Спосіб надання формостійкості деталям швейних виробів
Формула / Реферат
Способ придания формоустойчивости деталям швейных изделий, включающий пропитку деталей формообразующей средой на основе термопластичных или термореактивных смол и влажно-тепловую обработку, отличающийся тем, что пропитку осуществляют путем нанесения непосредственно на детали формообразующей среды во вспененном виде, причем формообразующую среду наносят перед влажно-тепловой обработкой или в процессе осуществления последней.
Текст
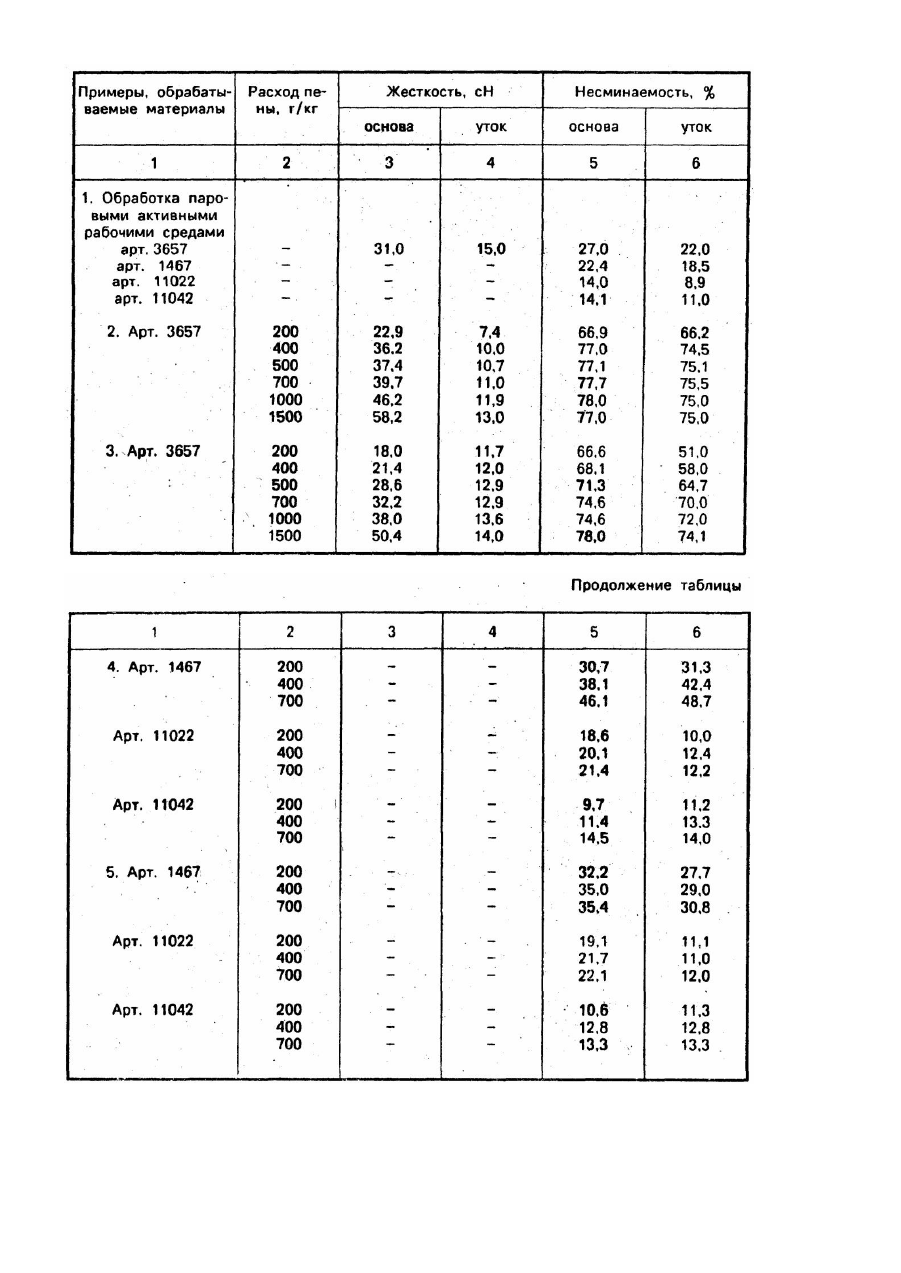
Изобретение относится к способам придания формоустойчивости деталям швейных изделий, например, полочкам пальто, курток, манжетам и воротничкам сорочек, складкам и т.д., и может быть использовано в швейной и местной промышленности, бытовом обслуживании населения при изготовлении верхней одежды. Известен способ придания формоустойчивости деталям кроя швейных изделий, включающий дублирование отдельных участков деталей прокладочными материалами с клеевым покрытием [1]. Недостатками этого способа являются использование дополнительных дорогостоящих (покупаемых за валюту) тканевых материалов и недостаточная надежность и долговечность клеевых композиций, обусловливающие, в свою очередь, недостаточную надежность и долговечность изделий. Для придания формоустойчивости деталям швейных изделий широко используют способ влажно-тепловой обработки, который условно подразделяется на три стадии. На первой стадии обработки материал детали подготавливают к формованию, на второй стадии материал формуют, на третьей стадии фиксируют полученную форму [2]. Широкое распространение получает влажно-тепловая обработка деталей, пропитанных формообразующим агентом. Так, например, известен способ придания формоустойчивости деталям кроя швейных изделий, включающий введение в материал изделий формообразующего агента путем пропитки его формообразующей средой в виде раствора этого агента с последующей запаркой изделий, сушку изделия в перегретом паре и термофиксацию [3]. Этот способ исключает необходимость в использовании дополнительных тканевых материалов и клеевых композиций, а также повышает долговечность и надежность изделий. Однако, указанный способ основан на неоптимальном механизме введения формообразующзй среды. Этот механизм включает пропитку материала изделия раствором формообразующего агента с последующей интенсификацией его проникновения в мельчайшие объемы материала за счет запарки, в процессе которой, с одной стороны, агент проталкивается в материал давлением пара. а с другой стороны, более активно распространяется в нем благодаря активизации диффузии при температуре пара. Таким образом, описанный способ малопроизводителен из-за необходимости в операции запарки. Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению является способ придания формоустойчивости деталям швейных изделий, выбранный в качестве прототипа [4]. Указанный способ включает пропитку деталей швейных изделий формообразующей средой на основе термопластичных или термореактивных смол и влажно-тепловую обработку, заключающуюся в воздействии на детали паровой средой с последующим их прессованием и сушкой, причем формообразующую среду непосредственно вводят в паровую. Формообразующую среду приготовляют в виде те хнологического раствора, а количество и качество смол для раствора выбирают в зависимости от волокнистого состава материала изделия. Воздействие формообразующей и паровой средами обеспечивает пластификацию материала деталей, прессование-формование и фиксацию полученной формы, сушка - удаление излишней влаги. По сравнению с выше описанным способ придания формоустойчивости деталям швейных изделий, выбранный в качестве прототипа, более производителен за счет введения формообразующей среды непосредственно в паровую, что исключает операцию запарки. Однако, и этот способ предусматривает использование паровой среды для распределения раствора формообразующего агента в ткани и передачи ее волокнам тепла, то есть использование паровой среды в качестве агента тепломассопереноса. Это обусловливает значительные ресурсоемкость процесса (необходимость в паровой среде), энергоемкость (затраты энергии на производство пара и сушку деталей швейных изделий); сложность процесса (производство и использование пара), сложность и значительная материалоемкость оборудования (необходимость в парогенераторах и паропроводах), затраты на чистку котлов и паропроводов. повышенную вредность внутрицеховой атмосферы из-за выхода пара с содержащимся в нем формообразующим агентом под давлением в местах стыка паропроводов, значительный расход формообразующего агента (из-за сложности определения достаточных его количеств), что дополнительно увеличивает ресурсоемкость процесса, а также дополнительные затраты труда на проведение всего этого процесса и обслуживание. Кроме того, использование паровой среды не позволяет наносить формообразующую среду непосредственно на детали швейных изделий, что обусловливает ее перерасход. Таким образом, введение формообразующей среды в ткань посредством дополнительной паровой среды обусловливает множество недостатков способа-прототипа и, таким образом, свидетельствует о недостаточно эффективном механизме тепломассопереноса, на котором базируется этот способ. В основу изобретения поставлена задача создания нового способа придания формоустойчивости деталям швейных изделий за счет использования более эффективного механизма массотеплопереноса, исключающего необходимость в паровой среде, и достижения благодаря этому снижения энерго- и ресурсоемкости процесса, материалоемкости и габаритов оборудования, упрощения процесса и оборудования и улучшения внутрицеховой атмосферы. Поставленная задача решается тем, что о способе придания формоустойчивости деталям швейных изделий, включающем пропитку деталей формообразующей средой на основе термопластичных или термореактивных смол и влажно-тепловую обработку, согласно изобретению, пропитку осуществляют путем нанесения непосредственно на детали формообразующей среды во вспененном виде, причем формообразующую среду наносят перед влажно-тепловой обработкой или в процессе осуществления последней. Пена разрушает или ослабляет до минимума межмолекулярныесвязи в формообразующей среде, то есть в растворе формообразующего агента, поэтому при нанесении этой среды на поверхность деталей одежды раствор указанного агента за счет капиллярного эффекта проникает до тончайших волокон ткани, равномерно распределяясь в ней. При последующем нагреве в процессе влажно-тепловой обработки равномерно распределенный между тончайшими волокнами ткани раствор формообразующего агента служит теплопередающей средой, обеспечивающей хороший тепловой контакт с сильно развитой поверхностью ткани. Образующиеся в процессе этого нагрева пары формообразующего агента обтекают тончайшие волокна ткани, интенсифицируя теплообмен между средой и волокнами. Перешедший в пар раствор формообразующего агента равномерно смачивает и нагревает тончайшие волокна материала, что, с одной стороны, обеспечивает требуемый уровень пластификации ткани, благодаря чему деформация деталей одежды требует меньших усилий, а с другой стороны - обеспечивает равномерное распределение самого формообразующего агента по мельчайшим волокнам ткани, что обеспечивает требуемую степень фиксации полученной в результате деформации формы деталей. Таким образом, использование вспененной формообразующей среды дает более эффективный механизм массотеплопереноса, позволяющий исключить необходимость в паровой среде и, сле-довательно, в воде и энергии для приготовления этой среды, что снижает ресурсо- и энергоемкость процесса. В заявляемом способе использование пены также обеспечивает закрепление формообразующего агента в деталях одежды после влажно-тепловой обработки, но одновременно создает условия для такого механизма тепломассопереноса в процессе этой обработки, при котором в качестве агента тепломассопереноса служит сам раствор формообразующего агента, что позволяет исключить необходимость в паровой среде, то есть обусловливает дополнительный технический результат, причем весьма значительный, поскольку он обеспечивает целый комплекс новых свойств: снижение энерго- и ресурсоем кости и т.д. Следовательно, заявляемый способ, несмотря на использование в нем известного механизма введения технологического агента, не вытекает явным образом из известного уровня техники, т.е. соответствует критерию "изобретательский уровень". Способ придания формоустойчивости деталям швейных изделий включает пропитку деталей формообразующей средой на основе термопластичных или термореактивных смол путем нанесения этой среды во вспененном виде непосредственно на детали швейных изделий и влажно-тепловую обработку пропитанных формообразующей средой деталей, при этом формообразую-щую среду наносят на детали перед влажнотепловой обработкой или в процессе осуществления последней. Вспененную формообразующую среду получают с помощью известных пеногене-раторов любого типа из водных растворов различных формообразующих агентов на основе термопластичных и термореактивных смол, Одной из основных характеристик пены является кратность β, равная отношению объема пены к объему раствора, пошедшему на образование пены. Для предлагаемого способа придания формоустойчивости деталям швейных изделий оптимальной является кратность пены β = 8-35, так как при меньшей кратности пена переувлажнена и время, необходимое для впитывания 20-70% влаги, очень мало ( 35 время контакта для достижения необходимого увлажнения материала увеличивается, однако пены такой кратности получить довольно трудно, а для некоторых составов невозможно. Приготовленную пену наносят при помощи пеногенератора на участки деталей, которым необходимо придать формоустойчивость. При этом количество наносимой пены определяется необходимостью достижения физико-механических и эксплуатационных свойств швейных изделий. Верхний предел расхода пены должен быть как можно ниже, что соответствует экономии вводимых химических веществ и энергии, требуемой для испарения влаги из материала при термофиксации. Кроме того, большое количество химических веществ в материале приводит к изменениям свойств деталей одежды, что ведет, в свою очередь, к снижению качества изделия. Проведенные исследования показали, что оптимальным является расход пены в пределах 20-70% или 200700 г на 1 кг материала в зависимости от его вида. Расход пены может быть определен визуально или с помощью дозатора. Такое количество пены впитывается в материал в течение времени контакта с ним, как правило, около 1 с. При этом время впитывания зависит, в основном, от проанализированной выше кратности пены. При нанесении формообразующей среды в виде пены на поверхность детали одежды за счет капиллярного эффекта пенный раствор проникает до тончайших волокон материала, равномерно распределяясь в ткани. После нанесения пены на изнаночную сторону обрабатываемых участков материал подвергают термопрессованию с параметрами (температура верхней гладильной подушки, температура нижней гладильной подушки, давление прессования, длительность прессования), выбранными в соответствии с обрабатываемым материалом (шерсть, хлопок, синтетические волокна и др.) [5]. При этом равномерно распределенный между тончайшими волокнами ткани раствор формообразующей среды нагревается и служит теплопередающей средой, обеспечивающей хороший тепловой контакт с сильно развитой поверхностью ткани. Образующийся в процессе нагрева пар обтекает тончайшие волокна ткани, интенсифицируя теплообмен между формообразующей средой и волокнами. Перешедший в пар раствор формообразующего агента равномерно смачивает и нагревает тончайшие волокна ткани, обеспечивая этим требуемый уровень пластификации. С помощью автоматических установок возможно осуществить нанесение формообразующей среды в процессе термопрессования. Рассмотрим примеры, иллюстрирующие сущность предлагаемого способа. Пример 1. Образцы из чистошерстяного драпа артикула 3657, хлопчатобумажной ткани артикула 1467, крепдешина артикула 11022 и крепшифона артикула 11042 для придания им формоустойчивости подвергали обработке по способу-прототипу, т.е. обрабатывали их композицией насыщенного пара и раствора предконденсата термопластичных смол следующего состава (г/л): Карбамол 40 Полиэтиленовая эмульсия Хлористый аммоний 3,3 1,3 В пар, поступающий из парогенератора в отверстия подушки, вводили раствор указанной композиции. Затем прессовали при Тв.п.=140-160°С, Р=0,1 кг/см 2, t =10-30 с, сушили и охлаждали (Тв.п. - температура верхней гладильной подушки, Ρ - давление прессования, t - дли тельность прессования). Исследовались жесткость и несминаемость образца. Данные исследования - контрольные и представлены в таблице. После химчистки и стирки форма образцов не сохранялась. Пример 2. Полочки женского пальто из чистошерстяного драпа арт. 3657 обрабатывали вспененным составом, полученным из следующих компонентов, мас.%; Карбамол ЦЭМ 12 Полиэтиленовая эмульсия 10 Гликазин 9 Аммоний хлористый 0,5 Сульфонол (ПАВ) 2 Вода Остальное Кратность вспененного состава β = 8-35, расход пены в пределах 200-1500 г/кг массы обрабатываемой ткани. После нанесения пены на изнаночную сторону обрабатываемого участка материал подвергали термопрессованию при следующих режимах: температура верхней гладильной подушки - 160-180°С, нижней 120°С, давление прессования - 0,2 кг/см 2, длительность прессования 10с. После химчистки эффект формоустойчивости исчез. Пример 3. Полочки женского пальто из чистошерстяного драпа арт. 3657 обрабатывали вспененным составом полиуретановой дисперсии "Латур". Расход пены в пределах 200-1500 г/кг, режимы прессования те же, что и в примере 2. Приданные свойства после пятикратной химчистки (ГОСТ 21050-75) сохраняются на уровне 80%. Пример 4. Детали кроя юбки женского платья из хлопчатобумажной ткани арт. 1467, крепдешина арт. 11022 и крепшифона арт. 11042 обрабатывали вспененным составом, мас.%: Гликазин 4 Мочевина 1 Аммоний хлористый 0,1 ПАВ Е-30 2 Вода Остальное Расход пены в пределах 200-700 г/кг. Затем детали подвергали термопрессованию при следующих режимах: температура верхней гладильной подушки - 140°С, нижней - 120°С, давление прессования 0,2 кг/см 2, длительность прессования - 5-20 с. После химчистки приданные свойства сохраняются на уровне 20%, после стирки и глажения - 25-30%. Пример 5. Детали кроя юбки женского платья из хлопчатобумажной ткани арт. 1467, крепдешина арт. 11022 и крепшифона арт. 11042 обрабатывали вспененным составом полиуретановой дисперсии "Латур". Расход пены в пределах 200-700 г/кг. Режимы прессования те же. что и в примере 4. Сохранность свойств после химчистки на уровне 60%, а после стирки и глажения - на уровне 80%. Данные исследований представлены в таблице. Из таблицы видно, что показатели формоустойчивости - жесткость и несминаемость у деталей одежды, обработанных по предлагаемому способу, не уступают показателям у деталей, обработанных по способупрототипу, и находятся в пределах, желаемых или допускаемых показателей без ухудшения эксплуатационных свойств и товарного вида изделий. При этом из-за отсутствия необходимости использования паровой среды общее количество тепла, расходуемого на технологические нужды в процессе придания формоустойчивости деталям швейных изделий по предлагаемому способу на 15-20% ниже, чем по способу-прототипу. Таким образом, отсутствие паровой среды в процессе придания формоустойчивости деталям швейных изделий обеспечивает по сравнению с прототипом: - исключение затрат энергии на производство пара и сушку деталей швейных изделий; - упрощение процесса из-за отсутствия производства и использования пара; - упрощение оборудования и снижение его материалоемкости из-за отсутствия парогенераторов и паропроводов; - исключение затрат на чистку котлов и паропроводов; - упрощение обслуживания процесса и оборудования; - улучшение внутрицеховой атмосферы из-за исключения выхода пара с содержащимся в нем формообразующим агентом под давлением в местах стыков паропроводов. Кроме того, простота определения необходимых количеств формообразующего агента обеспечивает значительное сокращение его расхода, что дополнительно снижает ресурсоемкость процесса.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for giving form stability to parts of sewed goods
Автори англійськоюOrlova Stalina Ihorivna
Назва патенту російськоюСпособ придания формостойкости деталям швейных изделий
Автори російськоюОрлова Сталина Игоревна
МПК / Мітки
МПК: D06F 71/00
Мітки: спосіб, деталям, надання, формостійкості, виробів, швейних
Код посилання
<a href="https://ua.patents.su/4-5486-sposib-nadannya-formostijjkosti-detalyam-shvejjnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб надання формостійкості деталям швейних виробів</a>
Спосіб термічної обробки великогабаритних виробів
Номер патенту: 3591
Опубліковано: 27.12.1994
Автори: Іл'юшонок Валерій Васильович, Власов Леонід Олексійович, Дейнеко Леонід Миколайович, Куксенко Іван Васильович, Рязанцев Юрій Михайлович, Толстих Владислав Самуїлович, Дроб'язко Володимир Олексійович, Калиновський Сергій Костянтинович, Большаков Володимир Іванович
МПК: C21D 1/56
Мітки: обробки, спосіб, великогабаритних, термічної, виробів
Формула / Реферат:
1. Способ термической обработки крупногабаритных изделий, включающий нагрев, выдержку, охлаждение в баке с нагретой закалочной средой и отпуск, отличающийся тем, что, с целью снижения коробления изделий и повышения безопасности труда за счет предотвращения выброса закалочной среды, охлаждение осуществляют в две стадии, на первой из которых охлаждают в воде с температурой tкип -10°С - tкип или водных растворах солей с температурой tкип -...
Спосіб теплової обробки виробів із важкого бетону
Номер патенту: 2465
Опубліковано: 26.12.1994
Автори: Дикань Сергій Антонович, Улько Петро Іванович, Калініченко Станіслав Іванович, Коршунов Михайло Олександрович
МПК: C04B 40/02
Мітки: обробки, виробів, спосіб, важкого, теплової, бетону
Формула / Реферат:
Способ тепловой обработки изделий из тяжелого бетона, включающий нагрев в среде продуктов сгорания природного газа при нормальном давлении до 85—95 °C с регулируемой скоростью повышения температуры и понижения влажности среды до 20—40 % с последующим остыванием, отличающийся тем, что, с целью снижения расхода газа при сохранении прочности бетона, повышение температуры среды осуществляют со скоростью: 30—50°С/ч в течение 0,5ч; 14—20°С/ч в...
Система паропостачання карусельно-ковейєрної лінії для виготовлення залізобетонних виробів
Номер патенту: 167
Опубліковано: 30.04.1993
Автори: Дорфман Юхим Миколайович, Колмановський Семен Давидович
МПК: B28B 5/00
Мітки: залізобетонних, карусельно-ковейєрної, лінії, система, паропостачання, виробів, виготовлення
Формула / Реферат:
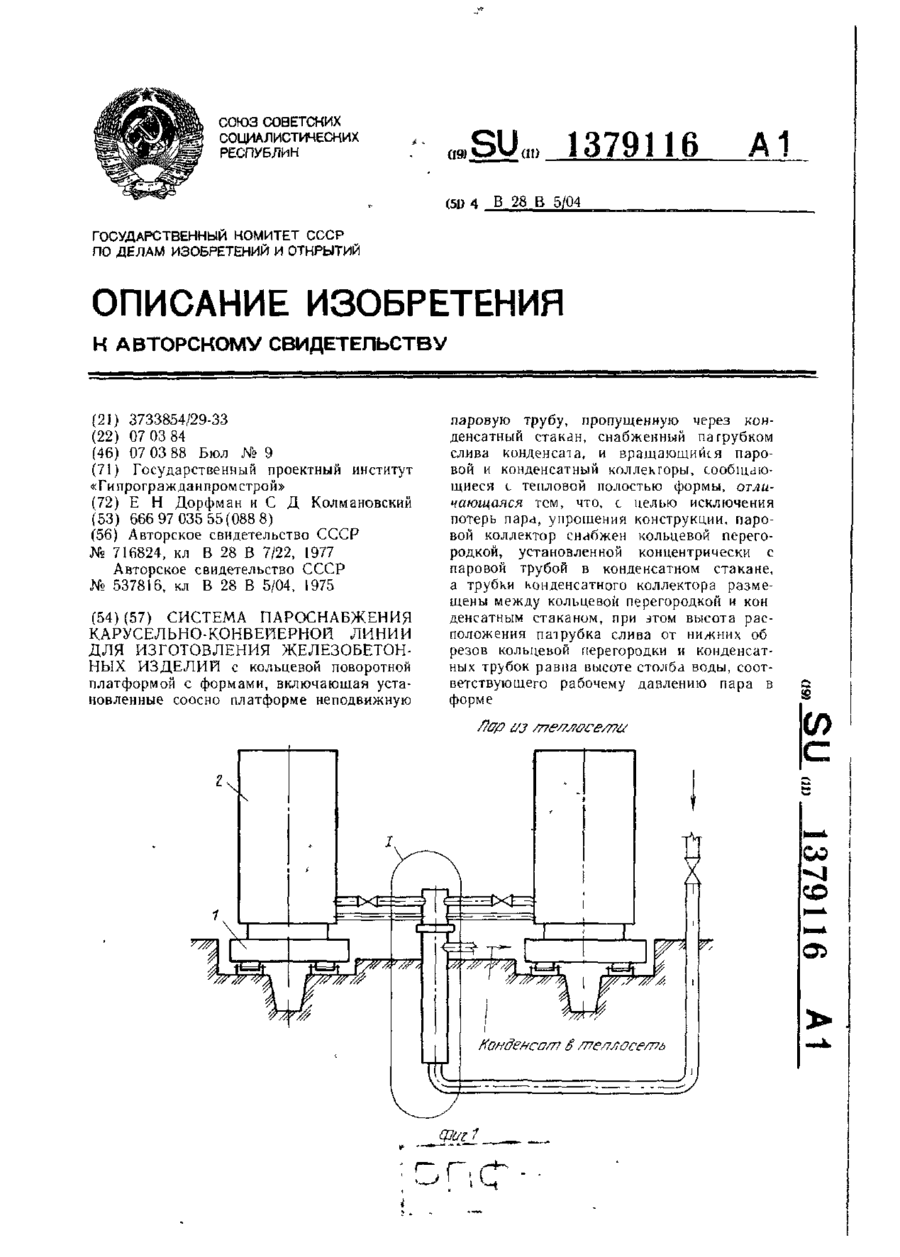
(57) СИСТЕМА ПАРОСНАБЖЕНИЯ КАРУСЕЛЬНО-КОНВЕЙЕРНОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ с кольцевой поворотной платформой с формами, включающая установленные соосно платформе неподвижную паровую трубку, пропущенною через конденсатный стакан, снабженный патрубком слива конденсата, и вращающимся паровой и конденсатный коллекторы, сообщающиеся с тепловой полостью формы, отличающийся тем, что с целью исключения потерь пара, упрощения...
Спосіб виготовлення довгих макаронних виробів
Номер патенту: 5168
Опубліковано: 28.12.1994
Автори: Вернер Сейлєр, Фрідріх Еггер, Йосеф Мансер
МПК: F26B 3/00, A23L 1/16, F26B 15/00, A21C 9/00, F26B 13/10
Мітки: спосіб, виготовлення, виробів, довгих, макаронних
Формула / Реферат:
Способ изготовления длинных макаронных изделий, предусматривающий формирование теста через головку пресса, подвешивание полученных изделий на стержни, их нагревание и сушку теплоагентом в нескольких климатических зонах до влажности готового продукта 13-14%, через которые продукт пропускают в продольном направлении с заданными температурой и относительной влажностью, полученными путем смешивания циркуляционного воздуха и свежего воздуха, и...
Спосіб формування порожніх полімерних виробів роздуванням у формі
Номер патенту: 2854
Опубліковано: 26.12.1994
Автори: Скляревський Роман Ісакович, Анікін Павло Веніамінович, Соломенко Марат Георгійович, Залесський Владислав Іванович, Вепринський Юрій Ілліч
МПК: B29C 49/04
Мітки: порожніх, формування, роздуванням, полімерних, спосіб, виробів, форми
Формула / Реферат:
Способ формования полых полимерных изделий раздувом в форме, включающий подачу трубчатой заготовки из формующего устройства в выдувную форму, отделение ее со сваркой в донной части, воронкообразное расширение выступающего за нижний торец формы конца заготовки воздухом, подаваемым для раздува из ниппеля, последующее механическое расширение горловины и формование изделия под воздействием давления воздуха, отличающийся тем, что, с целью...
Попередній патент: Анод алюмінієвого електролізера
Наступний патент: Пристрій для пошуку та діяння на біологічно активні точки
Випадковий патент: Спосіб доставки вантажів у космос і система його здійснення