Валок для валкової розливки-прокатки металу
Номер патенту: 104950
Опубліковано: 25.03.2014
Автори: Данченко Валентин Миколайович, Огінський Йосип Кузьмич, Головко Олександр Миколайович, Гридін Олександр Юрійович







Формула / Реферат
1. Валок для валкової розливки-прокатки металу, що включає бандаж, привідний циліндричний вал з кінцевими опорними шийками, розміщеними в підшипниках, який має канали з відведенням охолоджуючої води через центральну осьову порожнину вала з його непривідного боку, який відрізняється тим, що на валу з боків опорних шийок за допомогою різьбових елементів розташовані ступінчасті кільця для установки бандажа з утворенням між ним і зовнішньою циліндричною поверхнею вала кільцевої порожнини, а з боку вільних торців кілець встановлено по одному фланцю, в торцевих поверхнях яких, звернених до бандажа, виконані кільцеві концентричні поглиблення, в крайніх поглибленнях яких розміщені кільцеві торцеві ущільнення, що утворюють кільцеві порожнини, які поєднані щонайменше з одним патрубком з кожної сторони бандажа.
2. Валок для валкової розливки-прокатки металу за п. 1, який відрізняється тим, що на валу розміщена втулка з радіальними отворами, що поєднана нерухомо з валом таким чином, що отвори втулки і радіальні отвори вала співпадають.
3. Валок для валкової розливки-прокатки металу за п. 2, який відрізняється тим, що втулка виконана ступінчастою із фланцем, який своїм внутрішнім торцем опертий на один з торців бандажа, а з боку другого торця бандажа встановлене ступінчасте кільце, з'єднане зі втулкою за допомогою різьбових елементів таким чином, що між відповідними циліндричними поверхнями втулки і бандажа є кільцева порожнина.
4. Валок для валкової розливки-прокатки металу за п. 2, який відрізняється тим, що у валу на поверхні, зверненої до втулки, у місцях виходу радіальних отворів на внутрішню поверхню втулки виконані кільцеві поглиблення.
5. Валок для валкової розливки-прокатки металу за п. 1, який відрізняється тим, що щонайменше один з фланців виконаний з можливістю переміщення вздовж осі обертання валка, для чого в парі подушка-фланець розташовані елементи поздовжнього регулювання фланця, наприклад, у вигляді гвинтових пар.
6. Валок для валкової розливки-прокатки металу за п. 1 або 3, який відрізняється тим, що в ступінчатих кільцях або в кільці і фланцевій ділянці втулки виконано щонайменше по два наскрізних отвори, що поєднані з патрубками і розташовані на рівних відстанях відносно осі вала.
Текст
Реферат: Винахід належить до металургійної та машинобудівної галузей промисловості. Валок для валкової розливки-прокатки металу включає бандаж, привідний циліндричний вал з кінцевими опорними шийками, розміщеними в підшипниках, який має канали з відведенням охолоджуючої води через центральну осьову порожнину вала з його непривідного боку, причому на валу валка з боків опорних шийок за допомогою різьбових елементів розташовані ступінчасті кільця для установки бандажа з утворенням між ним і зовнішньою циліндричною поверхнею вала кільцевої порожнини, а з боку вільних торців кілець встановлено по одному фланцю, в торцевих поверхнях яких, звернених до бандажа, виконані кільцеві концентричні поглиблення, в крайніх поглибленнях яких розміщені кільцеві торцеві ущільнення, що утворюють кільцеві порожнини, які поєднані щонайменше з одним патрубком з кожної сторони бандажа. Винахід підвищує точність штаб, що виготовляються, та показники пластичності та міцності штаб. UA 104950 C2 (12) UA 104950 C2 UA 104950 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до процесів розливки та обробки металів тиском, зокрема до поєднаного процесу розливки-прокатки у двовалковому кристалізаторі з валками, що обертаються, і може бути застосований в металургійній та машинобудівній галузях промисловості. Відома конструкція валка для розливки плоских штаб, що складається з привідного циліндричного вала, який має отвори для підведення і відведення охолоджуючої води і як мінімум одного бандажа [Liu J.C., T.R. Creech. Caster roll. United States Patent US 6,892,793 B2, May 17, 2005]. Однак, зазначена конструкція характеризується наявністю великої кількості охолоджуючих каналів, розташованих в осьовому і радіальному напрямку, а також під кутом до осі вала, що вимагає високої точності виготовлення, причому наявність обмеженого числа подовжніх охолоджуючих каналів призводить до нерівномірного розподілу температури в тілі бандажа і, як наслідок, зниження якості штаб, що виробляються. Найбільш близьким аналогом пристрою, що заявляється, є валок для валкової розливки металу, що включає бандаж, привідний циліндричний вал з кінцевими опорними шийками, розміщеними в підшипниках, який має поздовжні і радіальні канали, з відводом охолоджуючої води через центральну осьову порожнину вала [Fukase Η., Kuwano H., Kato H. Feeding strip material. United States Patent US 6,533,023 B2, Mar 18, 2003]. Недоліком конструкції валка, вибраного за найближчий аналог, є те, що циркуляція води для охолодження внутрішньої поверхні бандажа здійснюється через окремі вузькі циліндричні канали, форма яких не сприяє інтенсивному перемішуванню рідини, а наближає характер її течії до ламінарного, що призводить до зменшення тепловідводу від бандажа. Крім того, підведення води організовано з одного боку валка через єдину порожнину, що не дає можливості регулювати інтенсивність охолодження в осьовому і тангенціальному напрямках і призводить до виникнення температурного градієнта по ширині штаби, що в кінцевому підсумку може викликати викривлення її геометричних розмірів (скривлення і поперечна різнотовщинність), анізотропію її механічних властивостей, а також термічні напруження і нерівномірний знос бандажа. В основу винаходу поставлена задача підвищення точності штаб, що виготовляються, по товщині та серпоподібності, а також підвищення показників пластичності і міцності штаб. Технічний результат полягає в удосконаленні конструкції валка, яке забезпечує рівномірність та інтенсифікацію тепловідбору на контакті бандажа з охолоджуючої водою та можливість його регулювання як в осьовому, так і в тангенціальному напрямках. Перемішування охолоджуючої рідини в кільцевій порожнині від дії різноспрямованих потоків дозволяє підвищити коефіцієнт тепловіддачі на контакті бандажа з водою, що призводить до збільшення тепловідбору від металу, що розливається, до валка і розширює технологічні можливості установки валкової розливки-прокатки металевих штаб. Поставлена задача вирішується тим що на валу з боків опорних шийок за допомогою різьбових елементів розташовані ступінчасті кільця для установки бандажа з утворенням між ним і зовнішньою циліндричною поверхнею вала кільцевої порожнини, а з боку вільних торців кілець встановлено по одному фланцю, в торцевих поверхнях яких, звернених до бандажа, виконані кільцеві концентричні поглиблення, в крайніх поглибленнях яких розміщені кільцеві торцеві ущільнення, що утворюють кільцеві порожнини, які поєднані щонайменше з одним патрубком з кожної сторони бандажа. На валу може бути розміщена втулка з радіальними отворами, що поєднана нерухомо з валом таким чином, що отвори втулки і радіальні отвори вала співпадають. Втулка може бути виконана ступінчастою із фланцем, який своїм внутрішнім торцем опертий на один з торців бандажа, а з боку другого торця бандажа встановлене ступінчасте кільце, з'єднане зі втулкою за допомогою різьбових елементів таким чином, що між відповідними циліндричними поверхнями втулки і бандажа є кільцева порожнина. У валу на поверхні, зверненої до втулки, у місцях виходу радіальних отворів на внутрішню поверхню втулки можуть бути виконані кільцеві поглиблення. Щонайменше один з фланців може бути виконаний з можливістю переміщення вздовж осі обертання валка, для чого в парі подушкафланець розташовані елементи поздовжнього регулювання фланця, наприклад, у вигляді гвинтових пар. В ступінчатих кільцях або в кільці і фланцевій ділянці втулки може бути виконано щонайменше по два наскрізних отвори, що поєднані з патрубками і розташовані на рівних відстанях відносно осі вала. Конструкція валка для розливки-прокатки металу, що пропонується, забезпечує більш рівномірне та інтенсивне охолодження внутрішньої поверхні бандажа валка за рахунок того, що контакт бандажа з охолоджуючою водою здійснюється по всій його внутрішній поверхні, а підведення охолоджуючої води в кільцеву порожнину з обох торців валка через одне або більше отворів на кожному з торців забезпечує інтенсивне перемішування її шарів. Вибір кількості та місця розташування торцевих отворів, а також варіювання витрати поданої через них 1 UA 104950 C2 5 10 15 20 25 30 35 40 45 50 55 охолоджувальної води дає можливість регулювати інтенсивність тепловідводу як вздовж осі бандажованого валка, так і в тангенціальному напрямку. Загальною ознакою для заявленого пристрою та найближчого аналога є те, що валок включає бандаж, привідний циліндричний вал з кінцевими опорними шийками, розміщеними в підшипниках, який має радіальні канали, а відведення охолоджуючої води здійснюється через центральну осьову порожнину вала з його непривідного боку. Відмінною ознакою є те, що на валу з боків опорних шийок за допомогою різьбових елементів розташовані ступінчасті кільця для установки бандажа з утворенням між ним і зовнішньою циліндричною поверхнею вала кільцевої порожнини, а з боку вільних торців кілець встановлено по одному фланцю, в торцевих поверхнях яких, звернених до бандажа, виконані кільцеві концентричні поглиблення, в крайніх поглибленнях яких розміщені кільцеві торцеві ущільнення, що утворюють кільцеві порожнини, які поєднані щонайменше з одним патрубком з кожної сторони бандажа. Суть винаходу пояснюється кресленнями, що зображено на фіг. 1 - загальний вигляд валка для розливки-прокатки металу в розрізі; фіг. 2 - загальний вигляд валка для розливки-прокатки металу в розрізі; фіг. 3 - загальний вигляд валка для розливки-прокатки металу в розрізі. Валок для валкової розливки-прокатки металу складається з привідного вала 1, який має глухий центральний осьовий отвір, поєднаний із наскрізними радіальними отворами меншого діаметра. Центральний осьовий отвір виконано з боку, протилежного до привідного кінця вала. В середній (вздовж осі валу) частині вал має максимальний діаметр, до цієї частини вала прилягають опорні шийки. З боку торців бандажа 4 встановлені ступінчасті кільця 2, поєднані з валом 1 різьбовими елементами 3. Відповідні циліндричні поверхні вала 1 і бандажа 4 утворюють замкнену кільцеву порожнину А. На опорних шийках вала 1 розміщені підшипники 6, які розташовуються в подушках 5. З боку вільних торців кілець 2 встановлено по одному фланцю 7. У подушках є наскрізні отвори, в яких розміщуються патрубки 9 і елементи поздовжнього регулювання 10 фланця 7. Елементи 10 можуть бути виконані у вигляді гвинтових пар, наприклад гвинтів, один з яких вкручений в отвір фланця 7, а другий - в отвір подушки 5. У торцевій поверхні кожного фланця 7, зверненої до бандажа, виконані кільцеві концентричні поглиблення. В крайніх кільцевих поглибленнях фланця 7 розміщені кільцеві торцеві ущільнення 8. Горцеві ущільнення 8 прилягають до зовнішньої поверхні ступінчастого кільця 3 і утворюють таким чином замкнуті кільцеві порожнини. У проміжках між крайніми поглибленнями фланця 7 виконано один або більше наскрізних різьбових отворів, в кожен з яких встановлено патрубок 9. На валу 1 може бути розміщена втулка 11 з радіальними отворами, яка поєднана нерухомо з валом. Втулка 11 має наскрізні радіальні отвори, осі яких співпадають з осями наскрізних отворів вала. На поверхні вала 1, яка звернена до втулки 11, у місцях виходу радіальних отворів можуть бути виконані кільцеві заглиблення. Втулка 11 з'єднана нерухомо з валом 1, наприклад, шляхом гарячої посадки або за допомогою шпонки 12. Замість ступінчастого кільця 2 з приводного боку валка частина втулки 11 може бути виконана зі збільшеним діаметром, утворюючи ступінчастий фланець, який своїм внутрішнім торцем спирається на один з торців бандажа 4. З боку другого торця бандажа 4 встановлено ступінчасте кільце 2. Пристрій працює таким чином. Перед і під час розливки-прокатки вал 1 приводиться в обертання разом з закріпленими на ньому ступінчастими кільцями 2, різьбовими елементами 3, шпонкою 12 і бандажем 4. Подушки 5, фланці 7 з торцевими ущільненнями 8, елементи поздовжнього регулювання фланця 10 і патрубки 9 розташовані нерухомо. Вал 1 у зборі з елементами 2, 3, 4 і 11 обертається в підшипниках 7. В разі використання втулки 11, вона обертається разом із валом 1, на якому закріплена. Охолоджуюча вода надходить через патрубки 9 і наскрізні отвори фланців 7 в кільцеву порожнину А, утворену внутрішньою поверхнею бандажа 4 і зовнішньою поверхнею вала 1, або втулки 11. За час проходження через кільцеву порожнину А вода охолоджує внутрішню поверхню бандажа 4 і відводиться через радіальні отвори вала 1 та/або співвісні з ними радіальні втулки 11 в центральний осьовий отвір вала 1, звідки видаляється з вузла, що розглядається, – валка для валкової розливки-прокатки металу. Наявність кільцевої порожнини А між внутрішньою поверхнею бандажа і зовнішньою поверхнею вала 1 або втулки 11 дозволяє у декілька разів підвищити коефіцієнт тепловіддачі і тепловий поток від бандажа, який контактує з гарячим металом, у порівнянні з аналогами, в яких використовується серія каналів у бандажі або валу. 2 UA 104950 C2 5 10 15 20 Наявність незалежного підводу води через патрубки 9 з обох торців кільцевої порожнини А дозволяє встановлювати різну витрату води в тангенціальному або осьовому напрямах, регулюючи інтенсивність відводу тепла і, відповідно, температурне поле у бандажі 4. Оптимізація охолодження бандажа в тангенціальному напряму дозволяє збільшувати довжину зони пластичної деформації, що забезпечує отримання готових штаб з кращими механічними характеристиками, зокрема, підвищеними значеннями відносного подовження та границі текучості. Регулювання потоку охолоджуючої води в осьовому напряму дозволяє контролювати товщину штаби по ширині, зменшуючи серпоподібність. Переміщення гвинтових пар 10 вздовж осі валка дозволяє регулювати положення фланців 7 щодо вала 1, що дає можливість регулювання притиснення кільцевих ущільнень 8 до і ступінчастих кілець 2 і/або фланця ступінчастої втулки 11, а також регулювання положення втулки 11 щодо вала 1. Виконання в місцях виходу радіальних отворів на зовнішню поверхню ступінчастої втулки 11 кільцевих канавок дозволяє нівелювати можливу неспіввісність радіальних отворів втулки 11 і вала 1. Розміщення втулки 11 на валу 1 дозволяє змінювати об'єм кільцевої порожнини А шляхом використання втулок різного зовнішнього діаметра, а не шляхом заміни вала. Це забезпечує зменшення парку інструменту па виробництві. Винахід, що заявляється, ґрунтується па теоретичних розрахунках, підтверджених експериментальними даними, може бути багаторазово відтворено у виробництві. Отже, винахід відповідає критерію "промислова придатність". ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 1. Валок для валкової розливки-прокатки металу, що включає бандаж, привідний циліндричний вал з кінцевими опорними шийками, розміщеними в підшипниках, який має канали з відведенням охолоджуючої води через центральну осьову порожнину вала з його непривідного боку, який відрізняється тим, що на валу з боків опорних шийок за допомогою різьбових елементів розташовані ступінчасті кільця для установки бандажа з утворенням між ним і зовнішньою циліндричною поверхнею вала кільцевої порожнини, а з боку вільних торців кілець встановлено по одному фланцю, в торцевих поверхнях яких, звернених до бандажа, виконані кільцеві концентричні поглиблення, в крайніх поглибленнях яких розміщені кільцеві торцеві ущільнення, що утворюють кільцеві порожнини, які поєднані щонайменше з одним патрубком з кожної сторони бандажа. 2. Валок для валкової розливки-прокатки металу за п. 1, який відрізняється тим, що на валу розміщена втулка з радіальними отворами, що поєднана нерухомо з валом таким чином, що отвори втулки і радіальні отвори вала співпадають. 3. Валок для валкової розливки-прокатки металу за п. 2, який відрізняється тим, що втулка виконана ступінчастою із фланцем, який своїм внутрішнім торцем опертий на один з торців бандажа, а з боку другого торця бандажа встановлене ступінчасте кільце, з'єднане зі втулкою за допомогою різьбових елементів таким чином, що між відповідними циліндричними поверхнями втулки і бандажа є кільцева порожнина. 4. Валок для валкової розливки-прокатки металу за п. 2, який відрізняється тим, що у валу на поверхні, зверненої до втулки, у місцях виходу радіальних отворів на внутрішню поверхню втулки виконані кільцеві поглиблення. 5. Валок для валкової розливки-прокатки металу за п. 1, який відрізняється тим, що щонайменше один з фланців виконаний з можливістю переміщення вздовж осі обертання валка, для чого в парі подушка-фланець розташовані елементи поздовжнього регулювання фланця, наприклад, у вигляді гвинтових пар. 6. Валок для валкової розливки-прокатки металу за п. 1 або 3, який відрізняється тим, що в ступінчатих кільцях або в кільці і фланцевій ділянці втулки виконано щонайменше по два наскрізних отвори, що поєднані з патрубками і розташовані на рівних відстанях відносно осі вала. 3 UA 104950 C2 4 UA 104950 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюHrydin Oleksandr Yuriiovych, Ohynskyi Yosyp Kuzmych, Danchenko Valentyn Mykolaiovych, Holovko Oleksandr Mykolaiovych
Автори російськоюГридин Александр Юрьевич, Огинский Иосиф Кузьмич, Данченко Валентин Николаевич, Головко Александр Николаевич
МПК / Мітки
МПК: B21B 27/08, B21B 27/03, B22D 11/06
Мітки: розливки-прокатки, валок, металу, валкової
Код посилання
<a href="https://ua.patents.su/7-104950-valok-dlya-valkovo-rozlivki-prokatki-metalu.html" target="_blank" rel="follow" title="База патентів України">Валок для валкової розливки-прокатки металу</a>
Валок валкової дробарки

Номер патенту: 11787
Опубліковано: 25.12.1996
Автори: Лаєвський Фелікс Леонідович, Фішман Йосип Давидович, Лагода Володимир Дмитрович, Пахно Віктор Петрович
МПК: B02C 4/30
Мітки: валок, дробарки, валкової
Формула / Реферат:
1. Валок валковой дробилки, содержащий вал, барабаны и зафиксированные по их краям с помощью болтовых соединений дробящие сегменты, отличающийся тем, что, с целью повышения надежности и ремонтопригодности валка, он снабжен в местах болтовых соединений П-образными скобами, причем барабаны и дробящие сегменты выполнены с торцовыми смежными пазами и с переходящими в последние пазами на рабочей поверхности дробящих сегментов, а П-образные...
Валок валкової дробарки

Номер патенту: 11785
Опубліковано: 25.12.1996
Автори: Пахно Віктор Петрович, Лагода Володимир Дмитрович, Фішман Йосип Давидович, Лаєвський Фелікс Леонідович
МПК: B02C 4/30
Мітки: валок, валкової, дробарки
Формула / Реферат:
1 .Валок валковой дробилки по авт. св. № 1194489, отличающийся тем, что, с целью повышения надежности его в работе, каждая П-образная скоба снабжена по крайней мере одной жестко связанной с ней внутренней перегородкой, одна из поверхностей которой совмещена с боковой поверхностью этой скобы, а барабаны и сегменты выполнены с проемами для размещения перегородок.2.Валок по п. 1, отличающийся тем, что перегородка выполнена ступенчатой,...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Чуб Анатолій Васильович, Вольфович Георгій Вольфович, Більдін Констянтин Михайлович, Борисенко Юрій Миколайович, Островський Ігор Петрович, Кравченко Юрій Олексійович, Черкащенко Татяна Володимирівна, Сандульский Борис Степанович, Алпатов Євгеній Миколайович, Верещагін Олександр Давидович, Попов Марат Васильович, Ісаков Євген Борисович
МПК: B21B 21/02, B21B 21/00
Мітки: труб, прокатки, валок, холодної, стана
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Прокатний валок робочої кліті стана холодної прокатки труб
Номер патенту: 54197
Опубліковано: 25.10.2010
Автори: Гриневич Володимир Ігорович, Чуприна Дмитро Олегович
МПК: B21B 31/00, B21B 21/00
Мітки: робочої, прокатки, кліті, стана, прокатній, валок, холодної, труб
Формула / Реферат:
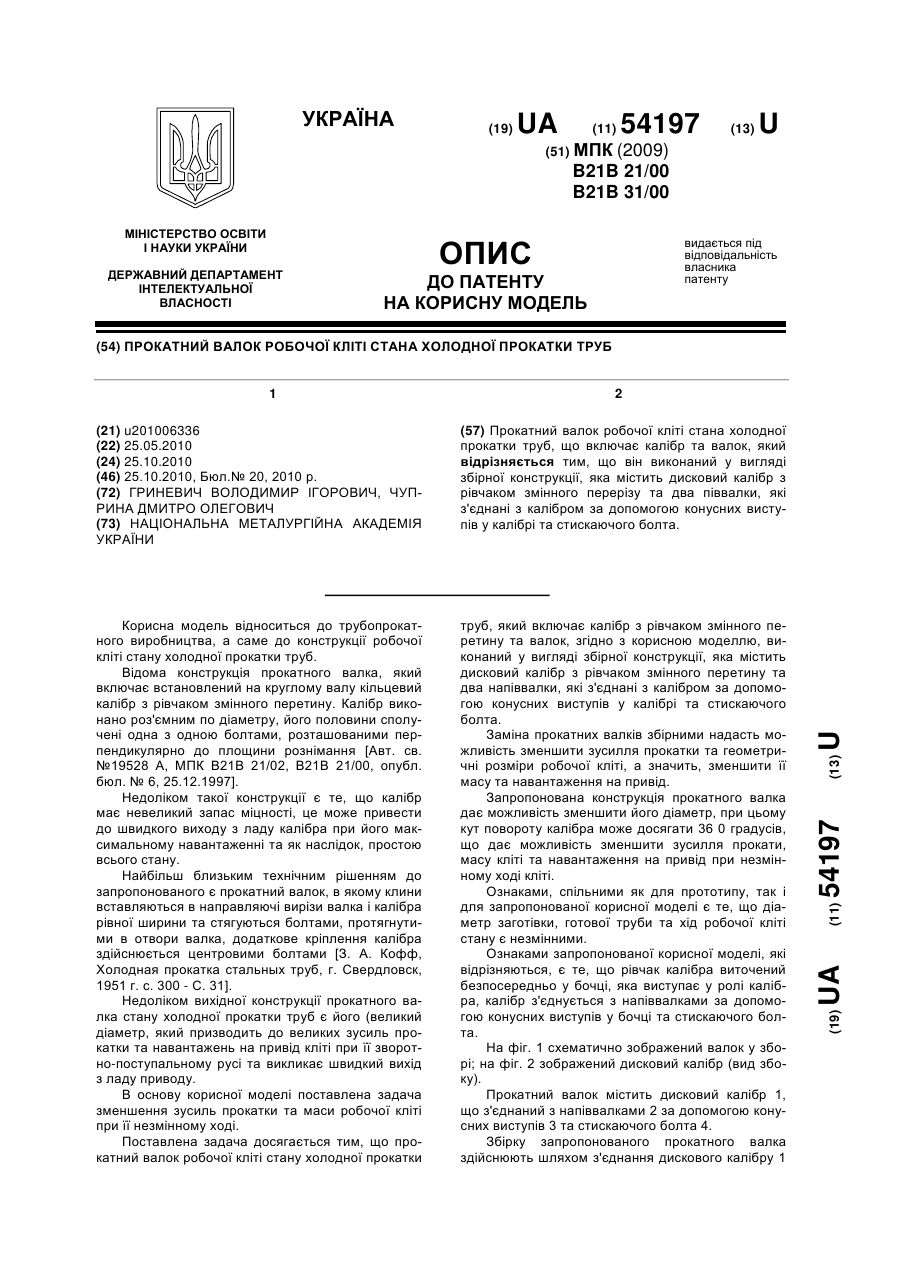
Прокатний валок робочої кліті стана холодної прокатки труб, що включає калібр та валок, який відрізняється тим, що він виконаний у вигляді збірної конструкції, яка містить дисковий калібр з рівчаком змінного перерізу та два піввалки, які з'єднані з калібром за допомогою конусних виступів у калібрі та стискаючого болта.
Валок дробарки
Номер патенту: 34171
Опубліковано: 25.07.2008
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: B02C 4/00
Формула / Реферат:
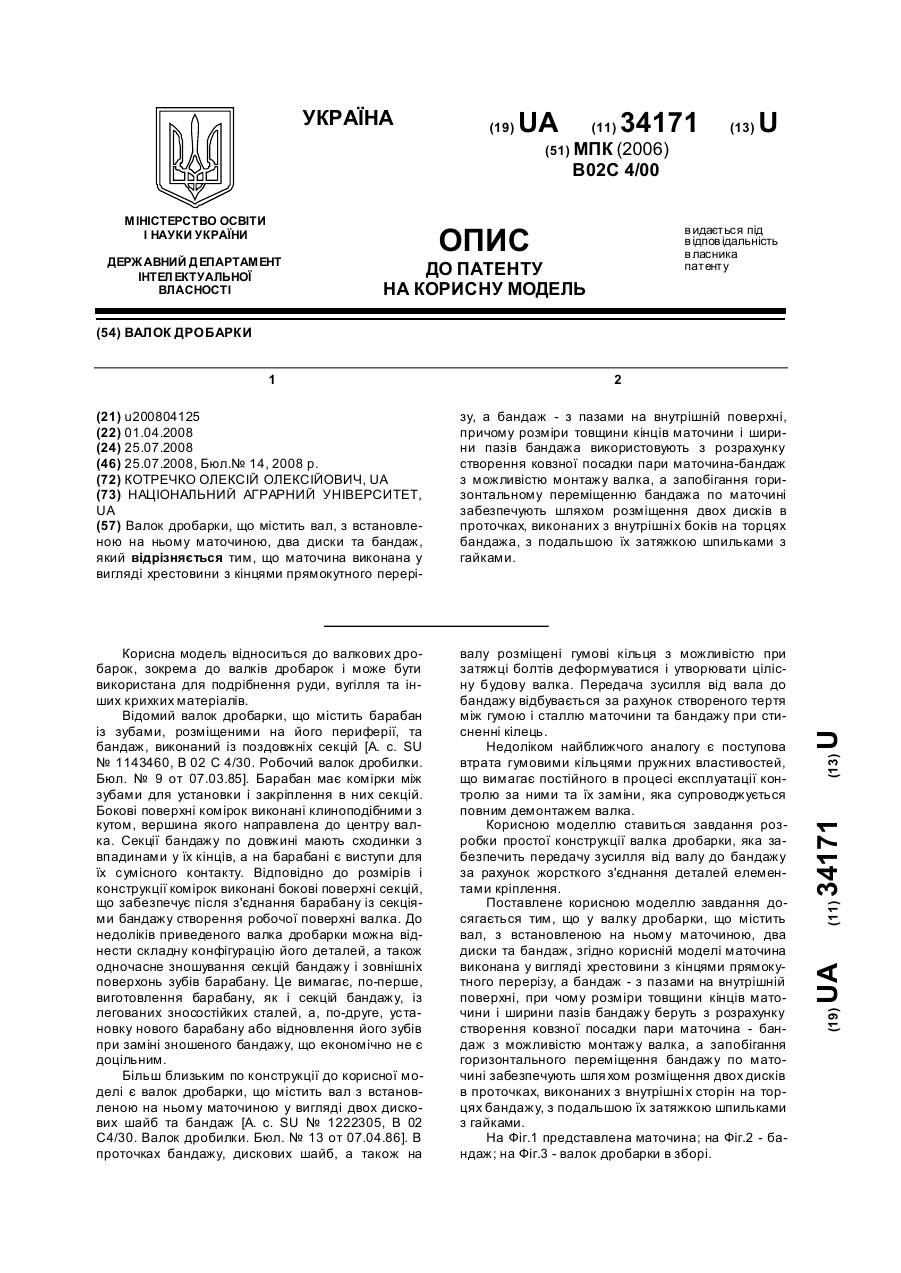
Валок дробарки, що містить вал, з встановленою на ньому маточиною, два диски та бандаж, який відрізняється тим, що маточина виконана у вигляді хрестовини з кінцями прямокутного перерізу, а бандаж - з пазами на внутрішній поверхні, причому розміри товщини кінців маточини і ширини пазів бандажа використовують з розрахунку створення ковзної посадки пари маточина-бандаж з можливістю монтажу валка, а запобігання горизонтальному переміщенню бандажа...
Попередній патент: Анкерне кріплення гірничої виробки
Наступний патент: Спосіб фотоакустичного дослідження зразків та пристрій для його здійснення
Випадковий патент: Подвійний дробовий контейнер