Колочний ніж для обробки природного каменю
Номер патенту: 117073
Опубліковано: 12.06.2017
Автори: Руденко Роман Артурович, Мамедов Руслан Костянтинович, Котляров Микита Сергійович, Камель Георгій Іванович, Полянський Дмитро Анатолійович, Яковлев Павло Костянтинович, Косарєв Євген Олегович, Солод Володимир Юр'євич


Формула / Реферат
Колочний ніж для обробки гранітного каменю, що містить зміцнювальні шари з твердосплавних матеріалів, нанесених методом наплавлення на робочу кромку та бокові грані колочного ножа, який відрізняється тим, що зміцнювальні шари містять зерна карбідів, нітридів, боридів і силіцидів з електропровідною підкладкою і температурою плавлення, більшою, ніж температура електричної дуги зварювального струму, які розміщені в вічках стільникових елементів, закріплених рівномірно в шаховому порядку на робочій кромці та бокових гранях колочного ножа, а залишковий об'єм вічок заповнений металевим порошком.
Текст
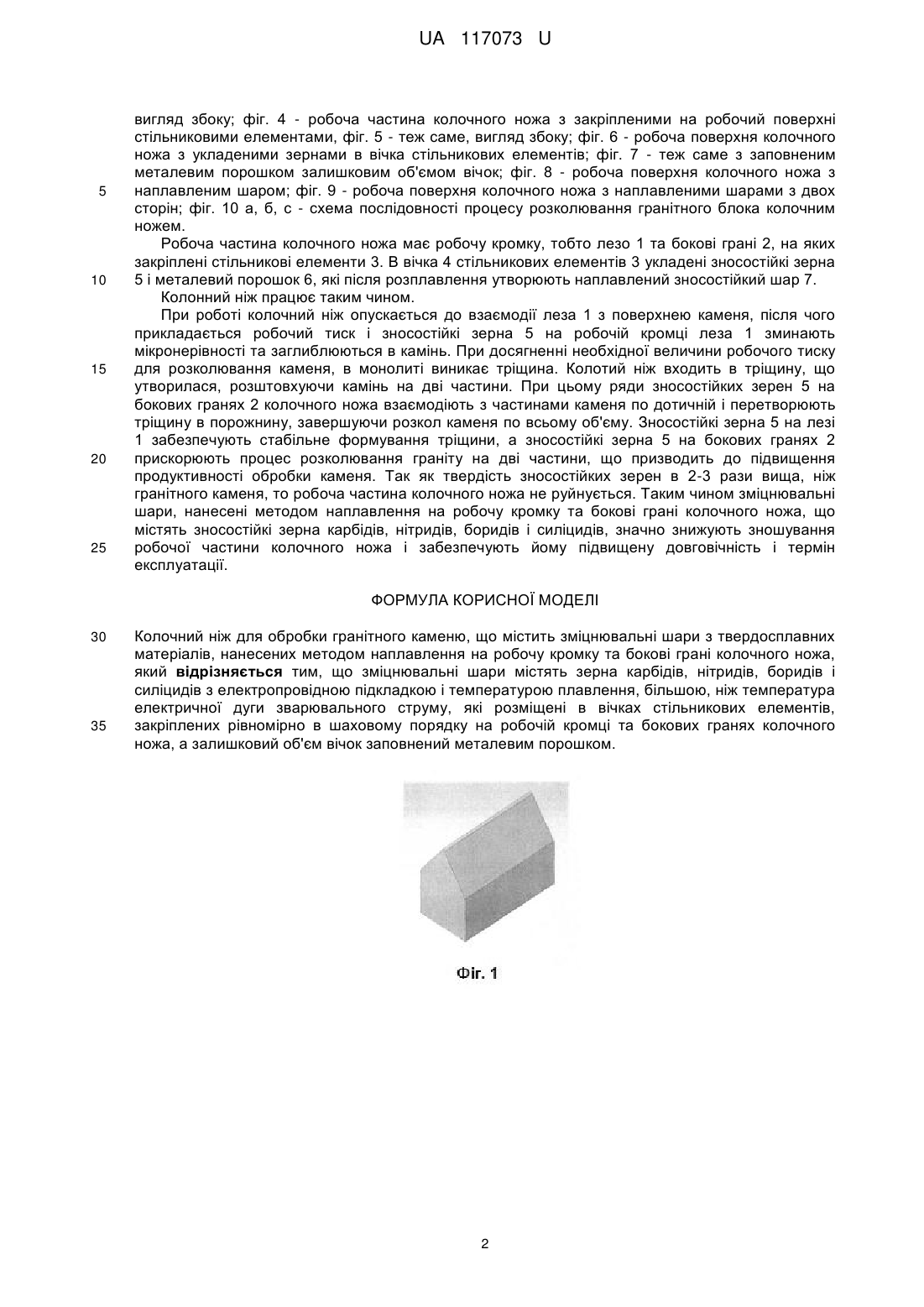
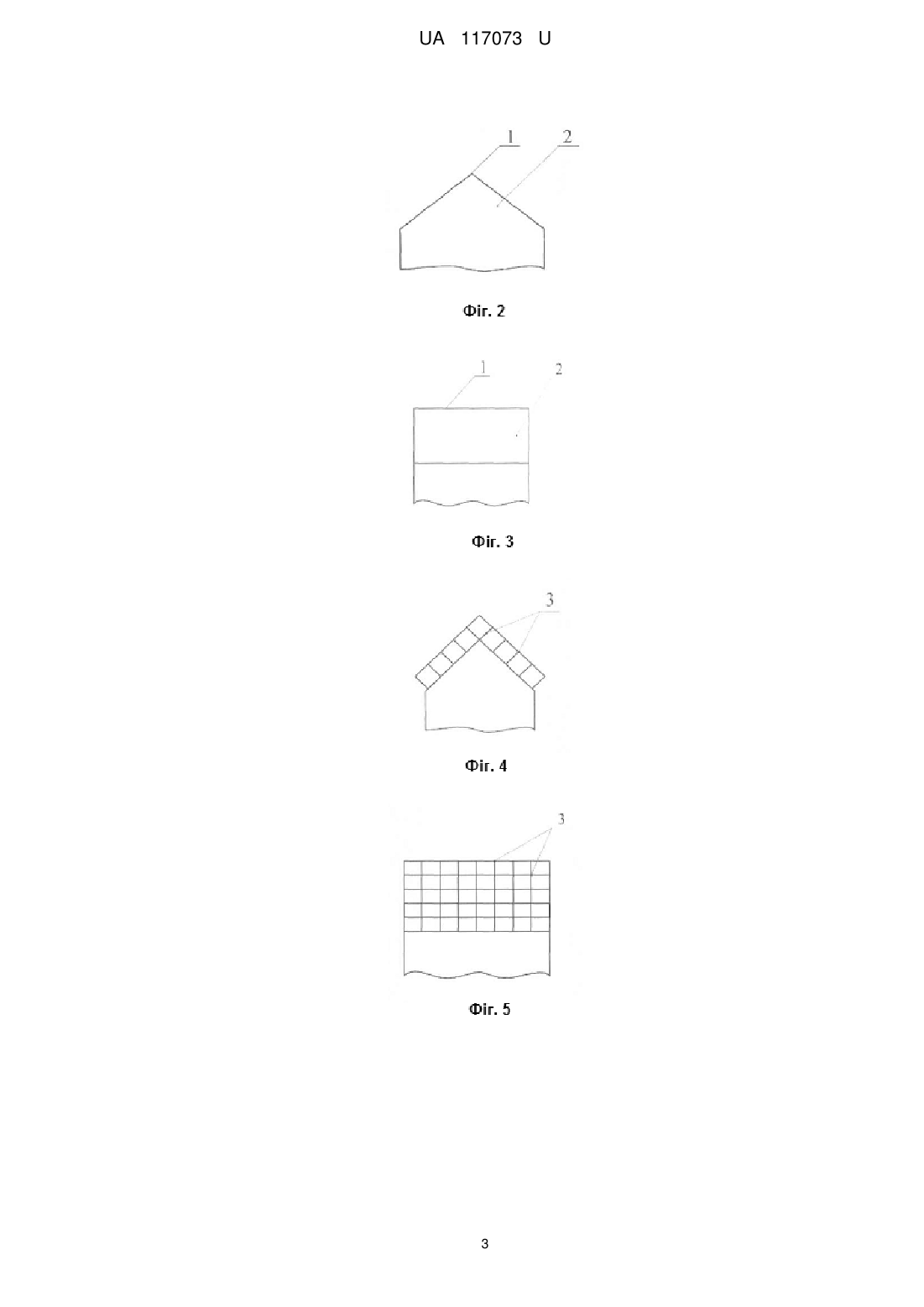
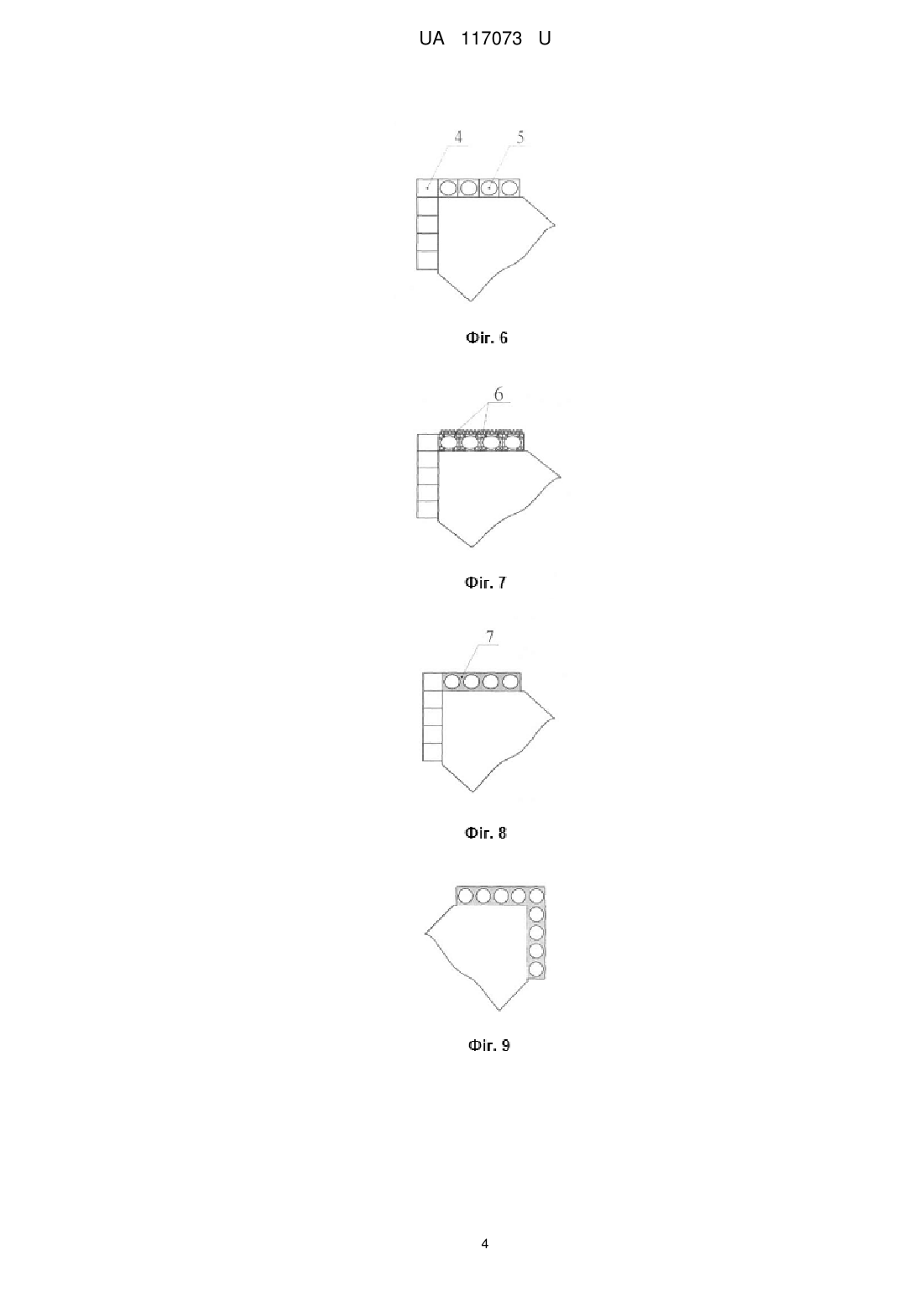
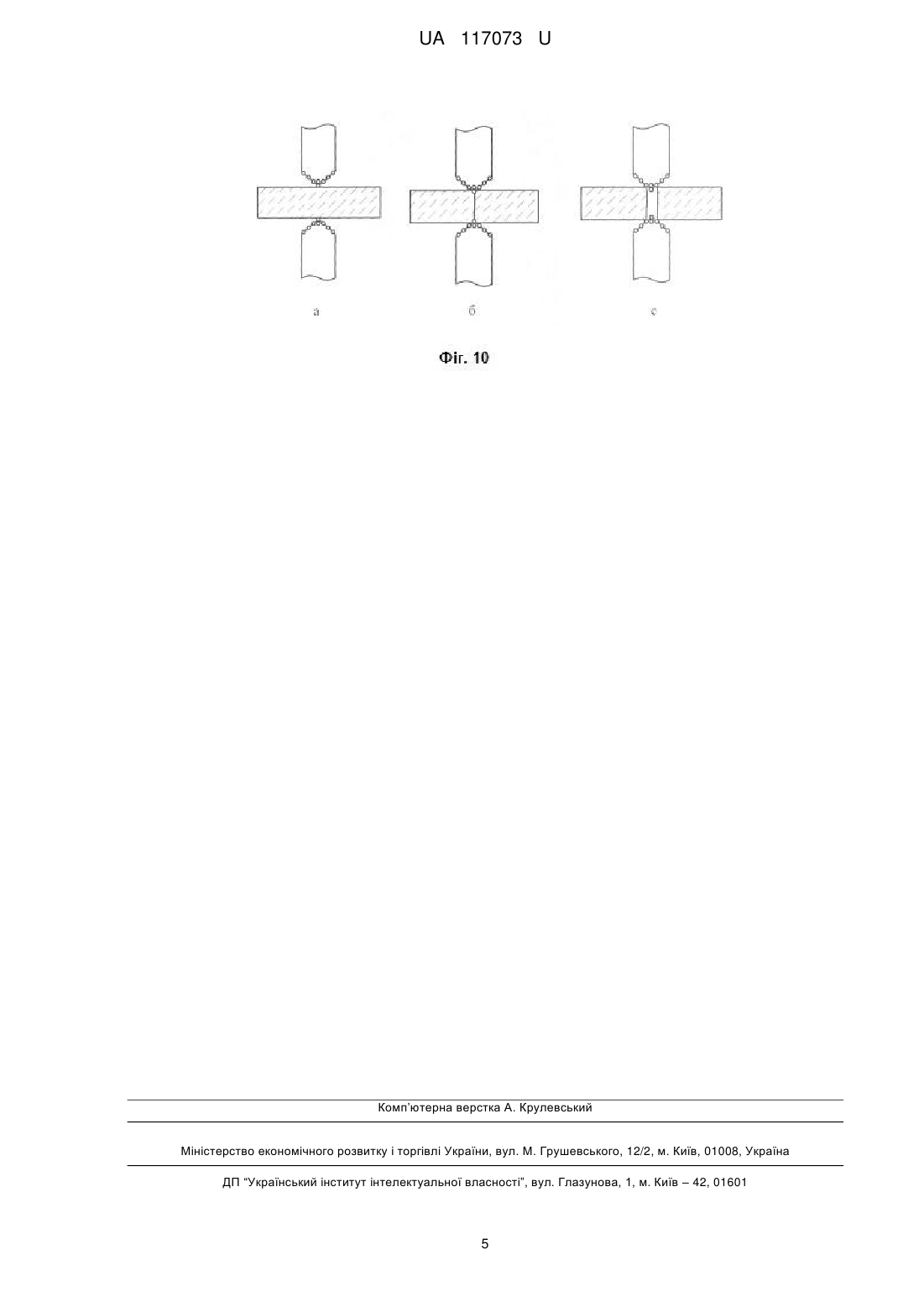
Реферат: Колочний ніж для обробки гранітного каменю містить зміцнювальні шари з твердосплавних матеріалів, нанесених методом наплавлення на робочу кромку та бокові грані колочного ножа. Зміцнювальні шари містять зерна карбідів, нітридів, боридів і силіцидів з електропровідною підкладкою і температурою плавлення, більшою, ніж температура електричної дуги зварювального струму, які розміщені в вічках стільникових елементів, закріплених рівномірно в шаховому порядку на робочій кромці та бокових гранях колочного ножа. Залишковий об'єм вічок заповнений металевим порошком. UA 117073 U (12) UA 117073 U UA 117073 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі будівництва доріг, а саме виробництва колотої продукції із каменю (брущатки, плит, бордюрного каменя та ін. виробів) і може бути використана для обробки природного каменю, особливо твердих його пород типу гранітів. Для їх обробки застосовуються спеціальні інструменти (колочні ножі), які діють на заготовку каменя, створюючи напруження, що призводять до розколу. За прототип вибраний колочний ніж, що виготовляється з інструментальних сталей У8, Х12М, або Х12Ф1, термооброблених на твердість 60-63 HRC, а також армованих твердосплавними пластинами ВК-8 або ВК-15. Колонний ніж може містити зміцнювальні шари з твердосплавних матеріалів, наприклад хромо-марганцевистої сталі 30Х10Г10 з твердістю 67-68 HRC, що нанесені методом наплавлення на робочу поверхню. Конфігурація робочої поверхні колонного ножа складається з робочої кромки (леза) та бокових граней інструмента. Робоча частина інструментів заточується на кут 60-100 ° залежно від твердості і міцності оброблюваного матеріалу. [Зносостійкість сплавів, відновлення та зміцнення деталей машин / Бережний С.П., Бриков Μ.Μ., Биковський О.Г. та ін. Навчальний посібник. - Запоріжжя: Вид-во ВАТ "Мотор Січ" 2006, стр. 58-64]. До недоліків відомих колочних ножів можно віднести низьку довговічність. Даний недолік обумовлений тією обставиною, що лезо і бокові грані колочного ножа схильні до зношування об монолітний абразив при дії високих контактних навантажень. Вдавлювання колочного ножа в поверхню плити граніту супроводжується руйнуванням і викришуванням мікрооб'ємів матеріалу леза ножа в точці максимального значення напружень - на робочій поверхні інструмента. При зношуванні колочного ножа кут загострення збільшується до 110 ° і більше, а при зміні профілю робочої кромки інструмента процес розколення каменя стає неможливим. Подальша експлуатація інструмента потребує його переточки. Для заточування армованої частини зуба колочного ножа необхідно спеціальне обладнання. Не дивлячись на те, що ресурс колочних ножів, армованих стандартними сплавами, або з наплавленою робочою поверхнею більше, ніж інструментальних сталей, вони швидко виходять з ладу в результаті поломок, та викришування твердого сплаву, особливо при роботі на твердих гранітах. Тому використання стандартних твердих сплавів з урахування їх високої вартості для умов роботи колочних ножів економічно недоцільне. В основу корисної моделі поставлена задача удосконалення колочного ножа для обробки гранітного каменя шляхом використання нової технології наплавлення робочих поверхонь, що призведе до підвищення зносостійкості і твердості наплавленого шару за рахунок рівномірного розподілу зерен карбідів по робочій поверхні кромки та бокових граней колочного ножа, внаслідок чого підвищиться довговічність колочного ножа і термін його експлуатації. Поставлена задача вирішується тим, що в колочному ножі для обробки гранітного каменя, що містить зміцнювальні шари з твердосплавних матеріалів, нанесених методом наплавлення на робочу кромку та бокові грані колочного ножа, зміцнювальні шари містять зерна карбідів, нітридів, боридів і силіцидів з електропровідною підкладкою і температурою плавлення, більшою, ніж температура електричної дуги зварювального струму, які розміщені в вічках стільникових елементів, закріплених рівномірно в шаховому порядку на робочій кромці та бокових гранях колочного ножа, а залишковий об'єм вічок заповнений металевим порошком. Колочний ніж повинен бути твердим і пружним для ефективного протистояння дії абразиву і достатньо міцним, щоб не руйнуватися під дією високих контактних навантажень. Твердість і міцність дають зерна карбідів, а пружність забезпечується пластичною матрицею сплаву, в якій відсутні відколи, відшарування і таке інше. Укладання зерен карбідів, нітридів, боридів і силіцидів з електропровідною підкладкою і температурою плавлення, більшою, ніж температура електричної дуги зварювального струму в вічка стільникових елементів та заповнення металевим порошком залишкового об'єму вічок забезпечує рівномірний розподіл зерен по робочій поверхні відновленого виробу (робочій кромці та бокових гранях колочного ножа). Твердість зерен карбідів вольфраму в 2-3 рази більша за твердість граніту, що забезпечує швидке виникнення тріщини. При дії робочого тиску ряда сферичних карбідів вольфраму на поверхню каменя, що обробляється, вони з легкістю зминають мікронерівності та заглиблюються у гранітний виріб. Використання рядів зерен з карбідів вольфраму на бокових гранях колочних ножів при впровадженні в порожнину розколу призводить до того, що зерна карбідів вольфраму з легкістю деформують поверхню каменя з хрупким виносом частинок граніту. За багато циклів розколювання граніту зношування рядів зернових карбідів практично не відбувається і це забезпечує велику довговічність колочного ножа при експлуатації. Суть корисної моделі пояснюється кресленнями, де фіг. 1 робоча частина колочного ножа в аксонометрії; фіг. 2 - загальний вигляд робочої частини колочного ножа; фіг. 3 - теж саме, 1 UA 117073 U 5 10 15 20 25 вигляд збоку; фіг. 4 - робоча частина колочного ножа з закріпленими на робочий поверхні стільниковими елементами, фіг. 5 - теж саме, вигляд збоку; фіг. 6 - робоча поверхня колочного ножа з укладеними зернами в вічка стільникових елементів; фіг. 7 - теж саме з заповненим металевим порошком залишковим об'ємом вічок; фіг. 8 - робоча поверхня колочного ножа з наплавленим шаром; фіг. 9 - робоча поверхня колочного ножа з наплавленими шарами з двох сторін; фіг. 10 а, б, с - схема послідовності процесу розколювання гранітного блока колочним ножем. Робоча частина колочного ножа має робочу кромку, тобто лезо 1 та бокові грані 2, на яких закріплені стільникові елементи 3. В вічка 4 стільникових елементів 3 укладені зносостійкі зерна 5 і металевий порошок 6, які після розплавлення утворюють наплавлений зносостійкий шар 7. Колонний ніж працює таким чином. При роботі колочний ніж опускається до взаємодії леза 1 з поверхнею каменя, після чого прикладається робочий тиск і зносостійкі зерна 5 на робочій кромці леза 1 зминають мікронерівності та заглиблюються в камінь. При досягненні необхідної величини робочого тиску для розколювання каменя, в монолиті виникає тріщина. Колотий ніж входить в тріщину, що утворилася, розштовхуючи камінь на дві частини. При цьому ряди зносостійких зерен 5 на бокових гранях 2 колочного ножа взаємодіють з частинами каменя по дотичній і перетворюють тріщину в порожнину, завершуючи розкол каменя по всьому об'єму. Зносостійкі зерна 5 на лезі 1 забезпечують стабільне формування тріщини, а зносостійкі зерна 5 на бокових гранях 2 прискорюють процес розколювання граніту на дві частини, що призводить до підвищення продуктивності обробки каменя. Так як твердість зносостійких зерен в 2-3 рази вища, ніж гранітного каменя, то робоча частина колочного ножа не руйнується. Таким чином зміцнювальні шари, нанесені методом наплавлення на робочу кромку та бокові грані колочного ножа, що містять зносостійкі зерна карбідів, нітридів, боридів і силіцидів, значно знижують зношування робочої частини колочного ножа і забезпечують йому підвищену довговічність і термін експлуатації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Колочний ніж для обробки гранітного каменю, що містить зміцнювальні шари з твердосплавних матеріалів, нанесених методом наплавлення на робочу кромку та бокові грані колочного ножа, який відрізняється тим, що зміцнювальні шари містять зерна карбідів, нітридів, боридів і силіцидів з електропровідною підкладкою і температурою плавлення, більшою, ніж температура електричної дуги зварювального струму, які розміщені в вічках стільникових елементів, закріплених рівномірно в шаховому порядку на робочій кромці та бокових гранях колочного ножа, а залишковий об'єм вічок заповнений металевим порошком. 2 UA 117073 U 3 UA 117073 U 4 UA 117073 U Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B28D 1/26
Мітки: колочний, обробки, природного, каменю
Код посилання
<a href="https://ua.patents.su/7-117073-kolochnijj-nizh-dlya-obrobki-prirodnogo-kamenyu.html" target="_blank" rel="follow" title="База патентів України">Колочний ніж для обробки природного каменю</a>
Спосіб штучного старіння природного каменю термічною обробкою
Номер патенту: 115728
Опубліковано: 25.04.2017
Автор: Волков Віталій Володимирович
МПК: B28B 11/00, B28D 1/00
Мітки: обробкою, термічною, штучного, старіння, каменю, спосіб, природного
Формула / Реферат:
1. Спосіб штучного старіння природного каменю термічною обробкою здійснюють за допомогою високотемпературного пальника, який відрізняється тим, що як продукт горіння (в пальнику) замість бензиново-повітряної суміші використовують газоповітряну суміш з температурою горіння від 1000 до 1450 градусів.2. Спосіб штучного старіння природного каменю термічною обробкою за допомогою високотемпературного пальники за п. 1, який відрізняється тим,...
Спосіб полірування поверхні природного каменю
Номер патенту: 101273
Опубліковано: 25.08.2015
Автор: Чуб Антон Миколайович
МПК: B24B 55/02
Мітки: природного, каменю, спосіб, полірування, поверхні
Формула / Реферат:
Спосіб полірування поверхні виробів із природного каменю, який здійснюють за допомогою тканинних і/або повстяних шліфувальних кругів шляхом добавляння в емульсію для полірування порошкового пилу оксиду хрому (паста ГΟΙ № 3, 2, 1) з дисперсністю 17,0-0,3 мкм, який відрізняється тим, що протягом останніх 5-30 хвилин полірування, в суміш емульсії та оксиду хрому додатково добавляють кристалічне азотнокисле олово, при температурі...
Спосіб виготовлення виробів з природного каменю
Номер патенту: 29754
Опубліковано: 25.01.2008
Автор: Шепитько Сергій Анатолійович
МПК: E04C 1/00
Мітки: виробів, спосіб, виготовлення, каменю, природного
Формула / Реферат:
Спосіб виготовлення виробів з природного каменю, що включає виготовлення окремих композиційних елементів виробу і складання їх у цільну композицію, який відрізняється тим, що виготовлення окремих композиційних елементів виконують шляхом їхнього складання з плоских деталей заданої конфігурації, які попередньо вирізають з плоских заготовок, а потім склеюють між собою.
Спосіб визначення тріщинуватості блоків та виробів з природного каменю
Номер патенту: 86515
Опубліковано: 27.04.2009
Автори: Подчашинський Юрій Олександрович, Соболевський Руслан Вадимович, Коробійчук Валентин Вацлавович, Ремезова Олена Олександрівна
МПК: G01B 7/00, G01N 21/00
Мітки: тріщинуватості, виробів, каменю, спосіб, природного, блоків, визначення
Формула / Реферат:
Спосіб визначення тріщинуватості блоків та виробів з природного каменю, згідно з яким поверхню блока або виробу очищують від забруднень, наносять на неї пенетрант, що світиться під дією ультрафіолетового випромінювання, таким чином, щоб він заповнив тріщини, видаляють залишки пенетранту з поверхні блока або виробу, після чого наносять на неї проявник, що витягує пенетрант з тріщин, та визначають показники тріщинуватості блока або виробу,...
Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Номер патенту: 58623
Опубліковано: 15.08.2003
Автори: Кайма Ананій Васільєвіч, Шендеровіч Яков Єфімовіч
Мітки: універсальна, виробництва, штучного, каменю, лінія, виробів, потокова, природного
Формула / Реферат:
1. Універсальна автоматизована потокова лінія для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для...
Попередній патент: Пристрій для лущення зерна
Випадковий патент: Вібраційний сепаратор