЬСЯ В роботу гідромеха нічний фіксатор, що створює надійне зусилля фіксації інструмента Гідромеханічний фіксатор являє собою механізм із замкнутою системою порожнин, що не потребує заправлення в процесі роботи й у якому забезпечується ВІДВІД повітря в процесі зборки на заводі-виготовлювачі або в умовах майстерні на МІСЦІ експлуатації Конструкція фіксатора дозволяє робити перекачування робочої рідини з однієї порожнини в іншу і назад, а також дозволяє зберігати зусилля затягування в процесі роботи навіть при виході з ладу ущільнень У результаті порівняльного аналізу пропонованого рішення з прототипом установлено, що вони мають наступні загальні ознаки - раму з розміщеними на ній стаціонарною і рухомою стійками, - змонтовані в стійках ножові вали з дисковими ножами, - гідромеханічні фіксатори ножів на валові, - опорні втулки для ножових валів, встановлені в рухомих стійках, і ВІДМІННІ ознаки - кожен гідромеханічний фіксатор виконаний у вигляді поршневого гідроциліндра, - корпус гідроциліндра виконаний з наскрізним розточенням і встановлений в опорних втулках рухомих стійок, - поршень гідроциліндра виконаний східчастим, - одна зі ступіней проходить через розточення корпуса і нарізним сполученням зв'язана з ножовим валом, - друга ступінь розміщена в корпусі гідроциліндра і постачена підпірними штифтами, - третя ступінь виходить через розточення в кришці корпуса і постачена гайкою, - шток виконаний порожнім, - в внутрішнім його розточенні розміщений плунжер з ущільненнями і настановний гвинт, - внутрішня порожнина штока з'єднана з поршневою порожниною гідроциліндра, - кришка гідроциліндра виконана з отворами під розміщення підпірних штифтів поршня і постачена гайкою, - опорні втулки рухомо» стійки виконані з упорними буртами, що мають можливість взаємодії з торцями комплектів ножів, - кожен гідромеханічний фіксатор ножів на валові постачений додатковою гайкою, установленої на третій ступіні поршня за кришкою гідроциліндра Таким чином, запропоновані дискові ножиці мають нові вузли і деталі, нову форму їх виконання і новий взаємозв'язок цих вузлів і деталей Між ВІДМІННИМИ ознаками і технічним результатом, що досягається, існує причиннонаслідковий зв'язок Завдяки тому, що гідромеханічний фіксатор комплекту ножових валів виконаний вище описаним образом - опорні втулки рухомої стійки виконані з буртами і використовуються для затиску ножів - стало можливим скоротити час збираннярозбирання ножових валів, що привело до підвищення продуктивності ножиців Крім того, така конструкція забезпечує підвищені зусилля затягу вання, що приводить до підвищення надійності роботи ножиців і значно знижує трудомісткість при обслуговуванні Завдяки тому, що заправлення робочою рідиною гідромеханічного фіксатора виробляється під час зборки вузла на стенді, скорочується час при заміні комплекту дискових ножів А це приводить до збільшення робочого часу ножиців і збільшенню їхньої продуктивності Завдяки тому, що в ножицях розглянутої конструкції прикладання зусилля затягування ножового комплекту здійснюється через опорну втулку, забезпечується опора ножового вала без перекосів Крім того, постачання гідромеханічного фіксатора додатковою гайкою забезпечує збереження надійного зусилля затягування в процесі роботи ножиців, навіть при виникненні аварійних ситуацій, що виникають при зносі ущільнень і витоку в результаті цього робочої рідини з пдрофіксатора Виключення з вищевказаної сукупності ВІДМІННИХ ознак хоча б одного не забезпечує досягнення поставленої задачі - підвищення продуктивності ножиців при одночасному підвищенні надійності їхньої роботи Технічне рішення, що заявляється, не відомо з рівня техніки і тому воно є новим Корисна модель, що заявляється, промислове застосовна, тому що її технологічне і технічне виконання не викликає труднощів По цьому рішенню виконаний робочий проект для Енгельського трубного заводу Таким чином, запропонованому технічному рішенню може даватися правова охорона, тому що воно є новим і промислове застосовно, тобто відповідає всім критеріям корисної моделі Пропоноване технічне рішення пояснюється кресленнями, на яких зображене Фіг 1 - поздовжній розріз дискових ножиців, Фіг 2 - місце А на Фіг 1 Дискові НОЖИЦІ складаються з рами 1, на якій розміщені нерухома стійка 2 і рухома стійка З У стійках ножиців змонтовані ножові вали 4 із закріпленими на них дисковими ножами 5 і дистанційними втулками 6 Опора ножових валів 4 у стаціонарній СТІЙЦІ 2 містить ексцентрикові опорні втулки 7 і підшипники кочення 8 Друга опора кожного ножового вала 4 являє собою ексцентрикову втулку 9, встановлену в рухомій СТІЙЦІ 3, у якій за допомогою ПІДШИПНИКІВ кочення 10 встановлена опорна втулка 11 з розміщеним в ній гідромеханічним фіксатором дискових ножів на валові Кожен гідромеханічний фіксатор являє собою пдромультиплікатор і складається з гідроциліндра, корпус 12 якого виконаний наскрізним і встановлений в опорній втулці 11 рухомої стійки 3, а поршень 13 виконаний східчастим Одна зі ступіней проходить через розточення корпуса 12 і нарізним сполученням 14 з'єднана з ножовим валом 4 Друга ступінь поршня 13 розміщена в корпусі 12 гідроциліндра і постачена підпірними штифтами 15, що проходять в отвори кришки 16 гідроциліндра фіксатора Третя ступінь поршня 13 проходить у розточення кришки 16 гідроциліндра і виконана з різьбленням на КІНЦІ, на який накручена гайка 17 і торцева втулка 18 Кришка 16 гідроциліндра має хвостовик з різьбленням, на якому розташована гайка 19 Шток 13 гідроциліндра виконаний порожнім, у внутрішнім його 4466 розточенні розміщений плунжер 20, що упирається в гвинт 2 1 , який використовується для його переміщення 3 протилежної сторони порожнина штока 13 закрита різьбовою пробкою 22 з ущільненням Всі елементи гідроциліндра фіксатора постачені ущільненнями 23 Мала порожнина поршня 13 зв'язана з великою порожниною гідроциліндра отворами При цьому опорна втулка 11 виконана таким чином, щоб торець й мав форму і розміри, які дозволяють здійснювати упор дистанційних втулок у комплект дискових ножів і забезпечують створення зусилля затягування Рухома стійка 3 ножиців постачена приводом 24 її переміщення, що встановлений на рамі 1 Крім того, ножиці постачені приводом обертання ножів, механізмом регулювання їхнього перекриття і фіксації ексцентрикових втулок, які на кресленнях не показані Ножиці працюють у такий спосіб Перед роботою виконується зборка блоку, що ріже, під час якої здійснюють установку дискових ножів 5 і дистанційних втулок 6 на ножовий вал 4 Після ЧОГО за допомогою привода 24 переміщення рухомої стійки 3 підводиться опорна втулка 11, торець якої підпирає крайню дистанційну втулку В опорну втулку 11 вводиться зібраний гідромеханічний фіксатор 12, який попередньо зібраний, заповнений рідиною й у якому через пробку 22 вилучене повітря Гідромеханічний фіксатор нарізним сполученням 14 вкручується в ножовий вал 4 доти, поки утвориться мінімальний зазор між опорною 8 поверхнею опорної втулки і крайньою дистанційною втулкою комплекту, що ріже Після ЧОГО, провертають гвинт 21, переміщують плунжер 20 у порожнині поршня 13, у результаті чого рідина з порожнини невеликого діаметра попадає в порожнину гідроциліндра, що має великий діаметр, відбувається переміщення поршня 13 і затягування комплекту дискових ножів Таким чином, конструкція фіксатора дозволяє робити перекачування робочої рідини з однієї порожнини в іншу, що дозволяє створити і зберігати необхідне для роботи зусилля затягування без фізичних зусиль Після затягування роблять переміщення гайки 17 до упора в кришку 16, що забезпечує збереження зусилля затягування навіть при виході з ладу ущільнень Після зборки і налагодження блоку, що ріже, роблять підключення привода ножів і розрізання листа на смуги необхідної ширини (привод ножових валів здійснюється з боку нерухомої стійки 2 і на кресленнях не показаний) З усього вище викладеного видно що ножиці запропонованої конструкції мають механізм затиску інструмента, що ріже, який дозволяє виконувати цю операцію в короткий термін без застосування великих зусиль, що збільшує час роботи ножиців і приводить до збільшення їхньої продуктивності Крім того, цей механізм дозволяє одержати надійні зусилля затягування інструмента, що ріже, зберегти їх у процесі роботи, що приводить до підвищення надійності роботи ножиців у цілому 13 1 2 Ь 1 1 1 1 6 9 7 8 Фіг. 1 Комп ютерна верстка Н Лисенко Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності вул Урицького 45 м Київ МСП 03680 Україна ДП "Український інститут промислової власності вул Глазунова 1 м Київ-42 01601 21
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for heat treatment of coal “lysychkiv”
Назва патенту російськоюСпособ термообработки угля "лисичков"
МПК / Мітки
МПК: C10B 49/00
Мітки: вугілля, термообробки, лисичків, спосіб
Код посилання
<a href="https://ua.patents.su/6-4465-sposib-termoobrobki-vugillya-lisichkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки вугілля “лисичків”</a>
Спосіб термообробки деревного вугілля для одержання активованого вугілля
Номер патенту: 39606
Опубліковано: 15.06.2001
Автор: Єфремов Олег Іванович
МПК: B01J 20/20, C01B 31/08
Мітки: спосіб, одержання, термообробки, деревного, вугілля, активованого
Формула / Реферат:
Спосіб термообробки деревного вугілля для одержання активованого вугілля, що містить у собі активацію деревного вугілля шляхом термічної обробки, охолодження, подрібнення, сортування по товарних фракціях, утилізацію вихідних газів, який відрізняється тим, що із загального обсягу вхідної сировини - деревного вугілля виділяють масу фракційного складу мінус 30 плюс 10 мм, з отриманої маси магнітною обробкою видаляють залізовмісні частки і...
Спосіб керування швидкісним режимом установки барабанних летучих ножиців з електричним зв’язком транспортуючого і різального пристроїв при мірному різанні смугового прокату
Номер патенту: 66902
Опубліковано: 15.06.2004
Автори: Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Гриценко Сергій Анатолійович
МПК: B23D 25/00
Мітки: барабанних, швидкісним, установки, режимом, мірному, смугового, летучих, електричним, спосіб, різанні, прокату, різального, зв'язком, транспортуючого, ножиців, пристроїв, керування
Формула / Реферат:
Спосіб керування швидкісним режимом установки летучих барабанних ножиців з електричним зв'язком транспортуючого і різального пристроїв при мірному різанні смугового прокату, що полягає в тому, що смузі задають постійну швидкість переміщення від транспортуючого пристрою, барабанам ножиців задають перемінну кутову швидкість, середнє значення якої залежить від довжини листа, що відрізається, а барабанам у процесі різання задають швидкість з...
Спосіб масляної грануляції вугілля із суспензії вугілля-вода
Номер патенту: 4926
Опубліковано: 28.12.1994
Автори: Єлішевич Аркадій Танхумович, Григорюк Олег Євгенович, Білецький Володимир Стефанович, Папушин Юрій Леонідович, Оглоблін Микола Дмитрович, Сергеєв Павло Всеволодович
МПК: C10L 9/00
Мітки: суспензії, масляної, вугілля-вода, спосіб, грануляції, вугілля
Формула / Реферат:
1.Способ масляной грануляции угля из суспензии уголь-вода, включающий перемешивание суспензии уголь-вода с вводом реагента гидрофобизатора угольной фазы, углеводородного связующего, воды для разжижения и отделения полученных гранул, отличающийся тем, что, с целью ускорения гранулирования и повышения качества гранул, в процессе перемешивания сначала вводят реагент - гидрофобизатор угольной фазы и углеводородное связующее и затем при...
Спосіб отримання активованого вугілля з довгополуменевого кускового кам’яного вугілля
Номер патенту: 45225
Опубліковано: 15.03.2002
Автори: Щелкунов Пилип Савельович, Кравчук Володимир Михайлович, Гордієнко Олександр Ілліч, Дроздник Ігор Давидович, Кафтан Юрій Степанович, Улановський Марко Леонідович, Сілка Адольф Миколайович, Краузе Абрам Ісакович
МПК: C01B 31/08
Мітки: отримання, довгополуменевого, активованого, кускового, спосіб, вугілля, кам'яного
Формула / Реферат:
Спосіб отримання активованого вугілля з довгополуменевого кускового кам'яного вугілля, де реалізуються технологічні процеси підготовки кусків вугілля 50-13 мм, засипання їх в сталеву реторту, установлення в камерну піч, карбонізація, дроблення до зерен розміром 5-2 мм, засипання в сталеву реторту, активація в камерній печі, який відрізняється тим, що в процесі підготовки вугілля до карбонізації відбираються куски розміром "рівні і...
Антифрикційний сплав на основі заліза і спосіб його одержання і термообробки
Номер патенту: 38979
Опубліковано: 15.05.2001
Автори: М'ясоєдов Тарас Володимирович, Хлопков Вадим Олексійович, Карий Михайло Олександрович
МПК: C22C 38/00
Мітки: основі, спосіб, заліза, сплав, антифрикційний, одержання, термообробки
Формула / Реферат:
(21) 2000127342 Дата прийняття(54) (57) рішення 10 квітня 2001 р. 1. Підвіска колеса транспортного засобу, що містить жорстко з'єднаний з віссю колеса важіль, кінцями через торсіонний пружний елемент і пружину розтягу...
Попередній патент: Склад для боронікелювання сталевих виробів
Наступний патент: Дискові ножиці
Випадковий патент: Спосіб охолодження газів кальцинації содового виробництва