Спосіб надання формостійкості деталям швейних виробів із штучної шкіри
Номер патенту: 79506
Опубліковано: 25.04.2013
Автори: Параска Георгій Борисович, Петегерич Сюзанна Володимирівна, Мандзюк Ігор Андрійович


Формула / Реферат
Спосіб надання формостійкості деталям швейних виробів із штучної шкіри, що включає газодинамічне розпилювання полімерного матеріалу на виворотну сторону за допомогою ежекційної насадки, який відрізняється тим, що як полімерний матеріал використовують напівпродукт (рециклат), отриманий в процесі хімічного рециклінгу відходів поліетилентерефталату, в'язкість якого складає 600-1500 мПахс за температурою 150 °C, причому в зоні виходу полімерного матеріалу із сопла ежекційної насадки створюють температуру 150°-165 °C, а обробку деталей швейних виробів проводять на відстані (0,7-0,8) м від сопла ежекційної насадки.
2. Спосіб за п. 1, який відрізняється тим, що в соплі ежекційної насадки створюють тиск (5-6) х 105 Па.
3. Спосіб за п. 1, який відрізняється тим, що товщина розпилювання відходів поліетилентерефталату на виворотну сторону коливається від 0,05 до 0,2 мм.
Текст
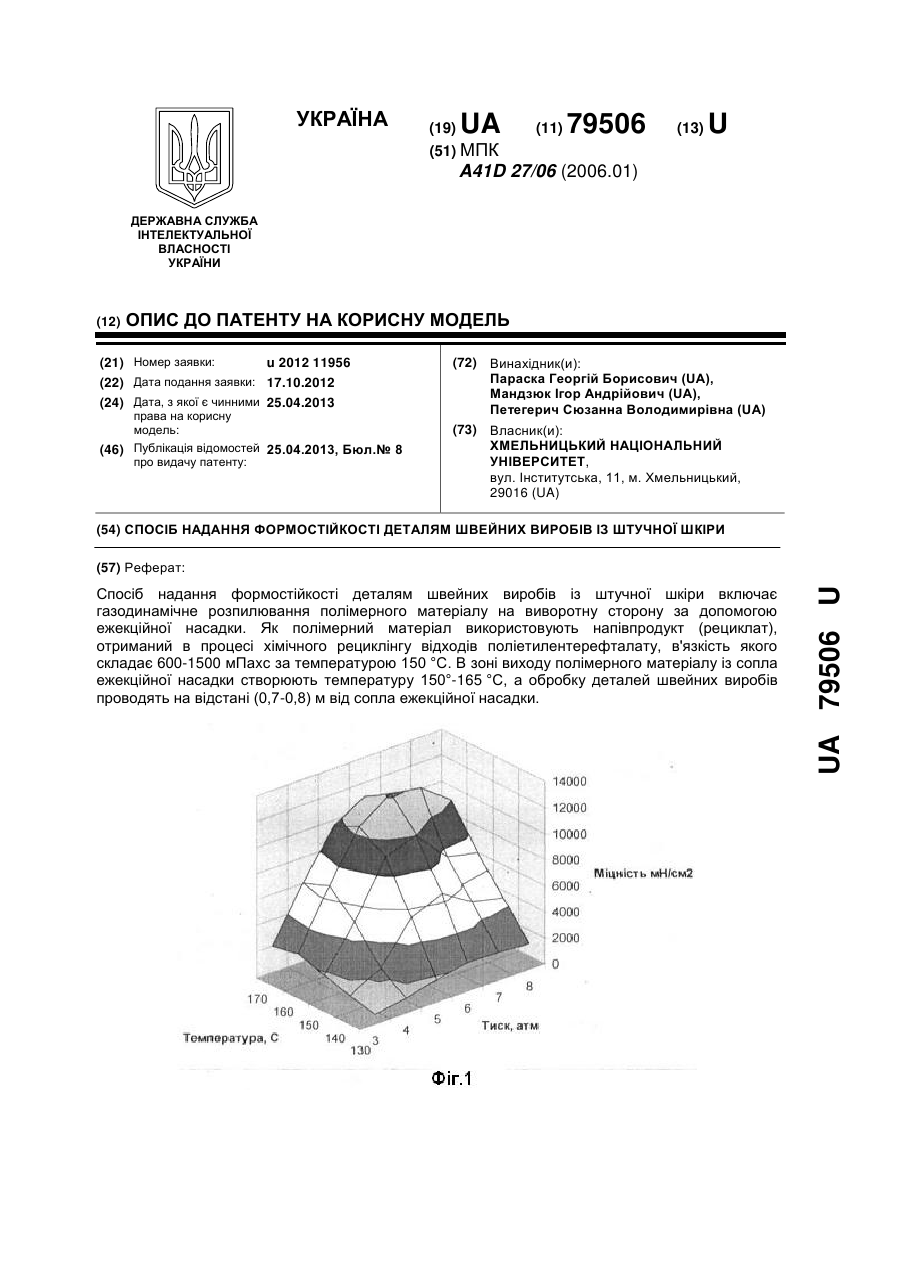
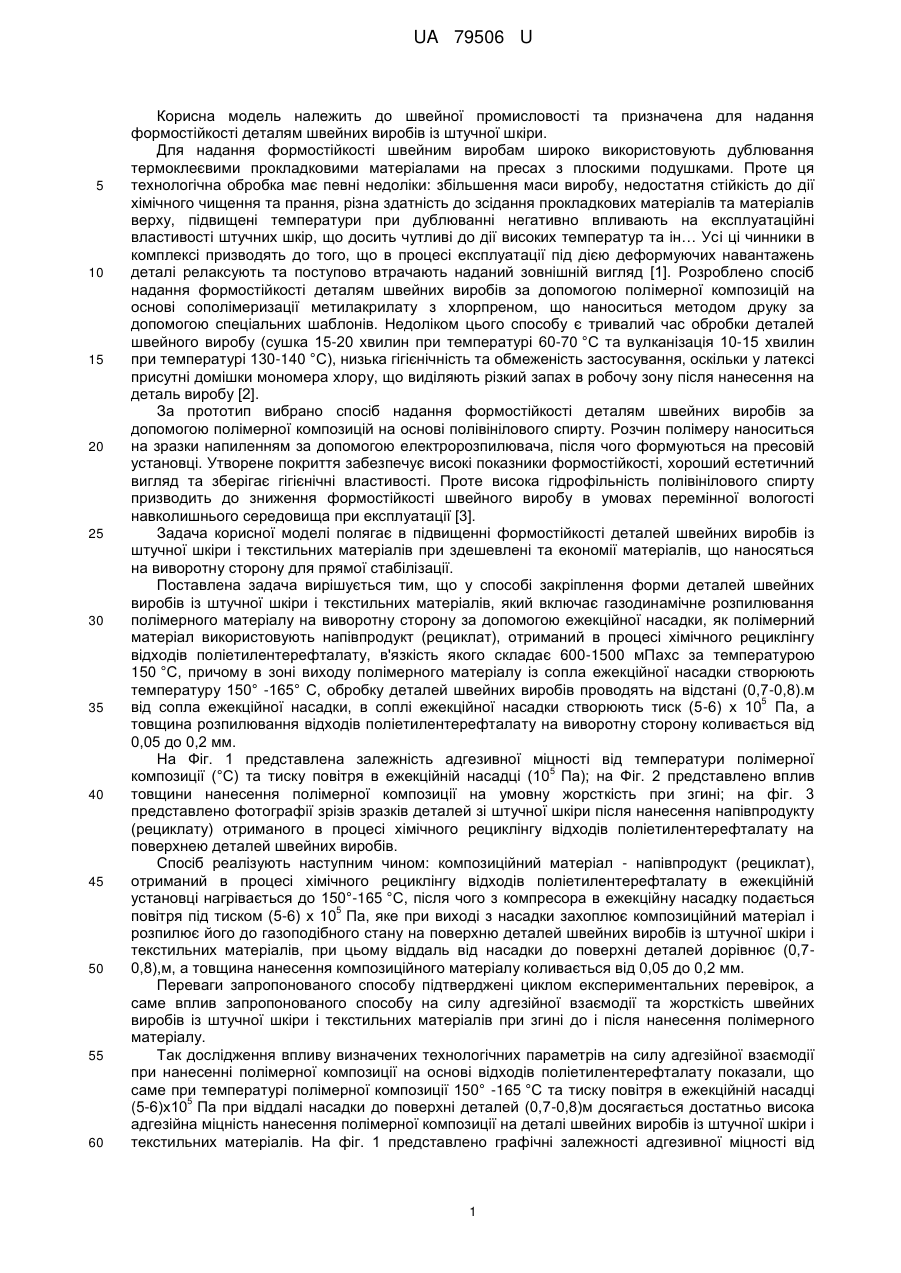
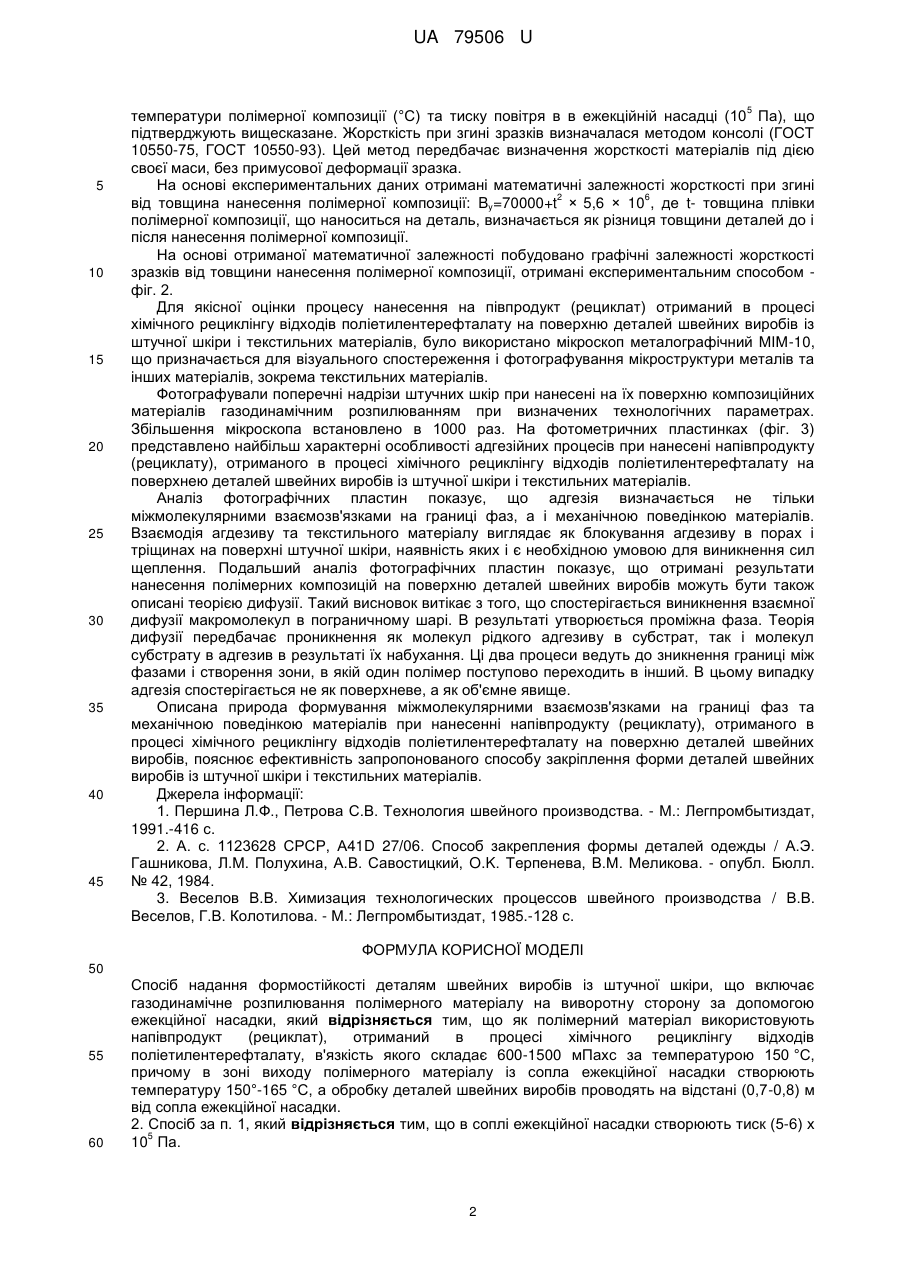
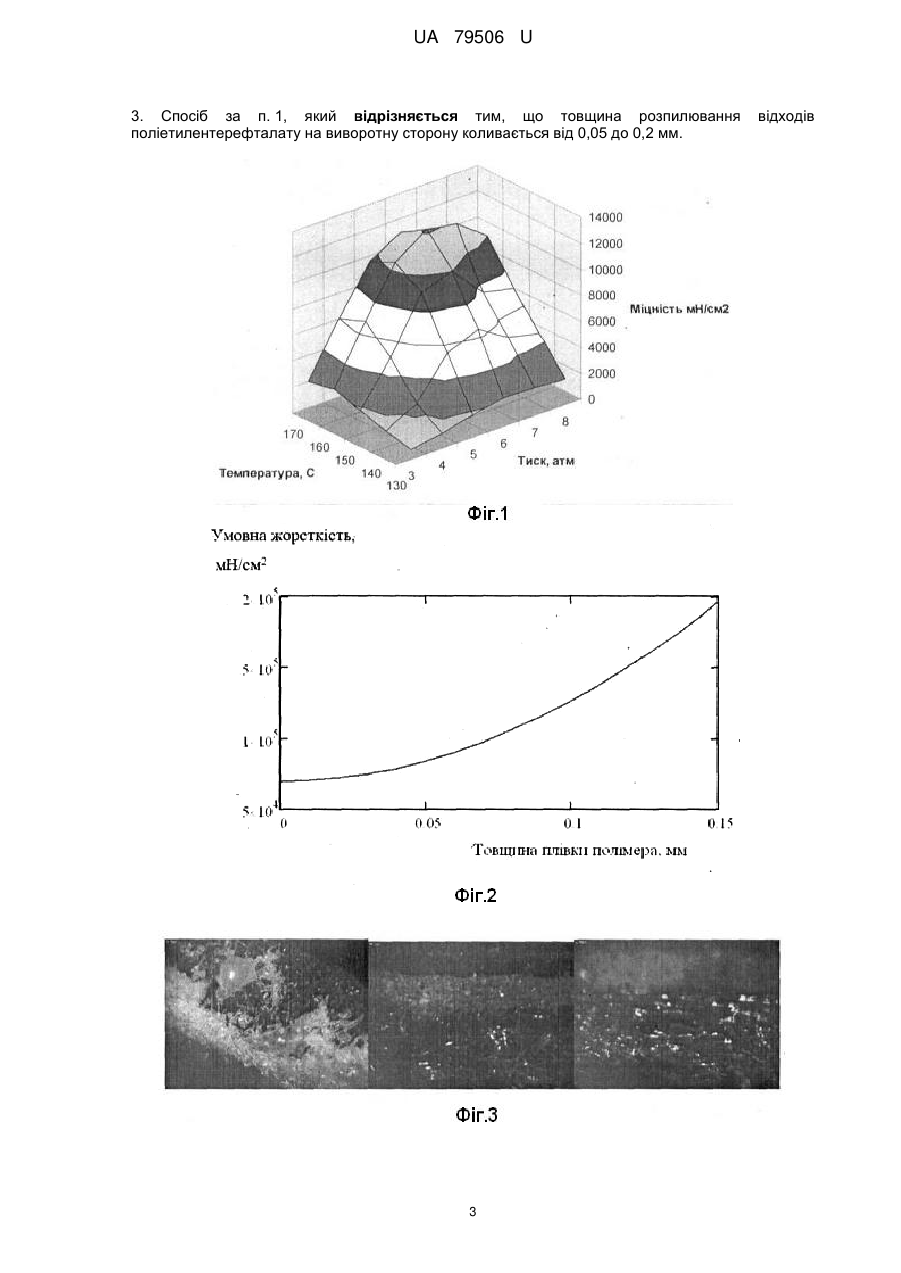
Реферат: UA 79506 U UA 79506 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до швейної промисловості та призначена для надання формостійкості деталям швейних виробів із штучної шкіри. Для надання формостійкості швейним виробам широко використовують дублювання термоклеєвими прокладковими матеріалами на пресах з плоскими подушками. Проте ця технологічна обробка має певні недоліки: збільшення маси виробу, недостатня стійкість до дії хімічного чищення та прання, різна здатність до зсідання прокладкових матеріалів та матеріалів верху, підвищені температури при дублюванні негативно впливають на експлуатаційні властивості штучних шкір, що досить чутливі до дії високих температур та ін… Усі ці чинники в комплексі призводять до того, що в процесі експлуатації під дією деформуючих навантажень деталі релаксують та поступово втрачають наданий зовнішній вигляд [1]. Розроблено спосіб надання формостійкості деталям швейних виробів за допомогою полімерної композицій на основі сополімеризації метилакрилату з хлорпреном, що наноситься методом друку за допомогою спеціальних шаблонів. Недоліком цього способу є тривалий час обробки деталей швейного виробу (сушка 15-20 хвилин при температурі 60-70 °C та вулканізація 10-15 хвилин при температурі 130-140 °C), низька гігієнічність та обмеженість застосування, оскільки у латексі присутні домішки мономера хлору, що виділяють різкий запах в робочу зону після нанесення на деталь виробу [2]. За прототип вибрано спосіб надання формостійкості деталям швейних виробів за допомогою полімерної композицій на основі полівінілового спирту. Розчин полімеру наноситься на зразки напиленням за допомогою електророзпилювача, після чого формуються на пресовій установці. Утворене покриття забезпечує високі показники формостійкості, хороший естетичний вигляд та зберігає гігієнічні властивості. Проте висока гідрофільність полівінілового спирту призводить до зниження формостійкості швейного виробу в умовах перемінної вологості навколишнього середовища при експлуатації [3]. Задача корисної моделі полягає в підвищенні формостійкості деталей швейних виробів із штучної шкіри і текстильних матеріалів при здешевлені та економії матеріалів, що наносяться на виворотну сторону для прямої стабілізації. Поставлена задача вирішується тим, що у способі закріплення форми деталей швейних виробів із штучної шкіри і текстильних матеріалів, який включає газодинамічне розпилювання полімерного матеріалу на виворотну сторону за допомогою ежекційної насадки, як полімерний матеріал використовують напівпродукт (рециклат), отриманий в процесі хімічного рециклінгу відходів поліетилентерефталату, в'язкість якого складає 600-1500 мПахс за температурою 150 °C, причому в зоні виходу полімерного матеріалу із сопла ежекційної насадки створюють температуру 150° -165° С, обробку деталей швейних виробів проводять на відстані (0,7-0,8).м 5 від сопла ежекційної насадки, в соплі ежекційної насадки створюють тиск (5-6) х 10 Па, а товщина розпилювання відходів поліетилентерефталату на виворотну сторону коливається від 0,05 до 0,2 мм. На Фіг. 1 представлена залежність адгезивної міцності від температури полімерної 5 композиції (°С) та тиску повітря в ежекційній насадці (10 Па); на Фіг. 2 представлено вплив товщини нанесення полімерної композиції на умовну жорсткість при згині; на фіг. 3 представлено фотографії зрізів зразків деталей зі штучної шкіри після нанесення напівпродукту (рециклату) отриманого в процесі хімічного рециклінгу відходів поліетилентерефталату на поверхнею деталей швейних виробів. Спосіб реалізують наступним чином: композиційний матеріал - напівпродукт (рециклат), отриманий в процесі хімічного рециклінгу відходів поліетилентерефталату в ежекційній установці нагрівається до 150°-165 °C, після чого з компресора в ежекційну насадку подається 5 повітря під тиском (5-6) х 10 Па, яке при виході з насадки захоплює композиційний матеріал і розпилює його до газоподібного стану на поверхню деталей швейних виробів із штучної шкіри і текстильних матеріалів, при цьому віддаль від насадки до поверхні деталей дорівнює (0,70,8),м, а товщина нанесення композиційного матеріалу коливається від 0,05 до 0,2 мм. Переваги запропонованого способу підтверджені циклом експериментальних перевірок, а саме вплив запропонованого способу на силу адгезійної взаємодії та жорсткість швейних виробів із штучної шкіри і текстильних матеріалів при згині до і після нанесення полімерного матеріалу. Так дослідження впливу визначених технологічних параметрів на силу адгезійної взаємодії при нанесенні полімерної композиції на основі відходів поліетилентерефталату показали, що саме при температурі полімерної композиції 150° -165 °C та тиску повітря в ежекційній насадці 5 (5-6)х10 Па при віддалі насадки до поверхні деталей (0,7-0,8)м досягається достатньо висока адгезійна міцність нанесення полімерної композиції на деталі швейних виробів із штучної шкіри і текстильних матеріалів. На фіг. 1 представлено графічні залежності адгезивної міцності від 1 UA 79506 U 5 5 10 15 20 25 30 35 40 45 температури полімерної композиції (°С) та тиску повітря в в ежекційній насадці (10 Па), що підтверджують вищесказане. Жорсткість при згині зразків визначалася методом консолі (ГОСТ 10550-75, ГОСТ 10550-93). Цей метод передбачає визначення жорсткості матеріалів під дією своєї маси, без примусової деформації зразка. На основі експериментальних даних отримані математичні залежності жорсткості при згині 2 6 від товщина нанесення полімерної композиції: By=70000+t × 5,6 × 10 , де t- товщина плівки полімерної композиції, що наноситься на деталь, визначається як різниця товщини деталей до і після нанесення полімерної композиції. На основі отриманої математичної залежності побудовано графічні залежності жорсткості зразків від товщини нанесення полімерної композиції, отримані експериментальним способом фіг. 2. Для якісної оцінки процесу нанесення на півпродукт (рециклат) отриманий в процесі хімічного рециклінгу відходів поліетилентерефталату на поверхню деталей швейних виробів із штучної шкіри і текстильних матеріалів, було використано мікроскоп металографічний МІМ-10, що призначається для візуального спостереження і фотографування мікроструктури металів та інших матеріалів, зокрема текстильних матеріалів. Фотографували поперечні надрізи штучних шкір при нанесені на їх поверхню композиційних матеріалів газодинамічним розпилюванням при визначених технологічних параметрах. Збільшення мікроскопа встановлено в 1000 раз. На фотометричних пластинках (фіг. 3) представлено найбільш характерні особливості адгезійних процесів при нанесені напівпродукту (рециклату), отриманого в процесі хімічного рециклінгу відходів поліетилентерефталату на поверхнею деталей швейних виробів із штучної шкіри і текстильних матеріалів. Аналіз фотографічних пластин показує, що адгезія визначається не тільки міжмолекулярними взаємозв'язками на границі фаз, а і механічною поведінкою матеріалів. Взаємодія агдезиву та текстильного матеріалу виглядає як блокування агдезиву в порах і тріщинах на поверхні штучної шкіри, наявність яких і є необхідною умовою для виникнення сил щеплення. Подальший аналіз фотографічних пластин показує, що отримані результати нанесення полімерних композицій на поверхню деталей швейних виробів можуть бути також описані теорією дифузії. Такий висновок витікає з того, що спостерігається виникнення взаємної дифузії макромолекул в пограничному шарі. В результаті утворюється проміжна фаза. Теорія дифузії передбачає проникнення як молекул рідкого адгезиву в субстрат, так і молекул субстрату в адгезив в результаті їх набухання. Ці два процеси ведуть до зникнення границі між фазами і створення зони, в якій один полімер поступово переходить в інший. В цьому випадку адгезія спостерігається не як поверхневе, а як об'ємне явище. Описана природа формування міжмолекулярними взаємозв'язками на границі фаз та механічною поведінкою матеріалів при нанесенні напівпродукту (рециклату), отриманого в процесі хімічного рециклінгу відходів поліетилентерефталату на поверхню деталей швейних виробів, пояснює ефективність запропонованого способу закріплення форми деталей швейних виробів із штучної шкіри і текстильних матеріалів. Джерела інформації: 1. Першина Л.Ф., Петрова С.В. Технология швейного производства. - М.: Легпромбытиздат, 1991.-416 с. 2. А. с. 1123628 СРСР, А41D 27/06. Способ закрепления формы деталей одежды / А.Э. Гашникова, Л.М. Полухина, А.В. Савостицкий, O.K. Терпенева, В.М. Меликова. - опубл. Бюлл. № 42, 1984. 3. Веселов В.В. Химизация технологических процессов швейного производства / В.В. Веселов, Г.В. Колотилова. - М.: Легпромбытиздат, 1985.-128 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 Спосіб надання формостійкості деталям швейних виробів із штучної шкіри, що включає газодинамічне розпилювання полімерного матеріалу на виворотну сторону за допомогою ежекційної насадки, який відрізняється тим, що як полімерний матеріал використовують напівпродукт (рециклат), отриманий в процесі хімічного рециклінгу відходів поліетилентерефталату, в'язкість якого складає 600-1500 мПахс за температурою 150 °C, причому в зоні виходу полімерного матеріалу із сопла ежекційної насадки створюють температуру 150°-165 °C, а обробку деталей швейних виробів проводять на відстані (0,7-0,8) м від сопла ежекційної насадки. 2. Спосіб за п. 1, який відрізняється тим, що в соплі ежекційної насадки створюють тиск (5-6) х 5 10 Па. 2 UA 79506 U 3. Спосіб за п. 1, який відрізняється тим, що товщина розпилювання поліетилентерефталату на виворотну сторону коливається від 0,05 до 0,2 мм. 3 відходів UA 79506 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for imparting shape stability to garment parts of artificial leather
Автори англійськоюParaska Heorhii Borysovych, Mandziuk Ihor Andriiovych, Peteherych Siuzanna Volodymyrivna
Назва патенту російськоюСпособ придания формоустойчивости деталям швейных изделий из искусственной кожи
Автори російськоюПараска Георгий Борисович, Мандзюк Игорь Андреевич, Петегерич Сюзанна Владимировна
МПК / Мітки
МПК: A41D 27/06
Мітки: формостійкості, виробів, надання, деталям, шкіри, швейних, спосіб, штучної
Код посилання
<a href="https://ua.patents.su/6-79506-sposib-nadannya-formostijjkosti-detalyam-shvejjnikh-virobiv-iz-shtuchno-shkiri.html" target="_blank" rel="follow" title="База патентів України">Спосіб надання формостійкості деталям швейних виробів із штучної шкіри</a>
Спосіб надання формостійкості деталям швейних виробів
Номер патенту: 5486
Опубліковано: 28.12.1994
Автор: Орлова Сталіна Ігорівна
МПК: D06F 71/00
Мітки: швейних, виробів, надання, деталям, спосіб, формостійкості
Формула / Реферат:
Способ придания формоустойчивости деталям швейных изделий, включающий пропитку деталей формообразующей средой на основе термопластичных или термореактивных смол и влажно-тепловую обработку, отличающийся тем, что пропитку осуществляют путем нанесения непосредственно на детали формообразующей среды во вспененном виде, причем формообразующую среду наносят перед влажно-тепловой обработкой или в процессе осуществления последней.
Вакуумно-рідинний спосіб формування деталей швейних виробів об’ємної форми
Номер патенту: 66094
Опубліковано: 26.12.2011
Автори: Батаровська Марина Валентинівна, Кущевський Микола Олександрович
МПК: D06F 71/00
Мітки: швейних, деталей, вакуумно-рідинний, формування, форми, виробів, спосіб, об'ємної
Формула / Реферат:
Вакуумно-рідинний спосіб формування деталей швейних виробів об'ємної форми, що включає розміщення виробу на перфорованому формувальному елементі, закріплення, зволоження, формування дією рідинно-активного робочого середовища (РАРС) з використанням вакуумного тиску, висушування та стабілізацію форми деталі швейного виробу, який відрізняється тим, що формування виконують за рахунок формуючого зусилля під дією РАРС сталої температури 20 °С (± 2...
Гідромеханічний спосіб формування деталей швейних виробів об`ємної форми

Номер патенту: 25822
Опубліковано: 27.08.2007
Автори: Кущевський Микола Олександрович, Буханцова Людмила Василівна
МПК: D06F 73/00
Мітки: гідромеханічний, деталей, спосіб, об'ємної, виробів, форми, формування, швейних
Формула / Реферат:
Гідромеханічний спосіб формування деталей швейних виробів об'ємної форми, який включає розміщення деталі на перфорованій матриці, її закріплення, зволоження, формування, сушіння та стабілізацію, який відрізняється тим, що матриця є стаціонарною, а формування виконується за рахунок гідромеханічного ефекту рідинно-активного робочого середовища, що виникає при обертанні активатора із частотою 800-1600 об/хв.
Гідравлічний спосіб формування деталей швейних виробів об’ємної форми
Номер патенту: 63923
Опубліковано: 25.10.2011
Автори: Батаровська Марина Валентинівна, Кущевський Микола Олександрович
МПК: D06F 71/00
Мітки: гідравлічний, виробів, форми, формування, спосіб, об'ємної, деталей, швейних
Формула / Реферат:
Гідравлічний спосіб формування деталей швейних виробів об'ємної форми, який включає розміщення тканини на перфорованому формувальному елементі, закріплення, зволоження, формування дією тиску рідинно-активного робочого середовища (РАРС), висушування та стабілізацію форми, який відрізняється тим, що формування виконується за рахунок зусилля, яке створене дією тиску РАРС від 0,118 до 0,332 МПа при сталій температурі 20 °С (±2 °С) і часі...
Гідроструминний спосіб формування деталей швейних виробів об’ємно-просторової форми
Номер патенту: 46731
Опубліковано: 11.01.2010
Автори: Попович Олена Володимирівна, Кущевський Микола Олександрович
МПК: D06F 73/00
Мітки: гідроструминний, виробів, спосіб, деталей, форми, об`ємно-просторової, формування, швейних
Формула / Реферат:
Гідроструминний спосіб формування деталей швейних виробів об'ємно-просторової форми, який включає розміщення виробу на нижній подушці, закріплення, зволоження, формування керованим зануреним струменем рідини, сушіння та стабілізацію, який відрізняється тим, що виріб обертається навколо своєї осі з регульованою швидкістю від 60 до 300 обертів/хв, а силове поле забезпечується зануреним струменем рідини з тиском від 0,4 до 2,0 кгс/см, що...
Попередній патент: Бджолиний будиночок
Наступний патент: Спосіб десульфурації чавуну диспергованим магнієм у заливальному ковші
Випадковий патент: Барабанний млин