Спосіб переведення роботи печі по виплавці крем’янистих феросплавів з карборундного методу на безкарборундний
Номер патенту: 69377
Опубліковано: 25.04.2012
Автори: Рукавишников Євген Миколайович, Рукавишников Микола Васильович

Формула / Реферат
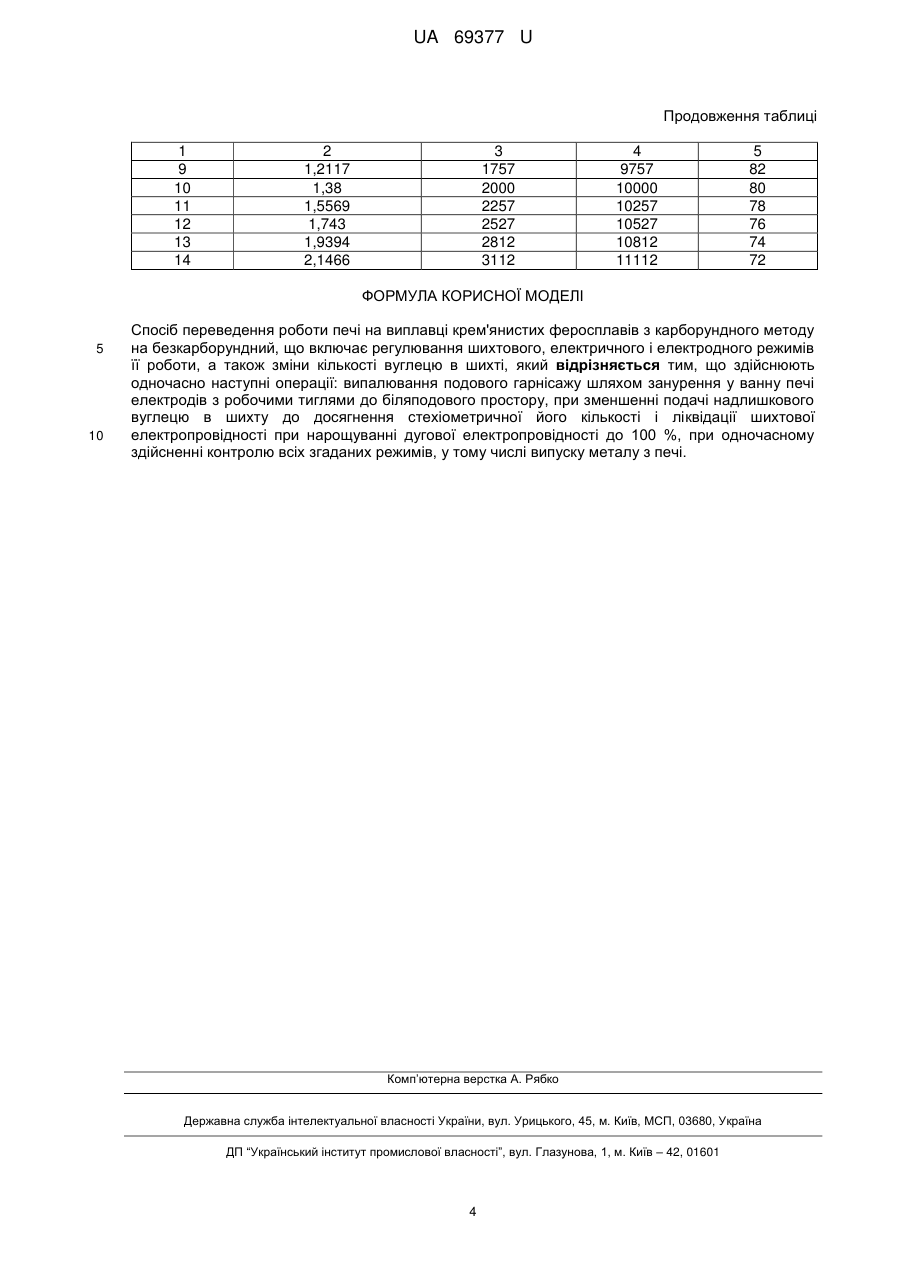
Спосіб переведення роботи печі на виплавці крем'янистих феросплавів з карборундного методу на безкарборундний, що включає регулювання шихтового, електричного і електродного режимів її роботи, а також зміни кількості вуглецю в шихті, який відрізняється тим, що здійснюють одночасно наступні операції: випалювання подового гарнісажу шляхом занурення у ванну печі електродів з робочими тиглями до біляподового простору, при зменшенні подачі надлишкового вуглецю в шихту до досягнення стехіометричної його кількості і ліквідації шихтової електропровідності при нарощуванні дугової електропровідності до 100 %, при одночасному здійсненні контролю всіх згаданих режимів, у тому числі випуску металу з печі.
Текст
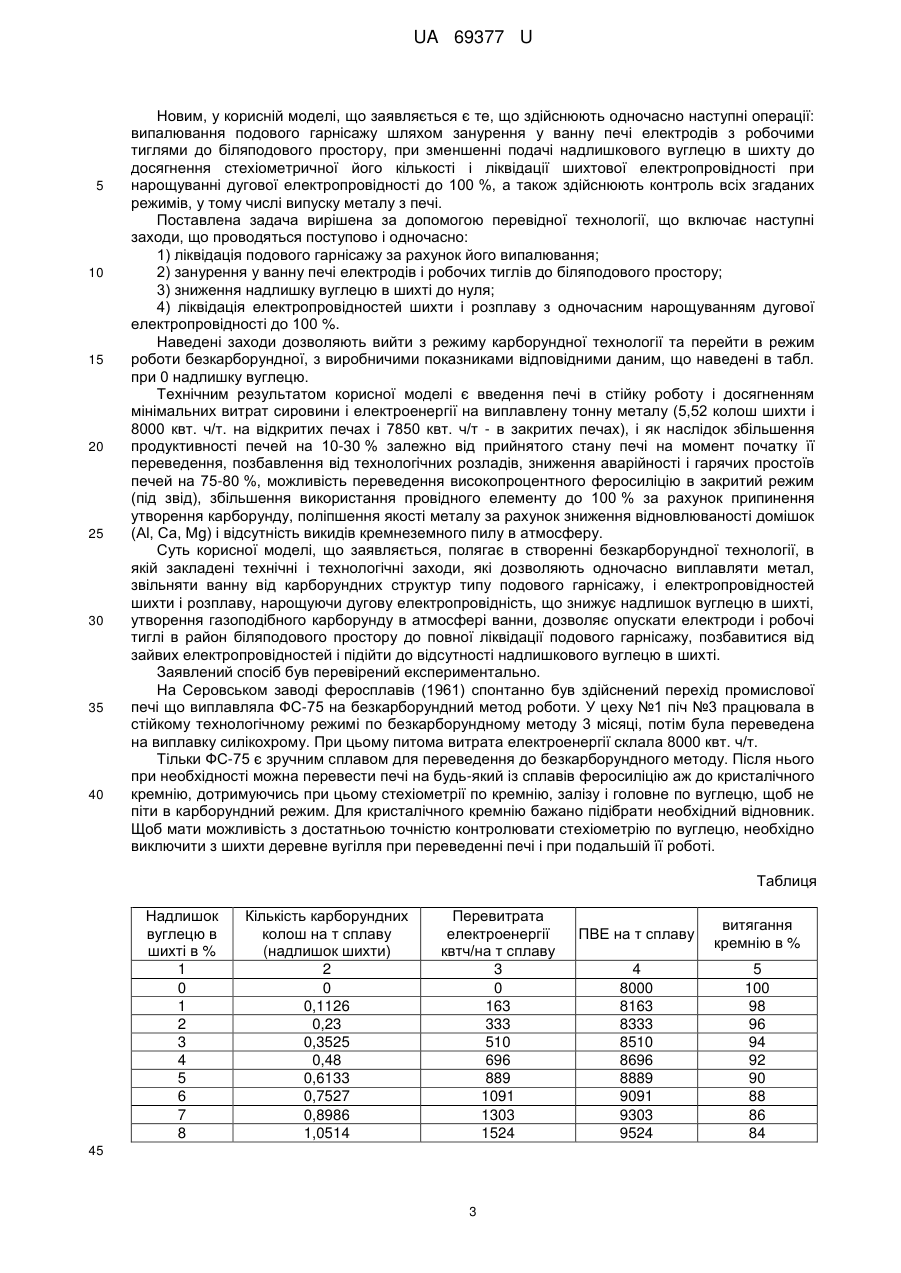
Реферат: Спосіб переведення роботи печі на виплавці крем'янистих феросплавів з карборундного методу на безкарборундний, що включає регулювання шихтового, електричного і електродного режимів її роботи, а також зміни кількості вуглецю в шихті, причому здійснюють одночасно наступні операції: випалювання подового гарнісажу шляхом занурення у ванну печі електродів з робочими тиглями до біляподового простору, при зменшенні подачі надлишкового вуглецю в шихту до досягнення стехіометричної його кількості і ліквідації шихтової електропровідності при нарощуванні дугової електропровідності до 100 %, при одночасному здійсненні контролю всіх згаданих режимів, у тому числі випуску металу з печі. UA 69377 U (12) UA 69377 U UA 69377 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області чорної металургії, до феросплавної промисловості, а саме до виплавки крем'янистих феросплавів (розглядується виплавка феросиліцію ФС-75). Відомий спосіб виплавки феросиліцію, що отримав найбільшого поширення в світі, який полягає в тому, що у ванну печі по труботечках безперервно подають шихту, що складається з кварциту, коксу і залізної стружки. По самоспікних електродах у ванну печі, до робочих тиглів підводиться електроенергія. Технологічний процес протікає при температурі електричної дуги і виплавлений метал, який скупчується у ванні, періодично випускають з печі в ківш. Особливість технології такого способу полягає в тому, що печі можуть працювати лише за наявності в шихті надлишкового вуглецю (ІV) по відношенню до теоретично необхідної його кількості. Це викликано тим, що силові струми йдуть по шляху мінімального електроопору, а саме по шляхах з максимальною електропровідністю. Електрична дуга створює необхідну в печі температуру в 5-6 тисяч градусів. Для цього необхідна дугова електропровідність (ДЕ). Таку електропровідність створює лише електропровідність металу. Якщо метал знаходиться поряд з робочим тиглем, то це сприяє 100 % дуговому режиму печі. У ванні печі, що виплавляє крем'янисті феросплави, робочі тиглі знаходяться над подовим гарнісажем, на висоті 1-1,5 метра вище за під печі. Метал, що наплавляється, стікає на під печі. В цьому випадку в системі спільної електропровідності дугова електропровідність може складати від 10 % до 40 % та не забезпечує повного робочого струмового навантаження і потужності печі. Щоб підняти потужність до робочого стану, необхідна додаткова електропровідність. Ця додаткова шихтова електропровідність (ШЕ) підтримується надлишком вуглецю в шихті. Але не сам надлишковий вуглець створює шихтову електропровідність. Потрапивши в робочий тигель, надлишковий вуглець не знаходить кисню для взаємодії з ним і реагує з вільним кремнієм, утворюючи газоподібний карборунд. Цей газ, заповнюючи ванну печі, починає кристалізуватися на зернах коксу, зв'язуючи їх карборундною мережею. Це явище викликає електропровідність шихти. Ось чому за відомими технологіями необхідно підтримувати надлишковий вуглець в шихті. Кількість надлишкового вуглецю в шихті коливається від 1-2 % до 10-15 % або вище. Проте, чим вище надлишок вуглецю в шихті, тим важче протікає головний технологічний процес, тим більшою мірою погіршуються всі виробничі показники - частіше виникають і важче протікають технологічні розлади роботи печі. Математично виведена залежність між надлишком вуглецю в шихті і показниками роботи печі. У таблиці наведені дані карборундної залежності (КЗ) при виробництві ФС 75 у відкритої печі (див. Солошенко В.П., Ерко В.И., Рукавишников Н.В. Некоторые аспекты производства ферросилиция на СЗФ. Современные проблемы металлургии. - Том 6. - Днепропетровск, 2003). При наявності надлишку вуглецю в шихті, остання, потрапивши в робочий тигель (РТ) прореагує відповідно до стехіометрії, надлишковий вуглець в робочому тиглі кисню не зустріне та прореагує з відновленим кремнієм. Si+C=SiC (газ). В.А. Кравченко і С.И. Хитрик відзначають, що карбід кремнію за нормальних умов не плавиться і при температурі вище 2600 °C частково розкладається на Si і С або переганяється, не дисоціюючи (див. Кравченко В.А., Хитрик С.И. О реакциях карбида кремния с металлами и окислами при выплавке ферросплавов. Известия высших учебных заведений. Черная металлургия. - 1960. - №4). За даними Каменцева (див. Каменцев М.В. Искусственные абразивные материалы. Машгиз, 1950) у інтервалі 2300-2700 °C вміст парів кремнію над карбідом кремнію не перевищує 5-10 %, тобто карбід кремнію випаровується, майже не розкладаючись. Також відомо, що порошкоподібний SіC переганяється в атмосфері аргону при 2500 °C і осідає на холоднішій 2 підкладці у вигляді лускатих монокристалів розмірами до 2×2 см (див. http://www.megabook.ru/). Газоподібний карборунд, що утворився, вийде з робочого тигля в простір ванни і піде на колошник, де згорить. При цьому відбуваються як втрати кремнію, провідного елементу при виплавці феросиліцію, так і втрати електроенергії, яка була витрачена на відновлення цього кремнію. Газоподібний карборунд також формує у ванні печі подовий гарнісаж, який займає всю нижню частку ванни печі до половини її висоти. Окрім зниження дугового навантаження, наявність у ванні печі подового гарнісажу перешкоджає виходу шлаку, порушуючи технологічність, створює недолік вільного об'єму ванни для прийому наплавленого металу, при цьому високий рівень металу у ванні приводить до аварійних ситуацій на горні. Таким чином, надлишковий вуглець створює умови втрати найбільш економічного дугового режиму роботи печі, проте він необхідний для збереження працездатності печі за рахунок додаткової шихтової електропровідності. Але тепло, що виділяється шихтовою електропровідністю у процесі виплавки феросиліцію, використовується лише частково, як попереднє підігрівання шихти. Його основну частку складають теплові втрати. І.Т. Жердевим було встановлено, що у ванні печі до кожного електрода відносяться по 3 зони прогрівання. 1 UA 69377 U 5 10 15 20 25 30 35 40 45 50 55 Тобто у ванні існують 3 види електропровідності: дугова (ДЕ), шихтова (ШЕ) і електропровідність розплаву (РЕ). Характер розподілу електроенергії по зонах наступний: у шихті виділяється від 60 до 82 % енергії, в дузі від 10 до 40 %, і в розплаві 6-10 %. Те, що в дуговій печі, при виплавці феросиліцію дугова електропровідність займає в кращому разі 40 % від спільної потужності, говорить про украй незадовільну технологію. В таблиці карборундної залежності ця технологія знаходиться в рядках 2-15. Середньорічні показники питомої витрати електроенергії (ПВЕ) на виплавці ФС-75 по окремих заводах і в різні роки складають від 9000 до 11500 квт. ч/т. Основною причиною незадовільної роботи печей за даною технологією є надлишковий вуглець в шихті. Остаточно структурує технологію похідне надлишкового вуглецю - карборунд. В зв'язку з цим ми пропонуємо іменувати цю технологію карборундною. У таблиці карборундної залежності при відсутності надлишкового вуглецю, немає і газової фази карборунду в ванні печі. Це метод роботи печі ми пропонуємо назвати безкарборундним. На цю технологію при пуску печей з новою ванною за всю історію виплавки крем'янистих феросплавів ще ніхто не виходив. Проте у виробничій практиці були випадки спонтанного виходу на безкарборундную технологію. На теж вказує і математичний розрахунок в таблиці карборундної залежності. Відомий метод виплавки феросиліцію, при якому у ванну печі по труботечках безперервно подають шихту, що складається з кварциту, коксу і залізної стружки з надлишком вуглецю в шихті (див. Лейкин В.Е., Сахарук П.А. Электрометаллургия стали и ферросплавов, Москва, 1960). Основним недоліком цього методу є те, що піч працює з розладами технологічного характеру. Приведений розрахунок шихти, рекомендований для виробничників, дає неприпустимо великий надлишок вуглецю в шихті, представлений як вихід на стехіометрію. У той час як у ванну повинно потрапити 135 кг сухого коксу, а пропонується 152,28 кг для реагування з кварцитом, а це на 12,6 % вуглецю більше теоретично необхідної кількості. Відомий спосіб управління технологією відновної плавки електродуги, що включає регулювання шихтового, електричного і електродного режимів шляхом періодичної зміни надлишку, або недоліку вуглецю в шихті, перемикання ступенів напруги, переміщення і перепуску електродів, при якому визначають електричні параметри достатності фаз і зон робочого простору шихти, дуги, розплаву, їх відхилення від заданих на даний момент відновного циклу і здійснюють оперативне регулювання шихтового, електричного і електродного режимів по вказаному відхиленню (див. Пат. RU №2268556, МПК Η05Β 7/148, F27B 3/08, опубл. 20.01.2006). Відомий спосіб обраний прототипом. Прототип має наступні ознаки, спільні із способом, що заявляється: регулювання шихтового, електричного і електродного режимів шляхом зміни кількості вуглецю в шихті. Недоліком прототипу є те, що, намагаючись удосконалити процес виплавки крем'янистих феросплавів, автори не звертають уваги на технологічні особливості, пов'язані з наявністю карборундних структур у ванні і в шихті, які обумовлені присутністю надлишкового вуглецю, і що є основною причиною нестабільної роботи печі. При фактичному надлишку вуглецю в шихті (а лише з ним, як було показано вище, працюють печі), вважають, що печі працюють то з надлишком, то з недоліком вуглецю в шихті. Мається на увазі те, що центр балансування, який знаходиться між надлишком-недоліком, і є стехіометрія. Фактично вуглець, при якому існує цей баланс знаходиться значно вищим за стехіометрії. При якому надлишку вуглецю працює піч в даний період ми можемо визначити, якщо знати питому витрату електроенергії по табл. Це і буде "стехіометрія" на рівні в 7-8 % надлишку. Тут і будуть коливання струмового навантаження, які сприймаються як надлишок або недолік вуглецю, хоча це коливання електропровідності у ванні печі, викликані іншими причинами. Задачею цієї корисної моделі є розробка спеціальної перехідної технології, яка служить для переведення печей з карборундного методу роботи на безкарборундний. Поставлена задача в способі переведення роботи печі на виплавці крем'янистих феросплавів з карборундного методу на безкарборундний, що включає регулювання шихтового, електричного і електродного режимів її роботи, а також зміни кількості вуглецю в шихті, тим, що здійснюють одночасно наступні операції: випалювання подового гарнісажу шляхом занурення у ванну печі електродів з робочими тиглями до біляподового простору, при зменшенні подачі надлишкового вуглецю в шихту до досягнення стехіометричної його кількості і ліквідації шихтової електропровідності при нарощуванні дугової електропровідності до 100 %, а також здійснюють контроль всіх згаданих режимів, у тому числі випуску металу з печі. 2 UA 69377 U 5 10 15 20 25 30 35 40 Новим, у корисній моделі, що заявляється є те, що здійснюють одночасно наступні операції: випалювання подового гарнісажу шляхом занурення у ванну печі електродів з робочими тиглями до біляподового простору, при зменшенні подачі надлишкового вуглецю в шихту до досягнення стехіометричної його кількості і ліквідації шихтової електропровідності при нарощуванні дугової електропровідності до 100 %, а також здійснюють контроль всіх згаданих режимів, у тому числі випуску металу з печі. Поставлена задача вирішена за допомогою перевідної технології, що включає наступні заходи, що проводяться поступово і одночасно: 1) ліквідація подового гарнісажу за рахунок його випалювання; 2) занурення у ванну печі електродів і робочих тиглів до біляподового простору; 3) зниження надлишку вуглецю в шихті до нуля; 4) ліквідація електропровідностей шихти і розплаву з одночасним нарощуванням дугової електропровідності до 100 %. Наведені заходи дозволяють вийти з режиму карборундної технології та перейти в режим роботи безкарборундної, з виробничими показниками відповідними даним, що наведені в табл. при 0 надлишку вуглецю. Технічним результатом корисної моделі є введення печі в стійку роботу і досягненням мінімальних витрат сировини і електроенергії на виплавлену тонну металу (5,52 колош шихти і 8000 квт. ч/т. на відкритих печах і 7850 квт. ч/т - в закритих печах), і як наслідок збільшення продуктивності печей на 10-30 % залежно від прийнятого стану печі на момент початку її переведення, позбавлення від технологічних розладів, зниження аварійності і гарячих простоїв печей на 75-80 %, можливість переведення високопроцентного феросиліцію в закритий режим (під звід), збільшення використання провідного елементу до 100 % за рахунок припинення утворення карборунду, поліпшення якості металу за рахунок зниження відновлюваності домішок (Аl, Са, Mg) і відсутність викидів кремнеземного пилу в атмосферу. Суть корисної моделі, що заявляється, полягає в створенні безкарборундної технології, в якій закладені технічні і технологічні заходи, які дозволяють одночасно виплавляти метал, звільняти ванну від карборундних структур типу подового гарнісажу, і електропровідностей шихти і розплаву, нарощуючи дугову електропровідність, що знижує надлишок вуглецю в шихті, утворення газоподібного карборунду в атмосфері ванни, дозволяє опускати електроди і робочі тиглі в район біляподового простору до повної ліквідації подового гарнісажу, позбавитися від зайвих електропровідностей і підійти до відсутності надлишкового вуглецю в шихті. Заявлений спосіб був перевірений експериментально. На Серовськом заводі феросплавів (1961) спонтанно був здійснений перехід промислової печі що виплавляла ФС-75 на безкарборундний метод роботи. У цеху №1 піч №3 працювала в стійкому технологічному режимі по безкарборундному методу 3 місяці, потім була переведена на виплавку силікохрому. При цьому питома витрата електроенергії склала 8000 квт. ч/т. Тільки ФС-75 є зручним сплавом для переведення до безкарборундного методу. Після нього при необхідності можна перевести печі на будь-який із сплавів феросиліцію аж до кристалічного кремнію, дотримуючись при цьому стехіометрії по кремнію, залізу і головне по вуглецю, щоб не піти в карборундний режим. Для кристалічного кремнію бажано підібрати необхідний відновник. Щоб мати можливість з достатньою точністю контролювати стехіометрію по вуглецю, необхідно виключити з шихти деревне вугілля при переведенні печі і при подальшій її роботі. Таблиця Надлишок вуглецю в шихті в % 1 0 1 2 3 4 5 6 7 8 Кількість карборундних колош на т сплаву (надлишок шихти) 2 0 0,1126 0,23 0,3525 0,48 0,6133 0,7527 0,8986 1,0514 Перевитрата електроенергії квтч/на т сплаву 3 0 163 333 510 696 889 1091 1303 1524 45 3 ПВЕ на т сплаву витягання кремнію в % 4 8000 8163 8333 8510 8696 8889 9091 9303 9524 5 100 98 96 94 92 90 88 86 84 UA 69377 U Продовження таблиці 1 9 10 11 12 13 14 2 1,2117 1,38 1,5569 1,743 1,9394 2,1466 3 1757 2000 2257 2527 2812 3112 4 9757 10000 10257 10527 10812 11112 5 82 80 78 76 74 72 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб переведення роботи печі на виплавці крем'янистих феросплавів з карборундного методу на безкарборундний, що включає регулювання шихтового, електричного і електродного режимів її роботи, а також зміни кількості вуглецю в шихті, який відрізняється тим, що здійснюють одночасно наступні операції: випалювання подового гарнісажу шляхом занурення у ванну печі електродів з робочими тиглями до біляподового простору, при зменшенні подачі надлишкового вуглецю в шихту до досягнення стехіометричної його кількості і ліквідації шихтової електропровідності при нарощуванні дугової електропровідності до 100 %, при одночасному здійсненні контролю всіх згаданих режимів, у тому числі випуску металу з печі. Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for change-over kiln firing for smelting siliceous ferroalloys from carborundum method to carborundumless method
Автори англійськоюRukavyshnykov Mykola Vasyliovych, Rukavyshnykov Yevhen Mykolaiovych
Назва патенту російськоюСпособ перевода работы печи по выплавке кремнистых ферросплавов с карборундного метода на безкарборундный
Автори російськоюРукавишников Николай Васильевич, Рукавишников Евгений Николаевич
МПК / Мітки
МПК: C22C 33/04, C22C 19/03
Мітки: виплавці, феросплавів, методу, крем'янистих, печі, карборундного, роботи, переведення, безкарборундний, спосіб
Код посилання
<a href="https://ua.patents.su/6-69377-sposib-perevedennya-roboti-pechi-po-viplavci-kremyanistikh-ferosplaviv-z-karborundnogo-metodu-na-bezkarborundnijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб переведення роботи печі по виплавці крем’янистих феросплавів з карборундного методу на безкарборундний</a>
Спосіб виробництва феросплавів у рудовідновлювальній печі
Номер патенту: 78450
Опубліковано: 15.03.2007
Автори: Куліш Сергій Миколайович, Сезоненко Олег Миколайович, Капелянов Володимир Якович, Куліш Андрій Миколайович, Вишняков Володимир Дмитрович, Беспалов Олег Леонідович, Кондаков Едуард Вікторович
МПК: C22B 4/00, C22C 33/04
Мітки: феросплавів, спосіб, печі, рудовідновлювальній, виробництва
Формула / Реферат:
Спосіб виробництва феросплавів у рудовідновлювальній печі, який включає завантаження шихтових матеріалів у ванну печі, виплавку сплаву за заданими електричним та тепловим режимами, які корегують переміщенням електродів та перемиканням ступенів напруги трансформатора, при цьому зрівнюють теплові режими під кожним електродом, виходячи зі значень температури на кожусі печі проти електродів на відстані 0,30 – 0,35 висоти ванни печі від її поду,...
Спосіб роботи доменної печі
Номер патенту: 34559
Опубліковано: 15.03.2001
Автори: Пустоветов Сергій Васильович, Зусмановський Олександр Яковлевич, Костенко Георгій Петрович, Лялюк Віталій Павлович, Макаров Григорій Орестович, Нечепоренко Володимир Андрійович, Севернюк Володимир Васильович, Товаровський Йосип Григорович
МПК: C21B 5/00
Мітки: печі, доменної, спосіб, роботи
Формула / Реферат:
Спосіб роботи доменної печі, який включає завантаження на колошник коксу, залізорудних, флюсуючих і матеріалів, що містять в собі вуглець, подачу у горн комбінованого дуття, регулювання виробництва чавуну, шлаку і колошникового газу, який відрізняється тим, що переведення роботи доменної печі з виробництва чавуну, шлаку і колошникового газу на переважне виробництво колошникового газу і шлаку при зниженні виробництва чавуну, здійснюють шляхом...
Установка дозованого вводу феросплавів у ківш мартенівської печі
Номер патенту: 51891
Опубліковано: 10.08.2010
Автори: Кладіті Георгій Олександрович, Гуленков Борис Вікторович, Матвієнков Сергій Анатолійович, Катєньов Федір Матвійович, Коваль Сергій Олексійович, Івашина Володимир Володимирович, Мелешков Роман Олександрович, Тарануха Андрій Дмитрович, Прахнін Вячеслав Леонідович, Годинський Олександр Анатолійович
МПК: C21C 7/00
Мітки: дозованого, вводу, феросплавів, печі, мартенівської, установка, ківш
Формула / Реферат:
1. Установка дозованого вводу феросплавів у ківш мартенівської печі, що містить ваговий бункер, установлений на опорі, тензометричну систему й дозуючий лоток з електровібраторами, яка відрізняється тим, що ваговий бункер установлений на опорі за допомогою закріпленої на ній тензометричної системи, причому електровібратори встановлені на водоохолоджуваній постелі, що жорстко закріплено на зовнішній поверхні дозуючого лотка.2. Установка...
Спосіб роботи доменної печі в режимі газогенератора
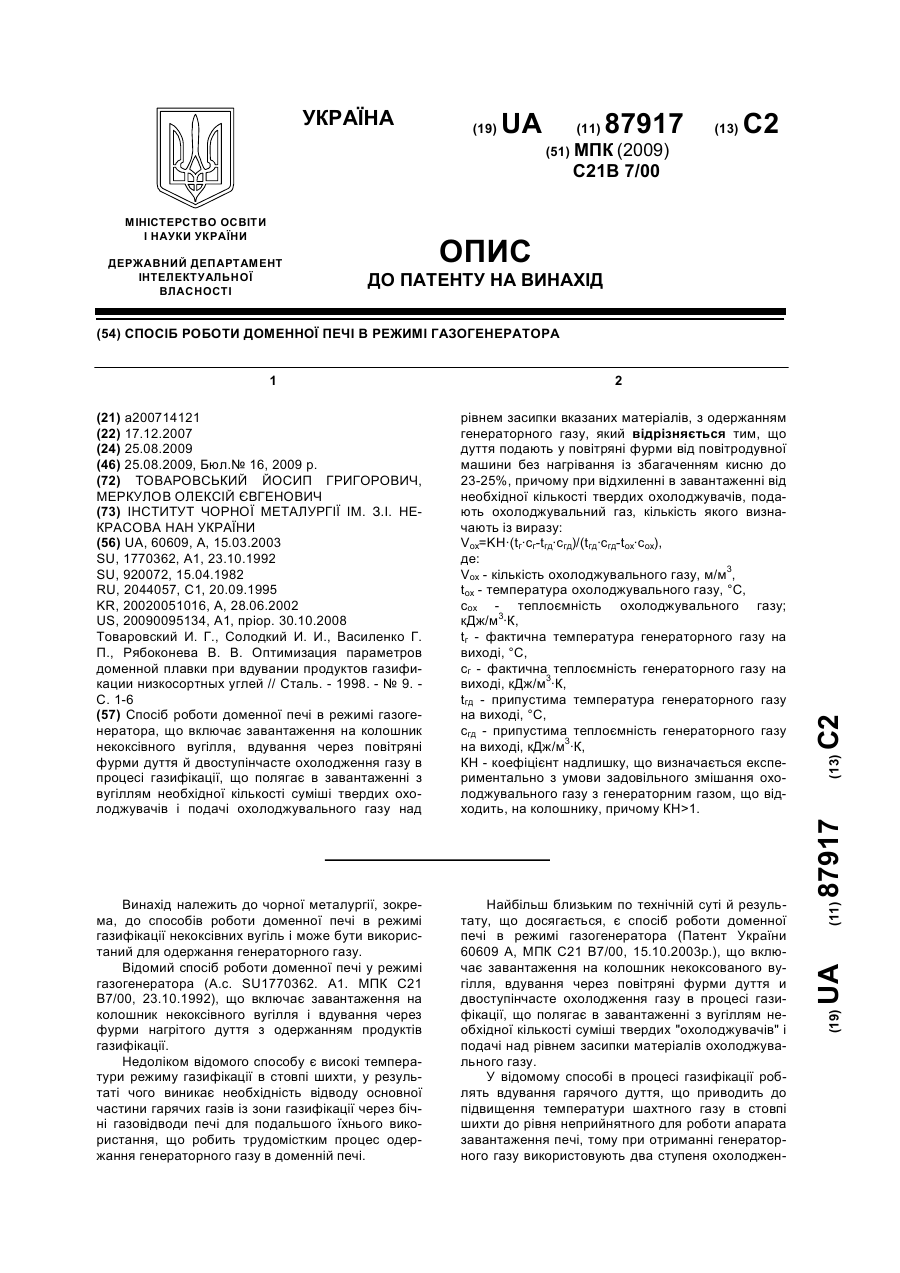
Номер патенту: 87917
Опубліковано: 25.08.2009
Автори: Меркулов Олексій Євгенович, Товаровський Йосип Григорович
МПК: C21B 7/00
Мітки: режимі, роботи, спосіб, доменної, печі, газогенератора
Формула / Реферат:
Спосіб роботи доменної печі в режимі газогенератора, що включає завантаження на колошник некоксівного вугілля, вдування через повітряні фурми дуття й двоступінчасте охолодження газу в процесі газифікації, що полягає в завантаженні з вугіллям необхідної кількості суміші твердих охолоджувачів і подачі охолоджувального газу над рівнем засипки вказаних матеріалів, з одержанням генераторного газу, який відрізняється тим, що дуття подають у...
Спосіб регулювання роботи доменної печі
Номер патенту: 45801
Опубліковано: 15.04.2002
Автори: Крутас Микола Васильович, Булава Віктор Миколайович, Громак Генадій Анатольович, Яриш Володимир Миколайович
Мітки: роботи, спосіб, регулювання, печі, доменної
Формула / Реферат:
Спосіб регулювання роботи доменної печі, що включає змінювання витрат природнього газу у періоди випусків продуктів плавки і у періоди поміж випусками, який відрізняється тим, що витрати природного газу у періоди випусків продуктів плавки і у періоди поміж випусками змінюють у межах ±0,6 - ±1,2 % до витрат дуття за умови незмінності параметрів дуття зі змінюванням теоретичної температури горіння.
Попередній патент: Запруда для гасіння швидкостей річкового потоку
Наступний патент: Вібростійкий електричний нагрівач плоских та циліндричних поверхонь
Випадковий патент: Спосіб зберігання штамів збудника туляремії