Спосіб виготовлення архітектурно-оздоблювального клінкеру для обличкування фасадів
Формула / Реферат
1. Спосіб виготовлення керамічного клінкеру для обличкування фасадів широкого асортименту, що включає стадії подрібнення компонентів керамічної шихти до зерна не більш 0,8 мм; пластичну екструзію одержаної маси з утворенням брусу, сушіння сформованого виробу в тунельній сушарці та випал в тунельній печі, який відрізняється тим, що на свіжосформований брус, отриманий при вакуумі - не нижче 0,95 МПа, при вологості бруса 17-19 %, температурі бруса 37-43 °С за допомогою устаткування під тиском 2,0-2,9 МПа чи за допомогою вібросита, наносять подрібнені гірські породи - граніти, пегматити, польові шпати, базальти чи їх композиції, чи суміш подрібнених гірських порід з оксидами, що фарбують клінкер, отримані сухим способом, потім ці породи втискають в брус гладким роликом чи роликом з різними фактурами.
2. Спосіб за п. 1, який відрізняється тим, що одержують клінкер, поверхня якого має крупнозернисту фактуру, при цьому беруть наступний гранулометричний склад гірських порід, % :
2-3 мм
30-40
1-2 мм
3-5
0,8-1 мм
15-25
0,5-0,8 мм
10-25
0,125-0,25 %
10-20
<0,125 мм
8-15.
3. Спосіб за п. 1, який відрізняється тим, що одержують клінкер, поверхня якого має дрібнозернисту фактуру, при цьому беруть наступний гранулометричний склад гірьких порід, %:
1-2 мм
5-10
0,8-1 мм
3-5
0,5-0,8 мм
15-20
0,125-0,5 мм
15-20
<0,125 мм
30-35.
4. Спосіб за п. 1, який відрізняється тим, що випал керамічного клінкеру виконують в оксидному чи відновленому середовищі шляхом флеш-випалу, за рахунок чого досягають відновлення металів-барвників з оксидів, нанесених на поверхню керамічного клінкеру.
Текст
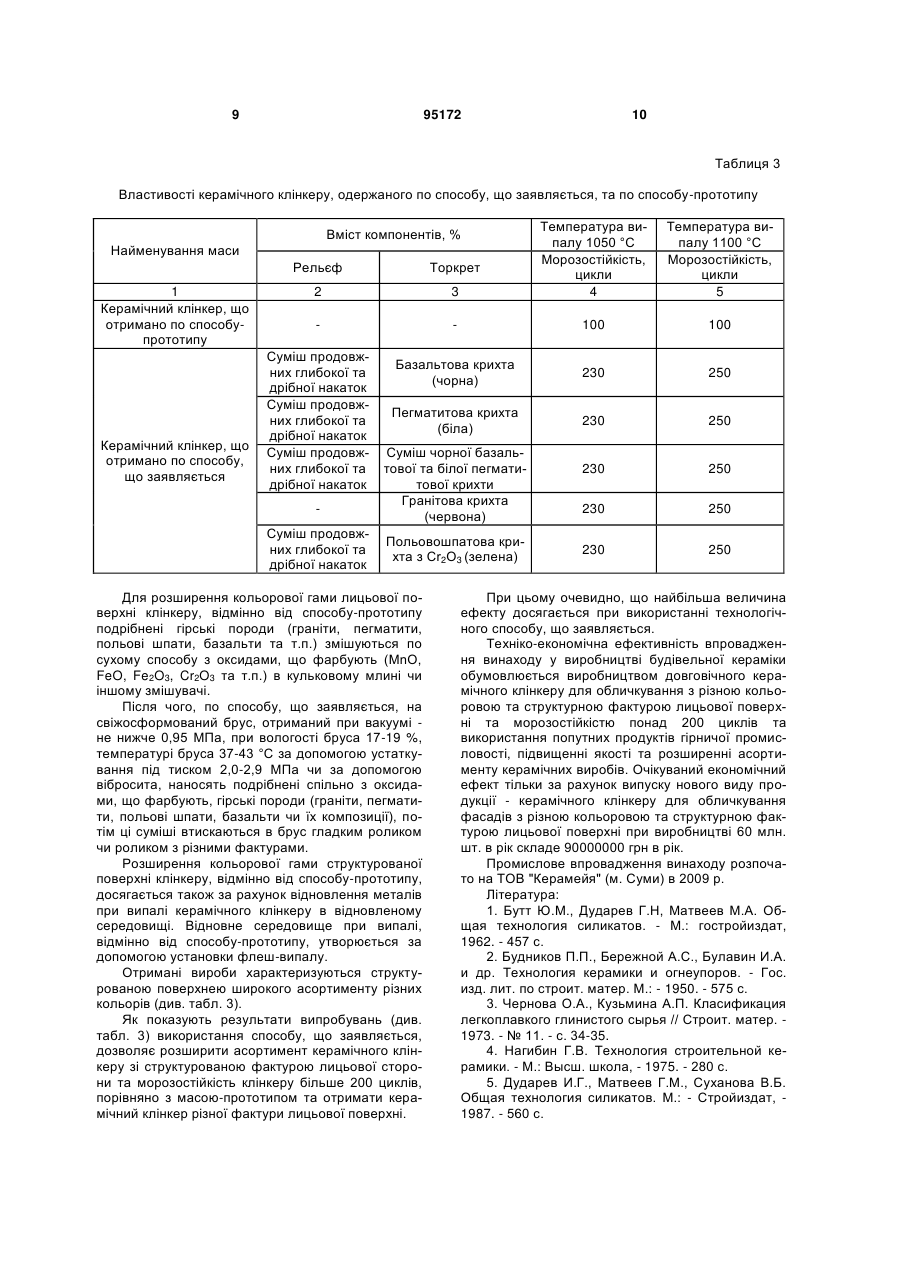
1. Спосіб виготовлення керамічного клінкеру для обличкування фасадів широкого асортименту, що включає стадії подрібнення компонентів керамічної шихти до зерна не більш 0,8 мм; пластичну екструзію одержаної маси з утворенням брусу, сушіння сформованого виробу в тунельній сушарці та випал в тунельній печі, який відрізняється тим, що на свіжосформований брус, отриманий при вакуумі - не нижче 0,95 МПа, при вологості бруса 17-19 %, температурі бруса 37-43 °С за допомогою C2 2 (11) 1 3 шать в періодичних камерних або тунельних сушилах. Випал керамічних клінкерних виробів проводять в тунельних, кільцевих та камерних печах. Температура випалу керамічного клінкеру достатньо висока та складає 1200-1350 °С. Вироби при випалі повинні спікатися і не виявляти ознак деформації. В літературних даних зазначено /1-2, 8-10/, що основною сировиною, для отримання високоякісних керамічних клінкерних виробів, являються пластичні легкоплавкі та тугоплавкі глини з великим інтервалом між температурою спікання і початком деформації. В склад керамічної маси вводять спіснювачі, які можуть відігрівати роль і плавня. Як спіснювачі-плавні широко використовуються калієві та натрієві польові шпати, нефелінегерін-польовошпатові відходи, нефелінпольовошпатовий і егеріновий продукт /12, 16/. Для виготовлення будівельних матеріалів були розроблені склади мас на основі граніту і відходів гранітних кар'єрів /15, 17, 18, 19/. Вироби випалювали в інтервалі температур 1200-1250 °С. Авторами /20, 21/ була показана доцільність введення польовошпатових та граносієнітових відсівів каменедробіння, які відіграють роль спіснювача-плавня. Як показали результати проведених дослідів введення в склад мас на основі глин різного мінералогічного типу відсівів каменедробіння дозволяє забезпечити ефективність інтенсифікації спікання і підвищення основних фізикимеханічних та експлуатаційних властивостей виробів. Аналіз літературних джерел показав, що питанням розробки керамічних мас зі спеченим черепком, з використанням некондиційної сировини природного походження, займалось багато дослідників. Авторами (22) було розроблено склади мас для отримання лицьової цегли з гранітоподібною структурою. Як армуючий компонент використовували шлаки ГРЕС. З метою отримання лицьової цегли з текстурою рваного каміння додатково відкривається структура сформованого бруса керамічної маси. Найближчим аналогом (прототипом) даного винаходу є керамічна маса (23) для виробництва керамічного клінкеру для обличкування фасадів та брукування доріг з використанням як армуючого компоненту польовошпатвмісної сировини, тобто пегматиту, польових шпатів, гранітних відсівів та базальту, з метою отримання низькотемпературного керамічного клінкеру, зниження водопоглинення та стиранності, збільшення міцності на стиск готових виробів, вона включає ці компоненти при наступному співвідношенні, мас. % (по сухій речовині): глина 66-86 армуючий компонент (пегматит, польові шпати, гранітні відсіви, базальт) 4-14 каолін 10-20. З метою отримання керамічного клінкеру для обличкування фасадів і брукування доріг з шорсткуватою структурою під старовинне каміння арму 95172 4 ючий компонент подрібнюється до тонкості помелу не менше ніж 1,25 мм; для отримання гладкої фактури армуючий компонент необхідно подрібнювати до тонкості помелу менше ніж 0,8 мм. Недоліком даного складу керамічної масипрототипу для виготовлення керамічного клінкеру є виробництво керамічного клінкеру однотонної гладкої чи шорсткуватої фактури та неможливість розширення асортименту фактури керамічного клінкеру. Керамічний клінкер на основі маси-прототипу виробляється традиційним способом, що включає підготовку сировинних компонентів, сушіння та випал (23). В зв'язку з цим не можливо досягнути подальше розширення асортименту фактур керамічного клінкеру. На сьогоднішній день в зв'язку з вимогами ринку необхідна розробка та впровадження широкого асортименту керамічного клінкеру різної фактури та кольору. В основу винаходу поставлено задачу розробки способу виготовлення керамічного клінкеру для обличкування фасадів широкого асортименту зі структурованою поверхнею. Спосіб, що заявляється включає подрібнення компонентів керамічної шихти до зерна не більш 0,8 мм; пластичну екструзію, сушіння в тунельній сушарці та випал виробів в тунельній печі, відрізняється тим, що для отримання довговічного керамічного клінкеру з різною кольоровою та структурною фактурою лицьової поверхні: - по п. 1 на свіжосформований брус, отриманий при вакуумі - не нижче 0,95 МПа, при вологості бруса 1719 %, температурі бруса 37-43 °С за допомогою устаткування під тиском 2,0-2,9 МПа чи за допомогою вібросита, наносять подрібнені гірські породи (граніти, пегматити, польові шпати, базальти чи їх композиції), потім ці породи втискаються в брус гладким роликом чи роликом з різними фактурами. - по п. 1.1 для отримання різної структурованої фактури керамічного клінкеру гірські породи (граніти, пегматити, польові шпати, базальти чи їх композиції) подрібнюються на дробарці до наступної тонини: для отримання лицьової поверхні клінкеру крупнозернистої фактури гранулометричний склад крихти має бути наступним, %: 2-3 мм 30-40 1-2 мм 3-5 0,8-1 мм 15-25 0,5-0,8 мм 10-25 0,125-0,25 % 10-20
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the production of architectural finishing clinker for fasade facing
Автори англійськоюTeliuschenko Ivan Phedorovych
Назва патенту російськоюСпособ изготовления архитектурно-отделочного клинкера для облицовки фасадов
Автори російськоюТелющенко Иван Федорович
МПК / Мітки
МПК: C04B 35/01, C04B 33/00, C04B 41/81
Мітки: виготовлення, архітектурно-оздоблювального, обличкування, фасадів, спосіб, клінкеру
Код посилання
<a href="https://ua.patents.su/6-95172-sposib-vigotovlennya-arkhitekturno-ozdoblyuvalnogo-klinkeru-dlya-oblichkuvannya-fasadiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення архітектурно-оздоблювального клінкеру для обличкування фасадів</a>
Керамічна маса для виробництва керамічного клінкеру для обличкування фасадів та брукування доріг
Номер патенту: 83421
Опубліковано: 10.07.2008
Автори: Сенкевич Іван Миколайович, Огороднік Ірина Владиславівна, Вірчич Ала Олексііївна, Ходаковська Тетяна Валеріївна, Дмитренко Наталія Данилівна, Телющенко Іван Федорович
МПК: C04B 33/00
Мітки: маса, брукування, фасадів, керамічного, клінкеру, доріг, виробництва, керамічна, обличкування
Формула / Реферат:
1. Керамічна маса для виробництва керамічного клінкеру для обличкування фасадів і брукування доріг, яка містить глину, каолін, польовошпатовмісну сировину, яка відрізняється тим, що як армувальний компонент маси вона містить польовошпатовмісну сировину із групи пегматит, польовий шпат, гранітні відсіви, базальт при такому співвідношенні компонентів по сухій речовині, мас. %: глина 66-86 ...
Спосіб виготовлення архітектурно-оздоблювальної кераміки
Номер патенту: 83422
Опубліковано: 10.07.2008
Автори: Ходаковська Тетяна Валеріївна, Огороднік Ірина Владиславівна, Телющенко Іван Федорович, Дмитренко Наталія Данилівна
МПК: C04B 41/85, C04B 33/00
Мітки: спосіб, виготовлення, кераміки, архітектурно-оздоблювальної
Формула / Реферат:
Спосіб виготовлення архітектурно-оздоблювальної кераміки, а саме лицьової керамічної цегли, що включає подрібнення компонентів керамічної шихти до зерна не більше, ніж 0,8 мм, вилежування керамічної маси в шихтосховищі, пластичне формування виробів з використанням мундштука зі зрошенням, який відрізняється тим, що як зрошувальну рідину для покриття свіжовідформованого бруса використовують насичений розчин ВаСl2 або ВаСl2·2Н2О.
Архітектурно-декоративний елемент з полістиролбетону для облицьовування та утеплення фасадів будівель
Номер патенту: 30296
Опубліковано: 25.02.2008
Автор: Горбач Володимир Павлович
МПК: E04C 2/26
Мітки: утеплення, облицьовування, елемент, архітектурно-декоративний, полістиролбетону, фасадів, будівель
Формула / Реферат:
Архітектурно-декоративний елемент з полістиролбетону для облицьовування і утеплення фасадів будівель, що містять в поперечному перерізі шари з матеріалів різної щільності, який відрізняється тим, що виконаний з однорідного полістиролбетону, а розділення в поперечному перерізі по щільності досягається спеціальними режимами вібрації або імпульсної дії, завдяки яким важча фракція полістиролбетону переміщується в заданому напрямі і утворює в...
Спосіб виробництва цементного клінкеру
Номер патенту: 10484
Опубліковано: 15.11.2005
Автори: Нісанов Володимир Уманілович, Нестерчук Микола Талимонович, Олифер Володимир Петрович, Єсіков Олег Георгійович, Єсиков Євген Ігоревич, Шаленний Василь Тимофійович
МПК: C04B 7/147, C04B 28/08
Мітки: клінкеру, виробництва, спосіб, цементного
Формула / Реферат:
Спосіб виробництва цементного клінкеру, що включає приготування сировинної суміші та її випалювання у печі з додаванням 5-30% шлакової домішки металургійного виробництва, який відрізняється тим, що як домішку використовують конверторний шлак.
Спосіб охолодження цементного клінкеру
Номер патенту: 85063
Опубліковано: 25.12.2008
Автори: Рязанцев Олександр Васильович, Рязанцева Оксана Василівна, Волобуєв Володимир Васильович, Рязанцев Василь Якович
Мітки: цементного, охолодження, клінкеру, спосіб
Формула / Реферат:
1. Спосіб охолодження цементного клінкеру, який включає охолодження клінкеру в колосниковому холодильнику шляхом пропускання холодного атмосферного повітря через шар розпеченого клінкеру, який знаходиться на колосниках, і використання частини вторинного повітря для повторного пропускання його через шар клінкеру, який відрізняється тим, що надлишкову частину вторинного повітря подають в шахту холодильника.2. Спосіб за п. 1, який...
Попередній патент: Спосіб гідроочищення вуглеводневої фракції від ненасичених та сірчистих домішок
Наступний патент: Котельна установка
Випадковий патент: Високомарганцева сталь для виготовлення виливків деталей гірничо-збагачувального обладнання