Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь
Номер патенту: 98422
Опубліковано: 10.05.2012
Автори: Парайко Юрій Іванович, Бурда Юрій Мирославович, Бурда Мирослав Йосипович
Формула / Реферат
1. Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь, який містить корпус, два опозитно встановлені у ньому натираючі вузли, виконані з можливістю радіального переміщення відносно корпусу, натираючі вузли виконані у вигляді циліндрів, на робочих торцевих частинах яких закріплені інструменти - натираючі стрижні, шток, встановлений у корпусі з можливістю осьового переміщення, вузол навантаження, який складається з пружного елементу і стискаючого гвинта, та засобу для передачі зусилля від штоку до натираючих вузлів, який відрізняється тим, що засіб для передачі зусилля від штоку до натираючих вузлів додатково містить кулачковий механізм, виконаний у вигляді клина, закріпленого шарнірно на штоці з можливістю взаємодії робочих поверхонь клина з неробочими торцевими поверхнями натираючих вузлів, виконаними у вигляді сфер.
2. Пристрій за п. 1, який відрізняється тим, що корпус містить три осьові пази, причому у двох з них, які розміщені опозитно, встановлений пружний елемент вузла навантаження, а сам пружний елемент виконаний у вигляді U-подібної пружини, закріпленої на штоці болтом, загвинченим у шток через третій осьовий паз корпусу.
Текст
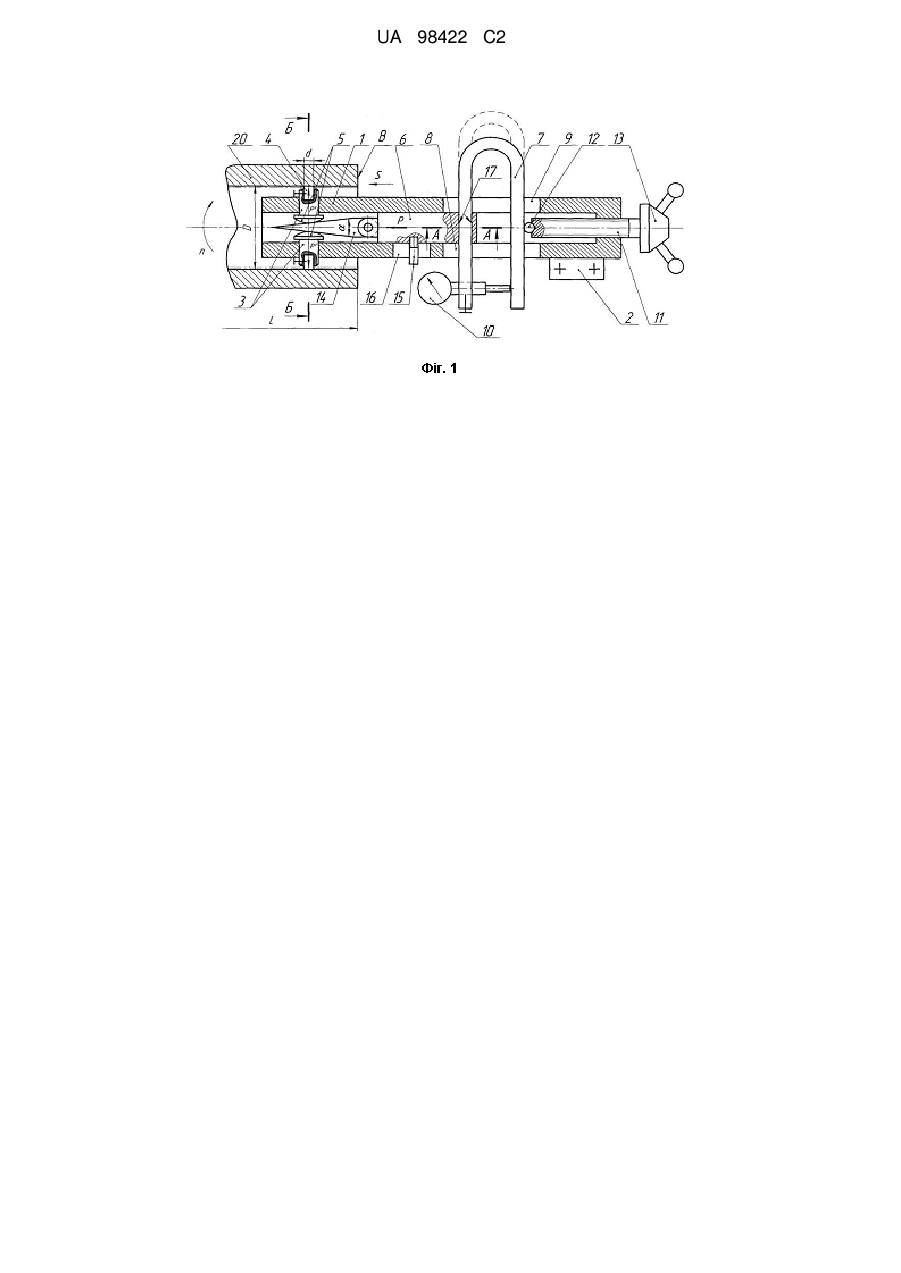
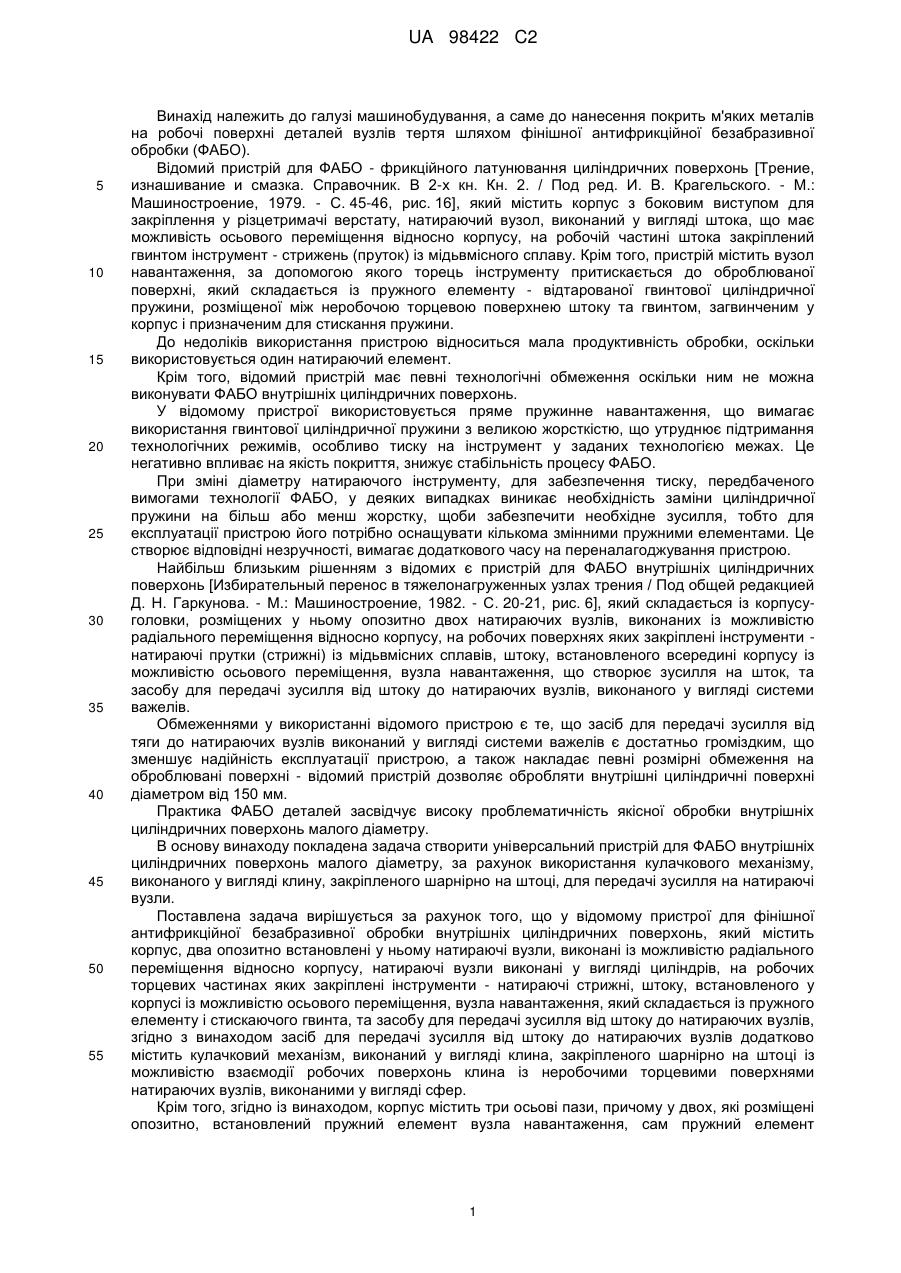
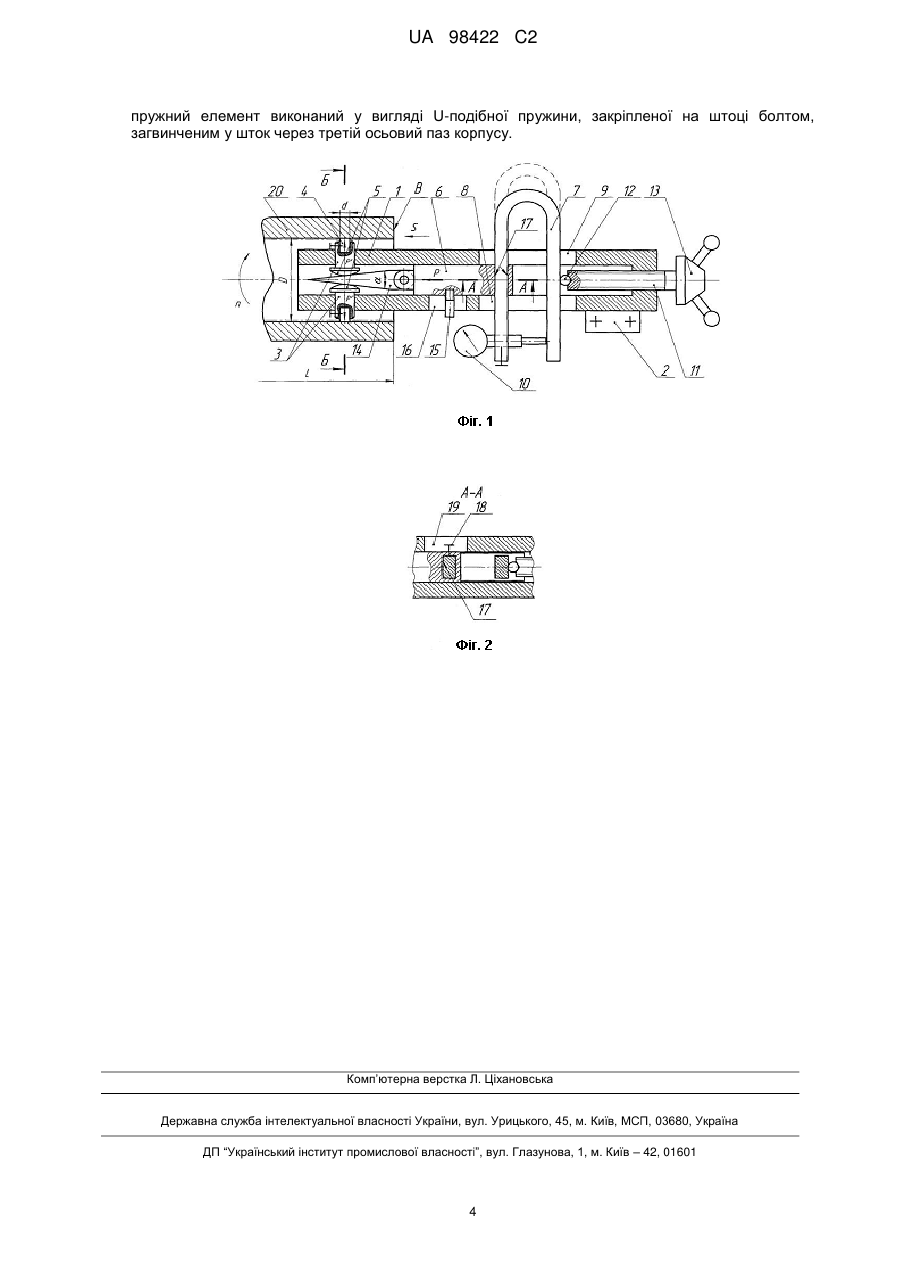
Реферат: Винахід належить до галузі машинобудування, а саме до конструкції пристрою для фінішної антифрикційної безабразивної обробки (ФАБО) внутрішніх циліндричних поверхонь Пристрій містить корпус, два опозитно встановлені у ньому натираючі вузли, виконані із можливістю радіального переміщення відносно корпусу, натираючі вузли виконані у вигляді циліндрів, на робочих торцевих частинах яких закріплені інструменти - натираючі стрижні, шток, встановлений у корпусі із можливістю осьового переміщення, вузол навантаження, який складається із пружного елементу, стискаючого гвинта та засобу для передачі зусилля від штоку до натираючих вузлів, причому засіб для передачі зусилля від штоку до натираючих вузлів додатково містить кулачковий механізм, виконаний у вигляді клина, закріпленого шарнірно на штоці з можливістю взаємодії робочих поверхонь клина з неробочими торцевими поверхнями натираючих вузлів, виконаними у вигляді сфер. У корпусі виконані три осьові пази, причому у двох, які розміщені опозитно, встановлений пружний елемент вузла навантаження, сам пружний елемент виконано у вигляді U-подібної пружини, закріпленої на штоці болтом, який загвинчений у шток через третій осьовий паз корпусу. Винахід забезпечує компактність пристрою і можливість його використання для ФАБО отворів малого діаметра, стабільність і високу якість процесу формування покриття прироблюваність, антифрикційність, зносостійкість, стійкість до схоплювання у парі тертя. UA 98422 C2 (12) UA 98422 C2 UA 98422 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі машинобудування, а саме до нанесення покрить м'яких металів на робочі поверхні деталей вузлів тертя шляхом фінішної антифрикційної безабразивної обробки (ФАБО). Відомий пристрій для ФАБО - фрикційного латунювання циліндричних поверхонь [Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн. 2. / Под ред. И. В. Крагельского. - М.: Машиностроение, 1979. - С. 45-46, рис. 16], який містить корпус з боковим виступом для закріплення у різцетримачі верстату, натираючий вузол, виконаний у вигляді штока, що має можливість осьового переміщення відносно корпусу, на робочій частині штока закріплений гвинтом інструмент - стрижень (пруток) із мідьвмісного сплаву. Крім того, пристрій містить вузол навантаження, за допомогою якого торець інструменту притискається до оброблюваної поверхні, який складається із пружного елементу - відтарованої гвинтової циліндричної пружини, розміщеної між неробочою торцевою поверхнею штоку та гвинтом, загвинченим у корпус і призначеним для стискання пружини. До недоліків використання пристрою відноситься мала продуктивність обробки, оскільки використовується один натираючий елемент. Крім того, відомий пристрій має певні технологічні обмеження оскільки ним не можна виконувати ФАБО внутрішніх циліндричних поверхонь. У відомому пристрої використовується пряме пружинне навантаження, що вимагає використання гвинтової циліндричної пружини з великою жорсткістю, що утруднює підтримання технологічних режимів, особливо тиску на інструмент у заданих технологією межах. Це негативно впливає на якість покриття, знижує стабільність процесу ФАБО. При зміні діаметру натираючого інструменту, для забезпечення тиску, передбаченого вимогами технології ФАБО, у деяких випадках виникає необхідність заміни циліндричної пружини на більш або менш жорстку, щоби забезпечити необхідне зусилля, тобто для експлуатації пристрою його потрібно оснащувати кількома змінними пружними елементами. Це створює відповідні незручності, вимагає додаткового часу на переналагоджування пристрою. Найбільш близьким рішенням з відомих є пристрій для ФАБО внутрішніх циліндричних поверхонь [Избирательный перенос в тяжелонагруженных узлах трения / Под общей редакцией Д. Н. Гаркунова. - М.: Машиностроение, 1982. - С. 20-21, рис. 6], який складається із корпусуголовки, розміщених у ньому опозитно двох натираючих вузлів, виконаних із можливістю радіального переміщення відносно корпусу, на робочих поверхнях яких закріплені інструменти натираючі прутки (стрижні) із мідьвмісних сплавів, штоку, встановленого всередині корпусу із можливістю осьового переміщення, вузла навантаження, що створює зусилля на шток, та засобу для передачі зусилля від штоку до натираючих вузлів, виконаного у вигляді системи важелів. Обмеженнями у використанні відомого пристрою є те, що засіб для передачі зусилля від тяги до натираючих вузлів виконаний у вигляді системи важелів є достатньо громіздким, що зменшує надійність експлуатації пристрою, а також накладає певні розмірні обмеження на оброблювані поверхні - відомий пристрій дозволяє обробляти внутрішні циліндричні поверхні діаметром від 150 мм. Практика ФАБО деталей засвідчує високу проблематичність якісної обробки внутрішніх циліндричних поверхонь малого діаметру. В основу винаходу покладена задача створити універсальний пристрій для ФАБО внутрішніх циліндричних поверхонь малого діаметру, за рахунок використання кулачкового механізму, виконаного у вигляді клину, закріпленого шарнірно на штоці, для передачі зусилля на натираючі вузли. Поставлена задача вирішується за рахунок того, що у відомому пристрої для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь, який містить корпус, два опозитно встановлені у ньому натираючі вузли, виконані із можливістю радіального переміщення відносно корпусу, натираючі вузли виконані у вигляді циліндрів, на робочих торцевих частинах яких закріплені інструменти - натираючі стрижні, штоку, встановленого у корпусі із можливістю осьового переміщення, вузла навантаження, який складається із пружного елементу і стискаючого гвинта, та засобу для передачі зусилля від штоку до натираючих вузлів, згідно з винаходом засіб для передачі зусилля від штоку до натираючих вузлів додатково містить кулачковий механізм, виконаний у вигляді клина, закріпленого шарнірно на штоці із можливістю взаємодії робочих поверхонь клина із неробочими торцевими поверхнями натираючих вузлів, виконаними у вигляді сфер. Крім того, згідно із винаходом, корпус містить три осьові пази, причому у двох, які розміщені опозитно, встановлений пружний елемент вузла навантаження, сам пружний елемент 1 UA 98422 C2 5 10 15 20 25 30 35 40 45 50 55 60 виконаний у вигляді U-подібної пружини, закріпленої на штоці болтом, загвинченим у шток через третій осьовий паз корпусу. Причинно-наслідковий зв'язок між сукупністю ознак винаходу і технічним результатом, що досягається, полягає у наступному. Використання кулачкового механізму у вигляді клина, закріпленого шарнірно на штоці у якості засобу, що передає зусилля від вузла навантаження на натираючі вузли, дозволяє зменшити радіальні габарити пристрою і використовувати його для ФАБО внутрішніх циліндричних поверхонь малого діаметру. Крім того, зменшується кількість деталей пристрою, що сприяє підвищенню надійності його роботи та зниженню вартості виготовлення та обслуговування самого пристрою. Використання клину, шарнірно закріпленого на штоку, для створення питомого навантаження у парі "торець стрижня - оброблювана поверхня" забезпечує вирівнювання зусиль у обох натираючих вузлах, що, в кінцевому підсумку, покращує якість ФАБО. Виконання неробочих торцевих поверхонь натираючих вузлів, які взаємодіють із робочими поверхнями клину, у вигляді сфер забезпечує надійну передачу зусилля у клиновому кулачковому механізмі і спрощує конструкцію пристрою. Використання, як пружного елементу вузла навантаження, U-подібної пружини, закріпленої на штоці, дозволяє за рахунок її радіального налагоджувального переміщення плавно регулювати зусилля навантаження. Виконання двох опозитно розміщених осьових пазів у корпусі, у яких встановлено пружний елемент вузла навантаження, забезпечує зміну жорсткості вузла навантаження, за рахунок радіального переміщення пружного елементу. Виконання третього осьового пазу у корпусі пояснюється тим, що через нього здійснюється закріплення U-подібної пружини на штоці болтом. Суть запропонованого винаходу пояснюється кресленням, де на фіг. 1 зображено схему пристрою для ФАБО внутрішніх циліндричних поверхонь, на фіг. 2 - місцевий осьовий розріз А-А фіг. 1. Пристрій складається з корпусу 1, встановленого за допомогою пластини 2 у різцетримачі токарного верстату (на фіг. не показано), двох циліндричних натираючих вузлів 3, опозитно розміщених у корпусі 1 з можливістю радіального переміщення відносно нього, причому у кожному із натираючих вузлів з однієї торцевої сторони (робочої) закріплено інструмент натираючий стрижень 4 діаметром d із мідьвмісного матеріалу: міді, бронзи, латуні і т. п., а інша - торцева поверхня натираючого вузла виконана у вигляді сфери 5. Пристрій містить також шток 6, та вузол навантаження, що складається із закріпленого на штоці 6 пружного елементу 7, виконаного у вигляді U-подібної пружини, останній встановлений у осьових опозитно виконаних пазах 8, 9 корпусу 1, причому пружний елемент 7 оснащений індикатором 10, призначеним для фіксації прикладеної до штоку 6 сили Р, та стискаючого гвинта 11, який взаємодіє через кульову опору 12 з пружним елементом 7 і приводиться в обертання маховиком 13. На штоці 6 шарнірно закріплений клин 14 з кутом загострення . Клин 14 разом із сферичними торцями 5 натираючих вузлів 3 утворюють кулачковий механізм. Штифт 15 загвинчений у шток 6 через осьовий паз 16 у корпусі 1 запобігає провертанню штоку 6 у корпусі 1. U-подібна пружина 7 (фіг. 2) встановлюється у наскрізному прямокутному пазу 17, виконаному у штоці 6, і закріплюється від переміщення болтом 18, через осьовий паз 19 у корпусі 1. Натираючі стрижні 4 взаємодіють із оброблюваною внутрішньою циліндричною поверхнею діаметром D деталі 20 і довжиною L (на фіг. 1 показано тільки чистину деталі 20). Пристрій працює наступним чином. Перед початком роботи здійснюють налагодження пристрою. Для цього пристрій виставляється на токарному верстаті (на фіг. не показано) шляхом затискання пластини 2 у різцетримачі (на фіг. не показано) таким чином, щоби вісь корпусу 1 співпадала із лінією центрів токарного верстату. Деталь 20 закріплюється у самоцентрівному трикулачковому патроні токарного верстату, а внутрішня циліндрична поверхня змочується робочою рідиною гліцерином або сумішшю гліцерину з кислотою [Гаркунов Д.Н. Триботехника: Учебник для студентов вузов. - М.: Машиностроение, 1989. - С. 272]. За рахунок поздовжнього переміщення супорту верстату пристрій вводиться у деталь 20 таким чином, щоби площина Б-Б, яка проходить через осі натираючих елементів 3 перпендикулярно до осі корпусу 1, була розміщена на відстані d/2 від торцевої поверхні В деталі 20. Це вихідне положення пристрою перед ФАБО. Шляхом обертання маховика 13 стискаючий гвинт 11 переміщують відносно корпусу 1 і через кульову опору 12 стискають пружний елемент 7, який закріплений на штоці 6 у пазах 8, 9, 2 UA 98422 C2 5 10 15 20 виконаних у корпусі 1. Величина зусилля стиску пружного елементу 7 визначається попереднім таруванням і контролюється за допомогою індикатора 10. Від штоку 6 зусилля передається на натираючі елементи 3 через клин 14, який своїми робочими поверхнями взаємодіє із сферичними частинами 5 натираючих елементів 3. Зусилля Р, яке створюється за рахунок деформації пружного елементу 7, після збільшення кулачковим механізмом, що складається із клина 14 та сферичних поверхонь 5 натираючих елементів 3, до величини Р' повинне бути таким, щоби забезпечити робочий тиск між натираючими стрижнями 4 2 і оброблюваною поверхнею 20р = 10…12 кгс/см [Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн. 2. / Под ред. И.В. Крагельского. - М.: Машиностроение, 1979. - С. 46]. Зусилля P' розраховується із відомої залежності для простого механізму - клина: P , P 2 sin d 2 де - кут при вістрі клина. Штифт 15 вкручений у плунжер 6 через осьовий паз 16 у корпусі 1 запобігає провертанню плунжера 6 відносно корпусу 1. Це, у поєднанні із шарнірним з'єднанням між плунжером 6 і клином 14, забезпечує рівність зусиль P' у обох натираючих стрижнях 4. Крім того, наявність штифта 15 виключає тертя бічної поверхні пружного елементу 7 по стінках пазів 8 і 9, що підвищує точність прикладеного зусилля P і позитивно впливає на стабільність процесу ФАБО. Сам процес ФАБО внутрішньої циліндричної поверхні деталі 20 полягає у наступному. Деталі надається обертовий рух з частотою n , яка б забезпечувала швидкість ковзання в парі 4-20 0,50,6 м/с, а пристрою - поздовжня подача s 0,22 мм/об [Восстановление деталей машин: Справочник / Под ред. В. П. Иванова. - М.: Машиностроение, 2003. - С. 523-526, табл. 5.2]. Один прохід ФАБО здійснюється при переміщенні пристрою на величину Lpx : Lpx L d . 25 30 35 40 Для формування якісного покриття при ФАБО необхідно здійснити від 3 до 4 проходів інструментів 4 по оброблюваній поверхні [Восстановление деталей машин: Справочник / Под ред. В.П. Иванова. - М.: Машиностроение, 2003. - С. 523-526, табл. 5.2]. Підтримування заданого тиску р, при зношуванні натираючих стрижнів 4, здійснюється періодичним корегуванням зусилля P шляхом стискання пружного елементу 7 гвинтом 11. При необхідності прикладання зусилля P , яке не можна досягнути стисканням пружного елементу 7, зміна жорсткості вузла навантаження досягається за рахунок радіального переміщення U-подібної пружини 7 відносно корпусу і штоку (на фіг. 1 показано пунктирною лінією). Для цього через паз 19 відкручується болт 18 і U-подібна пружина переміщується у прямокутному пазу 17 у необхідне положення. Це положення фіксується загвинчуванням болта 18. Застосування у пристрої для ФАБО внутрішніх циліндричних поверхонь кулачкового механізму у вигляді клину, робочі поверхні якого взаємодіють із неробочими торцевими поверхнями натираючих вузлів, та U-подібної пружини, закріпленої на штоці, забезпечує компактність пристрою і можливість його використання для ФАБО отворів малого діаметра, крім того забезпечується стабільність і висока якість процесу формування покриття з високими триботехічними властивостями: прироблюваністю, антифрикційністю, зносостійкістю, стійкістю до схоплювання і т. п. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь, який містить корпус, два опозитно встановлені у ньому натираючі вузли, виконані з можливістю радіального переміщення відносно корпусу, натираючі вузли виконані у вигляді циліндрів, на робочих торцевих частинах яких закріплені інструменти - натираючі стрижні, шток, встановлений у корпусі з можливістю осьового переміщення, вузол навантаження, який складається з пружного елементу і стискаючого гвинта, та засобу для передачі зусилля від штоку до натираючих вузлів, який відрізняється тим, що засіб для передачі зусилля від штоку до натираючих вузлів додатково містить кулачковий механізм, виконаний у вигляді клина, закріпленого шарнірно на штоці з можливістю взаємодії робочих поверхонь клина з неробочими торцевими поверхнями натираючих вузлів, виконаними у вигляді сфер. 2. Пристрій за п. 1, який відрізняється тим, що корпус містить три осьові пази, причому у двох з них, які розміщені опозитно, встановлений пружний елемент вузла навантаження, а сам 3 UA 98422 C2 пружний елемент виконаний у вигляді U-подібної пружини, закріпленої на штоці болтом, загвинченим у шток через третій осьовий паз корпусу. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for finish antifriction nonabrasive processing of inner cylindrical surfaces
Автори англійськоюBurda Myroslav Iosyfovych, Paraiko Yurii Ivanovych, Burda Yurii Myroslavovych
Назва патенту російськоюУстройство для финишной антифрикционной безабразивной обработки внутренних цилиндрических поверхностей
Автори російськоюБурда Мирослав Иосифович, Парайко Юрий Иванович, Бурда Юрий Мирославович
МПК / Мітки
МПК: C23C 18/31, C23C 18/16
Мітки: пристрій, безабразивної, обробки, поверхонь, внутрішніх, антифрикційної, циліндричних, фінішної
Код посилання
<a href="https://ua.patents.su/6-98422-pristrijj-dlya-finishno-antifrikcijjno-bezabrazivno-obrobki-vnutrishnikh-cilindrichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь</a>
Пристрій для кінцевої, з використанням змащувально-охолоджувальної рідини, обробки внутрішніх циліндричних поверхонь
Номер патенту: 43691
Опубліковано: 17.12.2001
Автори: Борисов Дмитро Володимирович, Морозов Роман Вадимович, Степанов Михайло Сергійович, Коваленко Олена Леонідівна, Мішустін Дмитро Борисович
МПК: B24B 55/00
Мітки: змащувально-охолоджувальної, пристрій, використанням, обробки, циліндричних, внутрішніх, рідини, кінцевої, поверхонь
Формула / Реферат:
Пристрій для кінцевої, з використанням змащувально-охолоджувальної рідини (ЗОР) обробки внутрішніх циліндричних поверхонь, який містить вал, шліфувальний круг, бічну кришку, магістраль підводу ЗОР, який відрізняється тим, що шліфувальний круг виконаний розбірним і обладнаний планшайбою, в пазах якої встановлені зв'язані з додатковою бічною кришкою пластини з роликами, причому додаткова бічна кришка виконана роз'ємною.
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів
Номер патенту: 60525
Опубліковано: 25.06.2011
Автори: Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Макаров Артем Сергійович, Киричок Петро Олексійович, Острик Деніс Вікторович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: фінішної, підшипників, обробки, циліндричних, спосіб, ковзання, високолегованих, поверхонь, отворів, композитів
Формула / Реферат:
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович
МПК: G11B 5/127
Мітки: поверхонь, композитів, циліндричних, фінішної, високолегованих, обробки, спосіб, магнітно-абразивної, деталей, отворів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович
МПК: B24B 31/112, B24B 37/02, B24B 5/06
Мітки: деталей, фінішної, обробки, циліндричних, високолегованих, спосіб, композитів, отворів, магнітно-абразивної, поверхонь
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Макаров Артем Сергійович, Мельник Олена Олексіївна, Острик Деніс Вікторович, Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: нікелю, спосіб, поверхонь, магнітно-абразивної, циліндричних, отворів, обробки, фінішної, високолегованих, деталей, основі, сплавів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Попередній патент: Спосіб виробництва комбікорму для риб, переважно для акваріумних риб
Наступний патент: Пристрій підвищення точності обліку і контролю електроенергії
Випадковий патент: Комбінація активних речовин для боротьби з небажаними тваринними шкідниками