Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Номер патенту: 58623
Опубліковано: 15.08.2003
Формула / Реферат
1. Універсальна автоматизована потокова лінія для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для міжопераційного переміщення заготовок природного каменю виконаний у вигляді двох установлених навпроти один одного прямолінійних робочих конвеєрів, уздовж робочої зони одного з яких установлене розпилювальне устаткування у вигляді сукупності колон з відрізними головками, а уздовж робочої зони другого - шліфувально-полірувальне устаткування, а також трьох передаточних конвеєрів, розміщених поперек робочих конвеєрів і зблокованих з ними, два з яких виконані з можливістю передачі вагонеток із заготовками з одного робочого конвеєра на інший і розміщені по кінцях робочих зон конвеєрів, а третій передаточний конвеєр розміщений на продовженні робочих конвеєрів у бік заготівельної зони лінії, при цьому лінія обладнана додатковим конвеєром остаточної обробки виробів, що містить послідовно встановлені привідний рольганг, калібрувальну установку, механізм розвороту виробів, устаткування для зняття фасок, чищення і сушіння виробів і розвантажувальний рольганг, причому додатковий конвеєр остаточної обробки виробів розміщений поза замкнутим контуром транспортера для міжопераційного переміщення заготовок і зв'язаний з ним за допомогою форматно-розкрійної установки, установленої наприкінці робочої зони робочого конвеєра з розпилювальним устаткуванням і обладнаної кантувачем для приймання відрізаних виробів і устаткуванням для розкрою виробів по довжині і передачі їх на завантажувальний рольганг додаткового конвеєра остаточної обробки виробів, крім того лінія обладнана устаткуванням для калібрування виробів по ширині, виконаним у вигляді двох колібрувальних головок, установлених на одній з колон розпилювального устаткування, переважно першій, при цьому механізм зсуву заготовок обладнаний керованим кроковим двигуном, причому лінія обладнана єдиним органом керування, що задає і контролює величину зсуву заготовок, швидкість руху вагонеток і навантаження на відрізні головки розпилювального устаткування в залежності від фізичних характеристик оброблюваного природного чи штучного каменю.
2. Лінія за п. 1, яка відрізняється тим, що шліфувально-полірувальне устаткування виконане з можливістю заміни шліфувально-полірувальних головок на бучардуючі головки.
Текст
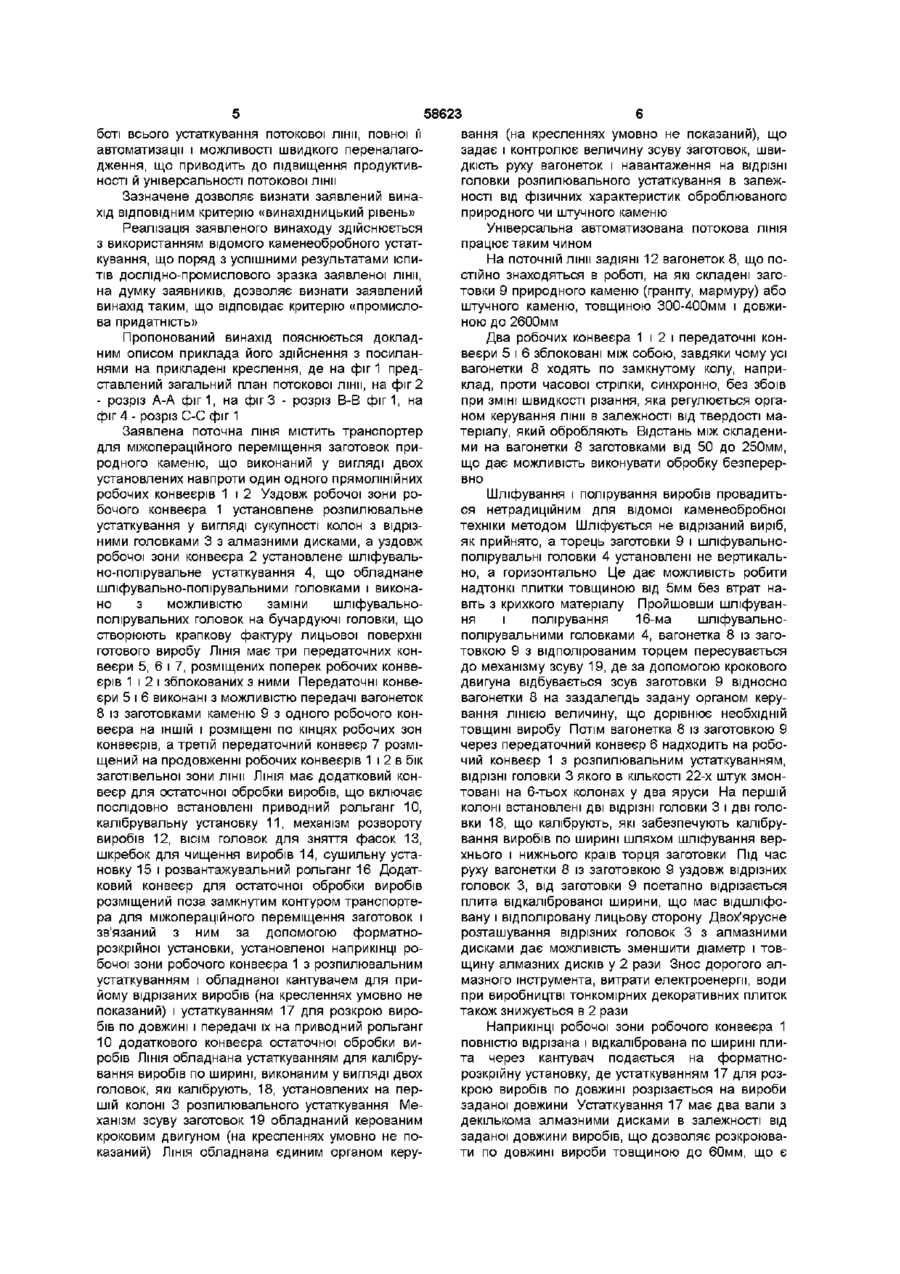
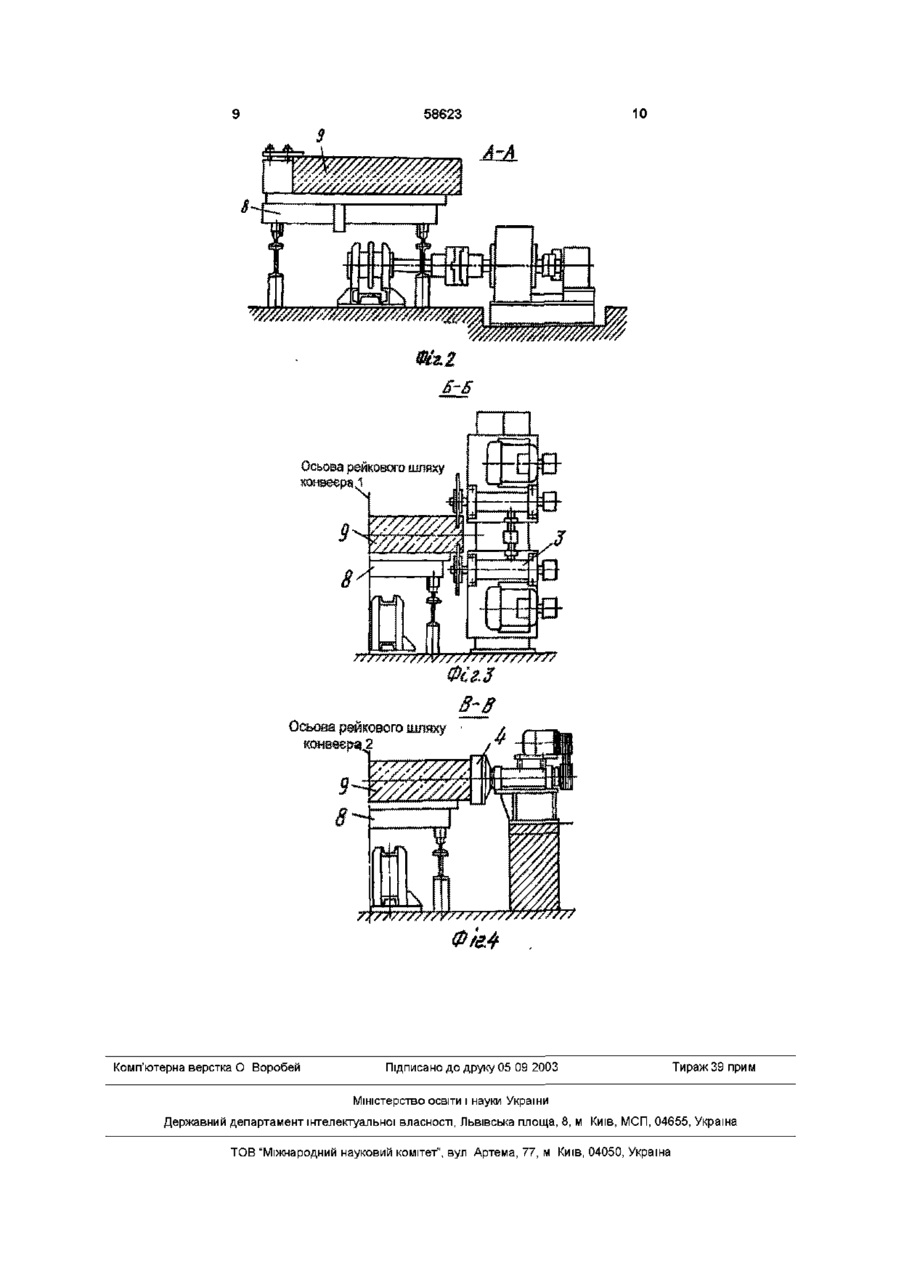
1 Універсальна автоматизована потокова ЛІНІЯ для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для міжопераційного переміщення заготовок природного каменю виконаний у вигляді двох установлених навпроти один одного прямолінійних робочих конвеєрів, уздовж робочої зони одного з яких установлене розпилювальне устаткування у вигляді сукупності колон з відрізними головками, а уздовж робочої зони другого - шліфувальнополірувальне устаткування, а також трьох передаточних конвеєрів, розміщених поперек робочих конвеєрів і зблокованих з ними, два з яких виконані з можливістю передачі вагонеток із заготов Винахід відноситься до каменеобробної промисловості і може бути використаний у виробництві площинних виробів, наприклад декоративної плитки, із природного каменю, переважно граніту або мармуру ками з одного робочого конвеєра на інший і розміщені по кінцях робочих зон конвеєрів, а третій передаточний конвеєр розміщений на продовженні робочих конвеєрів у бік заготівельної зони лінії, при цьому ЛІНІЯ обладнана додатковим конвеєром остаточної обробки виробів, що містить послідовно встановлені привідний рольганг, калібрувальну установку, механізм розвороту виробів, устаткування для зняття фасок, чищення і сушіння виробів і розвантажувальний рольганг, причому додатковий конвеєр остаточної обробки виробів розміщений поза замкнутим контуром транспортера для міжопераційного переміщення заготовок і зв'язаний з ним за допомогою форматно-розкрійної установки, установленої наприкінці робочої зони робочого конвеєра з розпилювальним устаткуванням і обладнаної кантувачем для приймання відрізаних виробів і устаткуванням для розкрою виробів по довжині і передачі їх на завантажувальний рольганг додаткового конвеєра остаточної обробки виробів, крім того ЛІНІЯ обладнана устаткуванням для калібрування виробів по ширині, виконаним у вигляді двох колібрувальних головок, установлених на одній з колон розпилювального устаткування, переважно першій, при цьому механізм зсуву заготовок обладнаний керованим кроковим двигуном, причому ЛІНІЯ обладнана єдиним органом керування, що задає і контролює величину зсуву заготовок, швидкість руху вагонеток і навантаження на відрізні головки розпилювального устаткування в залежності від фізичних характеристик оброблюваного природного чи штучного каменю 2 ЛІНІЯ за п 1, яка відрізняється тим, що шліфу вально-полірувальне устаткування виконане з можливістю заміни шліфувально-полірувальних головок на бучардуючі головки Відома потокова ЛІНІЯ ДЛЯ виробництва прямоплощинних плит, що включає розрізувальний верстат для виготовлення плит-заготовок, багатодисковий верстат для подовжнього розпилювання плит-заготовок, пристрій для розвороту плит на О со сч (О 00 ю 58623 рацій по остаточній обробці виробів, наявності єдиного органа керування ЛІНІЄЮ, ЩО контролює і задає основні параметри и роботи Поставлена задача вирішується тим, що в універсальній автоматизованій потоковій лінії для виробництва виробів із природного чи штучного каменю, яка містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу згідно з винаходом, транспортер для міжопераційного переміщення заготовок природного каменю виконаний у вигляді двох установлених навпроти один одного прямолінійних робочих конвеєрів уздовж робочої зони одного з яких установлено розпилювальне устаткування у вигляді сукупності колон з відрізними головками, а уздовж робочої зони другого - шліфувально-полірувальне устаткування, а також трьох передаточних конвеєрів, розміщених поперек робочих конвеєрів і зблокованих з ними, два з яких виконані з можливістю передачі вагонеток із заготовками з одного робочого конвеєра на інший і розміщені по кінцях робочих зон конвеєрів, а третій передаточний конвеєр розміщений на продовженні робочих конвеєрів у бік заготівельної зони лінії, при цьому ЛІНІЯ обладнана додатковим конвеєром остаточної обробки виробів, що включає послідовно встановлені приводний рольганг, калібрувальну установку, механізм розвороту виробів, устаткування для зняття фасок, чищення і сушіння виробів і розвантажувальний рольганг, причому додатковий конвеєр остаточної обробки виробів розміщений поза замкнутим контуром транспортера для міжопераційного переміщення заготовок і зв'язаний з ним за допомогою форматно-розкрійної установки, установленої в КІНЦІ роУ цьому пристрої передача вагонеток із загобочої зони робочого конвеєра з розпилювальним товками з вертикально-фрезерного верстата на устаткуванням і обладнаної кантувачем для пришліфувально-полірувальну ЛІНІЮ ЗДІЙСНЮЄТЬСЯ за йому відрізаних виробів і устаткуванням для роздопомогою передаточного візка, що потім поверкрою виробів по довжині і передачі їх на завантатається за наступною вагонеткою Зсув заготовки жувальний рольганг додаткового конвеєра після шліфування в прототипі здійснюється за доостаточної обробки виробів, крім того ЛІНІЯ обладпомогою рейки, з якою взаємодіяли зірочки вагонана устаткуванням для калібрування виробів по неток, тому товщина плит, одержуваних із усіх ширині, виконаним у вигляді двох головок, які кавагонеток однакова лібрують, установлених на одній з колон розпилювального устаткування, переважно першій, при Дана потокова ЛІНІЯ характеризується недоцьому механізм зсуву заготовок обладнаний керостатньою продуктивністю, автоматизованістю й ваним кроковим двигуном, причому ЛІНІЯ обладнауніверсальністю на єдиним органом керування, що задає і контроЦе обумовлено втратами часу через необхідлює величину зсуву заготовок, швидкість руху ність зупинки вагонеток біля окантовочного вертивагонеток і навантаження на відрізні головки розкально-фрезерного верстата, відсутністю можлипилювального устаткування в залежності від фізивості виробництва виробів у широкому діапазоні чних характеристик оброблюваного природного чи по товщині і ширині, відсутністю можливості вироштучного каменю бництва виробів, що відрізняються фактурою поверхні, необхідністю виконання поза ЛІНІЄЮ ряду неавтоматизованих операцій по остаточній обробНе виявлено будь-які джерела інформації, що ці виробів - калібруванню, чищенню, сушінню містили би ВІДОМОСТІ про технічні рішення, ідентичні чи еквівалентні заявленому пристрою, який В основу винаходу покладене рішення задачі характеризується наявністю нової сукупності підвищення універсальності, автоматизованості і ознак продуктивності потокової лінії за рахунок забезпечення можливості виробництва виробів у широкоЦе визначає ВІДПОВІДНІСТЬ винаходу критерію му діапазоні по товщині і ширині і з різною факту«новизна» Реалізація відмінностей винаходу одрою поверхні, зблокованості робочих конвеєрів і нозначно обумовлює появу у об'єкта важливого передаточних транспортерів, автоматизації опетехнічного ефекту, який полягає в синхронній ро90°, багатодисковий верстат для поперечного розпилювання, а також засіб для утримування пакета плит у вертикальному положенні і шліфувальнополірувальний агрегат (FR, A, 2192490) Недоліком даного аналога є низька продуктивність при виготовленні тонкомірних плиткових виробів, великі габарити, висока вартість Відома потокова ЛІНІЯ ДЛЯ виробництва площинних виробів із природного каменю, що складається з послідовно по ходу технологічного процесу встановлених рольганга прийому плит, багатодискового верстата для подовжнього розпилювання, проміжного рольганга, верстата, що окантовує, проміжно-роз'єднувального рольганга, верстата, що ріже пази для виконання пропилювання на задану глибину і транспортних пристроїв (SU, А, 613907) Недоліки даного аналога полягають у громіздкості даної потокової лінії, що вимагає великої площі для її розміщення, а також у відсутності шліфувально-полірувальної операції Відома потокова ЛІНІЯ ДЛЯ виготовлення декоративної плитки з природного каменю, що містить установлені на основі механізм подачі каменів, верстат, що окантовує, розпилювальний і шліфувально-полірувальний верстати, а також транспортер для міжопераційного переміщення заготовок, яка характеризується тим, що вона обладнана вагонетками для установки заготовок зі змонтованими на них механізмами для паралельного зсуву заготовок на величину товщини плитки і розміщеним на основі перед шліфувально-полірувальним верстатом елементом, що задає зсув, взаємодіючим у процесі роботи з механізмом паралельного зсуву заготовок, при цьому вагонетки кінематичне зв'язані з замкнутим транспортером для міжопераційного переміщення заготовок (RU, А, 2097181) боті всього устаткування потокової лінії, повної її автоматизації і можливості швидкого переналагодження, що приводить до підвищення продуктивності й універсальності потокової лінії Зазначене дозволяє визнати заявлений винахід ВІДПОВІДНИМ критерію «винахідницький рівень» Реалізація заявленого винаходу здійснюється з використанням відомого каменеобробного устаткування, що поряд з успішними результатами ІСПИТІВ дослідно-промислового зразка заявленої лінії, на думку заявників, дозволяє визнати заявлений винахід таким, що відповідає критерію «промислова придатність» Пропонований винахід пояснюється докладним описом приклада його здійснення з посиланнями на прикладені креслення, де на фіг 1 представлений загальний план потокової лінії, на фіг 2 - розріз А-А фіг1, на фігЗ - розріз В-В фіг1, на фіг 4 - розріз С-С фіг 1 Заявлена поточна ЛІНІЯ МІСТИТЬ транспортер для міжопераційного переміщення заготовок природного каменю, що виконаний у вигляді двох установлених навпроти один одного прямолінійних робочих конвеєрів 1 і 2 Уздовж робочої зони робочого конвеєра 1 установлене розпилювальне устаткування у вигляді сукупності колон з відрізними головками 3 з алмазними дисками, а уздовж робочої зони конвеєра 2 установлене шліфувально-полірувальне устаткування 4, що обладнане шліфувально-полірувальними головками і виконано з можливістю заміни шліфувальнополірувальних головок на бучардуючі головки, що створюють крапкову фактуру лицьової поверхні готового виробу ЛІНІЯ має три передаточних конвеєри 5, 6 і 7, розміщених поперек робочих конвеєрів 1 і 2 і зблокованих з ними Передаточні конвеєри 5 і 6 виконані з можливістю передачі вагонеток 8 із заготовками каменю 9 з одного робочого конвеєра на ІНШІЙ і розміщені по кінцях робочих зон конвеєрів, а третій передаточний конвеєр 7 розміщений на продовженні робочих конвеєрів 1 і 2 в бік заготівельної зони лінії ЛІНІЯ має додатковий конвеєр для остаточної обробки виробів, що включає послідовно встановлені приводний рольганг 10, калібрувальну установку 11, механізм розвороту виробів 12, ВІСІМ головок для зняття фасок 13, шкребок для чищення виробів 14, сушильну установку 15 і розвантажувальний рольганг 16 Додатковий конвеєр для остаточної обробки виробів розміщений поза замкнутим контуром транспортера для міжопераційного переміщення заготовок і зв'язаний з ним за допомогою форматнорозкрійної установки, установленої наприкінці робочої зони робочого конвеєра 1 з розпилювальним устаткуванням і обладнаної кантувачем для прийому відрізаних виробів (на кресленнях умовно не показаний) і устаткуванням 17 для розкрою виробів по довжині і передачі їх на приводний рольганг 10 додаткового конвеєра остаточної обробки виробів ЛІНІЯ обладнана устаткуванням для калібрування виробів по ширині, виконаним у вигляді двох головок, які калібрують, 18, установлених на першій колоні 3 розпилювального устаткування Механізм зсуву заготовок 19 обладнаний керованим кроковим двигуном (на кресленнях умовно не показаний) ЛІНІЯ обладнана єдиним органом керу 58623 вання (на кресленнях умовно не показаний), що задає і контролює величину зсуву заготовок, швидкість руху вагонеток і навантаження на відрізні головки розпилювального устаткування в залежності від фізичних характеристик оброблюваного природного чи штучного каменю Універсальна автоматизована потокова ЛІНІЯ працює таким чином На поточній лінії задіяні 12 вагонеток 8, що постійно знаходяться в роботі, на які складені заготовки 9 природного каменю (граніту, мармуру) або штучного каменю, товщиною 300-400мм і довжиною до 2600мм Два робочих конвеєра 1 і 2 і передаточні конвеєри 5 і 6 зблоковані між собою, завдяки чому усі вагонетки 8 ходять по замкнутому колу, наприклад, проти часової стрілки, синхронно, без збоїв при ЗМІНІ швидкості різання, яка регулюється органом керування лінії в залежності від твердості матеріалу, який обробляють Відстань між складеними на вагонетки 8 заготовками від 50 до 250мм, що дає можливість виконувати обробку безперервно Шліфування і полірування виробів провадиться нетрадиційним для відомої каменеобробної техніки методом Шліфується не відрізаний виріб, як прийнято, а торець заготовки 9 і шліфувальнополірувальні головки 4 установлені не вертикально, а горизонтально Це дає можливість робити надтонкі плитки товщиною від 5мм без втрат навіть з крихкого матеріалу Пройшовши шліфування і полірування 16-ма шліфувальнополірувальними головками 4, вагонетка 8 із заготовкою 9 з відполірованим торцем пересувається до механізму зсуву 19, де за допомогою крокового двигуна відбувається зсув заготовки 9 відносно вагонетки 8 на заздалегідь задану органом керування ЛІНІЄЮ величину, що дорівнює необхідній товщині виробу Потім вагонетка 8 із заготовкою 9 через передаточний конвеєр 6 надходить на робочий конвеєр 1 з розпилювальним устаткуванням, відрізні головки 3 якого в КІЛЬКОСТІ 22-х штук змонтовані на 6-тьох колонах у два яруси На першій колоні встановлені дві відрізні головки 3 і дві головки 18, що калібрують, які забезпечують калібрування виробів по ширині шляхом шліфування верхнього і нижнього країв торця заготовки Під час руху вагонетки 8 із заготовкою 9 уздовж відрізних головок 3, від заготовки 9 поетапно відрізається плита відкаліброваної ширини, що мас відшліфовану і відполіровану лицьову сторону Двох'ярусне розташування відрізних головок 3 з алмазними дисками дає можливість зменшити діаметр і товщину алмазних дисків у 2 рази Знос дорогого алмазного інструмента, витрати електроенергії, води при виробництві тонкомірних декоративних плиток також знижується в 2 рази Наприкінці робочої зони робочого конвеєра 1 повністю відрізана і відкалібрована по ширині плита через кантувач подається на форматнорозкрійну установку, де устаткуванням 17 для розкрою виробів по довжині розрізається на вироби заданої довжини Устаткування 17 має два вали з декількома алмазними дисками в залежності від заданої довжини виробів, що дозволяє розкроювати по довжині вироби товщиною до 60мм, що є 58623 8 ється цілком достатнім, тому що плити товщиною більш Завдяки малій глибині врізання кожного окре60мм, як правило, розкрою по довжині не потремого алмазного диска в заготовку, швидкість пробують Вироби заданої довжини потім передаютьходження вагонетки на конвеєрах не менш 1 хвися на приводний рольганг 10 додаткового конвеєлини, у залежності від твердості оброблюваного ра для остаточної обробки виробів На матеріалу, причому при випуску мармурових видодатковому конвеєрі послідовно здійснюється робів швидкість руху збільшується більш, ніж у два калібрування виробів по товщині (якщо воно порази трібне) на калібрувальній установці 11 з механізмом розвороту 12, зняття фасок за допомогою Пропонована поточна ЛІНІЯ може бути реаліголовок 13, чищення за допомогою шкребка 14 і зована з використанням відомого устаткування, сушіння готових виробів на сушильній установці яке обробляє камінь Вона характеризується висо15 Готові вироби потім потрапляють на розвантакою універсальністю, обумовленою можливістю жувальний рольганг 16, де відбувається ручне швидкого, у лічені хвилини, переналагодження знімання готової продукції Після відрізання плити лінії на ІНШІ розміри виробів, на різні породи камевагонетка 8 із заготовкою 9 через передаточний ню навіть з різних родовищ, а також випуск вироконвеєр 5 подається на робочий конвеєр 2 для бів із крапковою фактурою поверхні ЛІНІЯ може обробки торця заготовки на шліфувальноодночасно випускати тонкостінну декоративну полірувальному устаткуванні 4 При повному викоплитку, лицювальну плиту, бордюрний камінь для ристанні заготовки 9 на одній з вагонеток 8, вона доріг і товстомірні ступені, не змінюючи своєї проіде на передаточний конвеєр 7 заготівельної ділядуктивності, що при ДВОЗМІННІЙ роботі складає нки лінії, при цьому запасна вагонетка, що знахобільш 50000м2 у рік диться там, з попередньо покладеною на неї загоВикористання винаходу в порівнянні з відомитовкою включається в роботу, зберігаючи ми засобами забезпечує підвищення універсальбезупинний характер процесу виробництва ності, автоматизованості і продуктивності поточної лінії за рахунок забезпечення можливості виробКерування ЛІНІЄЮ здійснюється єдиним органицтва виробів у широкому діапазоні по товщині і ном керування (комп'ютером), що задає і контроширині і з різною фактурою поверхні, зблокованолює величину зсувів заготовок, швидкість руху сті робочих конвеєрів і передаточних транспортевагонеток і навантаження на відрізні головки розрів, автоматизації операцій по остаточній обробці пилювального устаткування в залежності від фізивиробів, наявності єдиного органа керування ЛІНІчних характеристик оброблюваного природного чи ЄЮ, що контролює і задає основні параметри її штучного каменю Комп'ютер також здійснює контроботи роль за станом алмазного інструмента, а також контролює якість і КІЛЬКІСТЬ продукції, що випуска 10 58623 AiL '/////////////////////А Ф&.2 Осьова рейкового шляху Ч, 0C0J Осьова рейкового шляху Комп'ютерна верстка О Воробей Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюUniversal conveyer for production of articles from natural and artificial stone
Назва патенту російськоюУниверсальная поточная линия для производства изделий из природного или искусственного камня
МПК / Мітки
Мітки: виробів, природного, потокова, штучного, універсальна, виробництва, каменю, лінія
Код посилання
<a href="https://ua.patents.su/5-58623-universalna-potokova-liniya-dlya-virobnictva-virobiv-iz-prirodnogo-abo-shtuchnogo-kamenyu.html" target="_blank" rel="follow" title="База патентів України">Універсальна потокова лінія для виробництва виробів із природного або штучного каменю</a>
Спосіб виробництва облицювальних плит з природного каменю
Номер патенту: 36172
Опубліковано: 16.04.2001
Автори: Кондратюк Віктор Іванович, Блажієвський Петро Вікторович
МПК: B28D 1/02, B28D 1/00, B24B 1/00
Мітки: каменю, виробництва, плит, спосіб, природного, облицювальних
Текст:
...сумі ширини пропилу і товщини двох плит). Наведені дані свідчать, що запропоноване рішення відповідає критерію "новизна". При вивченні інших відомих способів виробництва облицювальних плит з блоків природного каменю не було виявлено подібного способу. Суть винаходу пояснюється кресленнями на фіг. 1-4. Фіг. 1 - операція I - розпиловка. Блок розпилюють, наприклад, штрипсовим станком. Н- товщина заготовки: H=h1+h2+t+D, де h1, h2 -...
Потокова лінія виробництва целюлозної вати
Номер патенту: 1096
Опубліковано: 15.11.2001
Автор: Платонов Микола Олександрович
МПК: D21F 11/00
Мітки: лінія, потокова, вати, целюлозної, виробництва
Формула / Реферат:
1. Потокова лінія виробництва целюлозної вати з льону, що містить щонайменше один засіб очищення сировини від грубих механічних домішок, щонайменше один засіб розпушування сировини, щонайменше один засіб механохімічної обробки сировини у водяному середовищі, сушильну машину і щонайменше один розпушувач висушеного до припустимої вологості цільового продукту, яка відрізняється тим, що після засобу механохімічної обробки сировини додатково...
Потокова лінія виробництва халви
Номер патенту: 336
Опубліковано: 07.06.1999
Автори: Кульгавий Ярослав Ярославович, Сторчак Олег Анатолійович, Шарата Людмила Василівна, Желем Валентина Андріївна, Шумило Тетяна Валентинівна, Рудаков Володимир Константинович, Кліменков Олег Дмитрович, Лобас Іван Трохимович
Мітки: потокова, халви, виробництва, лінія
Формула / Реферат:
1. Потокова лінія виробництва халви, до складу якої включені варильний котел для приготування сиропу, на вхід якого через відповідні дозатори підключені джерела патоки, цукру, води і всіх потрібних технологічних добавок, збивач карамельної маси з сиропу, оснащений підйомником-перевер-тачем діжі, змішувач білкової і карамельної мас, який підключений до виходу зазначеного збивача і довільним засобом подавання пов'язаний з джерелом заздалегідь...
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31011
Опубліковано: 15.12.2000
Автори: Рябцев Геннадій Леонідович, Мікульонок Ігор Олегович, Магазій Петро Миколайович, Лукач Юрій Юхимович
МПК: B29C 47/00
Мітки: виробництва, погонажних, листових, виробів, лінія, композиційних, матеріалів, полімернаповнених
Текст:
...приєднання розплавопроводу до екструдера-змішувача між живиль ником наповнювача і формуючим пристроєм. Гранульований або порошкоподібний полімерний матеріал надходить у розплавлювач (черв'ячно-дисковий екструдер), після чого під тиском (величина якого регулюється залежно від фізико-механічних властивостей наповнювача) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімера, який...
Потокова лінія для подання компонентів сталеплавильного виробництва
Номер патенту: 5366
Опубліковано: 28.12.1994
Автори: Садовник Юрій Володимирович, Аріст Леонід Михайлович, Щербін Арнольд Іванович, Запорожець Анатолій Петрович, Смирнов Володимир Михайлович, Скорубський Леонід Моїсейович
МПК: C21C 7/00
Мітки: виробництва, сталеплавильного, лінія, потокова, компонентів, подання
Формула / Реферат:
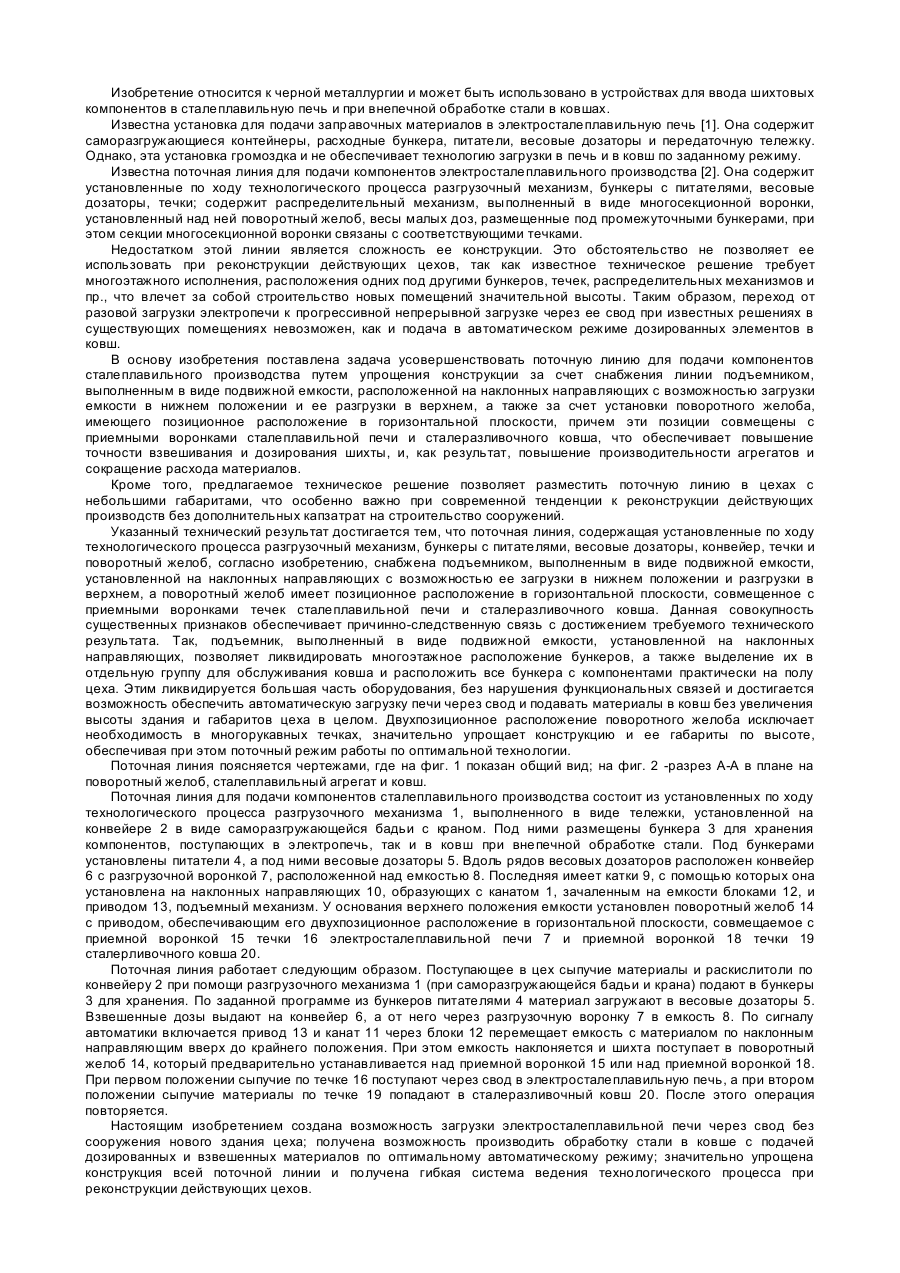
Поточная линия для подачи компонентов сталеплавильного производства, содержащая установленные по ходу технологического процесса разгрузочный механизм, бункеры с питателями, весовые дозаторы, конвейер, течки и поворотный желоб, отличающаяся тем, что она снабжена подъемником, выполненным в виде подвижной емкости, установленной на наклонных направляющих с возможностью ее загрузки в нижнем положении и разгрузки в верхнем, а поворотный желоб...
Попередній патент: Спосіб одержання плівкового полімерного матеріалу
Наступний патент: Спосіб одержання багатошарового плівкового полімерного матеріалу
Випадковий патент: Спосіб інактивації інфекційних властивостей гемаглютинуючих вірусів