Спосіб підготовки поверхні сталі до гарячого оцинкування та спосіб оцинкування сталі
Номер патенту: 76580
Опубліковано: 15.08.2006
Автори: Жіль Майкл, Лейчкіс Девід, Панке Роже, Грот Юм
Формула / Реферат
1. Спосіб підготовки поверхні сталі до гарячого оцинкування у розплавленій ванні зі сплаву на основі цинку, що включає стадії очищення поверхні одним зі способів електролітичного очищення або ультразвукового очищення, або зачищення щітками, травлення поверхні та нанесення на поверхню захисного шару шляхом занурення у флюсувальний розчин, який відрізняється тим, що згадане очищення виконують до рівня залишкової забрудненості менше ніж 0,6 мкг/см2 і згаданий флюсувальний розчин містить розчинну сполуку вісмуту.
2. Спосіб за п. 1, який відрізняється тим, що згадане очищення виконують способом електролітичного очищення, причому через поверхню сталі пропускають щонайменше 25 Кл/дм2.
3. Спосіб за п. 1, який відрізняється тим, що згадане травлення виконують одним зі способів електролітичного травлення, ультразвукового травлення та іонообмінного травлення із застосуванням розчину хлориду Fe (III).
4. Спосіб за пп. 1-3, який відрізняється тим, що згаданою розчинною сполукою вісмуту є оксид, хлорид або оксихлорид.
5. Спосіб за пп. 1-4, який відрізняється тим, що згаданим флюсом є водний розчин, що містить від 0,3 до 2 мас. % вісмуту.
6. Спосіб за пп. 1-5, який відрізняється тим, що згаданий флюсувальний розчин додатково містить щонайменше 7 мас. % NH4Cl.
7. Спосіб за п. 6, який відрізняється тим, що згаданий флюсувальний розчин містить від 8 до 12 мас. % NH4Cl.
8. Спосіб за п. 6 чи п. 7, який відрізняється тим, що згаданий флюсувальний розчин додатково містить від 15 до 35 мас. % ZnCl2.
9. Спосіб оцинкування сталі одноразовим зануренням із застосуванням алюмінієвмісної розплавленої цинкової ванни, де поверхню сталі підготовляють за пп. 1-8.
10. Спосіб за п. 9, де згадана алюмінієвмісна цинкова ванна містить щонайменше 0,15 мас. % Аl, за варіантом, якому віддається більша перевага, від 2 до 8 мас. % Аl.
11. Спосіб за п. 9, де згаданою алюмінієвмісною цинковою ванною є ванна зі сплаву "Гальфан".
12. Спосіб за пп. 1-11, який відрізняється тим, що сталь має форму продукту безперервного процесу.
13. Спосіб за п. 12, який відрізняється тим, що згаданим продуктом безперервного процесу є сталеві дріт, труба або лист.
Текст
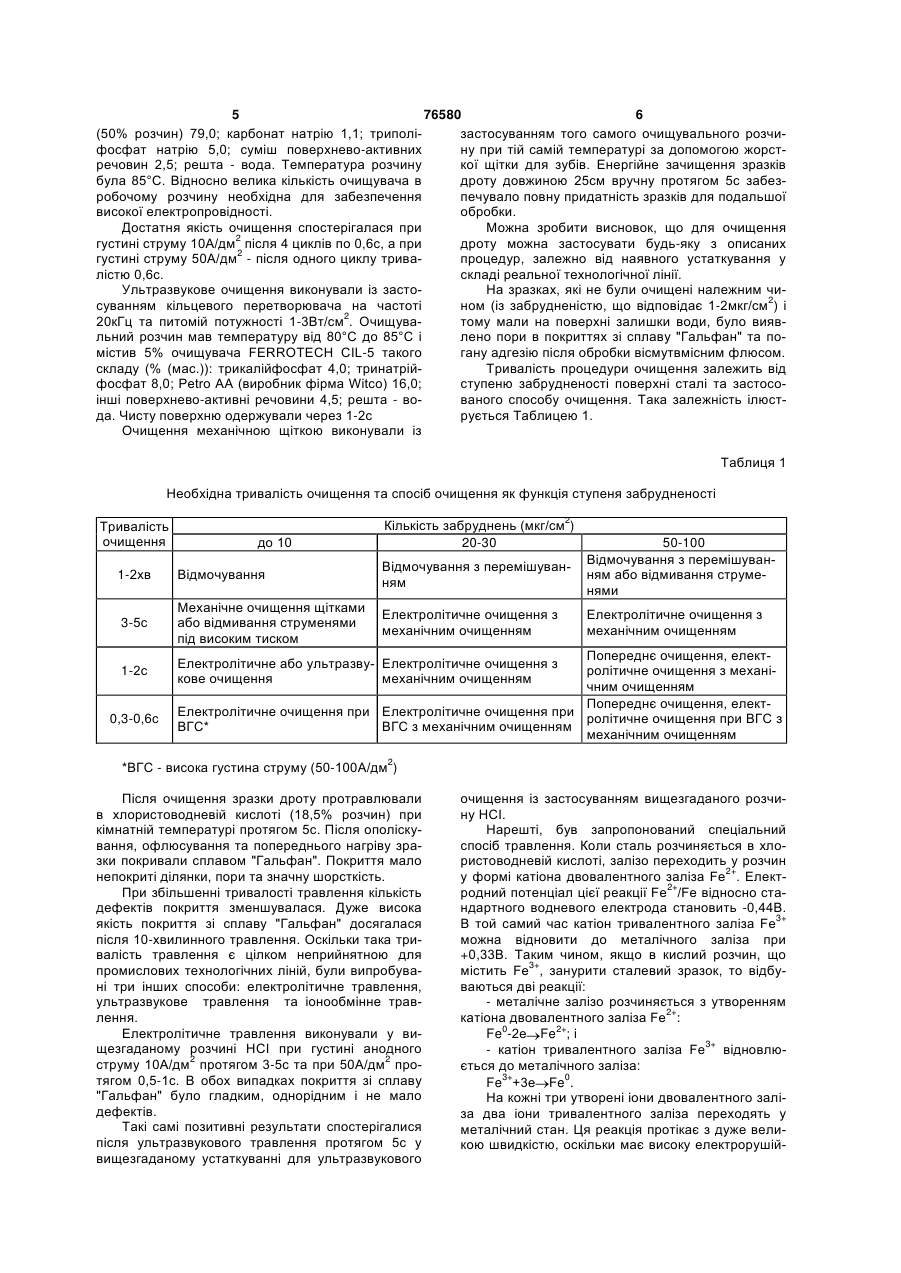
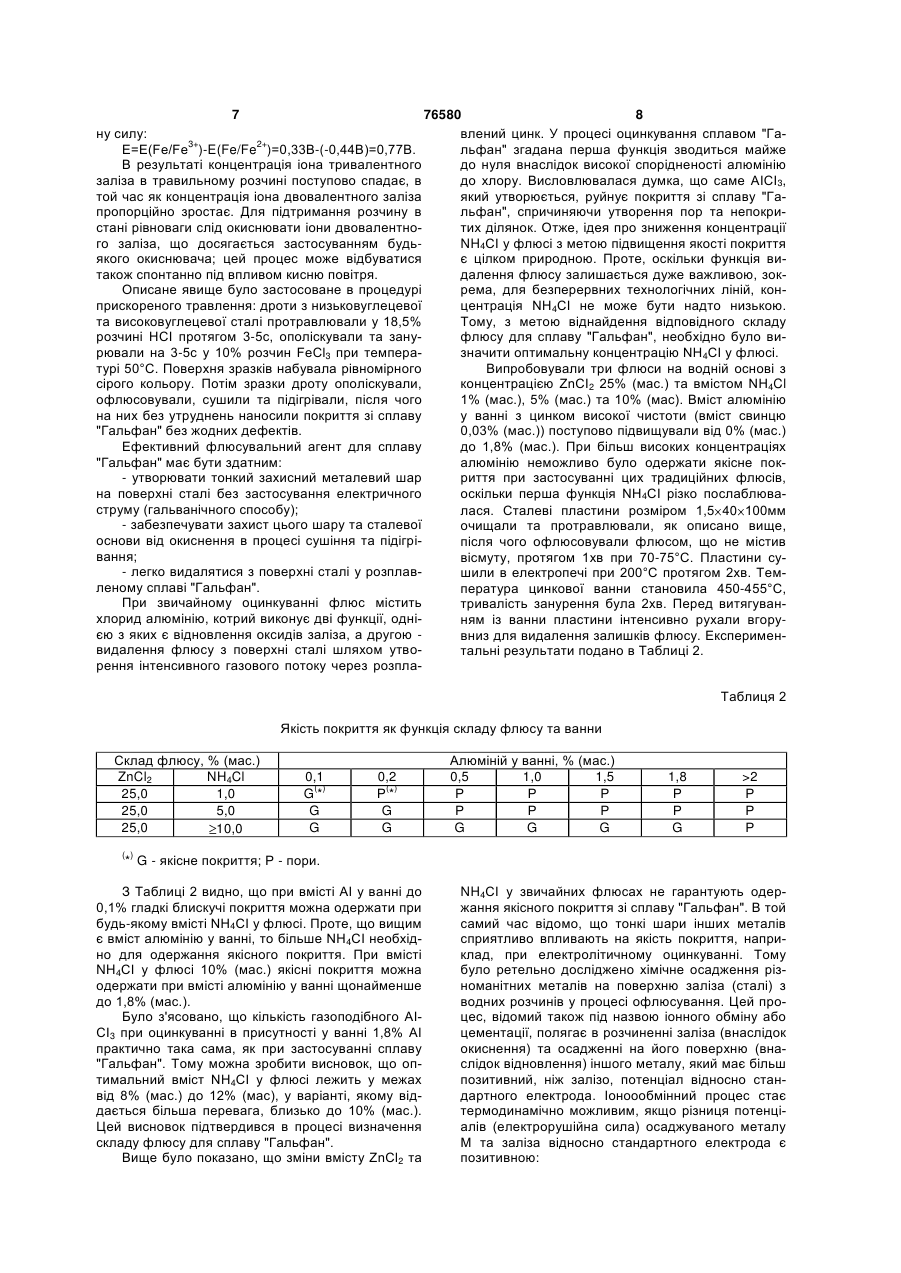
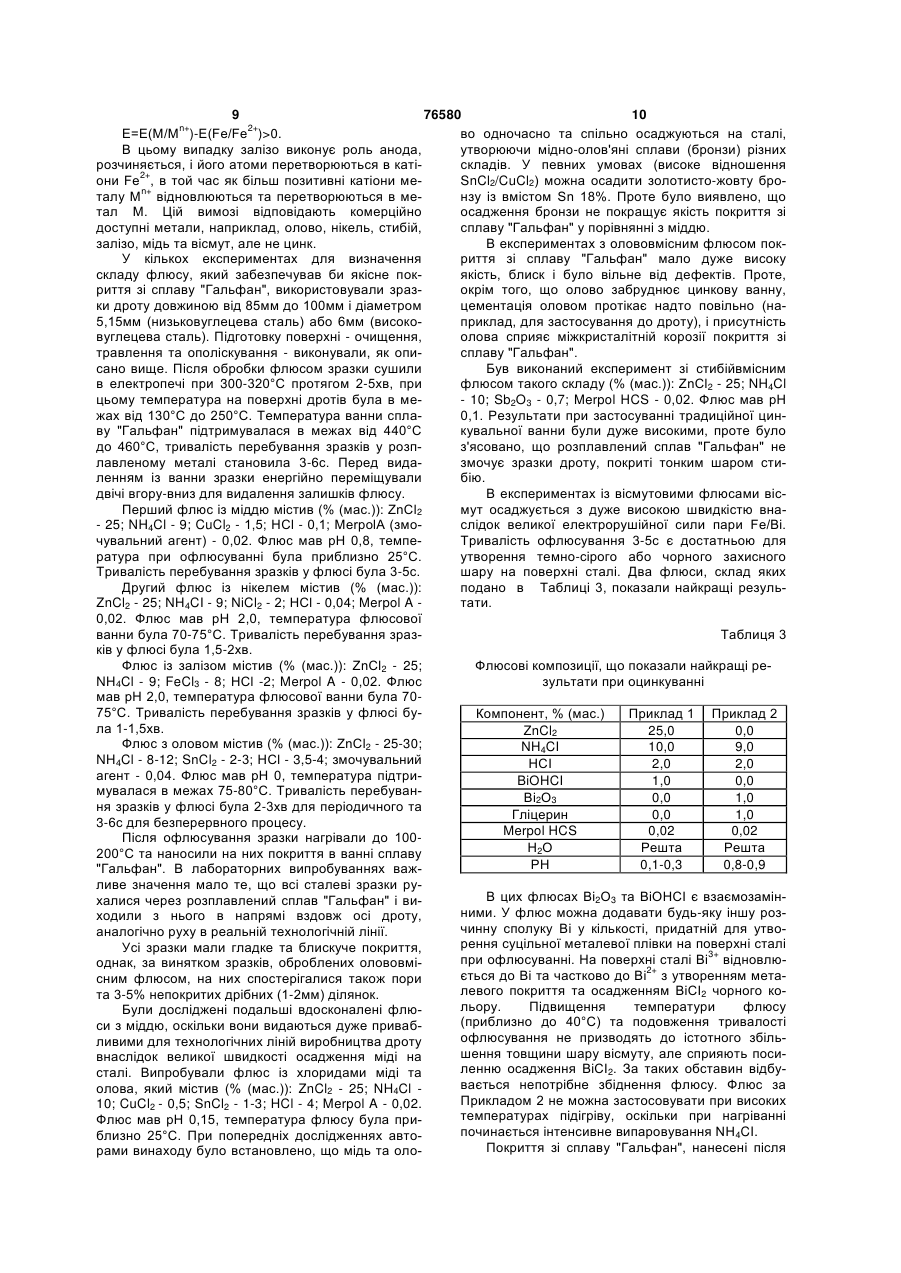
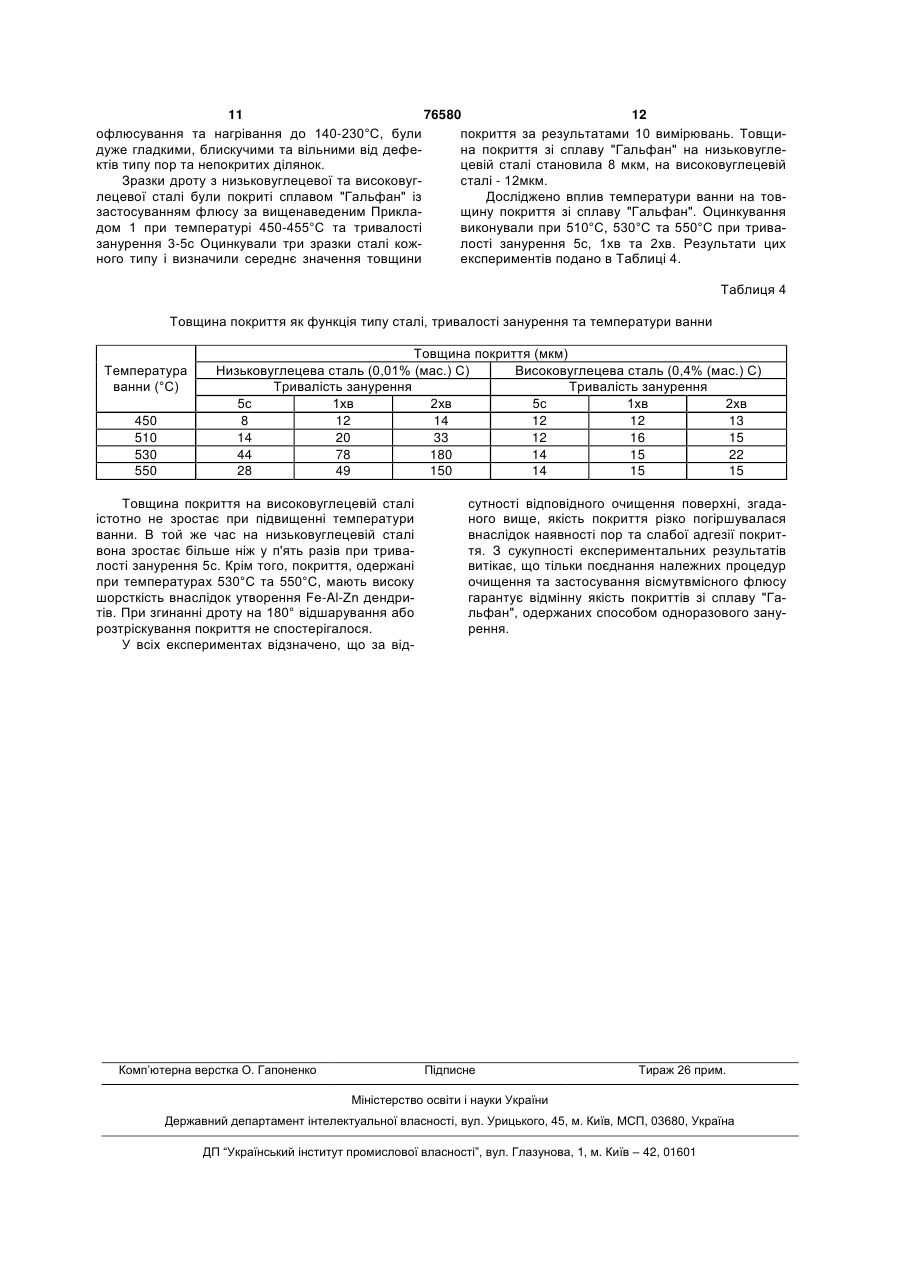
1. Спосіб підготовки поверхні сталі до гарячого оцинкування у розплавленій ванні зі сплаву на основі цинку, що включає стадії очищення поверхні одним зі способів електролітичного очищення або ультразвукового очищення, або зачищення щітками, травлення поверхні та нанесення на поверхню захисного шару шляхом занурення у флюсувальний розчин, який відрізняється тим, що згадане очищення виконують до рівня залишкової забрудненості менше ніж 0,6 мкг/см2 і згаданий флюсувальний розчин містить розчинну сполуку вісмуту. 2. Спосіб за п. 1, який відрізняється тим, що згадане очищення виконують способом електролітичного очищення, причому через поверхню сталі пропускають щонайменше 25 Кл/дм2. 3. Спосіб за п. 1, який відрізняється тим, що згадане травлення виконують одним зі способів електролітичного травлення, ультразвукового трав C2 2 UA 1 3 76580 4 безперервним способом, покритої шаром металу, ня вищезазначених вад. що містить вісмут. Для цієї мети пропонується спосіб підготовки Збагачені алюмінієм сплави, наприклад, сплав поверхні сталі до оцинкування збагаченим алюмі"Гальфан", який містить головним чином цинк нієм цинком способом одноразового занурення, (95% (мас.)) та алюміній (5% (мас.)), забезпечують який включає стадії очищення поверхні одним зі ефективний захист сталі від корозії, покращують її способів електролітичного очищення або ультразпридатність для формування та для фарбування у вукового очищення або зачищення щітками до порівнянні з традиційними цинковими сплавами рівня залишкової забрудненості менше ніж для гарячого оцинкування. 0,6мкг/см2, травлення поверхні та нанесення на Хоча збагачені алюмінієм сплави були розроповерхню захисного шару шляхом занурення у блені більше двадцяти років тому, їх можна викофлюсувальний розчин, що містить вісмут. При ристати для нанесення покриття на продукцію застосуванні електроочищення через поверхню безперервних процесів, наприклад, на дроти, трусталі слід пропускати щонайменше 25Кл/дм2. Траби та листи, лише із застосуванням обмеженої влення можна здійснювати одним зі способів елеккількості досить складних та відносно дорогих спотролітичного травлення, ультразвукового травсобів. До цих способів належать спосіб дворазоволення та іонообмінного травлення із го занурення, при якому перед нанесенням покзастосуванням розчину хлориду Fe(III). Вісмутвміриття зі сплаву "Гальфан" виконують звичайне сний флюсувальний розчин одержують із викорисоцинкування; електрошлаковий спосіб, при якому танням розчинної сполуки вісмуту, наприклад, окперед нанесенням покриття зі сплаву "Гальфан" сиду, хлориду або оксихлориду. Розчин може виконують електролітичне осадження тонкого шамістити від 0,3% (мас.) до 2% (мас.) вісмуту, а тару цинку; та гарячий спосіб, при якому перед нанекож факультативно щонайменше 7% (мас.) NH4CI сенням сплаву "Гальфану" метал обробляють у та 15-35% (мас.) ZnCI2. Перевага віддається вмісту печі з відновлювальною атмосферою. Численні NH4CI від 8% (мас.) до 12% (мас). Розплавлена спроби нанесення сплаву "Гальфан" традиційним цинкова ванна може містити щонайменше 0,15% та більш економічним способом з офлюсуванням алюмінію, перевага віддається вмісту алюмінію від за Куком-Нортеманом (Cook-Norteman) у безпере2% до 8%. Ванна може складатися також зі сплаву рвних виробничих лініях не мали успіху. "Гальфан". Сталь може мати форму продукту, виЗ урахуванням популярності оцинкування з готовленого в безперервному процесі, наприклад, офлюсуванням та його відносно низької вартості, дроту, труби або листа. видається дуже доцільним створення модифікації Виявлено, що процес нанесення сплаву "Гацього способу, яка б забезпечувала можливість льфан" з офлюсуванням вимагає надзвичайно нанесення сплаву "Гальфан" в безперервних прочистої поверхні сталі, зокрема, повної відсутності цесах, а також у періодичних режимах. вологи. Якщо концентрація забруднень на поверхВнаслідок наявності алюмінію та відсутності ні сталі надто висока, то покривання сплавом "Гасвинцю у сплаві "Гальфан", процес покривання льфан" з одноразовим зануренням не дає задовіцим сплавом є дуже чутливим до багатьох загальльних результатів. Виявлено, що рівень них вад традиційного оцинкування, наприклад, до залишкової забрудненості на поверхні сталі має недостатнього очищення та травлення поверхні, бути менше ніж 0,6мкг/см2, за варіантом, якому відсутності сушіння та попереднього нагрівання віддається більша перевага, менше ніж 0,2мкг/см2. флюса, коли в розплавлений цинк занурюються Такий рівень забрудненості гарантує відсутність холодні та іноді вологі вироби. затримки води на поверхні при ополіскуванні, він Із застосуванням алюмінію пов'язані три головідповідає загальним вимогам при застосуванні вні технологічні проблеми, які ускладнюють процес подальшого гальванічного способу покриття і є оцинкування: досяжним. - волога або оксиди заліза, присутні на поверВстановлено, що для успішного нанесення похні сталі, реагують із розплавленим алюмінієм з криття зі сплаву "Гальфан" одноразовим зануренутворенням оксидів алюмінію, які не змочуються ням із застосуванням традиційного процесу офлюрозплавленим цинком, за такими схемами реакцій: сування необхідною є така сама чистота поверхні. Існують три можливих способи обробки для досяг3Н2О+2Аl 3Н2+Аl2О3 нення такого ступеня чистоти: електролітичне 3FeO+2ΑΙ 3Fe+Аl2О3 очищення, ультразвукове очищення та зачищення 3Fe3O4+8Al 9Fe+4Al2O3; щітками. - тонкий шар оксидів цинку та алюмінію на поУсі три способи були випробувані на дроті з верхні ванни розплаву неминуче вступає в контакт низьковуглецевої сталі діаметром 5мм та на дроті зі сталлю в зоні занурення та погіршує її змочуз високовуглецевої сталі діаметром 6,1мм. вання розплавленим цинком; Електролітичне очищення виконували із за- алюміній, присутній у розплавленому цинку, стосуванням 1-4 анодно-катодних циклів, тривареагує з флюсом за поданими нижче схемами релість одного циклу становила 0,6с. Випробували акцій, погіршучи таким чином його ефективність: 2 постійну густину струму 10А/дм та високу густину 3ZnCl2+2Al 3Zn+2AlCl3 2 50-100А/дм . Для досягнення бажаного рівня чис6NH4Cl+2ΑΙ 2АlСl3+6ΝΗ3+3Н2. тоти через поверхню необхідно було пропускати Ці особливості оцинкування у присутності кількість енергії не менше ніж 25Кл/дм2. Очищуваалюмінію спричиняють незадовільну якість покритльний розчин містив від 8% до 10% очищувача тя, а саме непокриті ділянки, дрібні пори та шорстFERROTECH CIL-2 (виробник фірма Ferrotech, PA, ку поверхню. USA) такого складу (% (мас.)): гідроксид натрію Таким чином, метою цього винаходу є усунен 5 76580 6 (50% розчин) 79,0; карбонат натрію 1,1; триполізастосуванням того самого очищувального розчифосфат натрію 5,0; суміш поверхнево-активних ну при тій самій температурі за допомогою жорстречовин 2,5; решта - вода. Температура розчину кої щітки для зубів. Енергійне зачищення зразків була 85°С. Відносно велика кількість очищувача в дроту довжиною 25см вручну протягом 5с забезробочому розчину необхідна для забезпечення печувало повну придатність зразків для подальшої високої електропровідності. обробки. Достатня якість очищення спостерігалася при Можна зробити висновок, що для очищення густині струму 10А/дм2 після 4 циклів по 0,6с, а при дроту можна застосувати будь-яку з описаних густині струму 50А/дм2 - після одного циклу тривапроцедур, залежно від наявного устаткування у лістю 0,6с. складі реальної технологічної лінії. Ультразвукове очищення виконували із застоНа зразках, які не були очищені належним чисуванням кільцевого перетворювача на частоті ном (із забрудненістю, що відповідає 1-2мкг/см2) і 20кГц та питомій потужності 1-3Вт/см2. Очищуватому мали на поверхні залишки води, було виявльний розчин мав температуру від 80°С до 85°С і лено пори в покриттях зі сплаву "Гальфан" та помістив 5% очищувача FERROTECH CIL-5 такого гану адгезію після обробки вісмутвмісним флюсом. складу (% (мас.)): трикалійфосфат 4,0; тринатрійТривалість процедури очищення залежить від фосфат 8,0; Petro AA (виробник фірма Witco) 16,0; ступеню забрудненості поверхні сталі та застосоінші поверхнево-активні речовини 4,5; решта - вованого способу очищення. Така залежність ілюстда. Чисту поверхню одержували через 1-2с рується Таблицею 1. Очищення механічною щіткою виконували із Таблиця 1 Необхідна тривалість очищення та спосіб очищення як функція ступеня забрудненості Тривалість очищення до 10 Кількість забруднень (мкг/см2) 20-30 1-2хв Відмочування Відмочування з перемішуванням 3-5с Механічне очищення щітками або відмивання струменями під високим тиском Електролітичне очищення з механічним очищенням 1-2с 50-100 Відмочування з перемішуванням або відмивання струменями Електролітичне або ультразву- Електролітичне очищення з кове очищення механічним очищенням 0,3-0,6с Електролітичне очищення з механічним очищенням Попереднє очищення, електролітичне очищення з механічним очищенням Попереднє очищення, електЕлектролітичне очищення при Електролітичне очищення при ролітичне очищення при ВГС з ВГС* ВГС з механічним очищенням механічним очищенням *ВГС - висока густина струму (50-100А/дм2) Після очищення зразки дроту протравлювали в хлористоводневій кислоті (18,5% розчин) при кімнатній температурі протягом 5с. Після ополіскування, офлюсування та попереднього нагріву зразки покривали сплавом "Гальфан". Покриття мало непокриті ділянки, пори та значну шорсткість. При збільшенні тривалості травлення кількість дефектів покриття зменшувалася. Дуже висока якість покриття зі сплаву "Гальфан" досягалася після 10-хвилинного травлення. Оскільки така тривалість травлення є цілком неприйнятною для промислових технологічних ліній, були випробувані три інших способи: електролітичне травлення, ультразвукове травлення та іонообмінне травлення. Електролітичне травлення виконували у вищезгаданому розчині НСІ при густині анодного струму 10А/дм2 протягом 3-5с та при 50А/дм2 протягом 0,5-1с. В обох випадках покриття зі сплаву "Гальфан" було гладким, однорідним і не мало дефектів. Такі самі позитивні результати спостерігалися після ультразвукового травлення протягом 5с у вищезгаданому устаткуванні для ультразвукового очищення із застосуванням вищезгаданого розчину НСІ. Нарешті, був запропонований спеціальний спосіб травлення. Коли сталь розчиняється в хлористоводневій кислоті, залізо переходить у розчин у формі катіона двовалентного заліза Fe2+. Електродний потенціал цієї реакції Fe2+/Fe відносно стандартного водневого електрода становить -0,44В. В той самий час катіон тривалентного заліза Fe3+ можна відновити до металічного заліза при +0,33В. Таким чином, якщо в кислий розчин, що містить Fe3+, занурити сталевий зразок, то відбуваються дві реакції: - металічне залізо розчиняється з утворенням катіона двовалентного заліза Fe2+: Fe0-2е Fe2+; і - катіон тривалентного заліза Fe3+ відновлюється до металічного заліза: Fe3++3е Fe0. На кожні три утворені іони двовалентного заліза два іони тривалентного заліза переходять у металічний стан. Ця реакція протікає з дуже великою швидкістю, оскільки має високу електрорушій 7 76580 8 ну силу: влений цинк. У процесі оцинкування сплавом "ГаΕ=E(Fe/Fe3+)-E(Fe/Fe2+)=0,33В-(-0,44В)=0,77В. льфан" згадана перша функція зводиться майже В результаті концентрація іона тривалентного до нуля внаслідок високої спорідненості алюмінію заліза в травильному розчині поступово спадає, в до хлору. Висловлювалася думка, що саме АІСІ3, той час як концентрація іона двовалентного заліза який утворюється, руйнує покриття зі сплаву "Гапропорційно зростає. Для підтримання розчину в льфан", спричиняючи утворення пор та непокристані рівноваги слід окиснювати іони двовалентнотих ділянок. Отже, ідея про зниження концентрації го заліза, що досягається застосуванням будьNH4CI у флюсі з метою підвищення якості покриття якого окиснювача; цей процес може відбуватися є цілком природною. Проте, оскільки функція витакож спонтанно під впливом кисню повітря. далення флюсу залишається дуже важливою, зокОписане явище було застосоване в процедурі рема, для безперервних технологічних ліній, конприскореного травлення: дроти з низьковуглецевої центрація NH4CI не може бути надто низькою. та високовуглецевої сталі протравлювали у 18,5% Тому, з метою віднайдення відповідного складу розчині НСІ протягом 3-5с, ополіскували та зануфлюсу для сплаву "Гальфан", необхідно було вирювали на 3-5с у 10% розчин FeCl3 при темперазначити оптимальну концентрацію NH4CI у флюсі. турі 50°С. Поверхня зразків набувала рівномірного Випробовували три флюси на водній основі з сірого кольору. Потім зразки дроту ополіскували, концентрацією ZnCI2 25% (мас.) та вмістом NH4Cl офлюсовували, сушили та підігрівали, після чого 1% (мас.), 5% (мас.) та 10% (мас). Вміст алюмінію на них без утруднень наносили покриття зі сплаву у ванні з цинком високої чистоти (вміст свинцю "Гальфан" без жодних дефектів. 0,03% (мас.)) поступово підвищували від 0% (мас.) Ефективний флюсувальний агент для сплаву до 1,8% (мас.). При більш високих концентраціях "Гальфан" має бути здатним: алюмінію неможливо було одержати якісне пок- утворювати тонкий захисний металевий шар риття при застосуванні цих традиційних флюсів, на поверхні сталі без застосування електричного оскільки перша функція NH4CI різко послаблюваструму (гальванічного способу); лася. Сталеві пластини розміром 1,5 40 100мм - забезпечувати захист цього шару та сталевої очищали та протравлювали, як описано вище, основи від окиснення в процесі сушіння та підігріпісля чого офлюсовували флюсом, що не містив вання; вісмуту, протягом 1хв при 70-75°С. Пластини су- легко видалятися з поверхні сталі у розплавшили в електропечі при 200°С протягом 2хв. Темленому сплаві "Гальфан". пература цинкової ванни становила 450-455°С, При звичайному оцинкуванні флюс містить тривалість занурення була 2хв. Перед витягуванхлорид алюмінію, котрий виконує дві функції, одніням із ванни пластини інтенсивно рухали вгоруєю з яких є відновлення оксидів заліза, а другою вниз для видалення залишків флюсу. Експерименвидалення флюсу з поверхні сталі шляхом утвотальні результати подано в Таблиці 2. рення інтенсивного газового потоку через розплаТаблиця 2 Якість покриття як функція складу флюсу та ванни Склад флюсу, % (мас.) ZnCl2 NH4Cl 25,0 1,0 25,0 5,0 25,0 10,0 0,1 G(*) G G 0,2 Р(*) G G Алюміній у ванні, % (мас.) 0,5 1,0 1,5 Ρ Ρ Ρ Ρ Ρ Ρ G G G 1,8 Ρ Ρ G >2 Ρ Ρ Ρ ( ) * G - якісне покриття; Ρ - пори. З Таблиці 2 видно, що при вмісті АІ у ванні до 0,1% гладкі блискучі покриття можна одержати при будь-якому вмісті NH4CІ у флюсі. Проте, що вищим є вміст алюмінію у ванні, то більше NH4CI необхідно для одержання якісного покриття. При вмісті NH4CI у флюсі 10% (мас.) якісні покриття можна одержати при вмісті алюмінію у ванні щонайменше до 1,8% (мас.). Було з'ясовано, що кількість газоподібного АІСІ3 при оцинкуванні в присутності у ванні 1,8% АІ практично така сама, як при застосуванні сплаву "Гальфан". Тому можна зробити висновок, що оптимальний вміст NH4CІ у флюсі лежить у межах від 8% (мас.) до 12% (мас), у варіанті, якому віддається більша перевага, близько до 10% (мас.). Цей висновок підтвердився в процесі визначення складу флюсу для сплаву "Гальфан". Вище було показано, що зміни вмісту ZnCl2 та NH4CІ у звичайних флюсах не гарантують одержання якісного покриття зі сплаву "Гальфан". В той самий час відомо, що тонкі шари інших металів сприятливо впливають на якість покриття, наприклад, при електролітичному оцинкуванні. Тому було ретельно досліджено хімічне осадження різноманітних металів на поверхню заліза (сталі) з водних розчинів у процесі офлюсування. Цей процес, відомий також під назвою іонного обміну або цементації, полягає в розчиненні заліза (внаслідок окиснення) та осадженні на його поверхню (внаслідок відновлення) іншого металу, який має більш позитивний, ніж залізо, потенціал відносно стандартного електрода. Іоноообмінний процес стає термодинамічно можливим, якщо різниця потенціалів (електрорушійна сила) осаджуваного металу Μ та заліза відносно стандартного електрода є позитивною: 9 76580 10 Ε=Ε(Μ/Μn+)-Ε(Fe/Fe2+)>0. во одночасно та спільно осаджуються на сталі, В цьому випадку залізо виконує роль анода, утворюючи мідно-олов'яні сплави (бронзи) різних розчиняється, і його атоми перетворюються в катіскладів. У певних умовах (високе відношення они Fe2+, в той час як більш позитивні катіони меSnCl2/CuCl2) можна осадити золотисто-жовту броталу Мn+ відновлюються та перетворюються в мензу із вмістом Sn 18%. Проте було виявлено, що тал М. Цій вимозі відповідають комерційно осадження бронзи не покращує якість покриття зі доступні метали, наприклад, олово, нікель, стибій, сплаву "Гальфан" у порівнянні з міддю. залізо, мідь та вісмут, але не цинк. В експериментах з олововмісним флюсом покУ кількох експериментах для визначення риття зі сплаву "Гальфан" мало дуже високу складу флюсу, який забезпечував би якісне покякість, блиск і було вільне від дефектів. Проте, риття зі сплаву "Гальфан", використовували зразокрім того, що олово забруднює цинкову ванну, ки дроту довжиною від 85мм до 100мм і діаметром цементація оловом протікає надто повільно (на5,15мм (низьковуглецева сталь) або 6мм (високоприклад, для застосування до дроту), і присутність вуглецева сталь). Підготовку поверхні - очищення, олова сприяє міжкристалітній корозії покриття зі травлення та ополіскування - виконували, як описплаву "Гальфан". сано вище. Після обробки флюсом зразки сушили Був виконаний експеримент зі стибійвмісним в електропечі при 300-320°С протягом 2-5хв, при флюсом такого складу (% (мас.)): ZnCl2 - 25; NH4Cl цьому температура на поверхні дротів була в ме- 10; Sb2O3 - 0,7; Merpol HCS - 0,02. Флюс мав рН жах від 130°С до 250°С. Температура ванни спла0,1. Результати при застосуванні традиційної цинву "Гальфан" підтримувалася в межах від 440°С кувальної ванни були дуже високими, проте було до 460°С, тривалість перебування зразків у розпз'ясовано, що розплавлений сплав "Гальфан" не лавленому металі становила 3-6с. Перед видазмочує зразки дроту, покриті тонким шаром стиленням із ванни зразки енергійно переміщували бію. двічі вгору-вниз для видалення залишків флюсу. В експериментах із вісмутовими флюсами вісПерший флюс із міддю містив (% (мас.)): ZnCl2 мут осаджується з дуже високою швидкістю вна- 25; NH4Cl - 9; CuCl2 - 1,5; НСl - 0,1; MerpolA (змослідок великої електрорушійної сили пари Fe/Bi. чувальний агент) - 0,02. Флюс мав рН 0,8, темпеТривалість офлюсування 3-5с є достатньою для ратура при офлюсуванні була приблизно 25°С. утворення темно-сірого або чорного захисного Тривалість перебування зразків у флюсі була 3-5с. шару на поверхні сталі. Два флюси, склад яких Другий флюс із нікелем містив (% (мас.)): подано в Таблиці 3, показали найкращі резульZnCl2 - 25; NH4CI - 9; NiCl2 - 2; НСl - 0,04; Merpol A тати. 0,02. Флюс мав рН 2,0, температура флюсової ванни була 70-75°С. Тривалість перебування зразТаблиця 3 ків у флюсі була 1,5-2хв. Флюс із залізом містив (% (мас.)): ZnCl2 - 25; Флюсові композиції, що показали найкращі реNH4Cl - 9; FeCl3 - 8; НСl -2; Merpol A - 0,02. Флюс зультати при оцинкуванні мав рН 2,0, температура флюсової ванни була 7075°С. Тривалість перебування зразків у флюсі буКомпонент, % (мас.) Приклад 1 Приклад 2 ла 1-1,5хв. ZnCl2 25,0 0,0 Флюс з оловом містив (% (мас.)): ZnCl2 - 25-30; NH4CI 10,0 9,0 NH4Cl - 8-12; SnCl2 - 2-3; НСl - 3,5-4; змочувальний НCI 2,0 2,0 агент - 0,04. Флюс мав рН 0, температура підтриBiOHCI 1,0 0,0 мувалася в межах 75-80°С. Тривалість перебуванВі2О3 0,0 1,0 ня зразків у флюсі була 2-3хв для періодичного та Гліцерин 0,0 1,0 3-6с для безперервного процесу. Merpol HCS 0,02 0,02 Після офлюсування зразки нагрівали до 100Н2О Решта Решта 200°С та наносили на них покриття в ванні сплаву РН 0,1-0,3 0,8-0,9 "Гальфан". В лабораторних випробуваннях важливе значення мало те, що всі сталеві зразки руВ цих флюсах Ві2О3 та ВіОНСІ є взаємозамінхалися через розплавлений сплав "Гальфан" і виними. У флюс можна додавати будь-яку іншу розходили з нього в напрямі вздовж осі дроту, чинну сполуку Ві у кількості, придатній для утвоаналогічно руху в реальній технологічній лінії. рення суцільної металевої плівки на поверхні сталі Усі зразки мали гладке та блискуче покриття, при офлюсуванні. На поверхні сталі Ві3+ відновлюоднак, за винятком зразків, оброблених олововміється до Ві та частково до Ві2+ з утворенням метасним флюсом, на них спостерігалися також пори левого покриття та осадженням ВіСI2 чорного кота 3-5% непокритих дрібних (1-2мм) ділянок. льору. Підвищення температури флюсу Були досліджені подальші вдосконалені флю(приблизно до 40°С) та подовження тривалості си з міддю, оскільки вони видаються дуже привабофлюсування не призводять до істотного збільливими для технологічних ліній виробництва дроту шення товщини шару вісмуту, але сприяють посивнаслідок великої швидкості осадження міді на ленню осадження ВіСI2. За таких обставин відбусталі. Випробували флюс із хлоридами міді та вається непотрібне збіднення флюсу. Флюс за олова, який містив (% (мас.)): ZnCl2 - 25; NH4Cl Прикладом 2 не можна застосовувати при високих 10; CuCl2 - 0,5; SnCl2 - 1-3; HCl - 4; Merpol A - 0,02. температурах підігріву, оскільки при нагріванні Флюс мав рН 0,15, температура флюсу була припочинається інтенсивне випаровування NH4CI. близно 25°С. При попередніх дослідженнях автоПокриття зі сплаву "Гальфан", нанесені після рами винаходу було встановлено, що мідь та оло 11 76580 12 офлюсування та нагрівання до 140-230°С, були покриття за результатами 10 вимірювань. Товщидуже гладкими, блискучими та вільними від дефена покриття зі сплаву "Гальфан" на низьковуглектів типу пор та непокритих ділянок. цевій сталі становила 8 мкм, на високовуглецевій Зразки дроту з низьковуглецевої та високовугсталі - 12мкм. лецевої сталі були покриті сплавом "Гальфан" із Досліджено вплив температури ванни на товзастосуванням флюсу за вищенаведеним Приклащину покриття зі сплаву "Гальфан". Оцинкування дом 1 при температурі 450-455°С та тривалості виконували при 510°С, 530°С та 550°С при тривазанурення 3-5с Оцинкували три зразки сталі кожлості занурення 5с, 1хв та 2хв. Результати цих ного типу і визначили середнє значення товщини експериментів подано в Таблиці 4. Таблиця 4 Товщина покриття як функція типу сталі, тривалості занурення та температури ванни Температура ванни (°С) 450 510 530 550 Товщина покриття (мкм) Низьковуглецева сталь (0,01% (мас.) С) Високовуглецева сталь (0,4% (мас.) С) Тривалість занурення Тривалість занурення 5с 1хв 2хв 5с 1хв 2хв 8 12 14 12 12 13 14 20 33 12 16 15 44 78 180 14 15 22 28 49 150 14 15 15 Товщина покриття на високовуглецевій сталі істотно не зростає при підвищенні температури ванни. В той же час на низьковуглецевій сталі вона зростає більше ніж у п'ять разів при тривалості занурення 5с. Крім того, покриття, одержані при температурах 530°С та 550°С, мають високу шорсткість внаслідок утворення Fe-Al-Zn дендритів. При згинанні дроту на 180° відшарування або розтріскування покриття не спостерігалося. У всіх експериментах відзначено, що за від Комп’ютерна верстка О. Гапоненко сутності відповідного очищення поверхні, згаданого вище, якість покриття різко погіршувалася внаслідок наявності пор та слабої адгезії покриття. З сукупності експериментальних результатів витікає, що тільки поєднання належних процедур очищення та застосування вісмутвмісного флюсу гарантує відмінну якість покриттів зі сплаву "Гальфан", одержаних способом одноразового занурення. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for the preparation of steel surface for single-dip zinc galvanizing and a process for steel galvanizing
Назва патенту російськоюСпособ подготовки поверхности стали к горячему оцинкованию и способ оцинкования стали
МПК / Мітки
МПК: C23C 2/02, C23C 2/30, C23C 2/06
Мітки: підготовки, оцинкування, поверхні, спосіб, гарячого, сталі
Код посилання
<a href="https://ua.patents.su/6-76580-sposib-pidgotovki-poverkhni-stali-do-garyachogo-ocinkuvannya-ta-sposib-ocinkuvannya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки поверхні сталі до гарячого оцинкування та спосіб оцинкування сталі</a>
Спосіб травлення поверхні маловуглецевої, низьколегованої сталі
Номер патенту: 6832
Опубліковано: 16.05.2005
Автори: Горобець Світлана Василівна, Гойко Ірина Юріївна, Донченко Маргарита Іванівна, Горобець Оксана Юріївна
МПК: C25F 1/00
Мітки: травлення, поверхні, маловуглецевої, низьколегованої, сталі, спосіб
Формула / Реферат:
Спосіб травлення поверхні маловуглецевої, низьколегованої сталі шляхом занурення в водний розчин, що містить кислоту та іони, який відрізняється тим, що травлення проводять без прикладення зовнішнього струму в проточному водному розчині 7-14 % НNО3 під дією зовнішнього постійного магнітного поля напруженістю від 40-320 кА/м.
Сплав та спосіб гарячого цинкування сталі
Номер патенту: 56235
Опубліковано: 15.05.2003
Автор: Жіль Майкл
МПК: C22C 18/00, C23C 2/06
Мітки: сплав, цинкування, гарячого, спосіб, сталі
Формула / Реферат:
1. Ванна гарячого цинкування, яка включає цинковий сплав, який містить Sn та Ві, яка відрізняється тим, що вміст Sn разом з Ві становить від 1% мас. до 5% мас., вміст щонайменше одного з таких металів: Ni, Сr і Мn, становить від 0,025% мас. до 0,200% мас., решта - цинк та неминучі домішки.2. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,100% мас. Сr.3. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,200%...
Спосіб підготування поверхні дроту з нержавіючої сталі
Номер патенту: 41188
Опубліковано: 15.08.2001
Автори: Туник Олег Анатолійович, Кукуй Костянтин Абрамович, Максаков Анатолій Іванович, Маншилін Олександр Гейнійович
Мітки: нержавіючої, спосіб, сталі, поверхні, дроту, підготування
Формула / Реферат:
Спосіб підготування поверхні дроту з нержавіючої сталі до волочіння, за яким очищують його поверхню, наносять підмастильний шар у вапняно-сольовому розчині і здійснюють сушіння, який відрізняється тим, що очищення дроту роблять з одночасним нагріванням його поверхневого шару на глибину до 0,1 мм у потоці плазмовим впливом, наступне нанесення підмастильного шару здійснюють шляхом занурення у вапняно-сольовий розчин, температура якого не нижче...
Спосіб підготування поверхні дроту з нержавіючої сталі до волочіння
Номер патенту: 41188
Опубліковано: 16.08.2004
Автори: Туник Олег Анатолійович, Кукуй Костянтин Абрамович, Маншилін Олександр Гейнійович, Максаков Анатолій Іванович
Мітки: сталі, спосіб, дроту, підготування, поверхні, волочіння, нержавіючої
Формула / Реферат:
Спосіб підготування поверхні дроту з нержавіючої сталі до волочіння, за яким очищують його поверхню, наносять підмастильний шар у вапняно-сольовому розчині і здійснюють сушіння, який відрізняється тим, що очищення дроту роблять з одночасним нагріванням його поверхневого шару на глибину до 0,1 мм у потоці плазмовим впливом, наступне нанесення підмастильного шару здійснюють шляхом занурення у вапняно-сольовий розчин, температура якого не нижче...
Спосіб підготовки алюмінієвого розкиснювача сталі
Номер патенту: 61239
Опубліковано: 17.11.2003
Автори: Ярославцев Юрій Григорович, Смоляков Віталій Вікторович, Сєров Олександр Іванович
МПК: C22C 38/06, C21C 7/00, C21C 7/06, C22C 38/00
Мітки: розкиснювача, спосіб, алюмінієвого, підготовки, сталі
Формула / Реферат:
Спосіб підготовки алюмінієвого розкиснювача сталі, що включає розплавлення алюмінію або його сплавів, формування з цього розплаву злитків і наступне нанесення на їхню поверхню захисної оболонки з іншого матеріалу, що відрізняється тим, що перед формуванням злитків алюміній або його сплави легують елементами, узятими з групи: кремній, марганець, хром, молібден, нікель, ванадій, титан, цирконій, кальцій, магній, барій, бор при співвідношенні...