Спосіб попереднього рафінування чавуну у ковші
Номер патенту: 79004
Опубліковано: 10.04.2013
Автори: Чубіна Олена Анатоліївна, Чернятевич Анатолій Григорович, Березіна Олена Володимирівна, Сігарьов Євген Миколайович, Чубін Костянтин Іванович

Формула / Реферат
1. Спосіб попереднього рафінування чавуну у ковші, який включає одночасне вдування через дві занурені фурми газових струменів, що несуть у порошкоподібному стані реагенти на основі вапна та магнію, який відрізняється тим, що здійснюють попереднє розкислення чавуну при наповненні заливального ковша присадкою чушкового алюмінію з витратою 0,25-0,45 кг/т чавуну, а подальше вдування вглиб розплаву через одну занурену фурму порошкоподібного доломітизованого вапна з витратою 0,18-0,31 кг/(т.хвил.) чавуну при питомій витраті кисню 0,25-0,60 м3/(т.хвил.) та захисного азоту 0,040-0,070 м3/(т.хвил.) здійснюють при вдуванні вглиб розплаву, в період 10-75 % загальної тривалості рафінування, через другу занурену фурму диспергованого магнію з витратою 0,020-0,055 кг/(т.хвил.) чавуну у потоці азоту з питомою витратою 0,05-0,06 м3/(т.хвил.).
2. Спосіб попереднього рафінування чавуну у ковші за п. 1, який відрізняється тим, що вдування реагентів здійснюють при взаємному розташуванні занурених фурм у одній вертикальній площині на відстані у 2,5-4,0 їх зовнішнього діаметра.
Текст
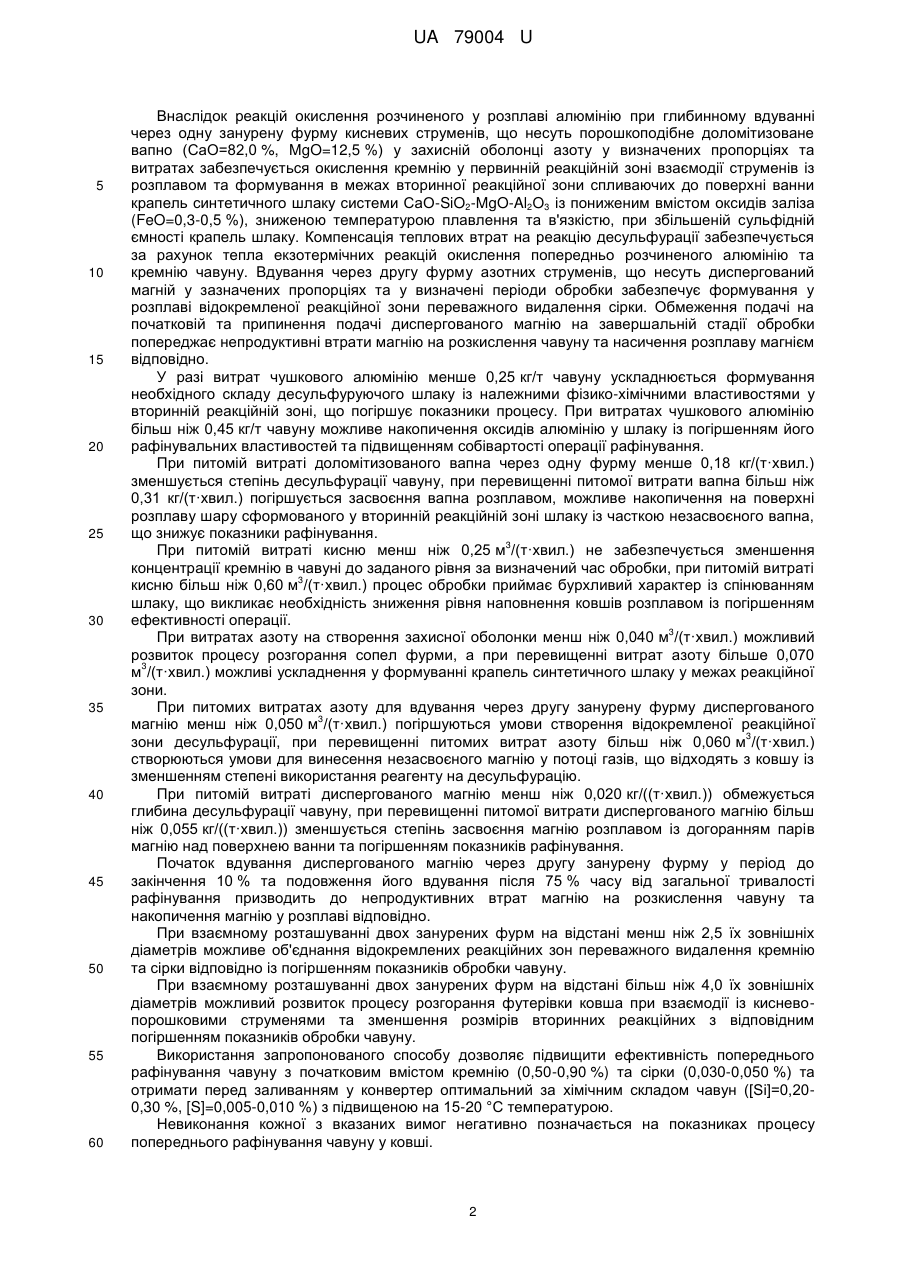
Реферат: Спосіб попереднього рафінування чавуну у ковші, який включає одночасне вдування через дві занурені фурми газових струменів, що несуть у порошкоподібному стані реагенти на основі вапна та магнію, крім того здійснюють попереднє розкислення чавуну при наповненні заливального ковшу присадкою чушкового алюмінію з витратою 0,25-0,45 кг/т чавуну, а подальше вдування вглиб розплаву через одну занурену фурму порошкоподібного доломітизованого вапна з витратою 0,18-0,31 кг/(т·хвил.) чавуну при питомій витраті кисню 0,253 3 0,60 м /(т·хвил.) та захисного азоту 0,040-0,070 м /(т·хвил.) здійснюють при вдуванні вглиб розплаву, в період 10-75 % загальної тривалості рафінування, через другу занурену фурму диспергованого магнію з витратою 0,020-0,055 кг/(т·хвил.) чавуну у потоці азоту з питомою 3 витратою 0,05-0,06 м /(т·хвил.). UA 79004 U (54) СПОСІБ ПОПЕРЕДНЬОГО РАФІНУВАННЯ ЧАВУНУ У КОВШІ UA 79004 U UA 79004 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до чорної металургії, зокрема до способів попереднього рафінування чавуну у ковшах перед киснево-конвертерною плавкою. Відомий спосіб попереднього рафінування чавуну у ковші [1], згідно з яким рафінування чавуну здійснюють вдуванням вглиб розплаву через занурену багатосоплову фурму типу "труба в трубі" порошкоподібної суміші доломітизованого вапна та алюмінію (у співвідношенні 9:1) у потоці кисневих струменів із захисною оболонкою природного газу. Вказаний спосіб забезпечує знекремнювання розплаву чавуну в межах первинної реакційної зони взаємодії газопорошкових струменів з розплавом зі створенням крапель синтетичного шлаку (системи СаО-SіО2-Аl2О3), які під час спливання у межах вторинної реакційної зони до поверхні ванни забезпечують процес десульфурації розплаву. Вадою даного способу є необхідність використання коштовних порошкоподібного алюмінію у складі рафінуючої суміші та природного газу для створення кільцевої захисної оболонки навколо киснево-порошкового струменю, що зменшує економічну ефективність операції. Зміна складу рафінуючої суміші внаслідок розшарування вапна та алюмінію у процесі транспортування та зберігання ускладнює отримання стабільних показників рафінування. Крім того, вдування порошкоподібного алюмінію у потоці кисню викликає необхідність забезпечення підвищених заходів протипожежної безпеки та використання спеціальних складних конструкцій заглибних фурм. Недостатня рідкорухомість покривного шлаку зменшує степінь засвоєння вапна, що вдувається в розплав. Відомий також спосіб попереднього рафінування переробного чавуну у ковші, яким передбачається постадійне вдування через занурену вглиб розплаву фурму порошкоподібних сумішей реагентів на основі СаО у потоці окислювального та нейтрального газів з метою видалення відповідно кремнію та сірки [2]. До основних недоліків вказаного способу попереднього рафінування чавуну можна віднести: складність організації та багатостадійність операцій, суттєве спінювання кислого шлаку під час знекремнювання, обов'язкове скачування шлаку перед десульфурацією, значні втрати чавуну (10-23 кг/т чавуну) зі шлаками, що скачують після рафінування, та зниження температури чавуну на 100-150 °C. Відомий також спосіб попереднього рафінування чавуну у ковші [3], згідно з яким вдування порошкоподібної суміші на основі карбіду кальцію та магнію у відповідному співвідношенні здійснюють через заглибну фурму з подвійним каналом, або одночасно через дві заглибні фурми, які пов'язані із двома незалежно працюючими коінжекційними системами подавання реагентів. Відомий також, вибраний як прототип, спосіб попереднього ківшевого рафінування чавуну [4], у якому з метою скорочення циклу обробки вдування вглиб розплаву порошкоподібних сумішей на основі вапна та магнію у співвідношенні 3:1 здійснюють одночасно через дві заглибні фурми. До основних недоліків вказаних способів можна віднести: рафінування чавуну виключно по сірці, недостатньо високу степінь засвоєння реагентів, обмеженість їх використання у ковшах невеликого розміру, недостатню стабільність показників процесу. В основу корисної моделі поставлена задача удосконалення способу попереднього рафінування чавуну у ковші шляхом одночасного вдування через дві занурені фурми реагентів на основі порошкоподібного вапна та диспергованого магнію у визначених режимах та витратах, що призведе до зменшення тривалості операції та питомих витрат реагентів, забезпечить обробку розплаву із одночасним видаленням кремнію та сірки чавуну, компенсацією втрат тепла на засвоєння реагентів та зменшенням втрат чавуну з шлаком, що скачують з поверхні розплаву. Поставлена задача вирішується тим, що в способі попереднього рафінування чавуну у ковші, який включає одночасне вдування через дві занурені фурми газових струменів, що несуть у порошкоподібному стані суміші на основі вапна та магнію, згідно з корисною моделлю, здійснюють попереднє розкислення чавуну при наповненні заливального ковша присадкою чушкового алюмінію з витратою 0,25-0,45 кг/т чавуну, а подальше вдування вглиб розплаву через одну занурену фурму порошкоподібного доломітизованого вапна з витратою 0,183 0,31 кг/(т·хвил.)) чавуну при питомій витраті кисню 0,25-0,60 м /((т·хвил.)) та захисного азоту 3 0,040-0,070 м /(т·хвил.) здійснюють при вдуванні вглиб розплаву, в період 10-75 % загальної тривалості рафінування, через другу занурену фурму диспергованого магнію з витратою 0,0203 0,055 кг/((т·хвил.)) чавуну у потоці азоту з питомою витратою 0,05-0,06 м /((т·хвил.)) при взаємному розташуванні занурених фурм у одній вертикальній площині на відстані у 2,5-4,0 їх зовнішнього діаметру. 1 UA 79004 U 5 10 15 20 25 30 35 40 45 50 55 60 Внаслідок реакцій окислення розчиненого у розплаві алюмінію при глибинному вдуванні через одну занурену фурму кисневих струменів, що несуть порошкоподібне доломітизоване вапно (СаО=82,0 %, MgO=12,5 %) у захисній оболонці азоту у визначених пропорціях та витратах забезпечується окислення кремнію у первинній реакційній зоні взаємодії струменів із розплавом та формування в межах вторинної реакційної зони спливаючих до поверхні ванни крапель синтетичного шлаку системи CaO-SiO2-MgO-Al2O3 із пониженим вмістом оксидів заліза (FeO=0,3-0,5 %), зниженою температурою плавлення та в'язкістю, при збільшеній сульфідній ємності крапель шлаку. Компенсація теплових втрат на реакцію десульфурації забезпечується за рахунок тепла екзотермічних реакцій окислення попередньо розчиненого алюмінію та кремнію чавуну. Вдування через другу фурму азотних струменів, що несуть диспергований магній у зазначених пропорціях та у визначені періоди обробки забезпечує формування у розплаві відокремленої реакційної зони переважного видалення сірки. Обмеження подачі на початковій та припинення подачі диспергованого магнію на завершальній стадії обробки попереджає непродуктивні втрати магнію на розкислення чавуну та насичення розплаву магнієм відповідно. У разі витрат чушкового алюмінію менше 0,25 кг/т чавуну ускладнюється формування необхідного складу десульфуруючого шлаку із належними фізико-хімічними властивостями у вторинній реакційній зоні, що погіршує показники процесу. При витратах чушкового алюмінію більш ніж 0,45 кг/т чавуну можливе накопичення оксидів алюмінію у шлаку із погіршенням його рафінувальних властивостей та підвищенням собівартості операції рафінування. При питомій витраті доломітизованого вапна через одну фурму менше 0,18 кг/(т·хвил.) зменшується степінь десульфурації чавуну, при перевищенні питомої витрати вапна більш ніж 0,31 кг/(т·хвил.) погіршується засвоєння вапна розплавом, можливе накопичення на поверхні розплаву шару сформованого у вторинній реакційній зоні шлаку із часткою незасвоєного вапна, що знижує показники рафінування. 3 При питомій витраті кисню менш ніж 0,25 м /(т·хвил.) не забезпечується зменшення концентрації кремнію в чавуні до заданого рівня за визначений час обробки, при питомій витраті 3 кисню більш ніж 0,60 м /(т·хвил.) процес обробки приймає бурхливий характер із спінюванням шлаку, що викликає необхідність зниження рівня наповнення ковшів розплавом із погіршенням ефективності операції. 3 При витратах азоту на створення захисної оболонки менш ніж 0,040 м /(т·хвил.) можливий розвиток процесу розгорання сопел фурми, а при перевищенні витрат азоту більше 0,070 3 м /(т·хвил.) можливі ускладнення у формуванні крапель синтетичного шлаку у межах реакційної зони. При питомих витратах азоту для вдування через другу занурену фурму диспергованого 3 магнію менш ніж 0,050 м /(т·хвил.) погіршуються умови створення відокремленої реакційної 3 зони десульфурації, при перевищенні питомих витрат азоту більш ніж 0,060 м /(т·хвил.) створюються умови для винесення незасвоєного магнію у потоці газів, що відходять з ковшу із зменшенням степені використання реагенту на десульфурацію. При питомій витраті диспергованого магнію менш ніж 0,020 кг/((т·хвил.)) обмежується глибина десульфурації чавуну, при перевищенні питомої витрати диспергованого магнію більш ніж 0,055 кг/((т·хвил.)) зменшується степінь засвоєння магнію розплавом із догоранням парів магнію над поверхнею ванни та погіршенням показників рафінування. Початок вдування диспергованого магнію через другу занурену фурму у період до закінчення 10 % та подовження його вдування після 75 % часу від загальної тривалості рафінування призводить до непродуктивних втрат магнію на розкислення чавуну та накопичення магнію у розплаві відповідно. При взаємному розташуванні двох занурених фурм на відстані менш ніж 2,5 їх зовнішніх діаметрів можливе об'єднання відокремлених реакційних зон переважного видалення кремнію та сірки відповідно із погіршенням показників обробки чавуну. При взаємному розташуванні двох занурених фурм на відстані більш ніж 4,0 їх зовнішніх діаметрів можливий розвиток процесу розгорання футерівки ковша при взаємодії із кисневопорошковими струменями та зменшення розмірів вторинних реакційних з відповідним погіршенням показників обробки чавуну. Використання запропонованого способу дозволяє підвищити ефективність попереднього рафінування чавуну з початковим вмістом кремнію (0,50-0,90 %) та сірки (0,030-0,050 %) та отримати перед заливанням у конвертер оптимальний за хімічним складом чавун ([Si]=0,200,30 %, [S]=0,005-0,010 %) з підвищеною на 15-20 °C температурою. Невиконання кожної з вказаних вимог негативно позначається на показниках процесу попереднього рафінування чавуну у ковші. 2 UA 79004 U 5 10 15 20 25 Приклад Відпрацювання запропонованого способу попереднього рафінування чавуну у ковші з метою одночасного видалення кремнію та сірки із використанням двох занурених фурм проводили у кварцитовому тиглі 160-кг індукційної лабораторної печі. Обробці піддавали чавун наступного складу, %: 3,92-4,39 С, 0,08-0,19 Мn, 0,82-1,08 Si, 0,042-0,063 S, 0,041-0,056 Р, з початковою температурою 1320-1360 °C. Перед початком вдування порошкоподібних реагентів проводили присадку чушкового алюмінію у розплав чавуну (питома витрата алюмінію складала 0,10-0,60 кг/т чавуну). Вдування у рідкий чавун (вага плавки 100 кг) порошкоподібного вапна (фракція менше 0,015 мм) у киснево-азотних струменях при тиску 0,4-0,5 МПа через двосоплову занурену фурму із соплами типа "труба у трубі" здійснювали при інтенсивності подачі кисню по 3 центральній трубі та захисного азоту через кільцеву щілину у межах 0,25-0,55 м /((т·хвил.)) та 3 0,015-0,075 м /((т·хвил.)) відповідно. Для обробки чавуну використовували доломітизоване вапно складу: 82,0 % СаО; 12,57 % MgO; 1,04 % SiO2; 0,01 % S; 4,38 % п.п.п. Питома витрата порошкоподібного вапна складала 0,175-0,307 кг/(т·хвил.). Для одночасного вдування диспергованого магнію (МГП - 99 фракції 0,67-1,0 мм) з 3 інтенсивністю 0,010-0,045 кг/(т·хвил.) у потоці азоту (0,05-0,08 м /(т·хвил.)) використовували занурену фурму з двома розташованими у лінію під кутом 45° до вертикалі циліндровими соплами 4,5 мм. Занурені фурми взаємно розташовували у одній вертикальній площині на відстані від 1,5 до 4,5 їх зовнішніх діаметрів. Хімічний склад кінцевого покривного шлаку, у залежності від варіанту обробки чавуну змінювався за вмістом компонентів у межах: 35,46-47,82 % SiO2, 24,13-35,75 % СаО, 10,5112,30 % Аl2О3, 3,12-4,86 % MgO, 0,12-0,15 % МnО, 0,35-0,56 % FeO, 0,23-0,42 % Fe2O3, 1,862,17 % S. Тривалість обробки складала 13-15 хв. Результати обробки чавуну по запропонованому способу наведено у таблиці. Таблиця Результати рафінування чавуну по запропонованому способу Питомі витрати Трива№ лість варіобробки, Вапна, Магнію, Кисню, Азоту, анту 3 3 хв. кг/т кг/т нм /т нм /т Хімічний склад чавуну, до/після рафінування, % С Si Mn S 4,17 4,16 4,17 4,16 P Mg 0,053 0,0013 0,054 0,0011 Температура Степінь Степінь чавуну деси- десульдо/після ліконі- фурації, оброб- зації, % % ки, °C 1329 56,25 82,50 1317 1332 52,00 83,33 1324 1 0,37 4,47 0,91 4,17 4,17 4,16 4,16 13,9 2,57 0,34 4,42 0,87 4,34 0,75 0,18 0,048 0,056 0,0012 4,33 0,37 0,19 0,008 0,055 0,0011 3 12,9 2,44 0,37 3,98 0,89 4,24 0,68 0,15 0,040 0,055 0,0013 4,25 0,38 0,15 0,005 0,054 0,0013 1327 1316 44,12 87,50 4 14,3 2,39 0,39 4,23 0,79 4,27 0,54 0,13 0,038 0,055 0,0012 4,30 0,26 0,14 0,007 0,056 0,0013 1332 1319 51,85 81,57 5 35 2,43 2 30 13,7 13,6 2,59 0,33 3,69 0,73 4,32 0,53 0,21 0,042 0,057 0,0010 4,31 0,35 0,20 0,006 0,056 0,0011 1320 1308 33,96 85,71 Джерела інформації: 1. Деклараційний патент України на корисну модель № 6699, С21 1/02, Бюл. № 5, 2005 р. 2. Инжекционная металлургия'86: Труды конференции, М: Металлургия, 1990. - С. 44-54. 3. Echelmeier A. Influence of the Hot Metal Temperature on the Desulfurization Process with Calcium Carbide and Magnesium // The International Desulphurization Seminar, 21 October, Hilton Hotel, Prague, Czech Repablic, 1999. -C. 103-124. 4. Освоение технологии производства сталей с использованием установки десульфурации чугуна в условиях конвертерного производства ОАО "Северсталь" / А.А. Степанов, A.M. Ламухин, С.Д. Зинченко и др. // VIII Международный симпозиум по десульфурации чугуна и стали, 20-24 сентября, Нижний Тагил, Россия, 2004. - С. 83-87. 3 UA 79004 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб попереднього рафінування чавуну у ковші, який включає одночасне вдування через дві занурені фурми газових струменів, що несуть у порошкоподібному стані реагенти на основі вапна та магнію, який відрізняється тим, що здійснюють попереднє розкислення чавуну при наповненні заливального ковша присадкою чушкового алюмінію з витратою 0,25-0,45 кг/т чавуну, а подальше вдування вглиб розплаву через одну занурену фурму порошкоподібного доломітизованого вапна з витратою 0,18-0,31 кг/(т·хвил.) чавуну при питомій витраті кисню 0,253 3 0,60 м /(т·хвил.) та захисного азоту 0,040-0,070 м /(т·хвил.) здійснюють при вдуванні вглиб розплаву, в період 10-75 % загальної тривалості рафінування, через другу занурену фурму диспергованого магнію з витратою 0,020-0,055 кг/(т·хвил.) чавуну у потоці азоту з питомою 3 витратою 0,05-0,06 м /(т·хвил.). 2. Спосіб попереднього рафінування чавуну у ковші за п. 1, який відрізняється тим, що вдування реагентів здійснюють при взаємному розташуванні занурених фурм у одній вертикальній площині на відстані у 2,5-4,0 їх зовнішнього діаметра. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preliminary refinement of cast iron in ladle
Автори англійськоюCherniatevych Anatolii Hryhorovych, Sihariov Yevhen Mykolaiovych, Chubin Kostiantyn Ivanovych, Chubina Olena Anatoliivna, Berezina Olena Volodymyrivna
Назва патенту російськоюСпособ предварительного рафинирования чугуна в ковше
Автори російськоюЧернятевич Анатолий Григорьевич, Сигарев Евгений Николаевич, Чубин Константин Иванович, Чубина Елена Анатольевна, Березина Елена Владимировна
МПК / Мітки
МПК: C21C 1/02
Мітки: спосіб, чавуну, рафінування, ковші, попереднього
Код посилання
<a href="https://ua.patents.su/6-79004-sposib-poperednogo-rafinuvannya-chavunu-u-kovshi.html" target="_blank" rel="follow" title="База патентів України">Спосіб попереднього рафінування чавуну у ковші</a>
Спосіб попереднього рафінування чавуну
Номер патенту: 6699
Опубліковано: 16.05.2005
Автори: Чернятевич Анатолій Григорович, Сігарьов Євген Миколайович, Кравець Олександр Микитович, Селищев Володимир Миколайович
МПК: C21C 1/02
Мітки: рафінування, чавуну, спосіб, попереднього
Формула / Реферат:
1. Спосіб попереднього рафінування чавуну, який включає вдування в рідкий чавун у ковші через багатосоплову занурену фурму кисневих струменів у кільцевій оболонці природного газу, що несуть в порошкоподібному стані суміш вапна та алюмінію, який відрізняється тим, що вдувають в чавун порошкоподібну суміш доломітизованого вапна і алюмінію у співвідношенні (88-92)-(8-12) при витраті природного газу 7-10 % від об'ємної витрати кисню.2....
Спосіб ківшового рафінування чавуну
Номер патенту: 79003
Опубліковано: 10.04.2013
Автори: Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна, Чернятевич Анатолій Григорович, Березіна Олена Володимирівна, Чубін Костянтин Іванович
МПК: C21C 1/02
Мітки: ківшового, спосіб, чавуну, рафінування
Формула / Реферат:
Спосіб ківшового рафінування чавуну, який включає одночасне вдування через дві занурені фурми газових струменів, що несуть у порошкоподібному стані суміші на основі вапна та магнію, який відрізняється тим, що здійснюють попереднє розкислення чавуну при наповненні заливального ковша присадкою чушкового алюмінію з витратою 0,10-0,18 кг/т чавуну із подальшим вдуванням вглиб розплаву через одну занурену фурму порошкоподібного доломітизованого...
Спосіб ківшового рафінування чавуну
Номер патенту: 76749
Опубліковано: 10.01.2013
Автори: Чернятевич Анатолій Григорійович, Чубіна Олена Анатоліївна, Чубін Константин Іванович, Сігарьов Євген Миколайович
МПК: C21C 1/02
Мітки: чавуну, рафінування, спосіб, ківшового
Формула / Реферат:
Спосіб ківшового рафінування чавуну, який включає введення у розплав алюмінію і вдування через багатосоплову занурену фурму кисневих струменів у кільцевій оболонці захисного газу, що несуть у порошкоподібному стані доломітизоване вапно, який відрізняється тим, що здійснюють попереднє розкислення чавуну при наповненні заливального ковша присадкою чушкового алюмінію з витратою 0,25-0,45 кг/т чавуну, а подальше вдування вглиб розплаву через...
Спосіб рафінування чавуну в ковші та пристрій для його здійснення
Номер патенту: 99409
Опубліковано: 10.08.2012
Автори: Лю Дунг Йе, Шевченко Анатолій Пилипович, Большаков Вадим Іванович, Поляков Володимир Федорович, Семикін Сергій Іванович
МПК: C21C 7/072, B22D 1/00, C21C 1/00, C22B 9/05
Мітки: ковші, здійснення, спосіб, пристрій, рафінування, чавуну
Формула / Реферат:
1. Спосіб рафінування чавуну в ковші, що включає заливання чавуну в ківш, продувку чавуну нейтральним газом через металевий трубопровід продувної фурми, подачу реагенту, скочування шлаків, який відрізняється тим, що реагент подають при підведенні до розплаву чавуну низьковольтного електричного потенціалу, один полюс подають у зону розташування вихідного отвору фурми, а другий на контактний електрод, який занурюють в розплав на третину його...
Спосіб рафінування алюмінію та його сплавів
Номер патенту: 6503
Опубліковано: 16.05.2005
Автори: Чернега Дмитро Федорович, Рибак Вячеслав Миколайович, Сороченко Віталій Федорович
МПК: C22B 21/00
Мітки: сплавів, спосіб, рафінування, алюмінію
Формула / Реферат:
Спосіб рафінування алюмінію та його сплавів, що включає обробку розплаву азотом та вуглецевою сполукою, який відрізняється тим, що як джерело азоту та вуглецевої сполуки використовують карбамід, який уводять під дзеркало розплаву в суміші з кріолітом у співвідношенні 2:2,5.
Попередній патент: Спосіб ківшового рафінування чавуну
Наступний патент: Спосіб розрахунку доз мінеральних добрив при одержанні запланованого рівня врожаю сільськогосподарських культур в умовах зрошення
Випадковий патент: Спосіб вимірювання потенціалів металевих зубних протезів