Система автоматизованого контролю безпеки виробництв
Номер патенту: 107315
Опубліковано: 25.05.2016
Автори: Сапожнікова Наталя Юріївна, Бочковський Андрій Петрович
Формула / Реферат
Система автоматизованого контролю безпеки виробництв, що містить сполучені між собою датчики руху, датчики деформації несучих конструкцій будівель та споруд, датчики деформації вібронавантажених вузлів технологічного обладнання, камери відеоспостереження, нормуючі перетворювачі, електронні термінали, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світлозвукові сигнальні пристрої і пристрої блокування безпеки виробничого обладнання, при цьому датчики руху, датчики деформації несучих конструкцій будівель та споруд і датчики деформації вібронавантажених вузлів технологічного обладнання сполучені з входами відповідних нормуючих перетворювачів, виходи яких сполучені з аналоговими входами керуючого мікропроцесорного пристрою, який сполучений з персональним комп'ютером, персональний комп'ютер сполучений з камерами відеоспостереження, електронним терміналом, установленим на прохідній підприємства, та з електронними терміналами, установленими на робочих місцях, дискретні виходи керуючого мікропроцесорного пристрою сполучені з входами підсилювачів сигналів, виходи другого, четвертого, шостого підсилювачів сигналу сполучені з пристроями блокування безпеки виробничого обладнання, а решта підсилювачів звукового сигналу сполучені із світлозвуковими сигнальними пристроями.
Текст
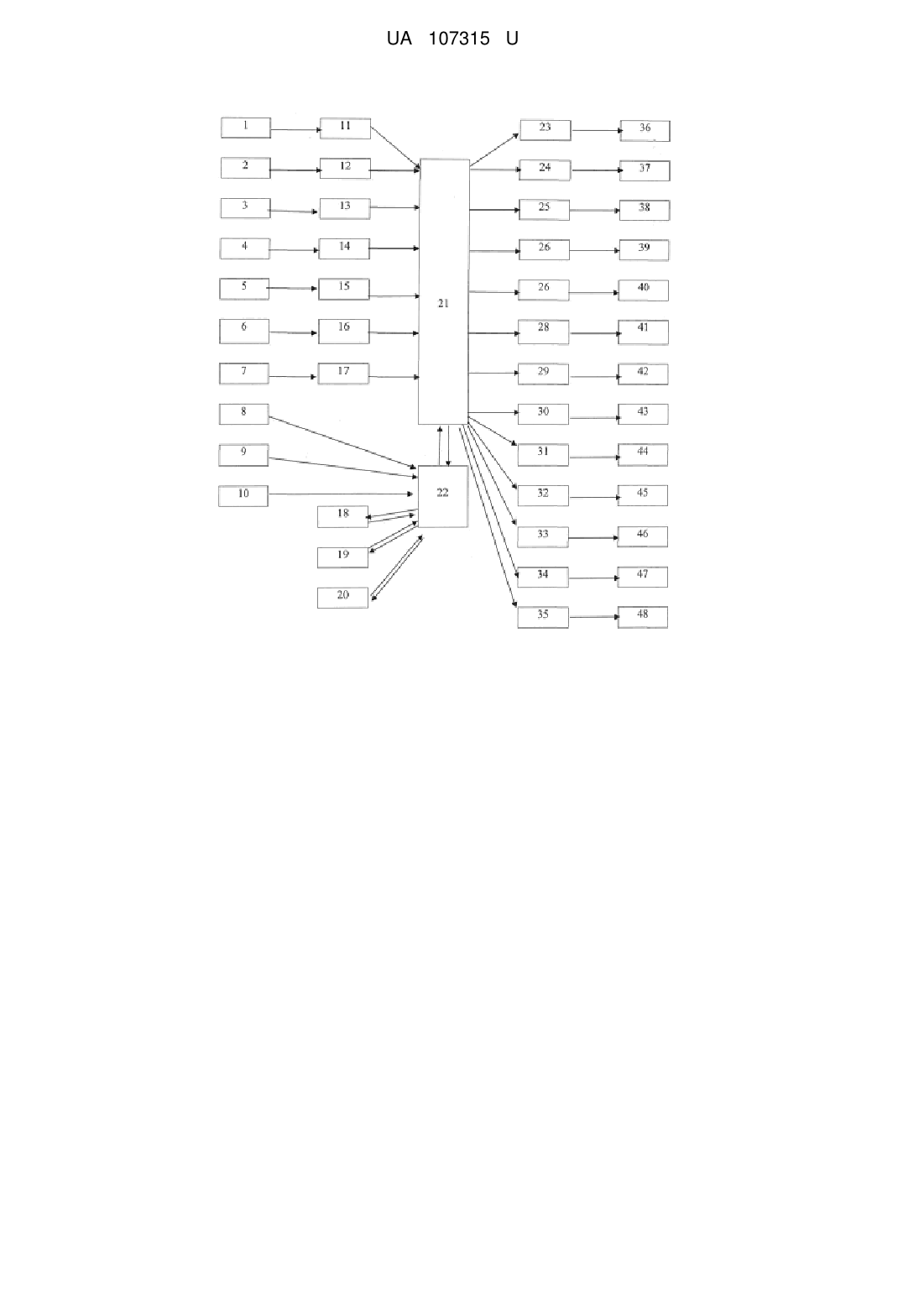
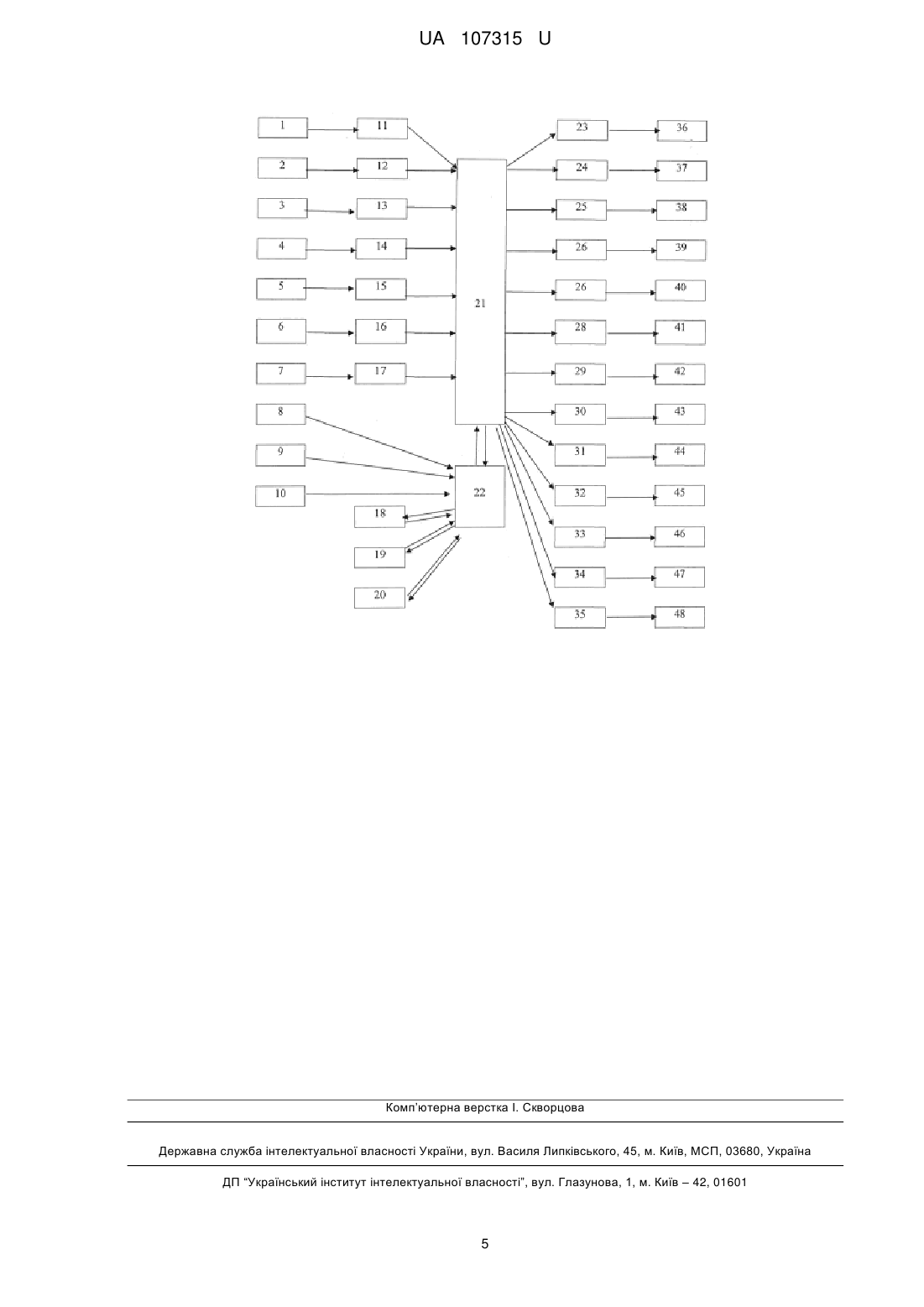
Реферат: Система автоматизованого контролю безпеки виробництв містить сполучені між собою датчики руху, датчики деформації несучих конструкцій будівель та споруд, датчики деформації вібронавантажених вузлів технологічного обладнання, камери відеоспостереження, нормуючі перетворювачі, електронні термінали, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світлозвукові сигнальні пристрої і пристрої блокування безпеки виробничого обладнання. При цьому зазначені датчики сполучені з нормуючими перетворювачами, які сполучені з керуючим мікропроцесорним пристроєм, який сполучений з персональним комп'ютером. Персональний комп'ютер сполучений з камерами відеоспостереження, електронним терміналом, установленим на прохідній підприємства, та з електронними терміналами, установленими на робочих місцях. Керуючий мікропроцесорний пристрій сполучений з підсилювачами сигналів, частина з яких сполучена з пристроями блокування безпеки виробничого обладнання, а решта - із світлозвуковими сигнальними пристроями. UA 107315 U (54) СИСТЕМА АВТОМАТИЗОВАНОГО КОНТРОЛЮ БЕЗПЕКИ ВИРОБНИЦТВ UA 107315 U UA 107315 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до всіх видів економічної діяльності. Згідно з усередненими даними Фонду соціального страхування, за останні 10 років в Україні понад 70 % нещасних випадків на виробництві відбулися через організаційні причини, 20 % через технічні і 10 % - через психофізіологічні причини. Найбільш розповсюдженими із зазначених груп причин є: 1) невиконання вимог інструкції з охорони праці (найчастіше - навмисне, свідоме); 2) незадовільний технічний стан будівель, споруд та обладнання (руйнування несучих конструкцій внаслідок їх повільної деформації та старіння); 3) особиста необережність потерпілого (безпосереднє потрапляння в небезпечну зону). З метою зниження ризиків виникнення виробничого травматизму та підвищення промислової безпеки на виробництві нами запропоновано систему автоматизованого контролю безпеки виробництв. Відома інформаційно-управляюча система комплексного контролю безпеки небезпечного виробничого об'єкта (див. патент Російської Федерації на винахід № 2536351), яка містить засоби отримання натурних даних технологічного процесу та екологічної обстановки ділянок небезпечного виробничого об'єкта в часі, зокрема: датчики концентрації парів рідкої небезпечної речовини в повітрі, датчики рівня і втрат рідкої небезпечної речовини на обладнанні передачі небезпечних речовин на технологічних дільницях, забезпечених пультами екстреного реагування, датчики концентрації парів рідкої небезпечної речовини в повітрі, датчики рівня, втрат і температури рідкої небезпечної речовини, розміщені на ділянках зберігання, датчики концентрації парів рідкої небезпечної речовини в повітрі, датчики рівня і втрат рідкої небезпечної речовини та відеокамери, розміщені на вантажно-розвантажувальних естакадах, програмовані комутатори, до входів яких підключені згадані датчики, а виходи через маршрутизатори первинної інформації пов'язані з візуальними табло даних технологічного процесу та екологічної обстановки і з локальними технологічними мережами ділянок зберігання, кожна з яких забезпечена автоматизованим робочим місцем майстра дільниці, виконаними з можливістю обліку поточного витрачання міжрегламентного і міжремонтного періоду периферійного обладнання, оцінки локального рівня безпеки і локальних керуючих впливів периферійного обладнання для забезпечення встановленого рівня безпеки, кожна з мереж ділянок через маршрутизатор ділянки підключена до єдиної технологічної мережі підприємства, пов'язаної через відеоконцентратор із згаданими відеокамерами, і через маршрутизатор адміністративної мережі - з адміністративною мережею, до якої підключені автоматизоване робоче місце майстра цеху, автоматизоване робоче місце служб цеху, сервер бази даних, і через центральний маршрутизатор до інформаційно-аналітичного центру підприємства, у складі якого знаходяться сервери інформаційно-аналітичних центрів локальних інформаційнокеруючих систем комплексного контролю безпеки небезпечного виробничого об'єкта для комплексної оцінки безпеки небезпечного виробництва за напрямками: безпека техпроцесу; безпека обладнання і екологічна безпека, а також чергово-диспетчерської служби підприємства, виконаними з можливістю різнорівневих локальних і централізованих керуючих впливів з одночасним інформуванням територіальних служб контролю надзвичайних ситуацій, при цьому всі маршрутизатори забезпечені єдиним програмним забезпеченням, а кожен маршрутизатор виконаний у вигляді мережного комп'ютера з можливістю передачі пакетів інформації від телеметричних комутаторів і суміжних маршрутизаторів. Але вказана система призначена для контролю лише окремих ділянок небезпечних виробництв, наприклад виробництва отрутохімікатів тощо. Вона вирішує іншу задачу іншим шляхом, а тому не може бути вибрана прототипом. З науково-технічної і патентної літератури невідомі системи автоматизованого контролю безпеки будь-яких виробництв, незалежно від їх специфічності. В основу корисної моделі поставлено задачу створити систему автоматизованого контролю безпеки виробництв, яка дозволить зменшити кількість випадків виробничого травматизму та професійних захворювань; сповіщати на ранніх стадіях про деформацію несучих конструкцій будівель, споруд, а також частин виробничого обладнання, які витримують значні динамічні (вібраційні) навантаження; попередити виникнення промислових аварій та катастроф; підвищити культуру праці на виробництві; удосконалити процес контролю за навчанням та підготовкою працівників з охорони праці та промислової безпеки. Поставлена задача вирішена системою автоматизованого контролю безпеки виробництв, що містить сполучені між собою датчики руху, датчики деформації несучих конструкцій будівель та споруд, датчики деформації вібронавантажених вузлів технологічного обладнання, камери відеоспостереження, нормуючі перетворювачі, електронні термінали, керуючий 1 UA 107315 U 5 10 15 20 25 30 35 40 45 50 55 60 мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світлозвукові сигнальні пристрої і пристрої блокування безпеки виробничого обладнання, при цьому датчики руху, датчики деформації несучих конструкцій будівель та споруд і датчики деформації вібронавантажених вузлів технологічного обладнання сполучені з входами відповідних нормуючих перетворювачів, виходи яких сполучені з аналоговими входами керуючого мікропроцесорного пристрою, який сполучений з персональним комп'ютером, персональний комп'ютер сполучений з камерами відеоспостереження, електронним терміналом, установленим на прохідній підприємства та з електронними терміналами, установленими на робочих місцях, дискретні виходи керуючого мікропроцесорного пристрою сполучені з входами підсилювачів сигналів, виходи другого, четвертого, шостого підсилювачів сигналу сполучені з пристроями блокування безпеки виробничого обладнання, а решта підсилювачів сигналу сполучені із світлозвуковими сигнальними пристроями. На кресленні зображена принципова схема системи автоматизованого контролю безпеки виробництв. Система автоматизованого контролю безпеки виробництв містить датчики руху 1, 2, 3, датчики деформації несучих конструкцій будівель та споруд 4, 5, датчики деформації вібронавантажених вузлів технологічного обладнання 6, 7, камери відеоспостереження 8, 9, 10, нормуючі перетворювачі 11, 12, 13, 14, 15, 16, 17, електронні термінали 18, 19, 20, керуючий мікропроцесорний пристрій (КМП) 21, персональний комп'ютер 22, підсилювачі сигналу 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, світлозвукові сигнальні пристрої 36, 38, 40, 42, 43, 44, 45, 46, 47, 48, пристрої блокування безпеки виробничого обладнання 37, 39, 41. Зазначені елементи системи сполучені між собою наступним чином: датчик руху 1 сполучений з входом нормуючого перетворювача 11, датчик руху 2 сполучений з входом нормуючого перетворювача 12, датчик руху 3 сполучений з входом нормуючого перетворювача 13. Датчик деформації несучих конструкцій будівель та споруд 4 сполучений з входом нормуючого перетворювача 14, датчик деформації несучих конструкцій будівель та споруд 5 сполучений з входом нормуючого перетворювача 15. Датчик деформації вібронавантажених вузлів технологічного обладнання 6 сполучений з входом нормуючого перетворювача 16, датчик деформації вібронавантажених вузлів технологічного обладнання 7 сполучений з входом нормуючого перетворювача 17. Камери відеоспостереження 8, 9, 10 і електронні термінали 18, 19, 20 сполучені з персональним комп'ютером 22. Виходи нормуючих перетворювачів 11, 12, 13, 14, 15, 16, 17 сполучені з аналоговими входами керуючого мікропроцесорного пристрою 21, який, в свою чергу, сполучений з входом та виходом персонального комп'ютера 22. Підсилювачі сигналів 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35 підключені до дискретних виходів керуючого мікропроцесорного пристрою 21 і до відповідних світлозвукових сигнальних пристроїв 36, 38, 40, 42, 43, 44, 45, 46, 47, 48 та пристроїв блокування безпеки виробничого обладнання 37, 39, 41. Система автоматизованого контролю безпеки виробництв працює наступним чином. Сигнали з датчиків руху 1, 2, 3, які установлені в небезпечних зонах виробничого приміщення, датчиків деформації несучих конструкцій будівель та споруд 4, 5, а також датчиків деформації вібронавантажених вузлів технологічного обладнання 6, 7, які витримують (або можуть витримувати) динамічне навантаження, через аналогові входи нормуючих перетворювачів 11, 12, 13, 14, 15, 16, 17, до яких вони підключені, надходять до аналогоцифророго перетворювача (АЦП), вбудованого в керуючий мікропроцесорний пристрій 21. Цифровий сигнал з виходу АЦП надходить до центрального процесорного пристрою керуючого мікропроцесорного пристрою 21 та обробляється. Вихідний сигнал надходить до відповідного дискретного виходу керуючого мікропроцесорного пристрою 21, проходить через підсилювач сигналу, наприклад 23, або всіх підсилювачів сигналу 23-32 та замикає/розмикає контакторні групи сигнального пристрою та/або пристрою блокування безпеки виробничого обладнання, наприклад світлозвуковий сигнальний пристрій 36, або світлозвукові сигнальні пристрої 36, 38, 40, 42, 43, 44, 45, 46, 47 і 48 та пристрої блокування безпеки виробничого обладнання 37, 39, 41. Інформація з камер відеоспостереження 8, 9, 10, які установлено на робочих місцях, передається в онлайн режимі на дисплей персонального комп'ютера 22. Оператор персонального комп'ютера 22 слідкує за ходом виробничого процесу і при невідповідності дій працівника вимогам інструкції з охорони праці та пожежної безпеки (ОП та ПБ) в ручному режимі подає світлозвукові сигнали на світлозвукові сигнальні пристрої 46, 47, які установлені на робочих місцях, та на світлозвуковий сигнальний пристрій 48, установлений на посту оперативного чергового з охорони праці, через підсилювачі сигналів 33, 34, 35. 2 UA 107315 U 5 10 15 20 25 30 35 40 45 50 55 60 За кожне таке порушення працівнику нараховується певна кількість штрафних балів. Сума штрафних балів, інформація про порушення працівником вимог інструкцій з ОП та ПБ протягом всього трудового стажу, відомості про терміни проходження інструктажів та спеціальних навчань з ОП та ПБ, результати перевірок знань з ОП та ПБ, терміни проходження планових медичних оглядів, а також регламентовані режими праці та відпочинку, з урахуванням умов праці, по кожному з працівників заносяться в загальну виробничу базу даних, яка розміщена на персональному комп'ютері 22. Кожний працівник підприємства має свою особисту магнітну картку, яка містить n-значний індикаційний код, що дозволяє зчитувати інформацію про її власника із загальної виробничої бази даних. Вхід до загальної виробничої бази здійснюється через електронний термінал 18, установлений на прохідній та електронні термінали 19, 20, які установлені на робочих місцях працівників. Особиста магнітна картка використовується як перепустка на територію підприємства та як електронний ключ від виробничого обладнання і устаткування на робочому місці працівника. Дані з загальної виробничої бази використовуються для проведення атестації працівників, з урахуванням зафіксованих системою порушень вимог з ОП та ПБ, до яких він вдавався за певний період свого трудового стажу; розробки індивідуальних модулів для навчання і проведення інструктажів працівників з ОП та ПБ. Матеріали з загальної виробничої бази також можуть бути використані під час обліку та розслідування нещасних випадків на виробництві. Одночасно з обробкою сигналів в керуючому мікропроцесорному пристрої 21, відбувається його взаємодія з персональним комп'ютером 22 через інтерфейс RS-232, а саме: відображається інформація про режими роботи камер відеоспостереження 8, 9, 10, датчиків руху 1, 2, 3, датчиків деформації несучих конструкцій будівель та споруд 4, 5, датчиків деформації вібронавантажених вузлів технологічного обладнання 6, 7, світло-звукових сигнальних пристроїв 36, 38, 40, 42, 43, 44, 45, 46, 47, 48, пристроїв блокування безпеки виробничого обладнання 37, 39, 41, електронних терміналів 18, 19, 20 (ввімкнено/вимкнено); відправляються команди, щодо зміни режиму роботи камер відеоспостереження 8, 9, 10, датчиків руху 1, 2, 3, датчиків деформації несучих конструкцій будівель та споруд 4, 5, датчиків деформації вібронавантажених вузлів технологічного обладнання 6, 7 та світлозвукових сигнальних пристроїв 36, 38, 40, 42, 43, 44, 45, 46, 47, 48, пристроїв блокування безпеки виробничого обладнання 37, 39, 41, електронних терміналів 18, 19, 20; обробляється та заноситься у загальну виробничу базу даних інформація щодо порушень вимог з ОП та ПБ, нарахування балів, необхідності проведення навчань та перевірок знань працівників, проходження медичних оглядів тощо; на основі занесеної до бази інформації, оперативно формуються індивідуальні навчальні модулі, які враховують обставини, що супроводжували порушення, особистість працівника (досвід, кваліфікацію), попередні порушення. Система постійно слідкує за небезпечними зонами у виробничому приміщенні, станом несучих конструкцій будівель і споруд, що піддаються динамічному (вібраційному) навантаженню та оперативно інформує про ризик виникнення небезпеки їх руйнування. Робота системи ілюструється прикладом контролю безпеки на м'ясокомбінаті. Система вмикається за одну годину до початку робочого дня (зміни). Працівник пред'являє свою особисту магнітну картку на електронному терміналі 18 при вході на територію підприємства, і система зчитує відповідну інформацію із загальної виробничої бази. Працівник пройшов повторний інструктаж на робочому місці (два дні тому назад), спеціальне навчання з ОП та ПБ (шість місяців тому назад), плановий медичний огляд (дев'ять місяців тому назад). Кількість штрафних балів за невиконання вимог з ОП та ПБ - 0. Система порівнює ці данні з нормативними: повторний інструктаж на робочому місці - один раз на шість місяців, спеціальне навчання з ОП та ПБ - один раз на три роки, плановий медичний огляд один раз на дванадцять місяців. На моніторі терміналу відображається "Доступ дозволено", і працівник може пройти через турнікет на територію підприємства. На своєму робочому місці, перед початком роботи, працівник повинен ввімкнути виробниче обладнання. Для цього він прикладає свою особисту магнітну картку до електронного терміналу 19, установленому на робочому місці. Система зчитує інформацію про працівника, і в діалоговому режимі пропонує прочитати йому інструкцію з охорони праці на робочому місці, а після цього дати відповіді на три тестові питання (за бажанням, він може одразу перейти до відповідей на тестові питання). Якщо працівник вибирає вірні варіанти відповідей на три тестові питання, система вмикає виробниче обладнання. В разі, якщо працівник вибирає одну невірну відповідь, система пропонує йому знов прочитати текст інструкції з охорони праці на робочому місці і ще раз 3 UA 107315 U 5 10 15 20 25 30 пройти тестування. Працівник, який вибирає дві або три не вірні відповіді, відсторонюється від роботи на термін проходження позачергового навчання та інструктажу з ОП та ПБ. Його магнітна картка блокується. Інформація з камери відеоспостереження 8, яку установлено на робочому місці оператора вовчку, передається в онлайн режимі на дисплей персонального комп'ютера 22. Працівник, побачивши сторонній предмет серед шматків м'яса, не відключаючи живлення машини та не піднімаючи решітки (при її піднятті спрацьовує автоматична система захисту, яка відмикає вовчок від мережі, намагається його вилучити. Це порушує вимоги інструкції з охорони праці. Оператор персонального комп'ютера, який слідкує за ходом виробничого процесу, в ручному режимі подає світлозвуковий сигнал на світлозвуковий сигнальний пристрій 46, установлений на робочому місці працівника, а також на світлозвуковий сигнальний пристрій 47, установлений на посту оперативного чергового з охорони праці. Датчик руху 1, який установлено під решіткою в бункері вовчка, фіксує рух, передає сигнал на світлозвуковий сигнальний пристрій 36 та на пристрій блокування безпеки вовчка 37. На дисплеї персонального комп'ютера 22 відображається наступна інформація: живлення вовчка - вимкнено, працівнику нараховано п'ять штрафних балів. Датчик руху 2, який установлено в зоні ножового вала та рухомої чаші кутера, не фіксує рухів в небезпечній зоні. Світлозвуковий сигнальний пристрій 38 і пристрій блокування безпеки виробничого обладнання 39 працюють в штатному режимі. Датчик деформації несучих конструкцій будівель та споруд 4, який установлено на несучій колонні біля кутера, фіксує відхилення від нульового значення. Інформація про це передається на керуючий мікропроцесорний пристрій 21 та персональний комп'ютер 22. В автоматичному режимі включається світлозвуковий сигнальний пристрій 42. Датчик деформації несучих конструкцій будівель та споруд 5, який розміщено біля преса механічного обваловування, не фіксує відхилень від нульового значення. Світлозвуковий сигнальний пристрій 43 працює в штатному режимі. Датчик деформації вібронавантажених вузлів технологічного обладнання 6, установлений на станині емульсітатора, не фіксує відхилень від нульового значення. Світлозвуковий сигнальний пристрій 44 працює у штатному режимі. По закінченні робочого дня (зміни) працівник, за допомогою особистої магнітної картки, вимикає обладнання на своєму робочому місці. Система вимикається автоматично через одну годину після закінчення робочого дня (зміни). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 Система автоматизованого контролю безпеки виробництв, що містить сполучені між собою датчики руху, датчики деформації несучих конструкцій будівель та споруд, датчики деформації вібронавантажених вузлів технологічного обладнання, камери відеоспостереження, нормуючі перетворювачі, електронні термінали, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світлозвукові сигнальні пристрої і пристрої блокування безпеки виробничого обладнання, при цьому датчики руху, датчики деформації несучих конструкцій будівель та споруд і датчики деформації вібронавантажених вузлів технологічного обладнання сполучені з входами відповідних нормуючих перетворювачів, виходи яких сполучені з аналоговими входами керуючого мікропроцесорного пристрою, який сполучений з персональним комп'ютером, персональний комп'ютер сполучений з камерами відеоспостереження, електронним терміналом, установленим на прохідній підприємства, та з електронними терміналами, установленими на робочих місцях, дискретні виходи керуючого мікропроцесорного пристрою сполучені з входами підсилювачів сигналів, виходи другого, четвертого, шостого підсилювачів сигналу сполучені з пристроями блокування безпеки виробничого обладнання, а решта підсилювачів звукового сигналу сполучені із світлозвуковими сигнальними пристроями. 4 UA 107315 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G06F 17/00, G08B 23/00
Мітки: система, автоматизованого, безпеки, виробництв, контролю
Код посилання
<a href="https://ua.patents.su/7-107315-sistema-avtomatizovanogo-kontrolyu-bezpeki-virobnictv.html" target="_blank" rel="follow" title="База патентів України">Система автоматизованого контролю безпеки виробництв</a>
Система автоматизованого контролю і управління санітарно-гігієнічними параметрами виробничого середовища
Номер патенту: 93386
Опубліковано: 25.09.2014
Автори: Бочковський Андрій Петрович, Сапожнікова Наталя Юріївна
МПК: G06F 3/048
Мітки: параметрами, виробничого, контролю, управління, система, санітарно-гігієнічними, середовища, автоматизованого
Формула / Реферат:
1. Система автоматизованого контролю та управління санітарно-гігієнічними параметрами виробничого середовища, що містить сполучені між собою датчики температури, відносної вологості, швидкості руху повітря, рівня освітленості поверхні робочої зони, аналізатор шкідливих речовин в повітрі робочої зони, а також нормуючі перетворювачі, персональний комп'ютер, керуючий мікропроцесорний пристрій, підсилювачі сигналу, кондиціонер, зволожувач...
Система автоматизованого контролю за умовами праці на робочих місцях і управління санітарно-гігієнічними параметрами виробничого середовища
Номер патенту: 97894
Опубліковано: 10.04.2015
Автори: Бочковський Андрій Петрович, Сапожнікова Наталя Юріївна
МПК: G06F 3/048
Мітки: контролю, середовища, система, праці, умовами, автоматизованого, робочих, санітарно-гігієнічними, місцях, параметрами, виробничого, управління
Формула / Реферат:
Система автоматизованого контролю за умовами праці на робочих місцях і управління санітарно-гігієнічними параметрами виробничого середовища, що включає сполучені між собою датчики температури (1), відносної вологості (2), швидкості руху повітря (5), рівня освітленості поверхні робочої зони (3), аналізатор шкідливих речовин в повітрі робочої зони (4), а також нормуючі перетворювачі (9, 10, 11, 12, 13), персональний комп'ютер (17), керуючий...
Система контролю техногенної безпеки магістральних нафтогазопроводів
Номер патенту: 22408
Опубліковано: 25.04.2007
Автори: Боровий Валентин Олександрович, Крисенко Максим Вікторович, Бурачек Всеволод Германович, Буравлев Євгеній Павлович
МПК: F17D 5/00, G02B 13/08
Мітки: нафтогазопроводів, система, техногенно, магістральних, безпеки, контролю
Формула / Реферат:
1. Система контролю техногенної безпеки магістральних нафтогазопроводів, що містить датчики ультразвукові, гідравлічні та інші, яка відрізняється тим, що містить комплекс оптико-електричних ланцюжків, розміщених на конструкціях нафтогазопроводу по всій його довжині з розділенням на окремі ділянки, які обмежені фундаментальними реперами, при цьому на кожній ділянці встановлений блок керування, блок обробки інформації, блок запису і збереження...
Система для моніторингу, аналізу та контролю подій безпеки мережі
Номер патенту: 82020
Опубліковано: 10.07.2013
Автор: Галущенко Олександр Михайлович
МПК: G06F 21/00, G06F 7/00
Мітки: моніторингу, система, мережі, аналізу, подій, безпеки, контролю
Формула / Реферат:
1. Система для моніторингу, аналізу та контролю подій безпеки мережі, що складається з блока мережевого інтерфейсу, вхід якого з'єднаний з контрольованою мережею, а вихід з блоком програмного управління, який зв'язаний з блоком користувацького інтерфейсу, блоком обробки та аналізу інформації та блоком збереження інформації, вказані блоки встановлені на електронно-обчислювальний пристрій, яка відрізняється тим, що блок мережевого інтерфейсу...
Система автоматизованого керування й контролю вагона-автомобілевоза

Номер патенту: 37007
Опубліковано: 10.11.2008
Автори: Рачок Микола Миколайович, Бандура Іван Миколайович, Макаренко Валентин Миколайович, Зибін Віктор Георгійович
МПК: H02B 15/00
Мітки: система, керування, вагона-автомобілевоза, контролю, автоматизованого
Формула / Реферат:
Система автоматизованого керування й контролю вагона-автомобілевоза, яка відрізняється тим, що в неї уведені система пожежної сигналізації й блок керування й контролю, що містить джерело живлення, обмежник напруги, перший вихід якого з'єднаний з першим входом блока комутації, а другий його вихід з'єднаний із входом системи контролю нагрівання букс, контролер, перший вихід якого з'єднаний із другим входом блока комутації, а другий його вихід...
Попередній патент: Жорстка відтяжка хобота
Наступний патент: Рекламно-агітаційна мобільна установка
Випадковий патент: Картоновий піддон