Пристрій та спосіб автоматичного керування розкладкою текстильного полотна
Формула / Реферат
1. Пристрій автоматичного керування розкладкою текстильного полотна, утвореного з декількох джгутів, що надходять від подавального модуля (12) для переміщення до привідного модуля (14), який відрізняється тим, що додатково містить засоби (128) для вимірювання положень подовжніх крайок кожного джгута, засоби (112-116) для індивідуального регулювання ширини кожного джгута, засоби (118) для індивідуального регулювання положення кожного джгута в напрямку, перпендикулярному до напрямку подачі джгута, і цифрові процесорні засоби (134), які виконані з можливістю взаємодіяти з засобами для вимірювання положень для керування засобами для індивідуального регулювання таким чином, що забезпечуються задані ширина і положення текстильного полотна.
2. Пристрій за п. 1, який відрізняється тим, що засоби для вимірювання положень подовжніх крайок кожного джгута містять детектор (128а, 128b, 128с, 128d), переважно лінійний оптичний датчик, що містить множину світлодіодів (130а, 130b, 130с, 130d) і множину розташованих навпроти них фотодіодів (132а, 132b, 132с, 132d), причому джгут, що підлягає вимірюванню, проходить між ними.
3. Пристрій за п. 1, який відрізняється тим, що засоби для вимірювання положень подовжніх крайок кожного джгута містять цифрову камеру, розташовану над текстильним полотном.
4. Пристрій за п. 1, який відрізняється тим, що засоби для індивідуального регулювання ширини кожного джгута містять криволінійний регулювальний стрижень (112а, 112b, 112с, 112d), який виконаний з можливістю шарнірного повороту навколо осі (114а, 114b, 114с, 114d) під дією першого виконавчого органа (116а, 116b, 116с, 116d) із відповідною зміною положення його криволінійної центральної частини і з впливом, тим самим, на ширину джгута, що огинає криволінійний регулюючий стрижень.
5. Пристрій за п. 1, який відрізняється тим, що засоби для індивідуального регулювання положення кожного джгута в напрямку, перпендикулярному до напрямку подачі джгута, містять другий виконавчий орган (118а, 118b, 118с, 118d), що впливає на кривошип (122а, 122b, 122с, 122d) і на з'єднувальну тягу (120а, 120b, 120с, 120d) для переміщення повзуна (106а, 106b, 106с, 106d), що підтримує джгут.
6. Пристрій за п. 4 або 5, який відрізняється тим, що перший і другий виконавчі органи є електрично керованими й приводяться в дію безпосередньо цифровими процесорними засобами.
7. Пристрій за п. 2 або 6, який відрізняється тим, що цифрові процесорні засоби містять мікрокомп'ютер або програмований контролер, який на основі вимірювань, виконаних детекторами, керує першим і другим виконавчими органами для регулювання ширини й положення кожного джгута таким чином, щоб регулювати ширину й положення текстильного полотна на основі попередньо визначених опорних значень.
8. Пристрій за п. 7, який відрізняється тим, що цифрові процесорні засоби містять опорні значення, що включають значення загальної ширини Nc, номінального перекриття між джгутами Rc і ширини індивідуального джгута Lc.
9. Пристрій за п. 7, який відрізняється тим, що цифрові процесорні засоби включають засоби (134) для автоматичного вираховування опорних значень стосовно до ширини індивідуального джгута на основі опорних значень стосовно до загальної ширини та номінального перекриття, введених до цих цифрових процесорних засобів оператором.
10. Спосіб автоматичного керування розкладкою текстильного полотна, утвореного з декількох джгутів, який відрізняється тим, що спочатку використовують детекторні засоби (128) для вимірювання положень подовжніх крайок кожного джгута і мікрокомп'ютер або програмований контролер для вирахування значення Li індивідуальної ширини кожного джгута, значень Ri перекриття між джгутами і значення Nc загальної ширини полотна, після чого мікрокомп'ютер або програмований контролер порівнює ці виміряні значення з відповідними попередньо визначеними опорними значеннями Lc, Re, Nc і, насамкінець, виконавчі органи (116, 118) використовують для індивідуального регулювання ширини й положення кожного джгута таким чином, щоб привести виміряні значення до опорних значень, таким чином, що текстильне полотно набуває попередньо визначених ширини і положень.
11. Спосіб за п. 10, який відрізняється тим, що ширину й положення кожного джгута регулюють індивідуально як функцію трьох послідовних рівнів пріоритету: спочатку загальну ширину текстильного полотна регулюють до попередньо визначеного опорного значення Nc, потім перекриття між джгутами вирівнюють до відповідності з попередньо визначеними опорними значеннями Rc і, насамкінець, індивідуальну ширину кожного джгута регулюють до відповідності з попередньо визначеним опорним значенням Lc.
12. Спосіб за п. 10, який відрізняється тим, що положення подовжніх крайок джгутів вимірюють у положенні, що зміщене відносно положень виконавчих органів (116) для регулювання ширини кожного джгута.
Текст
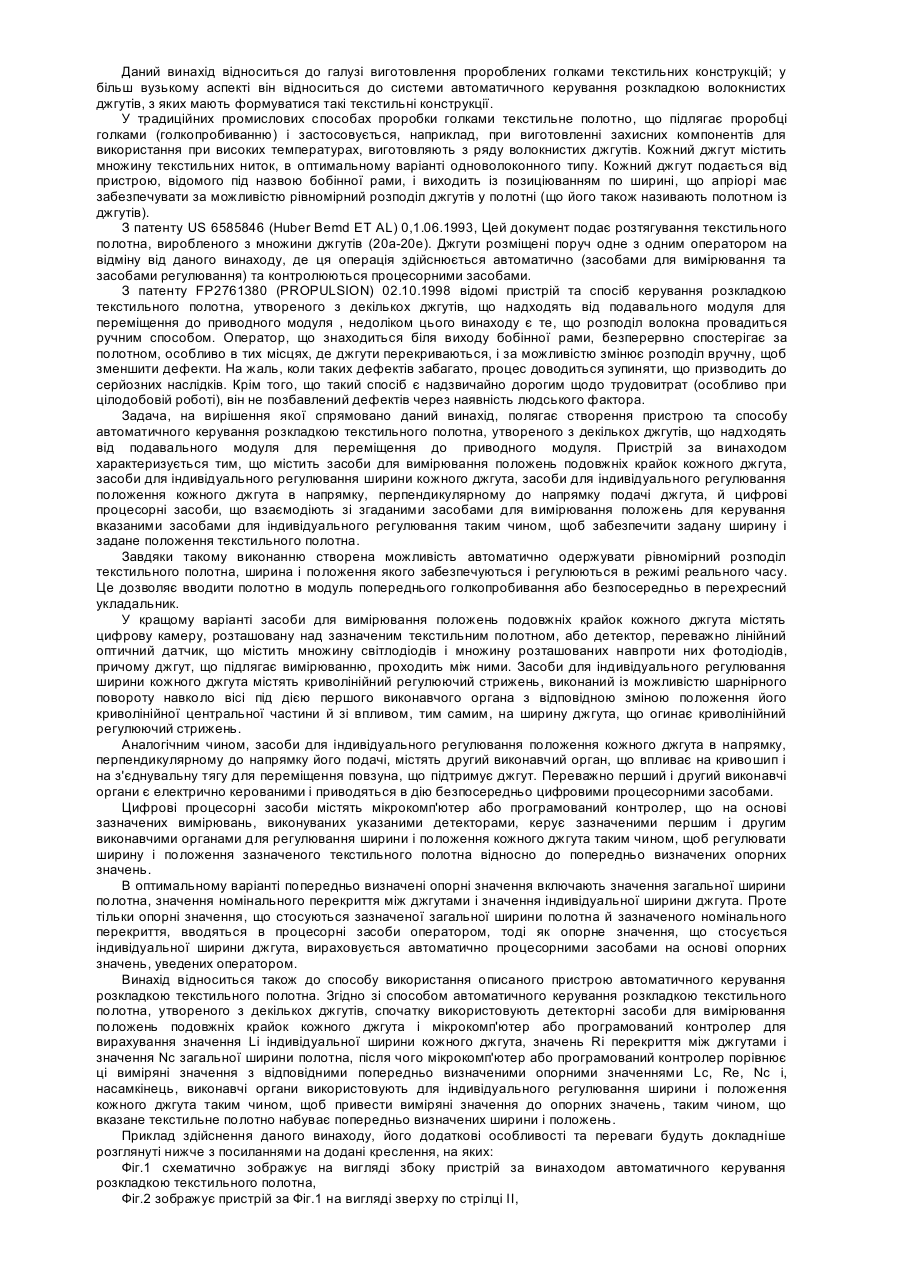
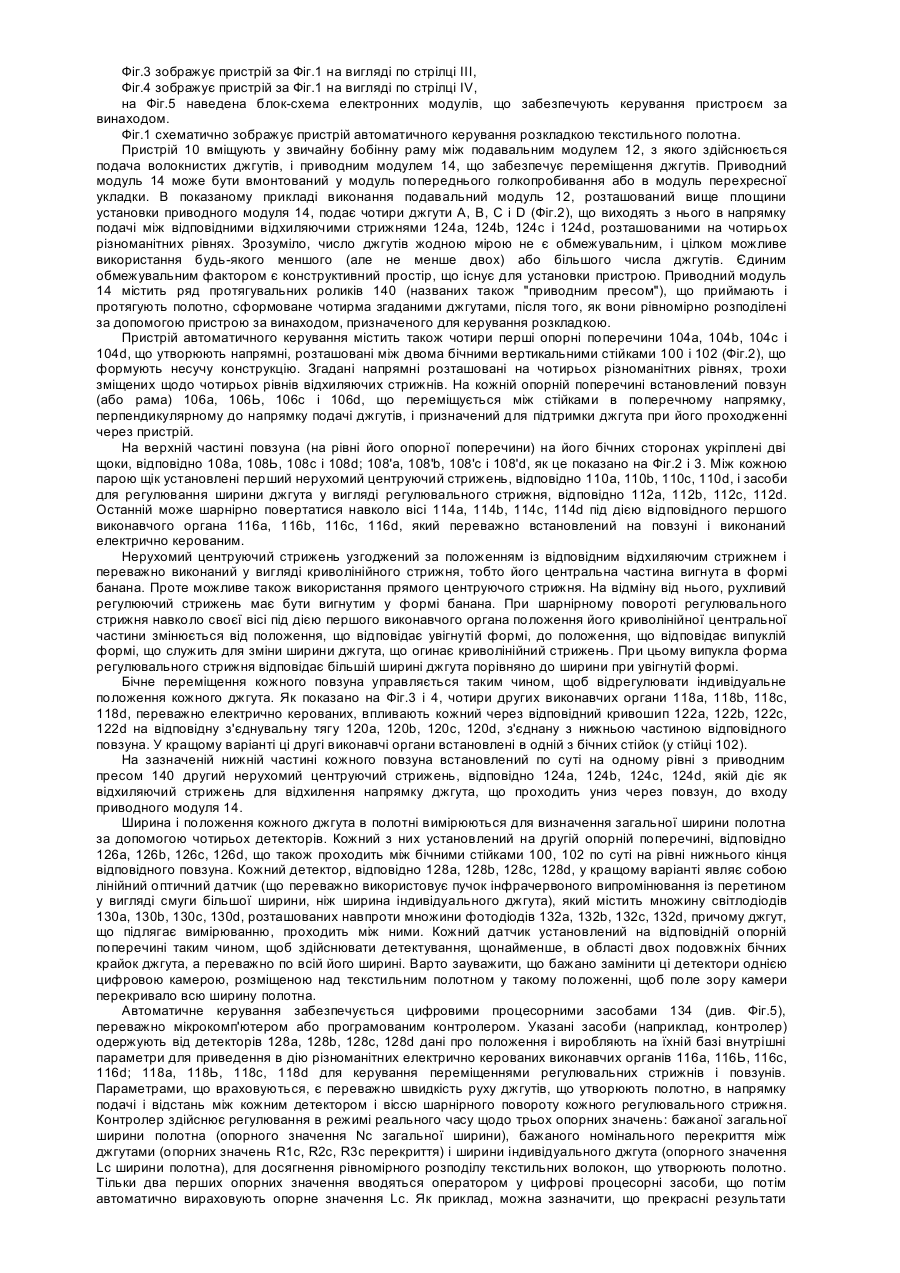
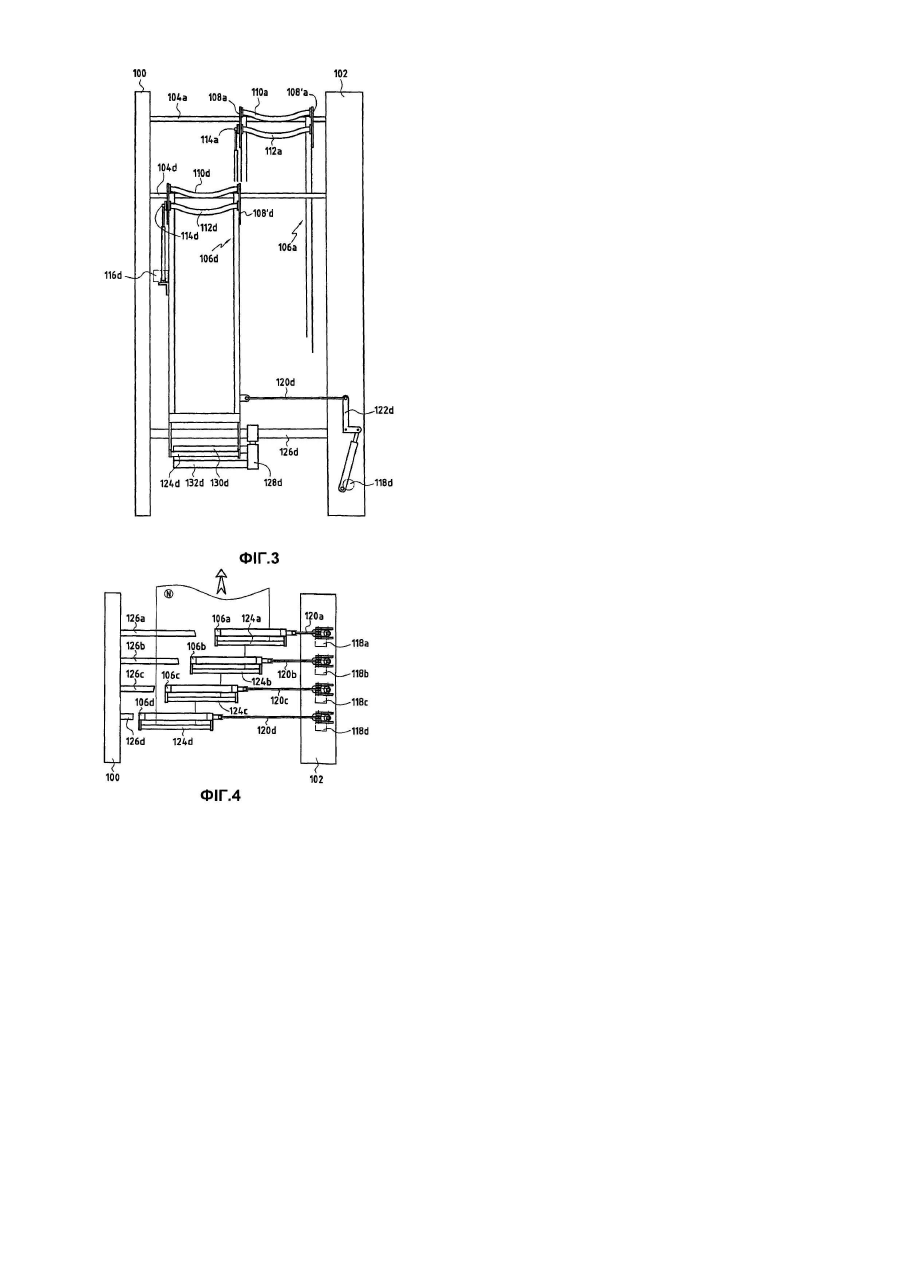
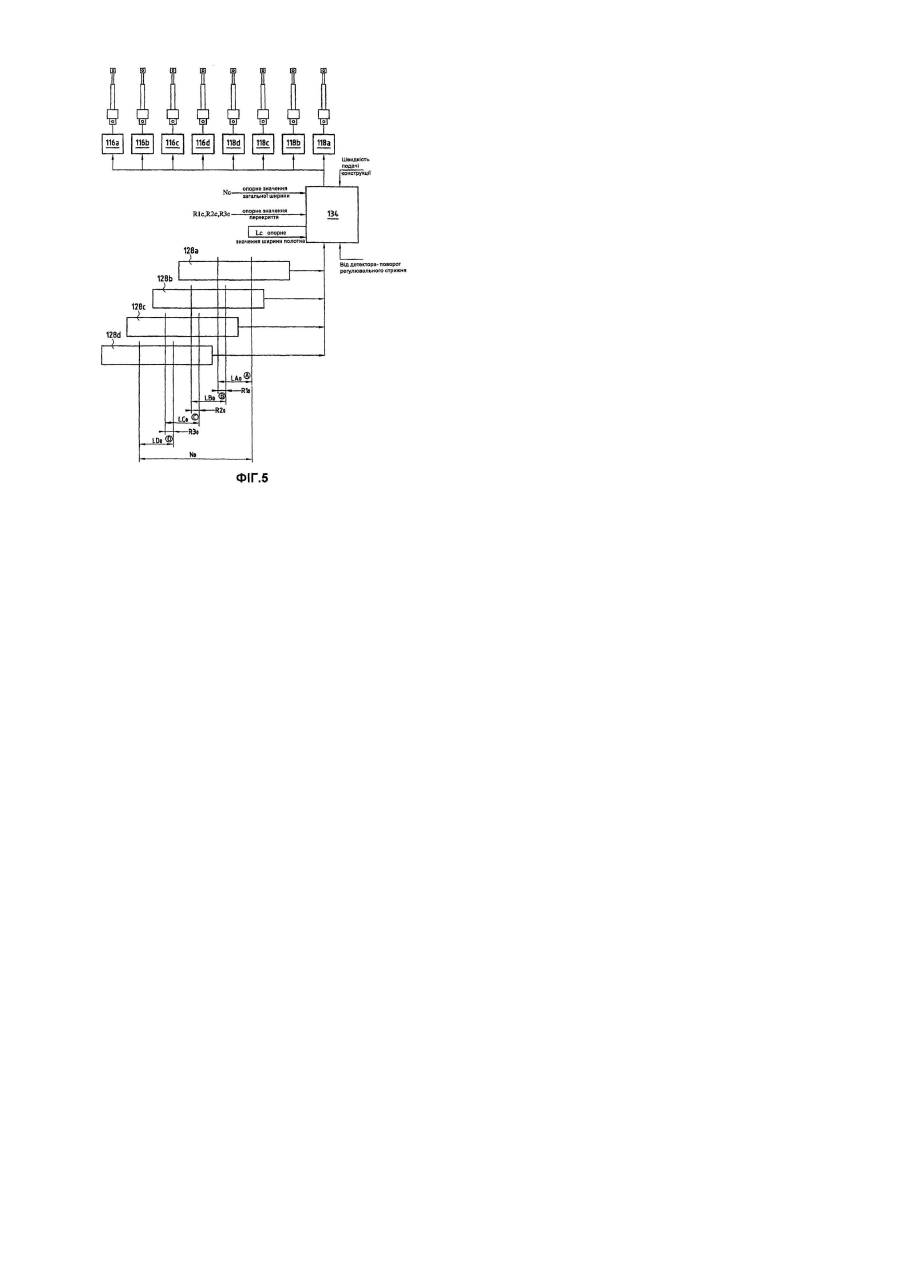
Даний винахід відноситься до галузі виготовлення пророблених голками текстильних конструкцій; у більш вузькому аспекті він відноситься до системи автоматичного керування розкладкою волокнистих джгутів, з яких мають формуватися такі текстильні конструкції. У традиційних промислових способах проробки голками текстильне полотно, що підлягає проробці голками (голкопробиванню) і застосовується, наприклад, при виготовленні захисних компонентів для використання при високих температурах, виготовляють з ряду волокнистих джгутів. Кожний джгут містить множину текстильних ниток, в оптимальному варіанті одноволоконного типу. Кожний джгут подається від пристрою, відомого під назвою бобінної рами, і виходить із позиціюванням по ширині, що апріорі має забезпечувати за можливістю рівномірний розподіл джгутів у полотні (що його також називають полотном із джгутів). З патенту US 6585846 (Huber Bemd ET AL) 0,1.06.1993, Цей документ подає розтягування текстильного полотна, виробленого з множини джгутів (20а-20е). Джгути розміщені поруч одне з одним оператором на відміну від даного винаходу, де ця операція здійснюється автоматично (засобами для вимірювання та засобами регулювання) та контролюються процесорними засобами. З патенту FР2761380 (PROPULSION) 02.10.1998 відомі пристрій та спосіб керування розкладкою текстильного полотна, утвореного з декількох джгутів, що надходять від подавального модуля для переміщення до приводного модуля , недоліком цього винаходу є те, що розподіл волокна провадиться ручним способом. Оператор, що знаходиться біля виходу бобінної рами, безперервно спостерігає за полотном, особливо в тих місцях, де джгути перекриваються, і за можливістю змінює розподіл вручну, щоб зменшити дефекти. На жаль, коли таких дефектів забагато, процес доводиться зупиняти, що призводить до серйозних наслідків. Крім того, що такий спосіб є надзвичайно дорогим щодо трудовитрат (особливо при цілодобовій роботі), він не позбавлений дефектів через наявність людського фактора. Задача, на вирішення якої спрямовано даний винахід, полягає створення пристрою та способу автоматичного керування розкладкою текстильного полотна, утвореного з декількох джгутів, що надходять від подавального модуля для переміщення до приводного модуля. Пристрій за винаходом характеризується тим, що містить засоби для вимірювання положень подовжніх крайок кожного джгута, засоби для індивідуального регулювання ширини кожного джгута, засоби для індивідуального регулювання положення кожного джгута в напрямку, перпендикулярному до напрямку подачі джгута, й цифрові процесорні засоби, що взаємодіють зі згаданими засобами для вимірювання положень для керування вказаними засобами для індивідуального регулювання таким чином, щоб забезпечити задану ширину і задане положення текстильного полотна. Завдяки такому виконанню створена можливість автоматично одержувати рівномірний розподіл текстильного полотна, ширина і положення якого забезпечуються і регулюються в режимі реального часу. Це дозволяє вводити полотно в модуль попереднього голкопробивання або безпосередньо в перехресний укладальник. У кращому варіанті засоби для вимірювання положень подовжніх крайок кожного джгута містять цифрову камеру, розташовану над зазначеним текстильним полотном, або детектор, переважно лінійний оптичний датчик, що містить множину світлодіодів і множину розташованих навпроти них фотодіодів, причому джгут, що підлягає вимірюванню, проходить між ними. Засоби для індивідуального регулювання ширини кожного джгута містять криволінійний регулюючий стрижень, виконаний із можливістю шарнірного повороту навколо вісі під дією першого виконавчого органа з відповідною зміною положення його криволінійної центральної частини й зі впливом, тим самим, на ширину джгута, що огинає криволінійний регулюючий стрижень. Аналогічним чином, засоби для індивідуального регулювання положення кожного джгута в напрямку, перпендикулярному до напрямку його подачі, містять другий виконавчий орган, що впливає на кривошип і на з'єднувальну тягу для переміщення повзуна, що підтримує джгут. Переважно перший і другий виконавчі органи є електрично керованими і приводяться в дію безпосередньо цифровими процесорними засобами. Цифрові процесорні засоби містять мікрокомп'ютер або програмований контролер, що на основі зазначених вимірювань, виконуваних указаними детекторами, керує зазначеними першим і другим виконавчими органами для регулювання ширини і положення кожного джгута таким чином, щоб регулювати ширину і положення зазначеного текстильного полотна відносно до попередньо визначених опорних значень. В оптимальному варіанті попередньо визначені опорні значення включають значення загальної ширини полотна, значення номінального перекриття між джгутами і значення індивідуальної ширини джгута. Проте тільки опорні значення, що стосуються зазначеної загальної ширини полотна й зазначеного номінального перекриття, вводяться в процесорні засоби оператором, тоді як опорне значення, що стосується індивідуальної ширини джгута, вираховується автоматично процесорними засобами на основі опорних значень, уведених оператором. Винахід відноситься також до способу використання описаного пристрою автоматичного керування розкладкою текстильного полотна. Згідно зі способом автоматичного керування розкладкою текстильного полотна, утвореного з декількох джгутів, спочатку використовують детекторні засоби для вимірювання положень подовжніх крайок кожного джгута і мікрокомп'ютер або програмований контролер для вирахування значення Li індивідуальної ширини кожного джгута, значень Ri перекриття між джгутами і значення Nc загальної ширини полотна, після чого мікрокомп'ютер або програмований контролер порівнює ці виміряні значення з відповідними попередньо визначеними опорними значеннями Lc, Re, Nc і, насамкінець, виконавчі органи використовують для індивідуального регулювання ширини і положення кожного джгута таким чином, щоб привести виміряні значення до опорних значень, таким чином, що вказане текстильне полотно набуває попередньо визначених ширини і положень. Приклад здійснення даного винаходу, його додаткові особливості та переваги будуть докладніше розглянуті нижче з посиланнями на додані креслення, на яких: Фіг.1 схематично зображує на вигляді збоку пристрій за винаходом автоматичного керування розкладкою текстильного полотна, Фіг.2 зображує пристрій за Фіг.1 на вигляді зверху по стрілці II, Фіг.3 зображує пристрій за Фіг.1 на вигляді по стрілці III, Фіг.4 зображує пристрій за Фіг.1 на вигляді по стрілці IV, на Фіг.5 наведена блок-схема електронних модулів, що забезпечують керування пристроєм за винаходом. Фіг.1 схематично зображує пристрій автоматичного керування розкладкою текстильного полотна. Пристрій 10 вміщують у звичайну бобінну раму між подавальним модулем 12, з якого здійснюється подача волокнистих джгутів, і приводним модулем 14, що забезпечує переміщення джгутів. Приводний модуль 14 може бути вмонтований у модуль попереднього голкопробивання або в модуль перехресної укладки. В показаному прикладі виконання подавальний модуль 12, розташований вище площини установки приводного модуля 14, подає чотири джгути А, В, С і D (Фіг.2), що виходять з нього в напрямку подачі між відповідними відхиляючими стрижнями 124а, 124b, 124с і 124d, розташованими на чотирьох різноманітних рівнях. Зрозуміло, число джгутів жодною мірою не є обмежувальним, і цілком можливе використання будь-якого меншого (але не менше двох) або більшого числа джгутів. Єдиним обмежувальним фактором є конструктивний простір, що існує для установки пристрою. Приводний модуль 14 містить ряд протягувальних роликів 140 (названих також "приводним пресом"), що приймають і протягують полотно, сформоване чотирма згаданими джгутами, після того, як вони рівномірно розподілені за допомогою пристрою за винаходом, призначеного для керування розкладкою. Пристрій автоматичного керування містить також чотири перші опорні поперечини 104а, 104b, 104с і 104d, що утворюють напрямні, розташовані між двома бічними вертикальними стійками 100 і 102 (Фіг.2), що формують несучу конструкцію. Згадані напрямні розташовані на чотирьох різноманітних рівнях, трохи зміщених щодо чотирьох рівнів відхиляючих стрижнів. На кожній опорній поперечині встановлений повзун (або рама) 106а, 106Ь, 106с і 106d, що переміщується між стійками в поперечному напрямку, перпендикулярному до напрямку подачі джгутів, і призначений для підтримки джгута при його проходженні через пристрій. На верхній частині повзуна (на рівні його опорної поперечини) на його бічних сторонах укріплені дві щоки, відповідно 108а, 108Ь, 108с і 108d; 108'а, 108'b, 108'с і 108'd, як це показано на Фіг.2 і 3. Між кожною парою щік установлені перший нерухомий центруючий стрижень, відповідно 110а, 110b, 110с, 110d, і засоби для регулювання ширини джгута у вигляді регулювального стрижня, відповідно 112а, 112b, 112c, 112d. Останній може шарнірно повертатися навколо вісі 114а, 114b, 114c, 114d під дією відповідного першого виконавчого органа 116а, 116b, 116c, 116d, який переважно встановлений на повзуні і виконаний електрично керованим. Нерухомий центруючий стрижень узгоджений за положенням із відповідним відхиляючим стрижнем і переважно виконаний у вигляді криволінійного стрижня, тобто його центральна частина вигнута в формі банана. Проте можливе також використання прямого центруючого стрижня. На відміну від нього, рухливий регулюючий стрижень має бути вигнутим у формі банана. При шарнірному повороті регулювального стрижня навколо своєї вісі під дією першого виконавчого органа положення його криволінійної центральної частини змінюється від положення, що відповідає увігнутій формі, до положення, що відповідає випуклій формі, що служить для зміни ширини джгута, що огинає криволінійний стрижень. При цьому випукла форма регулювального стрижня відповідає більшій ширині джгута порівняно до ширини при увігнутій формі. Бічне переміщення кожного повзуна управляється таким чином, щоб відрегулювати індивідуальне положення кожного джгута. Як показано на Фіг.3 і 4, чотири других виконавчих органи 118а, 118b, 118c, 118d, переважно електрично керованих, впливають кожний через відповідний кривошип 122а, 122b, 122c, 122d на відповідну з'єднувальну тягу 120а, 120b, 120c, 120d, з'єднану з нижньою частиною відповідного повзуна. У кращому варіанті ці другі виконавчі органи встановлені в одній з бічних стійок (у стійці 102). На зазначеній нижній частині кожного повзуна встановлений по суті на одному рівні з приводним пресом 140 другий нерухомий центруючий стрижень, відповідно 124а, 124b, 124c, 124d, якій діє як відхиляючий стрижень для відхилення напрямку джгута, що проходить униз через повзун, до входу приводного модуля 14. Ширина і положення кожного джгута в полотні вимірюються для визначення загальної ширини полотна за допомогою чотирьох детекторів. Кожний з них установлений на другій опорній поперечині, відповідно 126а, 126b, 126c, 126d, що також проходить між бічними стійками 100, 102 по суті на рівні нижнього кінця відповідного повзуна. Кожний детектор, відповідно 128а, 128b, 128c, 128d, у кращому варіанті являє собою лінійний оптичний датчик (що переважно використовує пучок інфрачервоного випромінювання із перетином у вигляді смуги більшої ширини, ніж ширина індивідуального джгута), який містить множину світлодіодів 130а, 130b, 130c, 130d, розташованих навпроти множини фотодіодів 132а, 132b, 132c, 132d, причому джгут, що підлягає вимірюванню, проходить між ними. Кожний датчик установлений на відповідній опорній поперечині таким чином, щоб здійснювати детектування, щонайменше, в області двох подовжніх бічних крайок джгута, а переважно по всій його ширині. Варто зауважити, що бажано замінити ці детектори однією цифровою камерою, розміщеною над текстильним полотном у такому положенні, щоб поле зору камери перекривало всю ширину полотна. Автоматичне керування забезпечується цифровими процесорними засобами 134 (див. Фіг.5), переважно мікрокомп'ютером або програмованим контролером. Указані засоби (наприклад, контролер) одержують від детекторів 128а, 128b, 128c, 128d дані про положення і виробляють на їхній базі внутрішні параметри для приведення в дію різноманітних електрично керованих виконавчих органів 116а, 116Ь, 116с, 116d; 118а, 118Ь, 118с, 118d для керування переміщеннями регулювальних стрижнів і повзунів. Параметрами, що враховуються, є переважно швидкість руху джгутів, що утворюють полотно, в напрямку подачі і відстань між кожним детектором і віссю шарнірного повороту кожного регулювального стрижня. Контролер здійснює регулювання в режимі реального часу щодо трьох опорних значень: бажаної загальної ширини полотна (опорного значення Nc загальної ширини), бажаного номінального перекриття між джгутами (опорних значень R1c, R2c, R3c перекриття) і ширини індивідуального джгута (опорного значення Lc ширини полотна), для досягнення рівномірного розподілу текстильних волокон, що утворюють полотно. Тільки два перших опорних значення вводяться оператором у цифрові процесорні засоби, що потім автоматично вираховують опорне значення Lc. Як приклад, можна зазначити, що прекрасні результати були отримані при таких опорних значеннях: Nc=530мм, R1c=R2c=R3c=10мм, Lc=140мм. Пристрій 10 працює таким чином. Природно, передбачається, що джгути А, В, С і D, що виходять з подавального модуля 12, мають нерівномірний розподіл і ширину, що необов'язково є правильною (звичайно вони занадто вузькі). При цьому полотно N, формоване в пристрої 10, надходить у приводний модуль 14, який здійснює протягання полотна. Кожний із джгутів огинає послідовно перший центруючий стрижень 110, потім відповідний регулювальний стрижень 112, який у своєму вихідному положенні настройки займає положення, що відповідає опорним значенням, і, насамкінець, другий центруючий стрижень 124. В цьому вихідному положенні, тобто до приведення полотна в безперервну дію, кожний детектор дає точну інформацію про точне положення джгута щодо попередньо заданої опорної системи відліку і передає дані цього положення. Ця інформація включає положення кожної з двох подовжніх крайок кожного джгута, і з неї вираховується ширина джгута. Інформація від усіх чотирьох датчиків може бути використана для визначення вихідного значення N0 загальної ширини полотна, трьох вихідних значень (які можуть бути ідентичними) різноманітних перекриттів: R10 - перекриття між джгутами А і В, R20 - перекриття між джгутами В і С, та R30 - перекриття між джгутами С і D, а також чотирьох вихідних значень LA0, LB0, LC0 і LD0 індивідуальної ширини джгутів (Фіг.5). Процесорні засоби 134 здійснюють регулювання шляхом порівняння цих вихідних значень і відповідних поточних значень Ni, Ri, Li, вимірюваних у подальшому процесі, з попередньо визначеними опорними значеннями. При використанні пристрою за винаходом це регулювання в режимі реального часу виконують на трьох послідовних рівнях пріоритету. Вищий пріоритет надають одержанню загальної ширини полотна відповідно до опорного значення ширини, введеного оператором. Для досягнення цього крайні зовнішні джгути А і D спочатку регулюють таким чином, щоб їхні крайні зовнішні крайки визначали бажану ширину Nc полотна. Це регулювання торкається положення як двох повзунів, так і двох регулювальних стрижнів, що підтримують ці два крайніх зовнішніх джгути. Після цього вирівнюють значення перекриття шляхом регулювання положення центральних джгутів В і С таким чином, щоб їхні відповідні крайки перекривали одна одну і внутрішні крайки крайніх зовнішніх джгутів по суті однаковим чином відповідно до номінальних опорних значень R1c, R2c, R3c перекриття, також уведених оператором. Тут регулювання також торкається положення двох повзунів і положення двох регулювальних стрижнів, що підтримують ці два центральних джгути. І, насамкінець, регулюють положення всіх повзунів і всіх регулювальних стрижнів, що підтримують центральні і крайні зовнішні джгути для одержання значень індивідуальної ширини джгутів відповідно до опорного значення Lc ширини, визначеної контролером. При цьому слід зазначити, що ширину індивідуальних джгутів регулюють таким чином, щоб одержати опорні значення перекриття, які, у свою чергу, не можуть бути відрегульовані на шкоду загальній ширині полотна, яка має вищий пріоритет. У представленому прикладі виконання за рахунок близькості розташування детектора 128 до другого центруючого стрижня 124 коригування положення джгута за допомогою переміщення повзуна відразу впливає на положення джгута. На противагу цьому, коригування ширини джгута за допомогою шарнірного повороту регулювального стрижня пов'язане із затримкою в часі через відстань (зміщення положень) між детектором і регулювальним стрижнем 112, а також через те, що утворюючі джгут текстильні нитки не розподіляються миттєво. Тому необхідно знати як цю відстань, так і швидкість руху полотна, тобто включити ці розміри в число згаданих внутрішніх параметрів процесу регулювання.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for automated control of spreading textile web
Автори англійськоюPirodon Jean-Pascal
Назва патенту російськоюУстройство и способ автоматического управления раскладкой текстильного полотна
Автори російськоюПиродон Жан-Паскаль
МПК / Мітки
МПК: D02J 1/00, D04H 1/70, B65H 23/032, B65H 23/02, D04H 3/02, D04H 18/00
Мітки: текстильного, пристрій, керування, спосіб, полотна, автоматичного, розкладкою
Код посилання
<a href="https://ua.patents.su/6-74241-pristrijj-ta-sposib-avtomatichnogo-keruvannya-rozkladkoyu-tekstilnogo-polotna.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб автоматичного керування розкладкою текстильного полотна</a>
Пристрій для окислення довгомірного текстильного матеріалу
Номер патенту: 14274
Опубліковано: 25.04.1997
Автори: Майборода Михайло Михайлович, Шекера Станіслав Андрійович, Трухан Анатолій Андрійович
МПК: B29B 13/00, B29K 105/08, B29B 15/08
Мітки: окислення, пристрій, довгомірного, текстильного, матеріалу
Формула / Реферат:
Устройство для окисления длинномерного текстильного материала при производстве углеродных волокон, содержащее камеру обработки с продольными перегородками, образующими каналы для прохода материала, герметизирующие камеру отсеки с направляющими роликами, тепловентиляционную систему, отличающееся тем, что, с целью обеспечения регулирования процесса теплопередачи вдоль каналов обработки, перегородки выполнены в виде ряда установленных с...
Спосіб автоматичного керування фільтрпресом та пристрій для його здійснення

Номер патенту: 66829
Опубліковано: 15.06.2004
Автори: Моісєєв Вячеслав Сергійович, Черніков Віктор Анатолійович, Гуторов Віктор Михайлович, ЧЕРНІКОВ ОЛЕКСАНДР ВІКТОРОВИЧ
МПК: B01D 37/00
Мітки: автоматичного, спосіб, пристрій, фільтрпресом, керування, здійснення
Формула / Реферат:
1. Спосіб автоматичного керування фільтрпресом, який включає періодичне фільтрування суспензії, що поділяється, через еталонну фільтруючу чашечку, фіксування часу проходження через зазначену фільтруючу чашечку заданої кількості фільтрату й змінення на підставі отриманих даних тривалості технологічних операцій фільтрування, віджимання суспензії, промивання осаду та його віджимання, який відрізняється тим, що через еталонну фільтруючу чашечку...
Пристрій автоматичного керування сушінням деревини
Номер патенту: 42866
Опубліковано: 15.11.2001
Автор: Грибан Володимир Петрович
МПК: F26B 25/22
Мітки: сушінням, керування, пристрій, автоматичного, деревини
Формула / Реферат:
1. Пристрій автоматичного керування сушінням деревини, який має датчики температури і вологості агента сушильної камери, датчики вологості деревини, блок вимірювання, блок індикації, блок задатчиків, блок формування реального часу та блок вмикання, причому виходи датчиків температури агента сушильної камери і датчиків вологості деревини з'єднані з входами блока вимірювання, входи блока, індикації з'єднані з виходами блока вимірювання і...
Спосіб керування вологістю формувальних і стержневих сумішей в процесі їх автоматичного виготовлення і пристрій для його здійснення
Номер патенту: 25310
Опубліковано: 30.10.1998
Автори: Горєва Ірина Іванівна, Скрипник Олександр Вікторович, Кошурко Володимир Олексійович
МПК: B22C 5/00
Мітки: спосіб, здійснення, стержневих, процесі, вологістю, керування, сумішей, формувальних, автоматичного, пристрій, виготовлення
Формула / Реферат:
1. Спосіб керування вологістю формувальних і стержневих сумішей в процесі їх автоматичного виготовлення, який полягає в тому, що вологість замісу доводять до заданої по датчику, що безперервно стежить за вологістю замісу в чаші змішувача, який відрізняється тим, що керування подачею води здійснюють при одночасному вимірюванні вологості суміші в чаші змішувача, її температури, товщини її шару під котком змішувача і щільності.2. Пристрій...
Спосіб відбілювання текстильного матеріалу
Номер патенту: 9404
Опубліковано: 30.09.1996
Автори: Усілов Вячеслав Олексійович, Мартинюк Юрій Лаврентійович, Черніговцева Ірина Олександрівна
МПК: D06L 3/00
Мітки: текстильного, матеріалу, спосіб, відбілювання
Формула / Реферат:
Способ отбеливания текстильного материала, обработкой водно-щелочным раствором перекисного отбеливателя в присутствии соединения щелочноземельного металла, отличающийся тем, что, с целью повышения эффекта отбеливания, обработку раствором проводят при молярном соотношении в нем иона щелочноземельного металла и перекисного отбеливателя 0,02-0,5:1 в пересчете на пероксид водорода.
Попередній патент: Спосіб очистки мінеральної води
Наступний патент: Кришка для розподілення повітря для конвектора
Випадковий патент: Формувач періодичної послідовності триімпульсних кодових серій з програмованою тривалістю паузи між імпульсами у серії