Спосіб виготовлення модульного теплоізоляційного елемента
Номер патенту: 55415
Опубліковано: 15.04.2003
Автори: Націєвський Юрій Данилович, Націєвський Сергій Юрійович
Формула / Реферат
1. Спосіб виготовлення модульного теплоізоляційного елемента, що включає утворення зовнішньої газонепроникної оболонки, формування сердечника із сипкого теплоізоляційного матеріалу та вакуумування, який відрізняється тим, що ділянки зовнішньої газонепроникної оболонки, відповідні сторонам теплоізоляційного елемента, розташованим при його експлуатації перпендикулярно тепловому потоку, утворюють ламінованою фольгою, відповідно ділянки, розташовані паралельно тепловому потоку, утворюють низькотеплопровідним полімерним матеріалом, а сердечник формують безпосередньо в газонепроникній оболонці шляхом засипання з одночасним віброущільненням сипкого пористого теплоізоляційного матеріалу та наступним вакуумуванням заповненої оболонки.
2. Спосіб за п.1, який відрізняється тим, що як ламіновану фольгу використовують ламістер.
3. Спосіб за п.1, який відрізняється тим, що як низькотеплопровідний полімерний матеріал використовують екструдований тришаровий полімерний профіль РР/РА/РЕ (поліпропілен, поліамід, поліетилен).
4. Спосіб за пп. 1 чи 3, який відрізняється тим, що ділянки зовнішньої газонепроникної оболонки з низькотеплопровідного полімерного матеріалу виконують у вигляді з'єднання «паз-гребінь» з нанесенням на зовнішні сторони шару нетвердіючого герметика.
5. Спосіб за п.1, який відрізняється тим, що як сипкий пористий теплоізоляційний матеріал використовують спучений перліт або спучений вермикуліт, або силіпор фракцій та насипною щільністю відповідно:
перліт
0,63-1,25 мм, 70-120 кг/м3;
вермикуліт
0,63-5,0 мм, 100 кг/м3;
силіпор
0,01-5,0 мм, 40-200 кг/м3.
Текст
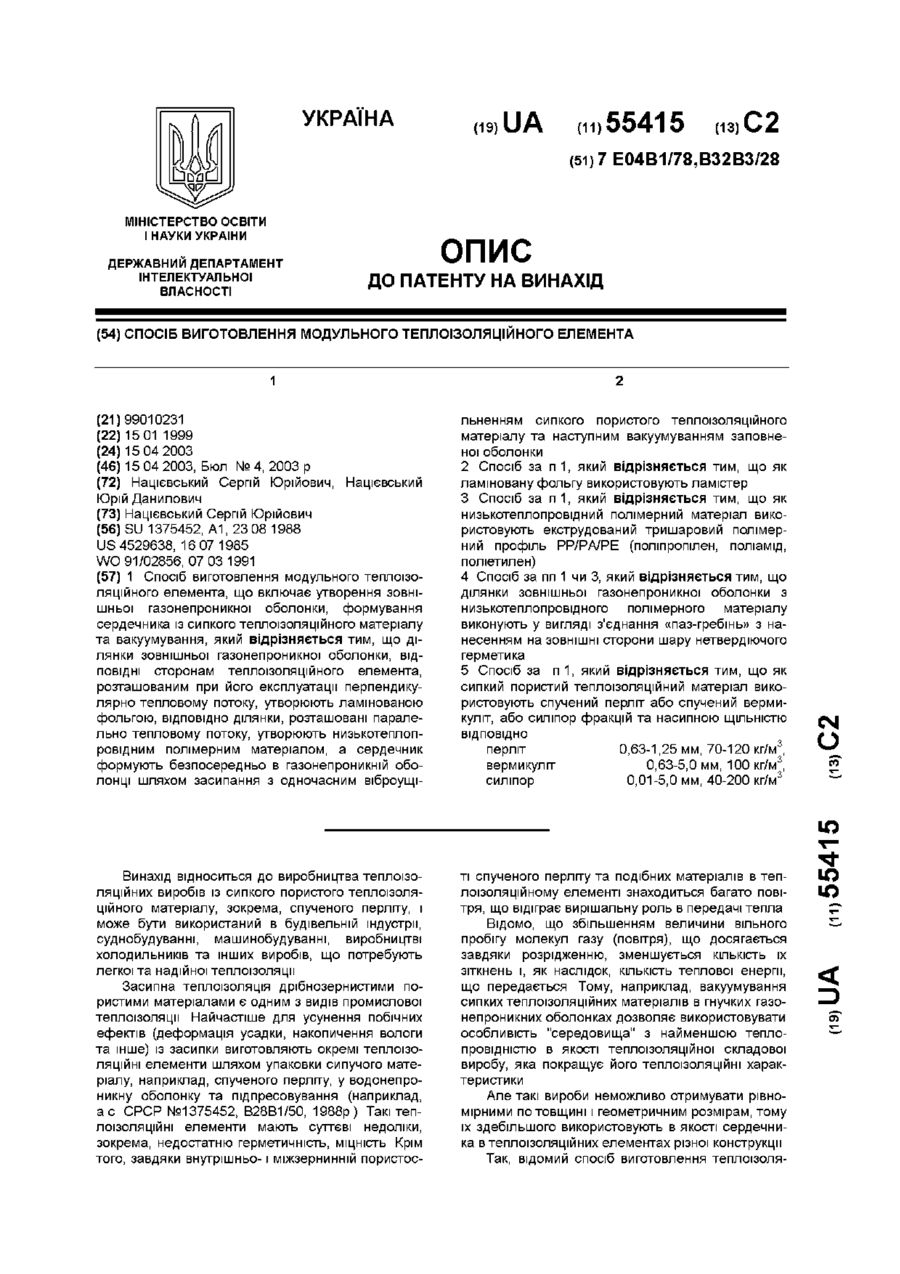
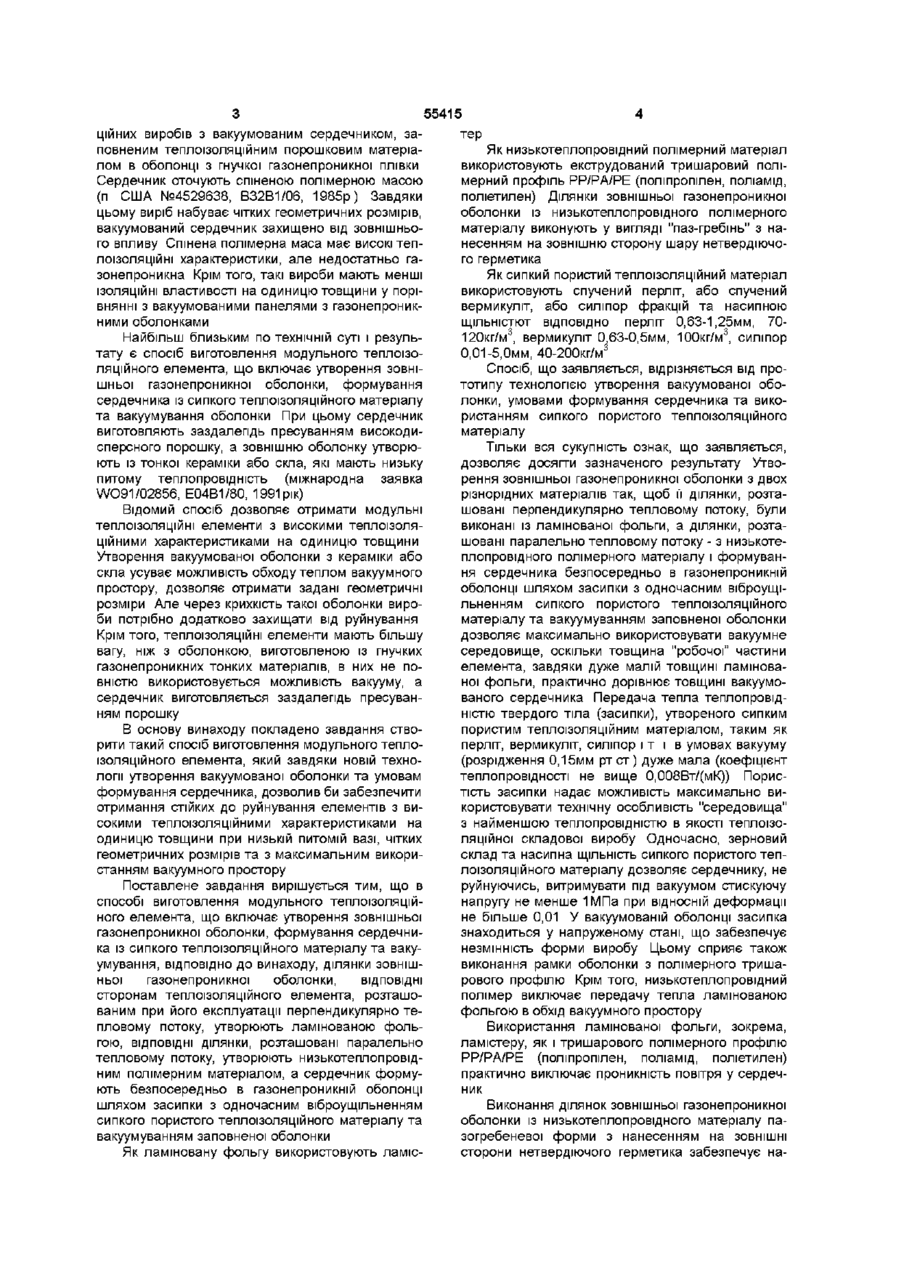
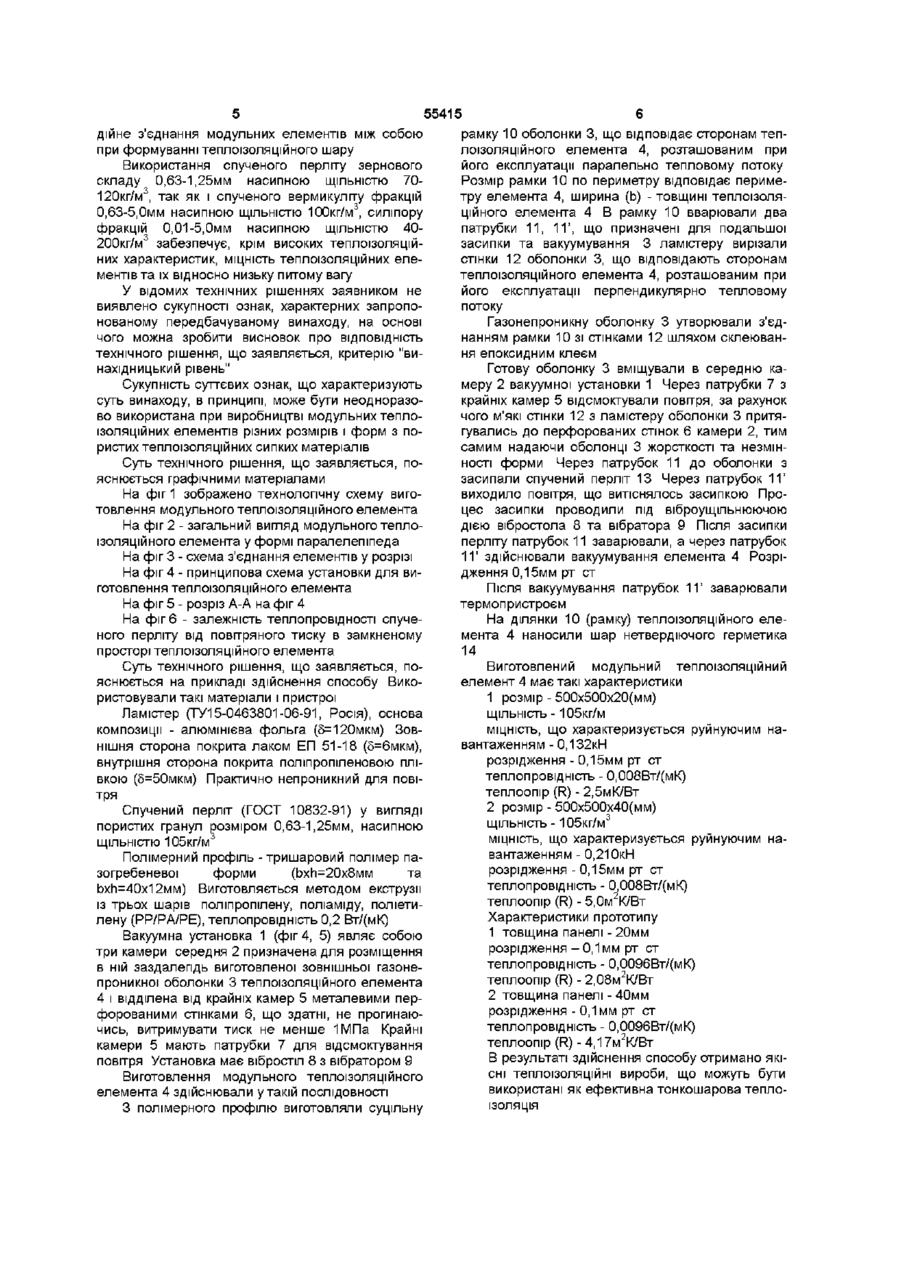
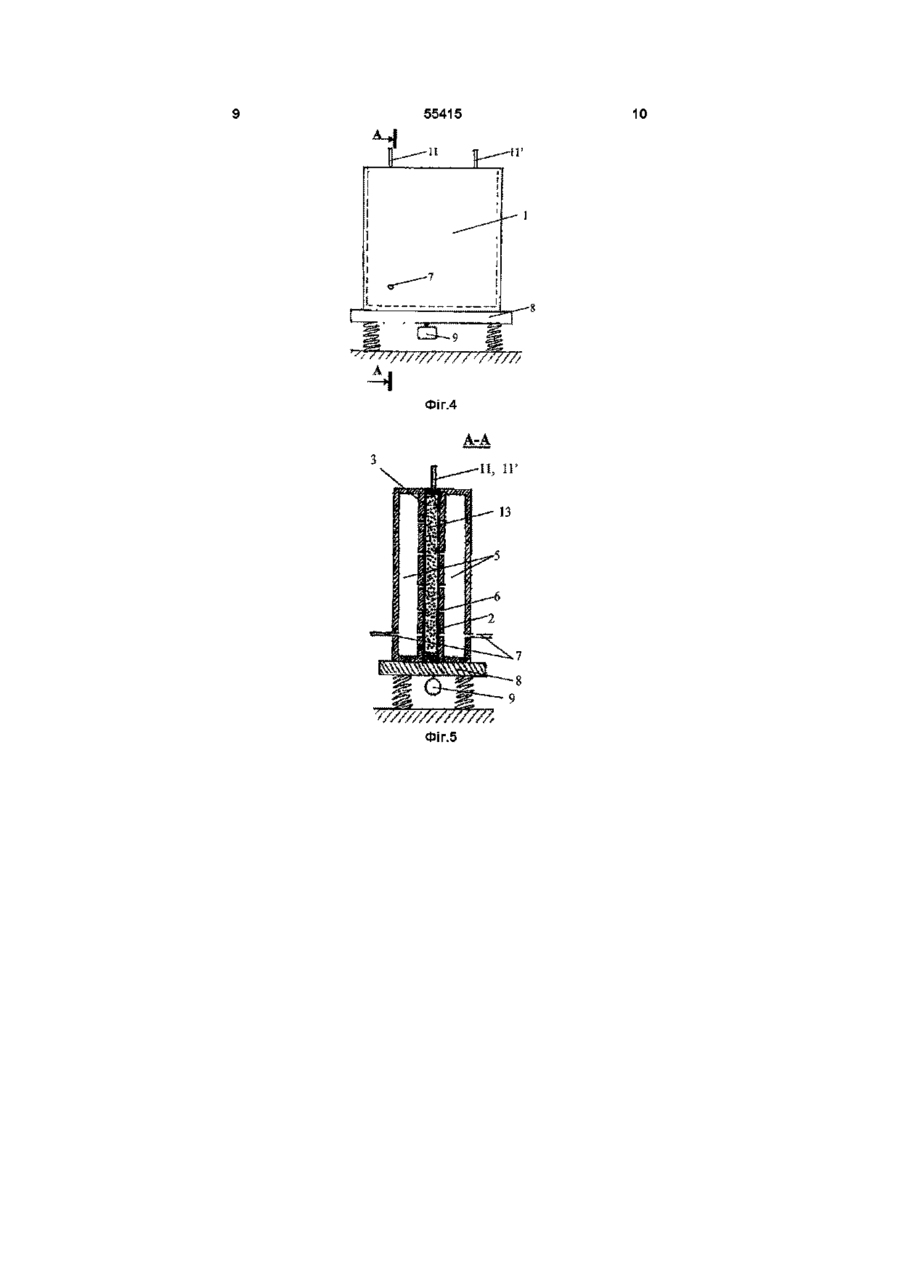
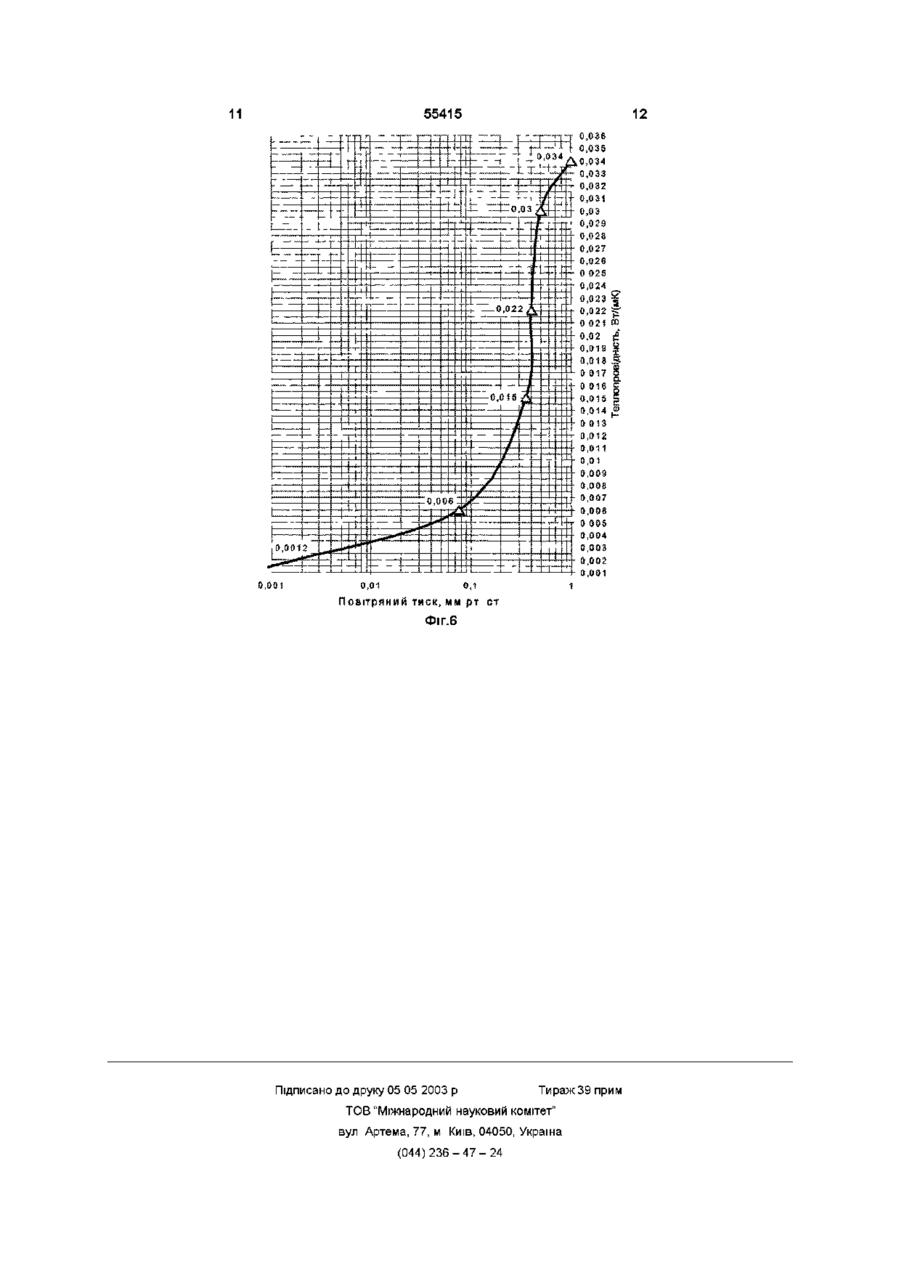
1 Спосіб виготовлення модульного теплоізоляційного елемента, що включає утворення зовнішньої газонепроникної оболонки, формування сердечника із сипкого теплоізоляційного матеріалу та вакуумування, який відрізняється тим, що ділянки зовнішньої газонепроникної оболонки, ВІДПОВІДНІ сторонам теплоізоляційного елемента, розташованим при його експлуатації перпендикулярно тепловому потоку, утворюють ламінованою фольгою, ВІДПОВІДНО ділянки, розташовані паралельно тепловому потоку, утворюють низькотеплопровідним полімерним матеріалом, а сердечник формують безпосередньо в газонепроникній оболонці шляхом засипання з одночасним віброущі льненням сипкого пористого теплоізоляційного матеріалу та наступним вакуумуванням заповненої оболонки 2 Спосіб за п 1, який відрізняється тим, що як ламіновану фольгу використовують ламістер 3 Спосіб за п 1, який відрізняється тим, що як низькотеплопровідний полімерний матеріал використовують екструдований тришаровий полімерний профіль РР/РА/РЕ (поліпропілен, поліамід, поліетилен) 4 Спосіб за пп 1 чи 3, який відрізняється тим, що ділянки зовнішньої газонепроникної оболонки з низькотеплопровідного полімерного матеріалу виконують у вигляді з'єднання «паз-гребінь» з нанесенням на ЗОВНІШНІ сторони шару нетвердіючого герметика 5 Спосіб за п 1, який відрізняється тим, що як сипкий пористий теплоізоляційний матеріал використовують спучений перліт або спучений вермикуліт, або силіпор фракцій та насипною ЩІЛЬНІСТЮ ВІДПОВІДНО перліт вермикуліт силіпор 0,63-1,25 мм, 70-120 кг/м~ 0,63-5,0 мм, 100 кг/м~ 0,01-5,0 мм, 40-200 кг/м; О ю Винахід відноситься до виробництва теплоізоляційних виробів із сипкого пористого теплоізоляційного матеріалу, зокрема, спученого перліту, і може бути використаний в будівельній індустрії, суднобудуванні, машинобудуванні, виробництві холодильників та інших виробів, що потребують легкої та надійної теплоізоляції Засипна теплоізоляція дрібнозернистими пористими матеріалами є одним з видів промислової теплоізоляції Найчастіше для усунення побічних ефектів (деформація усадки, накопичення вологи та інше) із засипки виготовляють окремі теплоізоляційні елементи шляхом упаковки сипучого матеріалу, наприклад, спученого перліту, у водонепроникну оболонку та підпресовування (наприклад, а с СРСР №1375452, В28В1/50, 1988р) Такі теплоізоляційні елементи мають суттєві недоліки, зокрема, недостатню герметичність, МІЦНІСТЬ Крім того, завдяки внутрішньо-1 міжзернинній пористос ті спученого перліту та подібних матеріалів в теплоізоляційному елементі знаходиться багато повітря, що відіграє вирішальну роль в передачі тепла Відомо, ЩО збільшенням величини вільного пробігу молекул газу (повітря), що досягається завдяки розрідженню, зменшується КІЛЬКІСТЬ їх зіткнень і, як наслідок, КІЛЬКІСТЬ теплової енергії, що передається Тому, наприклад, вакуумування сипких теплоізоляційних матеріалів в гнучких газонепроникних оболонках дозволяє використовувати особливість "середовища" з найменшою теплопровідністю в якості теплоізоляційної складової виробу, яка покращує його теплоізоляційні характеристики Але такі вироби неможливо отримувати рівномірними по товщині і геометричним розмірам, тому їх здебільшого використовують в якості сердечника в теплоізоляційних елементах різної конструкції Так, відомий спосіб виготовлення теплоізоля 5 ю ю ційних виробів з вакуумованим сердечником, заповненим теплоізоляційним порошковим матеріалом в оболонці з гнучкої газонепроникної плівки Сердечник оточують спіненою полімерною масою (п США №4529638, В32В1/06, 1985р) Завдяки цьому виріб набуває чітких геометричних розмірів, вакуумований сердечник захищено від зовнішнього впливу Спінена полімерна маса має високі теплоізоляційні характеристики, але недостатньо газонепроникна Крім того, такі вироби мають менші ІЗОЛЯЦІЙНІ властивості на одиницю товщини у порівнянні з вакуумованими панелями з газонепроникними оболонками Найбільш близьким по технічній суті і результату є спосіб виготовлення модульного теплоізоляційного елемента, що включає утворення зовнішньої газонепроникної оболонки, формування сердечника із сипкого теплоізоляційного матеріалу та вакуумування оболонки При цьому сердечник виготовляють заздалегідь пресуванням високодисперсного порошку, а зовнішню оболонку утворюють із тонкої кераміки або скла, які мають низьку питому теплопровідність (міжнародна заявка WO91/02856, Е04В1/80, 1991 рік) Відомий спосіб дозволяє отримати модульні теплоізоляційні елементи з високими теплоізоляційними характеристиками на одиницю товщини Утворення вакуумованої оболонки з кераміки або скла усуває можливість обходу теплом вакуумного простору, дозволяє отримати задані геометричні розміри Але через крихкість такої оболонки вироби потрібно додатково захищати від руйнування Крім того, теплоізоляційні елементи мають більшу вагу, ніж з оболонкою, виготовленою із гнучких газонепроникних тонких матеріалів, в них не повністю використовується можливість вакууму, а сердечник виготовляється заздалегідь пресуванням порошку В основу винаходу покладено завдання створити такий спосіб виготовлення модульного теплоізоляційного елемента, який завдяки новій технологи утворення вакуумованої оболонки та умовам формування сердечника, дозволив би забезпечити отримання стійких до руйнування елементів з високими теплоізоляційними характеристиками на одиницю товщини при низькій питомій вазі, чітких геометричних розмірів та з максимальним використанням вакуумного простору Поставлене завдання вирішується тим, що в способі виготовлення модульного теплоізоляційного елемента, що включає утворення зовнішньої газонепроникної оболонки, формування сердечника із сипкого теплоізоляційного матеріалу та вакуумування, ВІДПОВІДНО до винаходу, ділянки зовнішньої газонепроникної оболонки, ВІДПОВІДНІ сторонам теплоізоляційного елемента, розташованим при його експлуатації перпендикулярно тепловому потоку, утворюють ламінованою фольгою, ВІДПОВІДНІ ділянки, розташовані паралельно тепловому потоку, утворюють низькотеплопровідним полімерним матеріалом, а сердечник формують безпосередньо в газонепроникній оболонці шляхом засипки з одночасним віброущільненням сипкого пористого теплоізоляційного матеріалу та вакуумуванням заповненої оболонки Як ламіновану фольгу використовують ламіс 55415 тер Як низькотеплопровідний полімерний матеріал використовують екструдований тришаровий полімерний профіль РР/РА/РЕ (поліпропілен, поліамід, поліетилен) Ділянки ЗОВНІШНЬОЇ газонепроникної оболонки із низькотеплопровідного полімерного матеріалу виконують у вигляді "паз-гребінь" з нанесенням на зовнішню сторону шару нетвердіючого герметика Як сипкий пористий теплоізоляційний матеріал використовують спучений перліт, або спучений вермикуліт, або силіпор фракцій та насипною ЩІЛЬНІСТЮТ 3 ВІДПОВІДНО перліт 0,63-1,25мм, 3 70 120кг/м , вермикуліт 0 63-0,5мм, 100кг/м , силіпор 0,01-5,0мм, 40-200кг/м Спосіб, що заявляється, відрізняється від прототипу технологією утворення вакуумованої оболонки, умовами формування сердечника та використанням сипкого пористого теплоізоляційного матеріалу Тільки ВСЯ сукупність ознак, що заявляється, дозволяє досягти зазначеного результату Утворення зовнішньої газонепроникної оболонки з двох різнорідних матеріалів так, щоб її ділянки, розташовані перпендикулярно тепловому потоку, були виконані із ламінованої фольги, а ділянки, розташовані паралельно тепловому потоку - з низькотеплопровідного полімерного матеріалу і формування сердечника безпосередньо в газонепроникній оболонці шляхом засипки з одночасним віброущільненням сипкого пористого теплоізоляційного матеріалу та вакуумуванням заповненої оболонки дозволяє максимально використовувати вакуумне середовище, оскільки товщина "робочої" частини елемента, завдяки дуже малій товщині ламінованої фольги, практично дорівнює товщині вакуумованого сердечника Передача тепла теплопровідністю твердого тіла (засипки), утвореного сипким пористим теплоізоляційним матеріалом, таким як перліт, вермикуліт, силіпор і т і в умовах вакууму (розрідження 0,15мм ртст) дуже мала (коефіцієнт теплопровідності не вище 0,008Вт/(мК)) Пористість засипки надає можливість максимально використовувати технічну особливість "середовища" з найменшою теплопровідністю в якості теплоізоляційної складової виробу Одночасно, зерновий склад та насипна ЩІЛЬНІСТЬ СИПКОГО пористого теплоізоляційного матеріалу дозволяє сердечнику, не руйнуючись, витримувати під вакуумом стискуючу напругу не менше 1МПа при ВІДНОСНІЙ деформації не більше 0,01 У вакуумованій оболонці засипка знаходиться у напруженому стані, що забезпечує незмінність форми виробу Цьому сприяє також виконання рамки оболонки з полімерного тришарового профілю Крім того, низькотеплопровідний полімер виключає передачу тепла ламінованою фольгою в обхід вакуумного простору Використання ламінованої фольги, зокрема, ламістеру, як і тришарового полімерного профілю РР/РА/РЕ (поліпропілен, поліамід, поліетилен) практично виключає проникність повітря у сердечник Виконання ділянок зовнішньої газонепроникної оболонки із низькотеплопровідного матеріалу пазогребеневої форми з нанесенням на ЗОВНІШНІ сторони нетвердіючого герметика забезпечує на дійне з'єднання модульних елементів між собою при формуванні теплоізоляційного шару Використання спученого перліту зернового складу 0,63-1,25мм насипною ЩІЛЬНІСТЮ 703 120кг/м , так як і спученого вермикуліту фракцій 3 0,63-5,0мм насипною ЩІЛЬНІСТЮ 100КГ/М , силіпору фракцій 0,01-5,0мм насипною ЩІЛЬНІСТЮ 403 200кг/м забезпечує, крім високих теплоізоляційних характеристик, МІЦНІСТЬ теплоізоляційних елементів та їх відносно низьку питому вагу У відомих технічних рішеннях заявником не виявлено сукупності ознак, характерних запропонованому передбачуваному винаходу, на основі чого можна зробити висновок про ВІДПОВІДНІСТЬ технічного рішення, що заявляється, критерію "винахідницький рівень" Сукупність суттєвих ознак, що характеризують суть винаходу, в принципі, може бути неодноразово використана при виробництві модульних теплоізоляційних елементів різних розмірів і форм з пористих теплоізоляційних сипких матеріалів Суть технічного рішення, що заявляється, пояснюється графічними матеріалами На фіг 1 зображено технологічну схему виготовлення модульного теплоізоляційного елемента На фіг 2 - загальний вигляд модульного теплоізоляційного елемента у формі паралелепіпеда На фіг 3 - схема з'єднання елементів у розрізі На фіг 4 - принципова схема установки для виготовлення теплоізоляційного елемента На фіг 5 - розріз А-А на фіг 4 На фіг 6 - залежність теплопровідності спученого перліту від повітряного тиску в замкненому просторі теплоізоляційного елемента Суть технічного рішення, що заявляється, пояснюється на прикладі здійснення способу Використовували такі матеріали і пристрої Ламістер (ТУ15-0463801-06-91, Росія), основа композиції - алюмінієва фольга (5=120мкм) Зовнішня сторона покрита лаком ЕП 51-18 (5=6мкм), внутрішня сторона покрита поліпропіленовою плівкою (5=50мкм) Практично непроникний для повітря Спучений перліт (ГОСТ 10832-91) у вигляді пористих гранул розміром 0,63-1,25мм, насипною ЩІЛЬНІСТЮ 105кг/м Полімерний профіль -тришаровий полімер пазогребеневої форми (Ьхп=20х8мм та Ьхп=40х12мм) Виготовляється методом екструзії із трьох шарів поліпропілену, поліаміду, поліетилену (РР/РА/РЕ), теплопровідність 0,2 Вт/(мК) Вакуумна установка 1 (фіг 4, 5) являє собою три камери середня 2 призначена для розміщення в ній заздалегідь виготовленої зовнішньої газонепроникної оболонки 3 теплоізоляційного елемента 4 і відділена від крайніх камер 5 металевими перфорованими стінками 6, що здатні, не прогинаючись, витримувати тиск не менше 1МПа Крайні камери 5 мають патрубки 7 для відсмоктування повітря Установка має вібростіл 8 з вібратором 9 Виготовлення модульного теплоізоляційного елемента 4 здійснювали у такій ПОСЛІДОВНОСТІ З полімерного профілю виготовляли суцільну 55415 рамку 10 оболонки 3, що відповідає сторонам теплоізоляційного елемента 4, розташованим при його експлуатації паралельно тепловому потоку Розмір рамки 10 по периметру відповідає периметру елемента 4, ширина (Ь) - товщині теплоізоляційного елемента 4 В рамку 10 вварювали два патрубки 11, 11', що призначені для подальшої засипки та вакуумування 3 ламістеру вирізали стінки 12 оболонки 3, що відповідають сторонам теплоізоляційного елемента 4, розташованим при його експлуатації перпендикулярно тепловому потоку Газонепроникну оболонку 3 утворювали з'єднанням рамки 10 зі стінками 12 шляхом склеювання епоксидним клеєм Готову оболонку 3 вміщували в середню камеру 2 вакуумної установки 1 Через патрубки 7 з крайніх камер 5 відсмоктували повітря, за рахунок чого м'які СТІНКИ 12 З ламістеру оболонки 3 притягувались до перфорованих стінок 6 камери 2, тим самим надаючи оболонці 3 жорсткості та незмінності форми Через патрубок 11 до оболонки з засипали спучений перліт 13 Через патрубок 11' виходило повітря, що витіснялось засипкою Процес засипки проводили під віброущільнюючою дією вібростола 8 та вібратора 9 Після засипки перліту патрубок 11 заварювали, а через патрубок 11' здійснювали вакуумування елемента 4 Розрідження 0,15мм рт ст Після вакуумування патрубок 11' заварювали термопристроєм На ділянки 10 (рамку) теплоізоляційного елемента 4 наносили шар нетвердіючого герметика 14 Виготовлений модульний теплоізоляційний елемент 4 має такі характеристики 1 розмір - 500х500х20(мм) ЩІЛЬНІСТЬ - 105кг/м МІЦНІСТЬ, що характеризується руйнуючим навантаженням - 0,132кН розрідження - 0,15мм рт ст теплопровідність - 0,008Вт/(мК) теплоопір (R) - 2,5мК/Вт 2 розмір - 500х500х40(мм) ЩІЛЬНІСТЬ - 105кг/м3 МІЦНІСТЬ, що характеризується руйнуючим навантаженням - 0,21 ОкН розрідження - 0,15мм рт ст теплопровідність - 0 008Вт/(мК) теплоопір (R) - 5,0м К/Вт Характеристики прототипу 1 товщина панелі - 20мм розрідження - 0,1мм рт ст теплопровідність - 0,0096Вт/(мК) теплоопір (R) - 2,08м2К/Вт 2 товщина панелі - 40мм розрідження - 0,1мм рт ст теплопровідність - 0,0096Вт/(мК) теплоопір (R) - 4,17м2К/Вт В результаті здійснення способу отримано ЯКІСНІ теплоізоляційні вироби, що можуть бути використані як ефективна тонкошарова теплоізоляція 55415 Виготовлення полімерного профілю Розкрій ламінованої фольги Виготовлення з профілю рамкйз патрубками Виготовлення оболонки Сипкий пористий теплоізоляційний матеріал Виготовлення елемента під вакуумом З'ємта пакування готових зів ФІГ.1 Фіг.2 10 14 10 13 -12 Фіг.З 55415 /////////у/// ///?//, Фіг.4 Фіг.5 10 11 55415 0,001 12 0,01 Повітряний тиск, мн рт ст Фіг.6 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making module heat-insulation element
Автори англійськоюNatsievskyi Serhii Yuriovych, Natsievskyi Yurii Danylovych
Назва патенту російськоюСпособ изготовления модельного теплоизоляционного элемента
Автори російськоюНациевский Сергей Юрьевич, Нациевский Юрий Данилович
МПК / Мітки
Мітки: теплоізоляційного, виготовлення, елемента, модульного, спосіб
Код посилання
<a href="https://ua.patents.su/6-55415-sposib-vigotovlennya-modulnogo-teploizolyacijjnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення модульного теплоізоляційного елемента</a>
Піноутворювач для виготовлення теплоізоляційного бетону
Номер патенту: 37985
Опубліковано: 15.05.2001
Автор: Мартиненко Володимир Олександрович
МПК: C04B 24/10, C04B 103/42, C04B 28/02
Мітки: теплоізоляційного, піноутворювач, бетону, виготовлення
Текст:
...3,0 97,0 96,5 95,5 94,5 93,0 91,0 12,4 0,76 16,9 0,80 14,4 0,85 12,5 0,85 9,2 0,84 5,5 0,82 70 60 70 80 110 180 Характеристика пінобетону 1. Щільність, кг/см 2 360 390 400 385 445 420 2. Міцність на стиск після обробки гарячою парою,кгс/см 2 5,7 9,3 10,0 8,5 7,6 4,8 Складові піноутворювача: 1. Деревний омилений пек 2. Меласна упарена післядріжджова барда 3. Гідравлічне вапно 4. Вода Параметри піни: 1....
Піноутворювач для виготовлення теплоізоляційного бетону
Номер патенту: 40958
Опубліковано: 15.08.2001
Автори: Мартиненко Володимир Олександрович, Большаков Володимир Іванович, Тестов Володимир Олександрович, Юрченко Юрій Володимирович
МПК: C04B 38/10
Мітки: виготовлення, піноутворювач, теплоізоляційного, бетону
Формула / Реферат:
Піноутворювач для виготовлення теплоізоляційного бетону, що включає смолу деревну омилену, гідравлічне вапно та модифікатор, який відрізняється тим, що як модифікатор він містить пожежний піноутворювач при такому співвідношенні компонентів, мас. %:
Склад для виготовлення теплоізоляційного матеріалу
Номер патенту: 54666
Опубліковано: 17.03.2003
Автори: Зубкова Юлія Миколаївна, Пономарьова Ірина Борисівна, Шараніна Людмила Георгіївна
МПК: C04B 28/24
Мітки: теплоізоляційного, склад, виготовлення, матеріалу
Формула / Реферат:
Склад для виготовлення теплоізоляційного матеріалу, що включає рідке скло, який відрізняється тим, що він додатково містить алюмосилікатні мікросфери і воду при наступному співвідношенні компонентів, мас.%:рідке скло 21,0 - 42,0 алюмосилікатні мікросфери 72,0 - 50,0 вода решта.
Спосіб виготовлення фільтрувального елемента трубчастого типу
Номер патенту: 47685
Опубліковано: 15.07.2002
Автори: Шаповал Олександр Євгенович, Луцько Василь Степанович, Сова Ромен Юхимович, Загороднюк Юрій Вікторович, Карпенко Петро Олександрович, Прушанський Максим Йосипович
МПК: B01D 39/02, B01D 27/00, B01D 29/00
Мітки: типу, елемента, трубчастого, спосіб, фільтрувального, виготовлення
Формула / Реферат:
Спосіб виготовлення фільтрувального елемента трубчастого типу, який включає розміщення між підкладками, що виготовлені з нетканого пористого волокна на основі поліетилену і/або поліпропілену, послідовно розміщених шарів фільтрувального матеріалу, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний - шар паперу, виготовлений із фосфатцелюлози, причому підкладки формують...
Спосіб виготовлення внутрішніх та зовнішніх смуг решіткового елемента, спосіб виготовлення решіткового елемента та решітковий елемент
Номер патенту: 37183
Опубліковано: 15.05.2001
Автори: Демаріо Едмунд Еморі, Лаусон Чарльз Норман
МПК: B21D 47/00, G21C 3/34, B21D 21/00
Мітки: виготовлення, спосіб, внутрішніх, елемента, зовнішніх, решітковий, решіткового, смуг, елемент
Формула / Реферат:
1. Способ изготовления внутренних и наружных полос решеточного элемента, включающий получение в них множества отклоняющих лопаток и множества пружинных элементов, отличающийся тем, что в соответствии с технологической последовательностью перемещают управляемые конвейерные средства для транспортировки множества внутренних и множества наружных полос на рабочие позиции, в каждой полосе осуществляют на пробивном штампе пробивку отверстий для...
Попередній патент: Спосіб і пристрій для виробництва сталевої смуги
Наступний патент: Спосіб зниження концентрації патуліну у фруктових соках, пристрій для реалізації способу та спосіб регенерації мікропористої смоли
Випадковий патент: Установка для випробування ущільнень