Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 88982
Опубліковано: 10.04.2014
Автори: Івченко Павло Семенович, Фінчук Олександр Вікторович, Камель Георгій Іванович, Панфілов Андрій Іванович

Формула / Реферат
Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, що включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу, що наноситься за попередньо заданим законом, наприклад по гвинтовій або в вигляді сітки, їх сумісне плавлення, який відрізняється тим, в як вуглевмісний матеріал використовують зерновий або зерно-порошковий дріт, що містить зерна карбідів, вкриті електропровідною підкладкою.
Текст
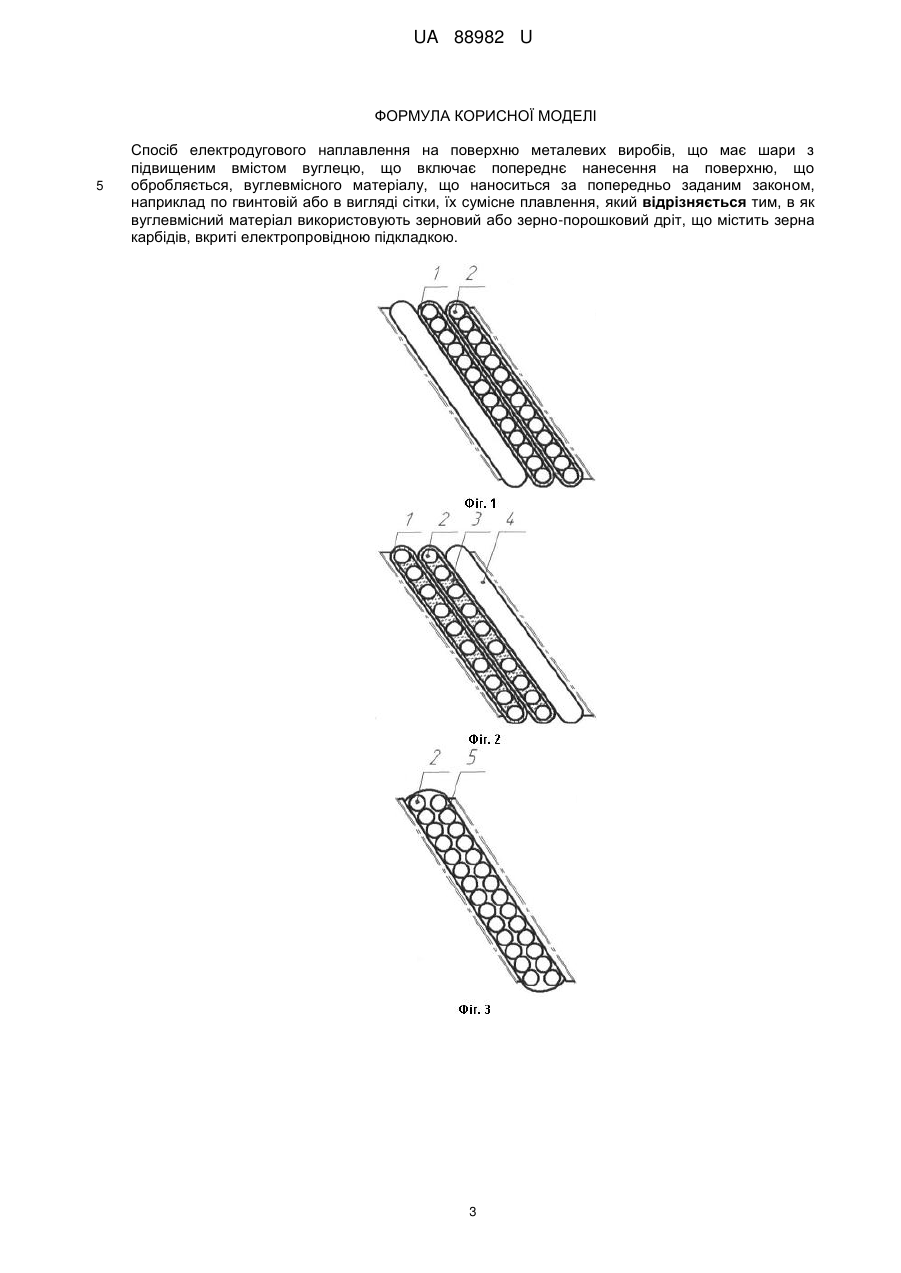
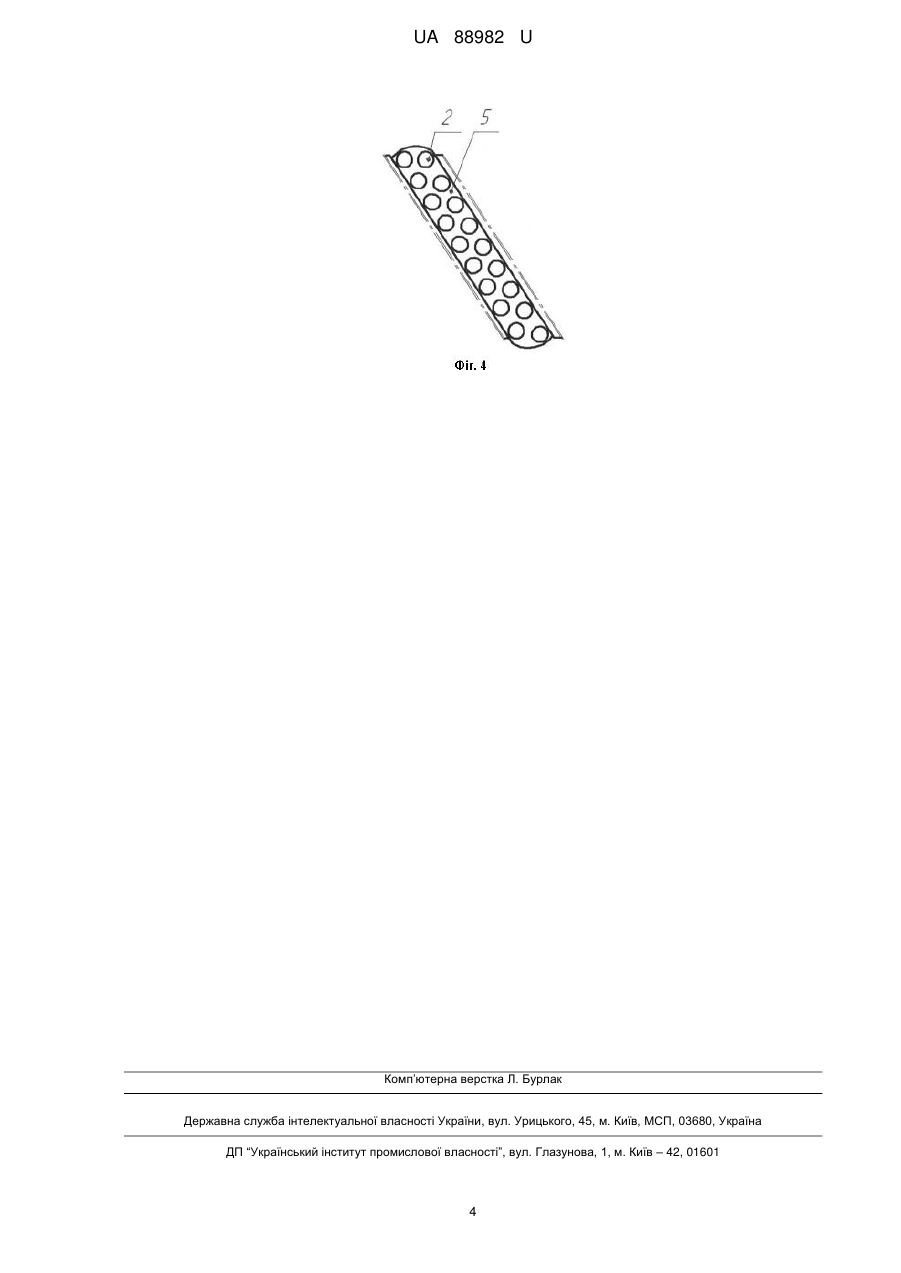
Реферат: Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу, що наноситься за попередньо заданим законом, наприклад по гвинтовій або в вигляді сітки, їх сумісне плавлення. Як вуглевмісний матеріал використовують зерновий або зерно-порошковий дріт, що містить зерна карбідів, вкриті електропровідною підкладкою. UA 88982 U (54) СПОСІБ ЕЛЕКТРОДУГОВОГО НАПЛАВЛЕННЯ НА ПОВЕРХНЮ МЕТАЛЕВИХ ВИРОБІВ UA 88982 U UA 88982 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостійкості металургійного, хімічного, нафтохімічного та машинобудівного обладнання, а саме до процесів нанесення на поверхню деталей шарів необхідного складу із заданими властивостями. Відомий спосіб автоматичного наплавлення в середовищі захисних газів для отримання на поверхнях деталей шару необхідної товщини та потрібного хімічного складу, високої твердості та зносостійкості [Молодык Н.В., Зенкин А.С. Восстановление деталей машин. Справочник. М.: Машиностроение, 1989, стр. 122, 134, 135]. В ньому дуга між електродом і поверхнею, що наплавляють, горить у струмені газу, який витісняє повітря із простору плавлення і захищає розплавлений метал від кисню та азоту. Тип і марку електродного дроту вибирають в залежності від матеріалу деталі, що відновлюється і потрібних фізико-механічних властивостей наплавленого металу. Твердість наплавленого металу в залежності від марки та типу електродного дроту не перевищує 200-300 НВ. В порошковий дріт добавляють металевий порошок, який збільшує пластичні характеристики наплавленого шару. Недоліком вказаного способу є відносно велика вартість матеріалів для наплавлення, проблематичність отримання наплавленого шару з заданими механічними властивостями Порошкові дроти, за допомогою яких є можливість отримати високий вміст вуглецю, а отже і карбідів в наплавленому шарі, є складними у виготовленні і відповідно дорогі. Найбільш близьким до запропонованого способу є спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглевмісний матеріал наносять за наперед заданим законом, наприклад по гвинтовій лінії або у вигляді сітки [патент України № 52752, В23К 9/04, 2010]. Недоліком даного способу є те, що неможливо створити наплавлену поверхню з регулярною макроструктурою, де рівномірно розподіляються та чергуються зерна, наприклад, твердих карбідів та м'які ділянки наплавленого металу, що є необхідною умовою створення зносостійкого або антифрікційних покриттів, тому відомий спосіб наплавлення може використовуватися тільки для невідповідальних виробів. При розплавленні вуглевмісних волокон, нитки, стрічки чи повсті в рідкому металі при кристалізації виникають мікродисперсні карбіди заліза (температура плавлення 1876°), при цьому формується високо вуглецева матриця сплаву, яка має високу твердість та низькі пластичні характеристики та ударну в'язкість. Така матриця сплаву погано утримує карбіди заліза і під дією робочого навантаження вони руйнуються та виламуються з основи матриці сплаву. При зберіганні вуглевмісних матеріалів у вигляді волокон, тканини, стрічки чи повсті на їх поверхнях знаходяться волога, пил, мастила та продукти корозії, що призводить до появи в наплавленому шарі дефектів: пор, раковин, холодних тріщин, свищів, шлакових включень, ділянок з рихлою структурою металу. Вуглевмісні матеріали у вигляді волокон, тканини, стрічки чи повсті мають на порядок нижчу температуру плавлення ніж зерна карбідів вуглецю і при горінні дуги не розплавляється, а горять з виділенням газоподібних продуктів кіптяви, сажі, диму, які взаємодіють з рідким металом і призводять до виникнення дефекті, перерахованих вище. В основу корисної моделі поставлена задача удосконалення способу електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю шляхом використання готових зерен карбідів, що входять в склад зернового або зерно-порошкового дроту, що призведе до отримання наплавленого шару металу, в якому чергуються тверді зерна карбідів вуглецю, які не руйнуються після наплавлення, та ділянки з м'яким (низько вуглецевим) матеріалом, причому фізико-механічні властивості твердих зерен при наплавленні зберігаються. Поставлена задача вирішується тим, що в способі електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу, що наноситься за попередньо заданим законом, наприклад по гвинтовій або в вигляді сітки, їх сумісне плавлення, згідно з корисною моделлю, як вуглевмісний матеріал використовують зерновий або зерно-порошковий дріт, що містить зерна карбідів, вкриті електропровідною підкладкою. В відомому способі відстань між вуглецевими ділянкам наплавлених шарів залежить від довжини рідкої ванни і не перевищує 12-18 мм. В той же час в запропонованому способі відстань міх окремими вуглецевими ділянками, якими є зерна карбідів вуглецю може змінюватися від розмірів зерен 1,8-2,5 мм до 10-20 мм і більше, і залежить від розташування зерен по довжині в зерновому або зерно-прошковому дроті. Крім того зерна розподіляються рівномірно по площині, яка наплавляється. Зерна карбідів мають вищі фізико-хімічні 1 UA 88982 U 5 10 15 20 25 30 35 40 45 властивості, ніж високо вуглецевий сплав: твердість, температуру плавлення, зносостійкість та антифрикційні характеристики. При наплавленні зерна не руйнуються і це дозволяє отримати пластичну матрицю наплавленого металу, яка при застиганні добре утримує зерна при експлуатації високо надійних та відповідальних деталей. За рахунок того, що зерна вкриті електропровідною підкладкою, при проходженні струму електричної дуги тепло не виділяється на поверхні підкладки, крім того, вона захищає зерна від руйнування та розчину в основі наплавлення. На фіг. 1, 2 зображена схема способу електродугового наплавлення на поверхню металевих виробів: фіг. 1 - зерновий дріт у складі оболонки 1 і зерен 2 наносять по гвинтовій лінії на циліндричну деталь, а на фіг. 2 - у складі оболонки 1, зерен 2, порошку 3 наносять зернопорошковий дріт 4 по гвинтовій лінії на циліндричну деталь у вигляді сітки. На фіг. 3 показано оплавлені шари металу у складі зерен 2 та наплавленого прошарку основи 5, яка утворилась при переплавленні оболонки 1 зернового дроту та основного металу циліндричної деталі. На фіг. 4 показано наплавлені шари у складі зерен 2 та основи 5, яка утворилась при переплавленні оболонки 1, порошку 3 зерно-порошкового дроту 4 та основного металу циліндричної деталі. Спосіб здійснюють таким чином. Перед наплавленням на поверхню циліндричної деталі наносять за наперед заданим законом, наприклад по гвинтовій лінії або у вигляді сітки, зерна готових карбідів вуглецю у вигляді зернового або зерно-порошкового дроту. Порошковий дріт або зерно-порошковий дріт прихвачують точковим зварюванням через 7-10 витків. Під час наплавлення під впливом тепла від горіння електродної дуги розплавляються присадний матеріал оболонки дроту, підкладка зерен та основний матеріал, які утворюють рідку ванну низьковуглецевого сплаву та змочують зерна, не руйнуючи їх. При переміщенні дуги на ділянку, де зерна відсутні, наплавлення іде звичайним чином. В результаті на поверхні, що наплавляється, отримують неоднорідне покриття з регулярною структурою, яка залежить від закону, за яким наносять зерновий або зерно-порошковий дріт, складу присадного матеріалу оболонки, складу основного матеріалу деталі, масової частки готових зерен карбідів, складу та величини підкладки зерен, а також режимів наплавлення та охолодження. Приклад. В умовах виробництва виконувалось наплавлення робочої циліндричної поверхні деталі. При наплавленні на деталь зі сплаву 12 × 18Н10Т використовували зварювальний зерновий дріт (диаметром 3,5 мм), який складався зі сталевої оболонки (товщиною 0,3 мм зі сплаву 12 × 18Н10Т), у середині якої розміщувалися зерна з підкладкою твердого сплаву релиту (ТУ 322-19005-96) розмірами зерен 1,6-2,5 мм. Зерновий дріт наносили по гвинтовій лінії на конічну поверхню та прихвачували до деталі контактним зварюванням через 7-10 витків. Наплавлення виконувалось в імпульсному режимі з перекриттям рідкої ванни на 25-30 %. Режим наплавлення: Сила току чергової дуги, А 80-100 Сила току імпульсної дуги, А 200-250 Діаметр зварювального зернового дроту, мм 3,0 Напруга на дузі, В 28-30 Швидкість оплавлення, м/хв. 0,2-0,3 Швидкість обертання ротора, хв. 50-1500 Розмір зерен релита, мм 1,8-2,5 При наплавленні електрична дуга горіла стабільно. Зерна залишались в наплавленому шарі з постійними розмірами та фізично-механічними властивостями і після наплавлення розподілялися рівномірно по всій поверхні конічної деталі без руйнування. Товщина наплавленого шару не перевищувала 2,8-3,5 мм. Після наплавлення виконувалась шліфовка робочої поверхні. Використання запропонованого способу електродугового наплавлення на поверхню металевих виробів дозволить підвищити експлуатаційну надійність та збільшити термін роботи деталей в 2-3 рази та отримати рівномірно розподілені по поверхні деталі, що наплавляється, зерна карбідів. 2 UA 88982 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, що включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу, що наноситься за попередньо заданим законом, наприклад по гвинтовій або в вигляді сітки, їх сумісне плавлення, який відрізняється тим, в як вуглевмісний матеріал використовують зерновий або зерно-порошковий дріт, що містить зерна карбідів, вкриті електропровідною підкладкою. 3 UA 88982 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюPanfilov Andrii Ivanovych
Автори російськоюПанфилов Андрей Иванович
МПК / Мітки
МПК: B23K 9/04
Мітки: виробів, наплавлення, спосіб, металевих, поверхню, електродугового
Код посилання
<a href="https://ua.patents.su/6-88982-sposib-elektrodugovogo-naplavlennya-na-poverkhnyu-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового наплавлення на поверхню металевих виробів</a>
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 55909
Опубліковано: 27.12.2010
Автори: Осадчук Андрій Юрійович, Шаповалова Олеся Василівна, Шенфельд Валерій Йосипович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: спосіб, виробів, металевих, наплавлення, поверхню, електродугового
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що разом з вуглевмісним матеріалом на поверхню, що наплавляють, наносять тонкий дріт з легувального матеріалу.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52752
Опубліковано: 10.09.2010
Автори: Савуляк Валерій Іванович, Осадчук Андрій Юрійович, Шенфельд Валерій Йосипович
МПК: B23K 9/04
Мітки: наплавлення, поверхню, спосіб, електродугового, металевих, виробів
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, нитки, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглевмісний матеріал наносять за наперед заданим законом, наприклад, по гвинтовій лінії або у вигляді сітки.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52753
Опубліковано: 10.09.2010
Автори: Осадчук Андрій Юрійович, Шаповалова Олеся Василівна, Заболотний Сергій Антонович, Шенфельд Валерій Йосипович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: електродугового, спосіб, поверхню, металевих, наплавлення, виробів
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що мають шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглецеві волокна наносять на поверхню, що наплавляють, і фіксують за допомогою суспензії з рідкого скла або клею або полімерів та суміші порошків...
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю
Номер патенту: 71260
Опубліковано: 15.11.2004
Автори: Осадчук Андрій Юрійович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: металевих, шарів, вуглецю, електродугового, наплавлення, виробів, підвищеним, спосіб, поверхню, вмістом
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу і їх сумісне плавлення, який відрізняється тим, що як вуглевмісний матеріал використовують вуглецеві матеріали у вигляді волокон, тканини, стрічки чи повсті.
Дріт для електродугового наплавлення
Номер патенту: 88102
Опубліковано: 10.09.2009
Автори: Щетиніна Віра Іванівна, Кирильченко Петро Миколайович, Щетинін Сергій Вікторович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Воробьов Андрій Олексійович, Пушков Валерій Васильович
МПК: B23K 9/18, B23K 35/30
Мітки: наплавлення, дріт, електродугового
Формула / Реферат:
Дріт для електродугового наплавлення, який містить вуглець, хром, нікель, марганець, кремній, залізо, сірку, фосфор, який відрізняється тим, що до складу дроту додатково введено молібден, ванадій, ніобій і мідь при наступному співвідношенні компонентів, мас. %: вуглець 0,3-0,36 марганець 0,4-0,7 кремній 0,15-0,4 хром ...
Попередній патент: Спосіб оцінки мутагенної дії мікрохвильового випромінювання
Наступний патент: Спосіб вирощування баклажана в плівковій теплиці при краплинному зрошенні
Випадковий патент: Спосіб побудови каркаса геометричних тіл