Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна
Формула / Реферат
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий інструмент додатково переміщують за круговою траєкторією, причому траєкторія осі робочого інструменту зміщена на відстань від поверхні отвору, що складає суму величин робочого зазору та радіуса робочого інструменту, розмір робочого зазору складає 0,05-0,20 мм, а розмір зерен феромагнітного абразивного порошку - 5-50 мкм, робочий інструмент обертають навколо своєї осі зі швидкістю 10-15 м/с, вздовж кругової траєкторії зі швидкістю 1-5 м/хв., а вздовж осі циліндричного отвору деталі йому додатково надають поздовжньо-зворотні рухи зі швидкістю 200-350 мм/хв.
Текст
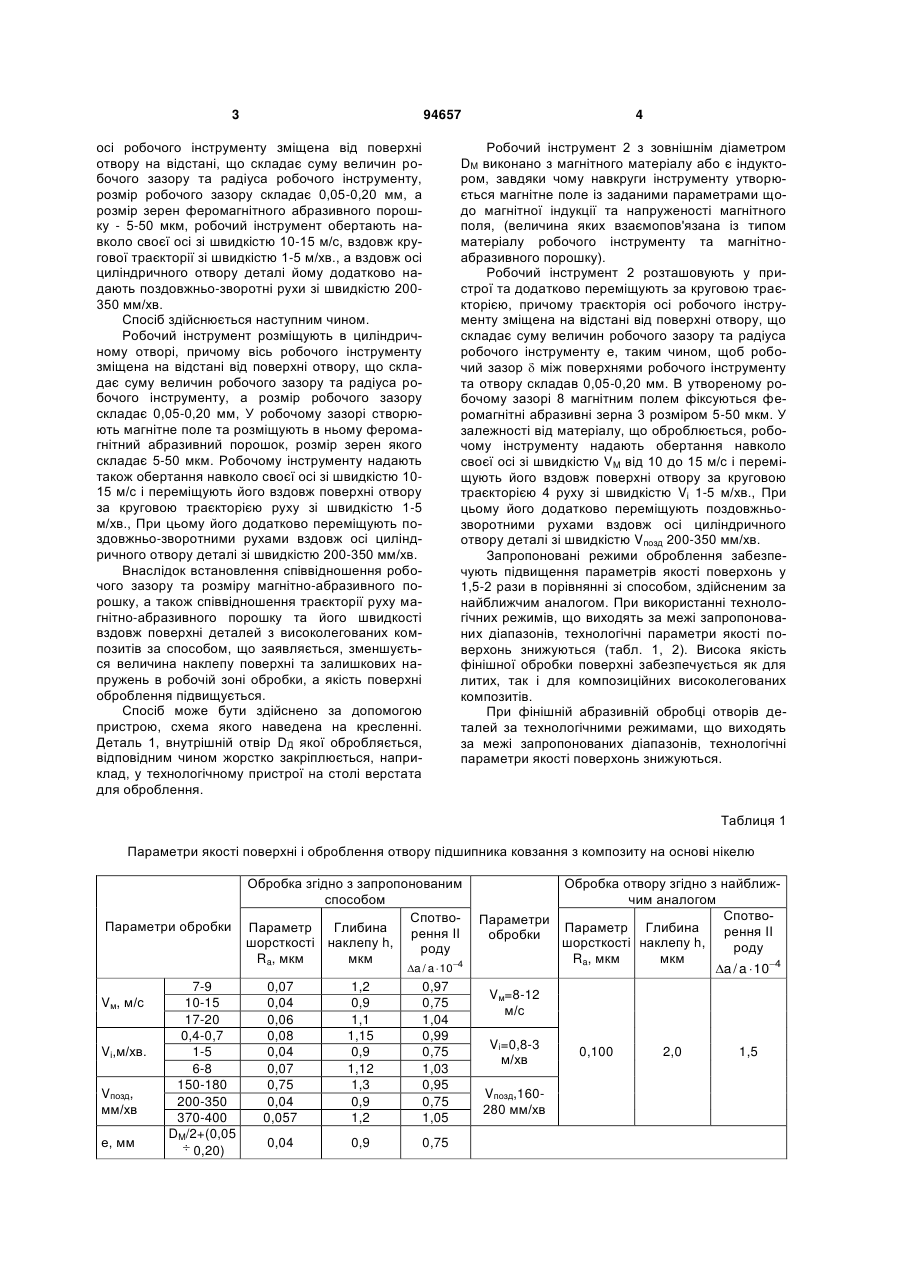
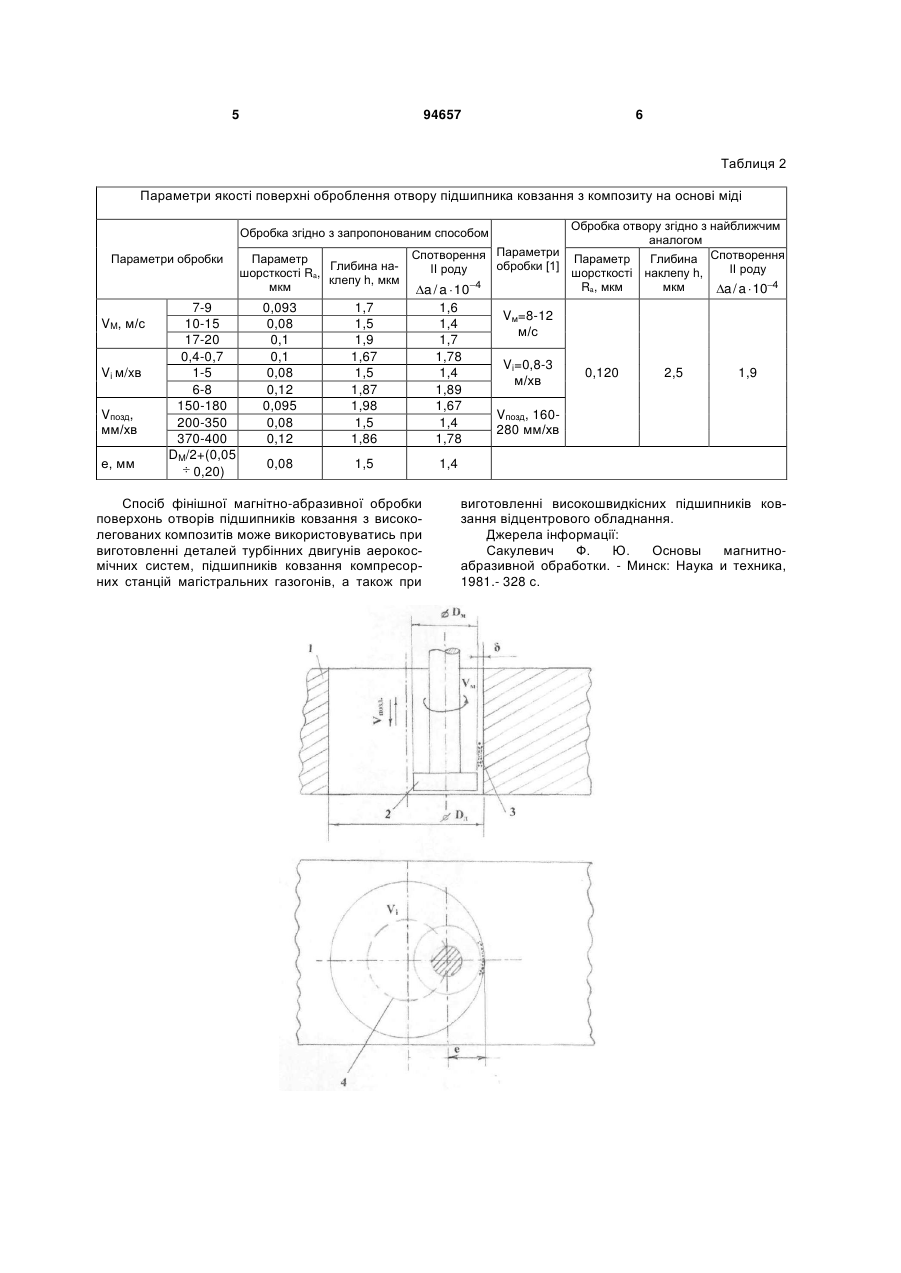
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з висо C2 2 (19) 1 3 94657 осі робочого інструменту зміщена від поверхні отвору на відстані, що складає суму величин робочого зазору та радіуса робочого інструменту, розмір робочого зазору складає 0,05-0,20 мм, а розмір зерен феромагнітного абразивного порошку - 5-50 мкм, робочий інструмент обертають навколо своєї осі зі швидкістю 10-15 м/с, вздовж кругової траєкторії зі швидкістю 1-5 м/хв., а вздовж осі циліндричного отвору деталі йому додатково надають поздовжньо-зворотні рухи зі швидкістю 200350 мм/хв. Спосіб здійснюється наступним чином. Робочий інструмент розміщують в циліндричному отворі, причому вісь робочого інструменту зміщена на відстані від поверхні отвору, що складає суму величин робочого зазору та радіуса робочого інструменту, а розмір робочого зазору складає 0,05-0,20 мм, У робочому зазорі створюють магнітне поле та розміщують в ньому феромагнітний абразивний порошок, розмір зерен якого складає 5-50 мкм. Робочому інструменту надають також обертання навколо своєї осі зі швидкістю 1015 м/с і переміщують його вздовж поверхні отвору за круговою траєкторією руху зі швидкістю 1-5 м/хв., При цьому його додатково переміщують поздовжньо-зворотними рухами вздовж осі циліндричного отвору деталі зі швидкістю 200-350 мм/хв. Внаслідок встановлення співвідношення робочого зазору та розміру магнітно-абразивного порошку, а також співвідношення траєкторії руху магнітно-абразивного порошку та його швидкості вздовж поверхні деталей з високолегованих композитів за способом, що заявляється, зменшується величина наклепу поверхні та залишкових напружень в робочій зоні обробки, а якість поверхні оброблення підвищується. Спосіб може бути здійснено за допомогою пристрою, схема якого наведена на кресленні. Деталь 1, внутрішній отвір DД якої обробляється, відповідним чином жорстко закріплюється, наприклад, у технологічному пристрої на столі верстата для оброблення. 4 Робочий інструмент 2 з зовнішнім діаметром DM виконано з магнітного матеріалу або є індуктором, завдяки чому навкруги інструменту утворюється магнітне поле із заданими параметрами щодо магнітної індукції та напруженості магнітного поля, (величина яких взаємопов'язана із типом матеріалу робочого інструменту та магнітноабразивного порошку). Робочий інструмент 2 розташовують у пристрої та додатково переміщують за круговою траєкторією, причому траєкторія осі робочого інструменту зміщена на відстані від поверхні отвору, що складає суму величин робочого зазору та радіуса робочого інструменту е, таким чином, щоб робочий зазор між поверхнями робочого інструменту та отвору складав 0,05-0,20 мм. В утвореному робочому зазорі 8 магнітним полем фіксуються феромагнітні абразивні зерна 3 розміром 5-50 мкм. У залежності від матеріалу, що оброблюється, робочому інструменту надають обертання навколо своєї осі зі швидкістю VM від 10 до 15 м/с і переміщують його вздовж поверхні отвору за круговою траєкторією 4 руху зі швидкістю Vі 1-5 м/хв., При цьому його додатково переміщують поздовжньозворотними рухами вздовж осі циліндричного отвору деталі зі швидкістю Vпозд 200-350 мм/хв. Запропоновані режими оброблення забезпечують підвищення параметрів якості поверхонь у 1,5-2 рази в порівнянні зі способом, здійсненим за найближчим аналогом. При використанні технологічних режимів, що виходять за межі запропонованих діапазонів, технологічні параметри якості поверхонь знижуються (табл. 1, 2). Висока якість фінішної обробки поверхні забезпечується як для литих, так і для композиційних високолегованих композитів. При фінішній абразивній обробці отворів деталей за технологічними режимами, що виходять за межі запропонованих діапазонів, технологічні параметри якості поверхонь знижуються. Таблиця 1 Параметри якості поверхні і оброблення отвору підшипника ковзання з композиту на основі нікелю Параметри обробки Обробка згідно з запропонованим способом СпотвоПараметр Глибина рення II шорсткості наклепу h, роду Ra, мкм мкм 4 a / a 10 Vм, м/с Vі,м/хв. Vпозд, мм/хв е, мм 7-9 10-15 17-20 0,4-0,7 1-5 6-8 150-180 200-350 370-400 DM/2+(0,05 0,20) 0,07 0,04 0,06 0,08 0,04 0,07 0,75 0,04 0,057 1,2 0,9 1,1 1,15 0,9 1,12 1,3 0,9 1,2 0,97 0,75 1,04 0,99 0,75 1,03 0,95 0,75 1,05 0,04 0,9 0,75 Обробка отвору згідно з найближчим аналогом СпотвоПараметри Параметр Глибина рення II обробки шорсткості наклепу h, роду Ra, мкм мкм a / a 104 Vм=8-12 м/с Vi=0,8-3 м/хв Vпозд,160280 мм/хв 0,100 2,0 1,5 5 94657 6 Таблиця 2 Параметри якості поверхні оброблення отвору підшипника ковзання з композиту на основі міді Обробка отвору згідно з найближчим аналогом Спотворення Параметри Параметр Параметр Глибина Спотворення обробки [1] Глибина наII роду ІІ роду шорсткості Ra, шорсткості наклепу h, клепу h, мкм мкм Ra, мкм мкм a / a 104 a / a 104 Обробка згідно з запропонованим способом Параметри обробки VM, м/с Vi м/xв Vпозд, мм/хв е, мм 7-9 10-15 17-20 0,4-0,7 1-5 6-8 150-180 200-350 370-400 DM/2+(0,05 0,20) 0,093 0,08 0,1 0,1 0,08 0,12 0,095 0,08 0,12 1,7 1,5 1,9 1,67 1,5 1,87 1,98 1,5 1,86 1,6 1,4 1,7 1,78 1,4 1,89 1,67 1,4 1,78 0,08 1,5 1,4 Спосіб фінішної магнітно-абразивної обробки поверхонь отворів підшипників ковзання з високолегованих композитів може використовуватись при виготовленні деталей турбінних двигунів аерокосмічних систем, підшипників ковзання компресорних станцій магістральних газогонів, а також при Vм=8-12 м/с Vi=0,8-3 м/хв 0,120 2,5 1,9 Vпозд, 160280 мм/хв виготовленні високошвидкісних підшипників ковзання відцентрового обладнання. Джерела інформації: Сакулевич Ф. Ю. Основы магнитноабразивной обработки. - Минск: Наука и техника, 1981.- 328 с. 7 Комп’ютерна верстка А. Крижанівський 94657 8 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for magnetic abrasive surface finishing cylindrical holes of parts from high-alloyed composite materials
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Melnyk Olena Oleksiivna, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСпособ финишной магнитно-абразивной обработки поверхностей цилиндрических отверстий деталей из высоколегированных композитов
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Мельник Елена Алексеевна, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B24B 5/06, B24B 37/02, B24B 31/112
Мітки: обробки, поверхонь, високолегованих, фінішної, спосіб, композитів, магнітно-абразивної, циліндричних, отворів, деталей
Код посилання
<a href="https://ua.patents.su/4-94657-sposib-finishno-magnitno-abrazivno-obrobki-poverkhon-cilindrichnikh-otvoriv-detalejj-z-visokolegovanikh-kompozitiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів</a>
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: поверхонь, високолегованих, циліндричних, обробки, фінішної, спосіб, деталей, композитів, магнітно-абразивної, отворів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Губар Павло Олексійович, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
МПК: G11B 5/127
Мітки: поверхонь, циліндричних, сплавів, деталей, основі, обробки, магнітно-абразивної, нікелю, магнітном'яких, отворів, високолегованих, спосіб, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: зовнішніх, нікелевих, деталей, спосіб, профільних, абразивної, сплавів, обробки, поверхонь, фінішної
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів
Номер патенту: 40050
Опубліковано: 25.03.2009
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: надтонкої, абразивної, спосіб, циліндричних, поверхонь, нікелевих, сплавів, обробки, деталей
Формула / Реферат:
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітних сплавів виконують за такими режимами різання: швидкість оброблення деталі - Vд=45-60 м/хв., поздовжня швидкість - Vп=0,3-0,5 м/хв., довжина робочого зазору між магнітом і...
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів
Номер патенту: 39728
Опубліковано: 10.03.2009
Автори: Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна
МПК: B23P 9/00
Мітки: деталей, поверхонь, сплавів, обробки, плоских, абразивної, прецизійної, спосіб, нікелевих
Формула / Реферат:
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітно-м'яких матеріалів виконують з такими режимами різання: поздовжня швидкість деталі Vп=2-10 м/хв., довжина робочого зазору між магнітом і деталлю 1,0-1,2 мм, зернистість абразивного порошку...
Попередній патент: Високовольтний вимірювальний трансформатор напруги
Наступний патент: Муфта пружна
Випадковий патент: Спосіб з'єднання виробу із гігроскопічного будівельного матеріалу з іншим виробом