Спосіб виготовлення сцинтиляційного детектора
Номер патенту: 20197
Опубліковано: 25.12.1997
Автори: Ситник Петро Сергійович, Андрющенко Любов Андріївна, Нікуліна Раіса Олександрівна, Гершун Олександр Сергійович
Формула / Реферат
Способ изготовления сцинтилляционного детектора, включающий оптическое сочленение сцинтиллятора с выходным оптическим окном детектора, формирование светоотражающей оболочки, установку сцинтиллятора в корпусе детектора, герметизацию детектора, отличающийся тем, что сцинтиллятор предварительно закрепляют между фигурной центрующей рамкой, которая является элементом детектора, и имитирующим фланцем, формируют со стороны фигурной центрирующей рамки на торце сцинтиллятора отражающий слой, на полученную сборку надевают корпус детектора в виде стакана до его упора с имитирующим фланцем, переворачивают всю систему на 180°, через пазы имитирующего фланца и фигурной центрирующей рамки заливают жидкую кремнийорганическую массу в пространство, образовавшееся между торцом со светоотражающим слоем и дном стакана после зависания сцинтиллятора на имитирующем фланце над дном стакана, после технологической выдержки снимают со сцинтиллятора имитирующий фланец, обжимают корпус детектора хомутами до кромки открытого конца корпуса, формируют вокруг боковой поверхности сцинтиллятора светоотражающий амортизирующий слой, помещают на выходной торец сцинтиллятора фланец с посадочным отверстием для выходного оптического окна с предварительно нанесенным на внутреннюю поверхность фланца отражающим слоем, герметизируют и укрепляют с помощью пуклевок фланец в корпус детектора, оптически сочленяют выходное оптическое окно с выходным торцом сцинтиллятора и герметизируют выходное оптическое окно.
Текст
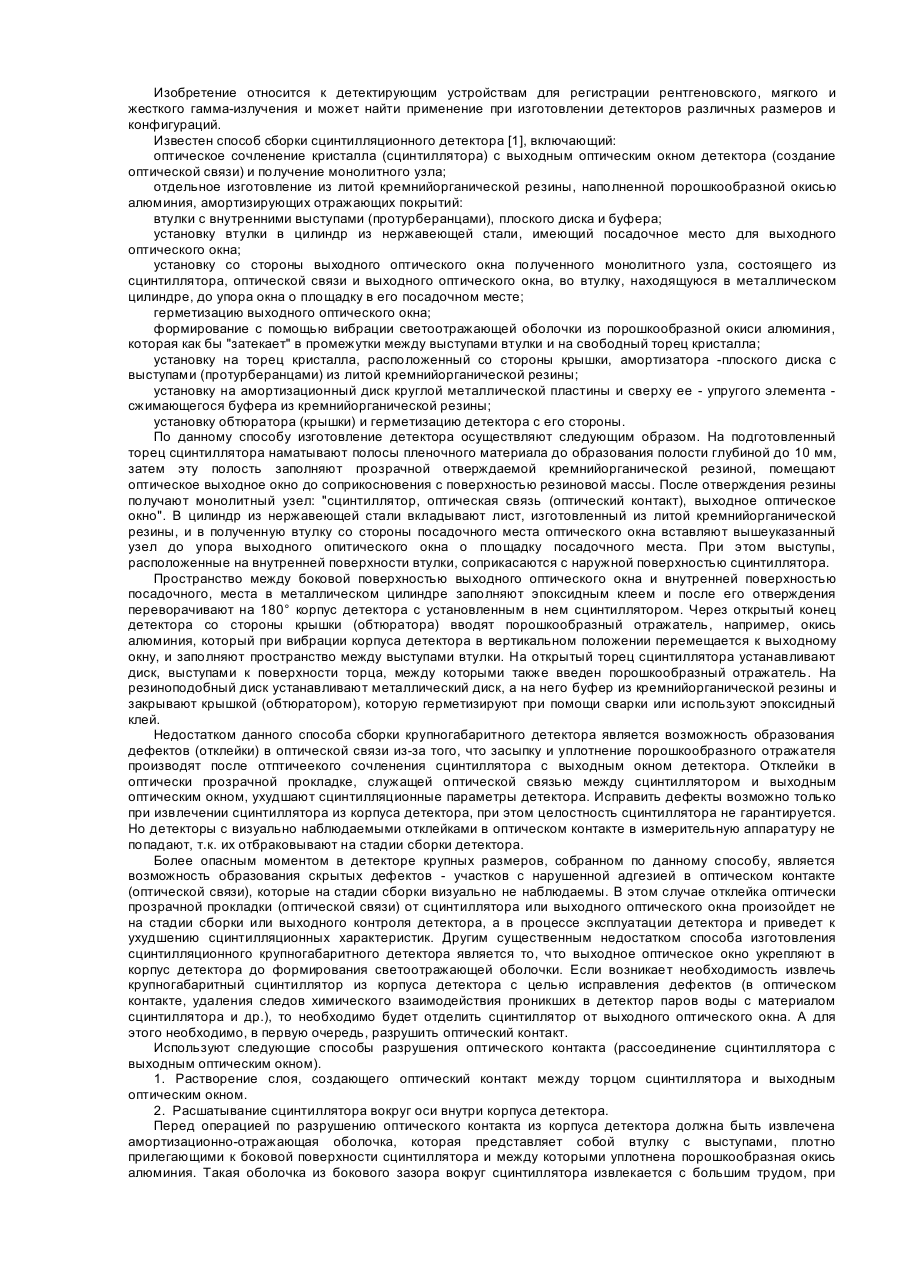
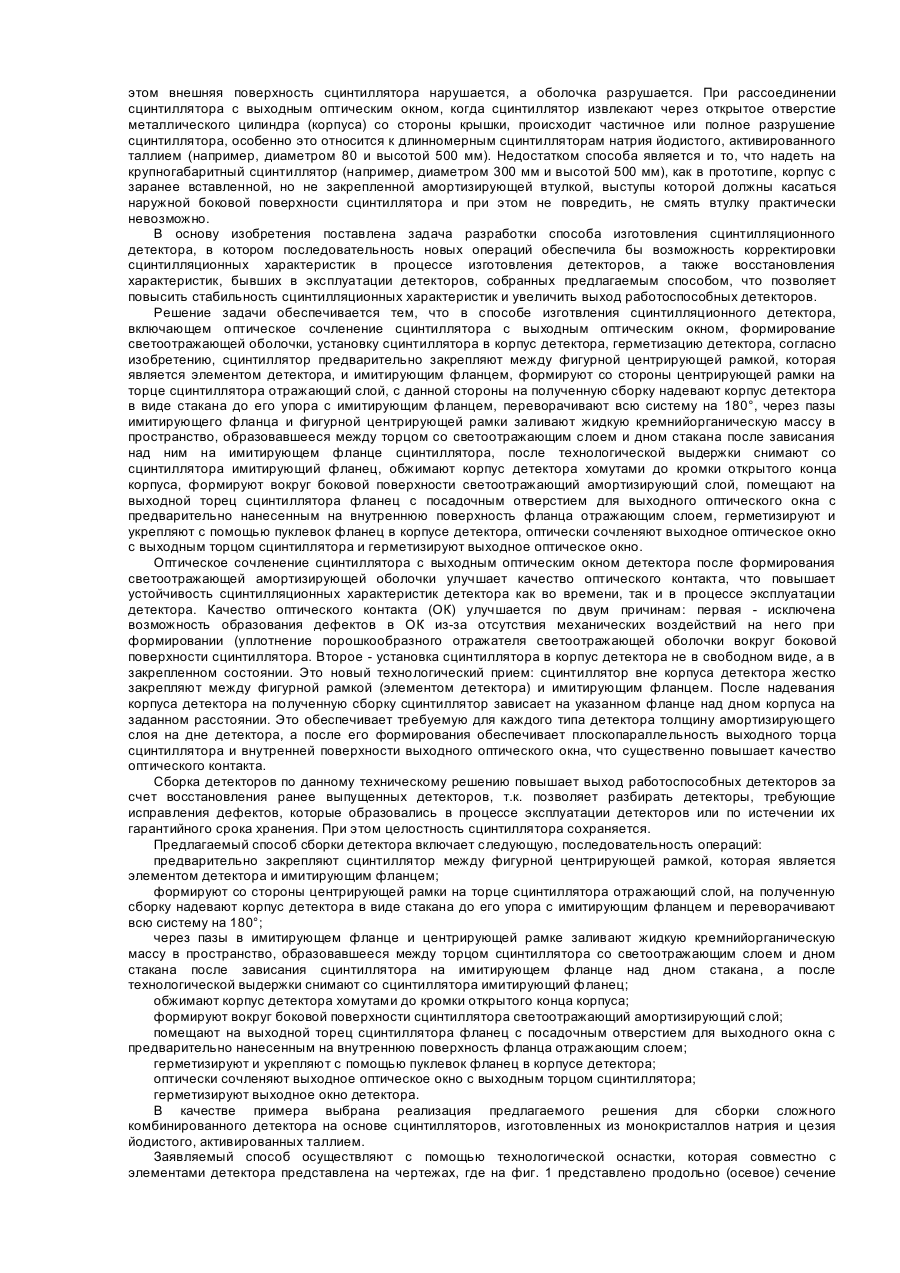
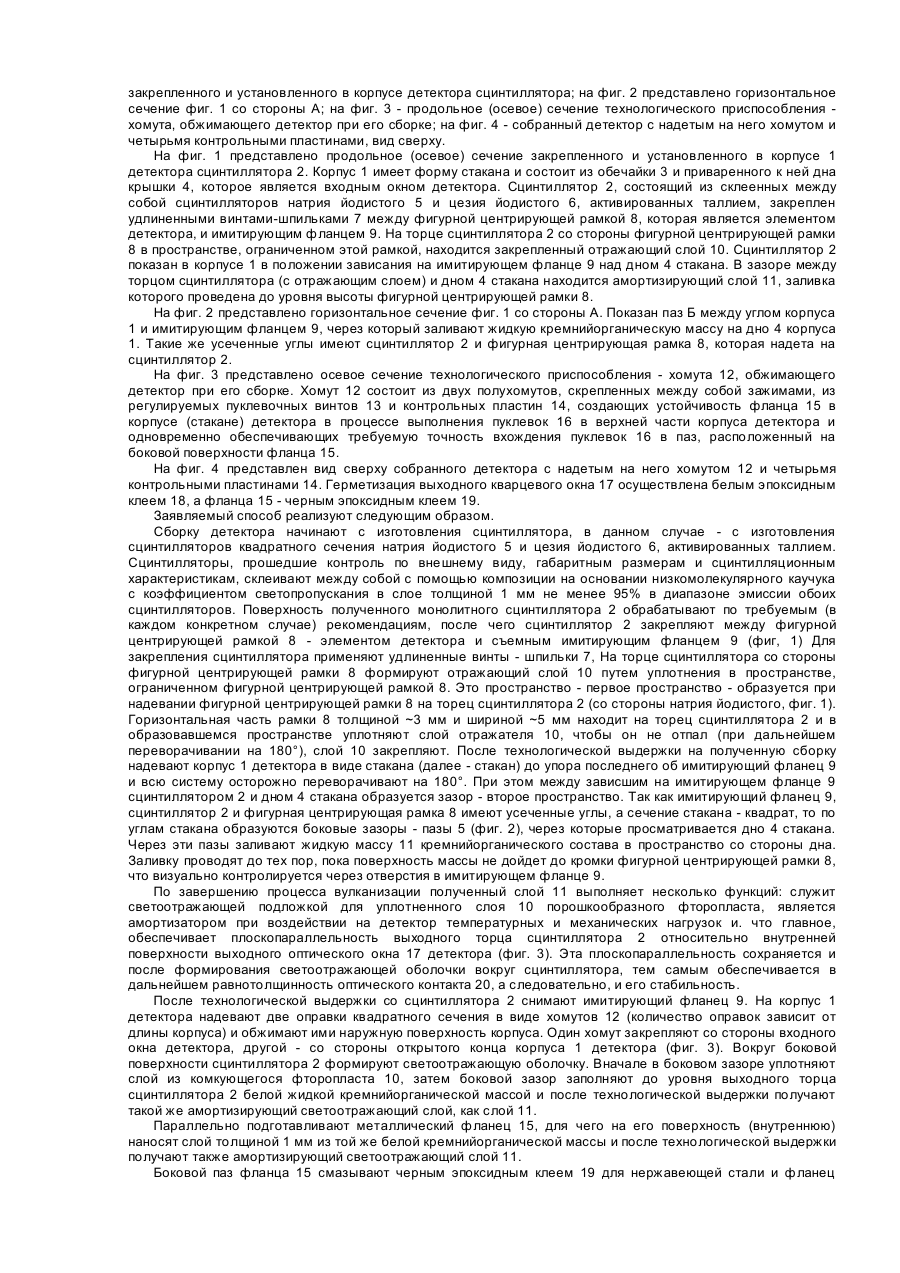
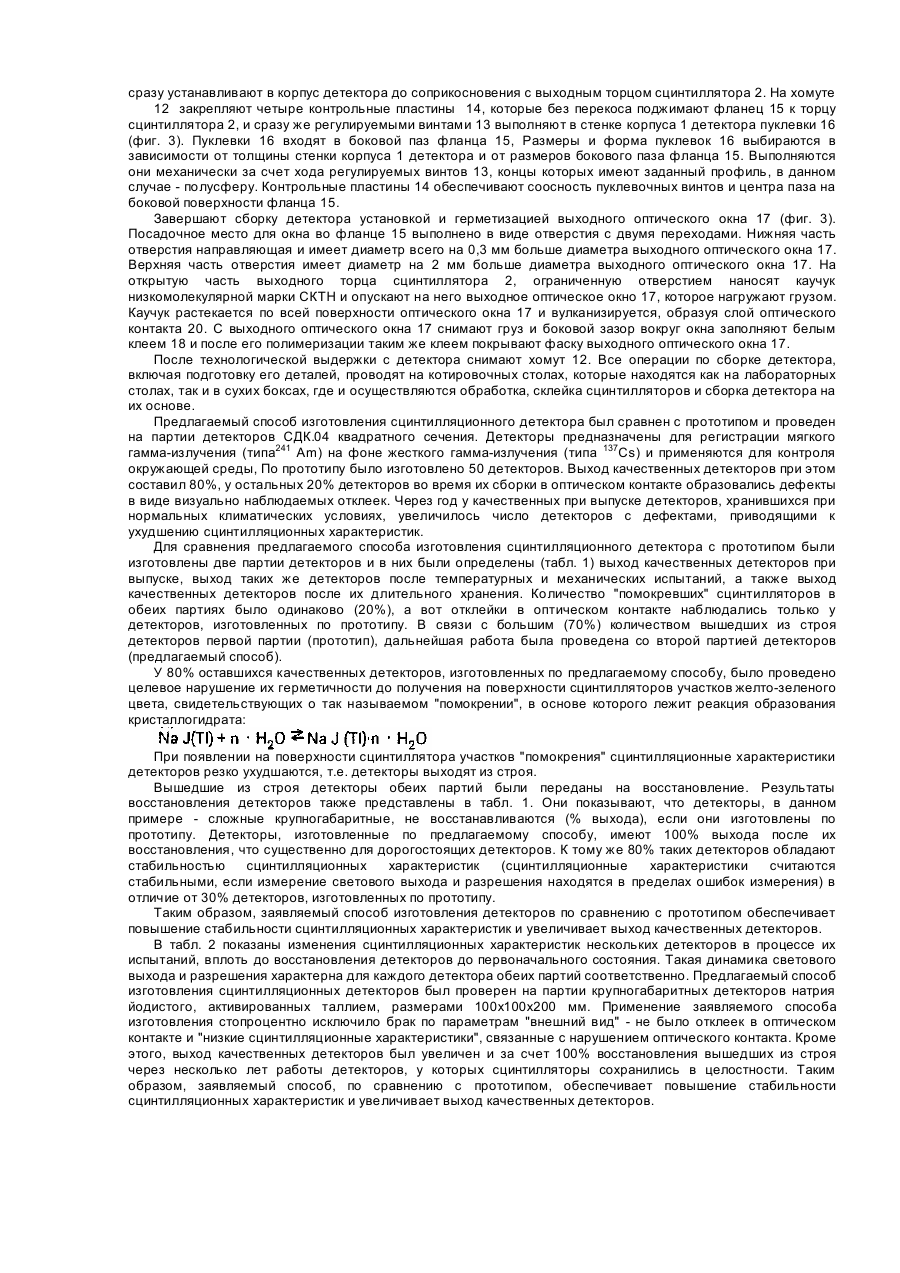
Изобретение относится к детектирующим устройствам для регистрации рентгеновского, мягкого и жесткого гамма-излучения и может найти применение при изготовлении детекторов различных размеров и конфигураций. Известен способ сборки сцинтилляционного детектора [1], включающий: оптическое сочленение кристалла (сцинтиллятора) с выходным оптическим окном детектора (создание оптической связи) и получение монолитного узла; отдельное изготовление из литой кремнийорганической резины, наполненной порошкообразной окисью алюминия, амортизирующих отражающих покрытий: втулки с внутренними выступами (протурберанцами), плоского диска и буфера; установку втулки в цилиндр из нержавеющей стали, имеющий посадочное место для выходного оптического окна; установку со стороны выходного оптического окна полученного монолитного узла, состоящего из сцинтиллятора, оптической связи и выходного оптического окна, во втулку, находящуюся в металлическом цилиндре, до упора окна о площадку в его посадочном месте; герметизацию выходного оптического окна; формирование с помощью вибрации светоотражающей оболочки из порошкообразной окиси алюминия, которая как бы "затекает" в промежутки между выступами втулки и на свободный торец кристалла; установку на торец кристалла, расположенный со стороны крышки, амортизатора -плоского диска с выступами (протурберанцами) из литой кремнийорганической резины; установку на амортизационный диск круглой металлической пластины и сверху ее - упругого элемента сжимающегося буфера из кремнийорганической резины; установку обтюратора (крышки) и герметизацию детектора с его стороны. По данному способу изготовление детектора осуществляют следующим образом. На подготовленный торец сцинтиллятора наматывают полосы пленочного материала до образования полости глубиной до 10 мм, затем эту полость заполняют прозрачной отверждаемой кремнийорганической резиной, помещают оптическое выходное окно до соприкосновения с поверхностью резиновой массы. После отверждения резины получают монолитный узел: "сцинтиллятор, оптическая связь (оптический контакт), выходное оптическое окно". В цилиндр из нержавеющей стали вкладывают лист, изготовленный из литой кремнийорганической резины, и в полученную втулку со стороны посадочного места оптического окна вставляют вышеуказанный узел до упора выходного опитического окна о площадку посадочного места. При этом выступы, расположенные на внутренней поверхности втулки, соприкасаются с наружной поверхностью сцинтиллятора. Пространство между боковой поверхностью выходного оптического окна и внутренней поверхностью посадочного, места в металлическом цилиндре заполняют эпоксидным клеем и после его отверждения переворачивают на 180° корпус детектора с установленным в нем сцинтиллятором. Через открытый конец детектора со стороны крышки (обтюратора) вводят порошкообразный отражатель, например, окись алюминия, который при вибрации корпуса детектора в вертикальном положении перемещается к выходному окну, и заполняют пространство между выступами втулки. На открытый торец сцинтиллятора устанавливают диск, выступами к поверхности торца, между которыми также введен порошкообразный отражатель. На резиноподобный диск устанавливают металлический диск, а на него буфер из кремнийорганической резины и закрывают крышкой (обтюратором), которую герметизируют при помощи сварки или используют эпоксидный клей. Недостатком данного способа сборки крупногабаритного детектора является возможность образования дефектов (отклейки) в оптической связи из-за того, что засыпку и уплотнение порошкообразного отражателя производят после отптичеекого сочленения сцинтиллятора с выходным окном детектора. Отклейки в оптически прозрачной прокладке, служащей оптической связью между сцинтиллятором и выходным оптическим окном, ухудшают сцинтилляционные параметры детектора. Исправить дефекты возможно только при извлечении сцинтиллятора из корпуса детектора, при этом целостность сцинтиллятора не гарантируется. Но детекторы с визуально наблюдаемыми отклейками в оптическом контакте в измерительную аппаратуру не попадают, т.к. их отбраковывают на стадии сборки детектора. Более опасным моментом в детекторе крупных размеров, собранном по данному способу, является возможность образования скрытых дефектов - участков с нарушенной адгезией в оптическом контакте (оптической связи), которые на стадии сборки визуально не наблюдаемы. В этом случае отклейка оптически прозрачной прокладки (оптической связи) от сцинтиллятора или выходного оптического окна произойдет не на стадии сборки или выходного контроля детектора, а в процессе эксплуатации детектора и приведет к ухудшению сцинтилляционных характеристик. Другим существенным недостатком способа изготовления сцинтилляционного крупногабаритного детектора является то, что выходное оптическое окно укрепляют в корпус детектора до формирования светоотражающей оболочки. Если возникает необходимость извлечь крупногабаритный сцинтиллятор из корпуса детектора с целью исправления дефектов (в оптическом контакте, удаления следов химического взаимодействия проникших в детектор паров воды с материалом сцинтиллятора и др.), то необходимо будет отделить сцинтиллятор от выходного оптического окна. А для этого необходимо, в первую очередь, разрушить оптический контакт. Используют следующие способы разрушения оптического контакта (рассоединение сцинтиллятора с выходным оптическим окном). 1. Растворение слоя, создающего оптический контакт между торцом сцинтиллятора и выходным оптическим окном. 2. Расшатывание сцинтиллятора вокруг оси внутри корпуса детектора. Перед операцией по разрушению оптического контакта из корпуса детектора должна быть извлечена амортизационно-отражающая оболочка, которая представляет собой втулку с выступами, плотно прилегающими к боковой поверхности сцинтиллятора и между которыми уплотнена порошкообразная окись алюминия. Такая оболочка из бокового зазора вокруг сцинтиллятора извлекается с большим трудом, при этом внешняя поверхность сцинтиллятора нарушается, а оболочка разрушается. При рассоединении сцинтиллятора с выходным оптическим окном, когда сцинтиллятор извлекают через открытое отверстие металлического цилиндра (корпуса) со стороны крышки, происходит частичное или полное разрушение сцинтиллятора, особенно это относится к длинномерным сцинтилляторам натрия йодистого, активированного таллием (например, диаметром 80 и высотой 500 мм). Недостатком способа является и то, что надеть на крупногабаритный сцинтиллятор (например, диаметром 300 мм и высотой 500 мм), как в прототипе, корпус с заранее вставленной, но не закрепленной амортизирующей втулкой, выступы которой должны касаться наружной боковой поверхности сцинтиллятора и при этом не повредить, не смять втулку практически невозможно. В основу изобретения поставлена задача разработки способа изготовления сцинтилляционного детектора, в котором последовательность новых операций обеспечила бы возможность корректировки сцинтилляционных характеристик в процессе изготовления детекторов, а также восстановления характеристик, бывших в эксплуатации детекторов, собранных предлагаемым способом, что позволяет повысить стабильность сцинтилляционных характеристик и увеличить выход работоспособных детекторов. Решение задачи обеспечивается тем, что в способе изготвления сцинтилляционного детектора, включающем оптическое сочленение сцинтиллятора с выходным оптическим окном, формирование светоотражающей оболочки, установку сцинтиллятора в корпус детектора, герметизацию детектора, согласно изобретению, сцинтиллятор предварительно закрепляют между фигурной центрирующей рамкой, которая является элементом детектора, и имитирующим фланцем, формируют со стороны центрирующей рамки на торце сцинтиллятора отражающий слой, с данной стороны на полученную сборку надевают корпус детектора в виде стакана до его упора с имитирующим фланцем, переворачивают всю систему на 180°, через пазы имитирующего фланца и фигурной центрирующей рамки заливают жидкую кремнийорганическую массу в пространство, образовавшееся между торцом со светоотражающим слоем и дном стакана после зависания над ним на имитирующем фланце сцинтиллятора, после технологической выдержки снимают со сцинтиллятора имитирующий фланец, обжимают корпус детектора хомутами до кромки открытого конца корпуса, формируют вокруг боковой поверхности светоотражающий амортизирующий слой, помещают на выходной торец сцинтиллятора фланец с посадочным отверстием для выходного оптического окна с предварительно нанесенным на внутреннюю поверхность фланца отражающим слоем, герметизируют и укрепляют с помощью пуклевок фланец в корпусе детектора, оптически сочленяют выходное оптическое окно с выходным торцом сцинтиллятора и герметизируют выходное оптическое окно. Оптическое сочленение сцинтиллятора с выходным оптическим окном детектора после формирования светоотражающей амортизирующей оболочки улучшает качество оптического контакта, что повышает устойчивость сцинтилляционных характеристик детектора как во времени, так и в процессе эксплуатации детектора. Качество оптического контакта (ОК) улучшается по двум причинам: первая - исключена возможность образования дефектов в ОК из-за отсутствия механических воздействий на него при формировании (уплотнение порошкообразного отражателя светоотражающей оболочки вокруг боковой поверхности сцинтиллятора. Второе - установка сцинтиллятора в корпус детектора не в свободном виде, а в закрепленном состоянии. Это новый технологический прием: сцинтиллятор вне корпуса детектора жестко закрепляют между фигурной рамкой (элементом детектора) и имитирующим фланцем. После надевания корпуса детектора на полученную сборку сцинтиллятор зависает на указанном фланце над дном корпуса на заданном расстоянии. Это обеспечивает требуемую для каждого типа детектора толщину амортизирующего слоя на дне детектора, а после его формирования обеспечивает плоскопараллельность выходного торца сцинтиллятора и внутренней поверхности выходного оптического окна, что существенно повышает качество оптического контакта. Сборка детекторов по данному техническому решению повышает выход работоспособных детекторов за счет восстановления ранее выпущенных детекторов, т.к. позволяет разбирать детекторы, требующие исправления дефектов, которые образовались в процессе эксплуатации детекторов или по истечении их гарантийного срока хранения. При этом целостность сцинтиллятора сохраняется. Предлагаемый способ сборки детектора включает следующую, последовательность операций: предварительно закрепляют сцинтиллятор между фигурной центрирующей рамкой, которая является элементом детектора и имитирующим фланцем; формируют со стороны центрирующей рамки на торце сцинтиллятора отражающий слой, на полученную сборку надевают корпус детектора в виде стакана до его упора с имитирующим фланцем и переворачивают всю систему на 180°; через пазы в имитирующем фланце и центрирующей рамке заливают жидкую кремнийорганическую массу в пространство, образовавшееся между торцом сцинтиллятора со светоотражающим слоем и дном стакана после зависания сцинтиллятора на имитирующем фланце над дном стакана, а после технологической выдержки снимают со сцинтиллятора имитирующий фланец; обжимают корпус детектора хомутами до кромки открытого конца корпуса; формируют вокруг боковой поверхности сцинтиллятора светоотражающий амортизирующий слой; помещают на выходной торец сцинтиллятора фланец с посадочным отверстием для выходного окна с предварительно нанесенным на внутреннюю поверхность фланца отражающим слоем; герметизируют и укрепляют с помощью пуклевок фланец в корпусе детектора; оптически сочленяют выходное оптическое окно с выходным торцом сцинтиллятора; герметизируют выходное окно детектора. В качестве примера выбрана реализация предлагаемого решения для сборки сложного комбинированного детектора на основе сцинтилляторов, изготовленных из монокристаллов натрия и цезия йодистого, активированных таллием. Заявляемый способ осуществляют с помощью технологической оснастки, которая совместно с элементами детектора представлена на чертежах, где на фиг. 1 представлено продольно (осевое) сечение закрепленного и установленного в корпусе детектора сцинтиллятора; на фиг. 2 представлено горизонтальное сечение фиг. 1 со стороны А; на фиг. 3 - продольное (осевое) сечение технологического приспособления хомута, обжимающего детектор при его сборке; на фиг. 4 - собранный детектор с надетым на него хомутом и четырьмя контрольными пластинами, вид сверху. На фиг. 1 представлено продольное (осевое) сечение закрепленного и установленного в корпусе 1 детектора сцинтиллятора 2. Корпус 1 имеет форму стакана и состоит из обечайки 3 и приваренного к ней дна крышки 4, которое является входным окном детектора. Сцинтиллятор 2, состоящий из склеенных между собой сцинтилляторов натрия йодистого 5 и цезия йодистого 6, активированных таллием, закреплен удлиненными винтами-шпильками 7 между фигурной центрирующей рамкой 8, которая является элементом детектора, и имитирующим фланцем 9. На торце сцинтиллятора 2 со стороны фигурной центрирующей рамки 8 в пространстве, ограниченном этой рамкой, находится закрепленный отражающий слой 10. Сцинтиллятор 2 показан в корпусе 1 в положении зависания на имитирующем фланце 9 над дном 4 стакана. В зазоре между торцом сцинтиллятора (с отражающим слоем) и дном 4 стакана находится амортизирующий слой 11, заливка которого проведена до уровня высоты фигурной центрирующей рамки 8. На фиг. 2 представлено горизонтальное сечение фиг. 1 со стороны А. Показан паз Б между углом корпуса 1 и имитирующим фланцем 9, через который заливают жидкую кремнийорганическую массу на дно 4 корпуса 1. Такие же усеченные углы имеют сцинтиллятор 2 и фигурная центрирующая рамка 8, которая надета на сцинтиллятор 2. На фиг. 3 представлено осевое сечение технологического приспособления - хомута 12, обжимающего детектор при его сборке. Хомут 12 состоит из двух полухомутов, скрепленных между собой зажимами, из регулируемых пуклевочных винтов 13 и контрольных пластин 14, создающих устойчивость фланца 15 в корпусе (стакане) детектора в процессе выполнения пуклевок 16 в верхней части корпуса детектора и одновременно обеспечивающих требуемую точность вхождения пуклевок 16 в паз, расположенный на боковой поверхности фланца 15. На фиг. 4 представлен вид сверху собранного детектора с надетым на него хомутом 12 и четырьмя контрольными пластинами 14. Герметизация выходного кварцевого окна 17 осуществлена белым эпоксидным клеем 18, а фланца 15 - черным эпоксидным клеем 19. Заявляемый способ реализуют следующим образом. Сборку детектора начинают с изготовления сцинтиллятора, в данном случае - с изготовления сцинтилляторов квадратного сечения натрия йодистого 5 и цезия йодистого 6, активированных таллием. Сцинтилляторы, прошедшие контроль по внешнему виду, габаритным размерам и сцинтилляционным характеристикам, склеивают между собой с помощью композиции на основании низкомолекулярного каучука с коэффициентом светопропускания в слое толщиной 1 мм не менее 95% в диапазоне эмиссии обоих сцинтилляторов. Поверхность полученного монолитного сцинтиллятора 2 обрабатывают по требуемым (в каждом конкретном случае) рекомендациям, после чего сцинтиллятор 2 закрепляют между фигурной центрирующей рамкой 8 - элементом детектора и съемным имитирующим фланцем 9 (фиг, 1) Для закрепления сцинтиллятора применяют удлиненные винты - шпильки 7, На торце сцинтиллятора со стороны фигурной центрирующей рамки 8 формируют отражающий слой 10 путем уплотнения в пространстве, ограниченном фигурной центрирующей рамкой 8. Это пространство - первое пространство - образуется при надевании фигурной центрирующей рамки 8 на торец сцинтиллятора 2 (со стороны натрия йодистого, фиг. 1). Горизонтальная часть рамки 8 толщиной ~3 мм и шириной ~5 мм находит на торец сцинтиллятора 2 и в образовавшемся пространстве уплотняют слой отражателя 10, чтобы он не отпал (при дальнейшем переворачивании на 180°), слой 10 закрепляют. После технологической выдержки на полученную сборку надевают корпус 1 детектора в виде стакана (далее - стакан) до упора последнего об имитирующий фланец 9 и всю систему осторожно переворачивают на 180°. При этом между зависшим на имитирующем фланце 9 сцинтиллятором 2 и дном 4 стакана образуется зазор - второе пространство. Так как имитирующий фланец 9, сцинтиллятор 2 и фигурная центрирующая рамка 8 имеют усеченные углы, а сечение стакана - квадрат, то по углам стакана образуются боковые зазоры - пазы 5 (фиг. 2), через которые просматривается дно 4 стакана. Через эти пазы заливают жидкую массу 11 кремнийорганического состава в пространство со стороны дна. Заливку проводят до тех пор, пока поверхность массы не дойдет до кромки фигурной центрирующей рамки 8, что визуально контролируется через отверстия в имитирующем фланце 9. По завершению процесса вулканизации полученный слой 11 выполняет несколько функций: служит светоотражающей подложкой для уплотненного слоя 10 порошкообразного фторопласта, является амортизатором при воздействии на детектор температурных и механических нагрузок и. что главное, обеспечивает плоскопараллельность выходного торца сцинтиллятора 2 относительно внутренней поверхности выходного оптического окна 17 детектора (фиг. 3). Эта плоскопараллельность сохраняется и после формирования светоотражающей оболочки вокруг сцинтиллятора, тем самым обеспечивается в дальнейшем равнотолщинность оптического контакта 20, а следовательно, и его стабильность. После технологической выдержки со сцинтиллятора 2 снимают имитирующий фланец 9. На корпус 1 детектора надевают две оправки квадратного сечения в виде хомутов 12 (количество оправок зависит от длины корпуса) и обжимают ими наружную поверхность корпуса. Один хомут закрепляют со стороны входного окна детектора, другой - со стороны открытого конца корпуса 1 детектора (фиг. 3). Вокруг боковой поверхности сцинтиллятора 2 формируют светоотражающую оболочку. Вначале в боковом зазоре уплотняют слой из комкующегося фторопласта 10, затем боковой зазор заполняют до уровня выходного торца сцинтиллятора 2 белой жидкой кремнийорганической массой и после технологической выдержки получают такой же амортизирующий светоотражающий слой, как слой 11. Параллельно подготавливают металлический фланец 15, для чего на его поверхность (внутреннюю) наносят слой толщиной 1 мм из той же белой кремнийорганической массы и после технологической выдержки получают также амортизирующий светоотражающий слой 11. Боковой паз фланца 15 смазывают черным эпоксидным клеем 19 для нержавеющей стали и фланец сразу устанавливают в корпус детектора до соприкосновения с выходным торцом сцинтиллятора 2. На хомуте 12 закрепляют четыре контрольные пластины 14, которые без перекоса поджимают фланец 15 к торцу сцинтиллятора 2, и сразу же регулируемыми винтами 13 выполняют в стенке корпуса 1 детектора пуклевки 16 (фиг. 3). Пуклевки 16 входят в боковой паз фланца 15, Размеры и форма пуклевок 16 выбираются в зависимости от толщины стенки корпуса 1 детектора и от размеров бокового паза фланца 15. Выполняются они механически за счет хода регулируемых винтов 13, концы которых имеют заданный профиль, в данном случае - полусферу. Контрольные пластины 14 обеспечивают соосность пуклевочных винтов и центра паза на боковой поверхности фланца 15. Завершают сборку детектора установкой и герметизацией выходного оптического окна 17 (фиг. 3). Посадочное место для окна во фланце 15 выполнено в виде отверстия с двумя переходами. Нижняя часть отверстия направляющая и имеет диаметр всего на 0,3 мм больше диаметра выходного оптического окна 17. Верхняя часть отверстия имеет диаметр на 2 мм больше диаметра выходного оптического окна 17. На открытую часть выходного торца сцинтиллятора 2, ограниченную отверстием наносят каучук низкомолекулярной марки СКТН и опускают на него выходное оптическое окно 17, которое нагружают грузом. Каучук растекается по всей поверхности оптического окна 17 и вулканизируется, образуя слой оптического контакта 20. С выходного оптического окна 17 снимают груз и боковой зазор вокруг окна заполняют белым клеем 18 и после его полимеризации таким же клеем покрывают фаску выходного оптического окна 17. После технологической выдержки с детектора снимают хомут 12. Все операции по сборке детектора, включая подготовку его деталей, проводят на котировочных столах, которые находятся как на лабораторных столах, так и в сухих боксах, где и осуществляются обработка, склейка сцинтилляторов и сборка детектора на их основе. Предлагаемый способ изготовления сцинтилляционного детектора был сравнен с прототипом и проведен на партии детекторов СДК.04 квадратного сечения. Детекторы предназначены для регистрации мягкого гамма-излучения (типа241 Am) на фоне жесткого гамма-излучения (типа 137Cs) и применяются для контроля окружающей среды, По прототипу было изготовлено 50 детекторов. Выход качественных детекторов при этом составил 80%, у остальных 20% детекторов во время их сборки в оптическом контакте образовались дефекты в виде визуально наблюдаемых отклеек. Через год у качественных при выпуске детекторов, хранившихся при нормальных климатических условиях, увеличилось число детекторов с дефектами, приводящими к ухудшению сцинтилляционных характеристик. Для сравнения предлагаемого способа изготовления сцинтилляционного детектора с прототипом были изготовлены две партии детекторов и в них были определены (табл. 1) выход качественных детекторов при выпуске, выход таких же детекторов после температурных и механических испытаний, а также выход качественных детекторов после их длительного хранения. Количество "помокревших" сцинтилляторов в обеих партиях было одинаково (20%), а вот отклейки в оптическом контакте наблюдались только у детекторов, изготовленных по прототипу. В связи с большим (70%) количеством вышедших из строя детекторов первой партии (прототип), дальнейшая работа была проведена со второй партией детекторов (предлагаемый способ). У 80% оставшихся качественных детекторов, изготовленных по предлагаемому способу, было проведено целевое нарушение их герметичности до получения на поверхности сцинтилляторов участков желто-зеленого цвета, свидетельствующих о так называемом "помокрении", в основе которого лежит реакция образования кристаллогидрата: При появлении на поверхности сцинтиллятора участков "помокрения" сцинтилляционные характеристики детекторов резко ухудшаются, т.е. детекторы выходят из строя. Вышедшие из строя детекторы обеих партий были переданы на восстановление. Результаты восстановления детекторов также представлены в табл. 1. Они показывают, что детекторы, в данном примере - сложные крупногабаритные, не восстанавливаются (% выхода), если они изготовлены по прототипу. Детекторы, изготовленные по предлагаемому способу, имеют 100% выхода после их восстановления, что существенно для дорогостоящих детекторов. К тому же 80% таких детекторов обладают стабильностью сцинтилляционных характеристик (сцинтилляционные характеристики считаются стабильными, если измерение светового выхода и разрешения находятся в пределах ошибок измерения) в отличие от 30% детекторов, изготовленных по прототипу. Таким образом, заявляемый способ изготовления детекторов по сравнению с прототипом обеспечивает повышение стабильности сцинтилляционных характеристик и увеличивает выход качественных детекторов. В табл. 2 показаны изменения сцинтилляционных характеристик нескольких детекторов в процессе их испытаний, вплоть до восстановления детекторов до первоначального состояния. Такая динамика светового выхода и разрешения характерна для каждого детектора обеих партий соответственно. Предлагаемый способ изготовления сцинтилляционных детекторов был проверен на партии крупногабаритных детекторов натрия йодистого, активированных таллием, размерами 100x100x200 мм. Применение заявляемого способа изготовления стопроцентно исключило брак по параметрам "внешний вид" - не было отклеек в оптическом контакте и "низкие сцинтилляционные характеристики", связанные с нарушением оптического контакта. Кроме этого, выход качественных детекторов был увеличен и за счет 100% восстановления вышедших из строя через несколько лет работы детекторов, у которых сцинтилляторы сохранились в целостности. Таким образом, заявляемый способ, по сравнению с прототипом, обеспечивает повышение стабильности сцинтилляционных характеристик и увеличивает выход качественных детекторов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make scintillation detector
Автори англійськоюSytnyk Petro Serhiiovych, Hershun Oleksandr Serhiiovych, Andryuschenko Lyubov Andriyivna
Назва патенту російськоюСпособ изготовления сцинтилляционного детектора
Автори російськоюСитник Петр Сергеевич, Гершун Александр Сергеевич, Андрющенко Любовь Андреевна
МПК / Мітки
МПК: G01T 1/202
Мітки: спосіб, виготовлення, сцинтиляційного, детектора
Код посилання
<a href="https://ua.patents.su/7-20197-sposib-vigotovlennya-scintilyacijjnogo-detektora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сцинтиляційного детектора</a>
Спосіб виготовлення сцинтиляційного детектора
Номер патенту: 9941
Опубліковано: 30.09.1996
Автори: Гриньов Борис Вікторович, Тучин Олег Вацлавович, Янкелевич Володимир Леонідович, Полторацький Юрій Борисович
МПК: G01T 1/20, G01T 1/202
Мітки: спосіб, виготовлення, сцинтиляційного, детектора
Формула / Реферат:
(57) Способ изготовления сцинтилляционного детектора, включающий получение заготовки сцинтиллятора, его нагрев, выдержку и последующее охлаждение, установку сцинтиллятора в корпус контейнера, формирование светоотражающей оболочки, герметизацию, проведение указанных операций в условиях инертной атмосферы, отличающийся тем, что нагрев сцинтиллятора производят до температуры 140-180°С, а время от получения заготовки сцинтиллятора до начала...
Спосіб виготовлення сцинтиляційного детектора
Номер патенту: 16676
Опубліковано: 29.08.1997
Автори: Андрющенко Любов Андріївна, Янкелевич Володимир Леонідович, Гриньов Борис Вікторович, Літічевський Олександр Марксович
МПК: G01T 1/20
Мітки: сцинтиляційного, детектора, спосіб, виготовлення
Формула / Реферат:
Способ изготовления сцинтилляционного детектора, включающий крепление и герметизацию выходного окна в корпусе детектора и его последующую сборку, отличающийся тем, что, с целью повышения устойчивости к внешним воздействиям и увеличения выхода годных изделий, корпус с нанесенным на склеиваемые поверхности клеем и установленным выходным окном вакуумируют до прекращения выделения газообразных включений.
Спосіб виготовлення сцинтиляційного детектора
Номер патенту: 16602
Опубліковано: 29.08.1997
Автори: Полторацький Юрій Борисович, Тучин Олег Вацлавович, Янкелевич Володимир Леонідович, Гриньов Борис Вікторович
МПК: G01T 1/202
Мітки: детектора, сцинтиляційного, спосіб, виготовлення
Формула / Реферат:
Способ изготовления сцинтилляционного детектора, включающий установку сцинтиллятора в корпус контейнера, формирование светоотражающей оболочки, герметизацию в условиях инертной атмосферы, отличающийся тем, что, с целью повышения термопрочности, до установки в корпус производят в указанных условиях нагрев сцинтиллятора до 330-350°С, выдержку при этой температуре 5-10 мин с последующим охлаждением.
Спосіб складання сцинтиляційного детектора
Номер патенту: 3253
Опубліковано: 26.12.1994
Автори: Проценко Анатолій Іванович, Літічевський Олександр Марксович, Гриньов Борис Вікторович, Ковтун Олена Дмитрівна, Андрющенко Любов Андріївна
МПК: G01T 1/202
Мітки: сцинтиляційного, спосіб, детектора, складання
Формула / Реферат:
Способ сборки сцинтилляционного детектора, включающий нанесение полиорганосилоксанового каучука на выходное окно детектора и выходной торец сцинтиллятора, установку сцинтиллятора в контейнер, формирование элемента оптической связи и светоотражающей оболочки, герметизацию, проведение указанных операций в условиях инертной атмосферы, отличающимся тем, что после сопряжения сцинтиллятора с выходным окном производят в указанных условиях нагрев...
Елемент оптичного зв’язку сцинтиляційного детектора
Номер патенту: 16731
Опубліковано: 29.08.1997
Автори: Лебедєва Зоя Сергіївна, Гриньов Борис Вікторович, Андрющенко Любов Андріївна, Гершун Олександр Сергійович, Южелевський Юлій Абрамович, Сотников Валерій Тимофійович, Шицель Любов Абрамівна
МПК: G01T 1/20
Мітки: елемент, оптичного, зв'язку, сцинтиляційного, детектора
Формула / Реферат:
Элемент оптической связи сцинтилляционного детектора, содержащий полиорганосилоксановый каучук с винильными группами, платиносодержащий катализатор и отвердитель, содержащий гидридсилоксановые звенья, отличающийся тем, что, с целью сокращения технологического времени сборки детекторов при сохранении сцинтилляционных характеристик, в качестве отвердителя использован гидридсилоксановый олигомер ОГС при следующем соотношении компонентов, мас.%:...
Попередній патент: Композиція для захисно-декоративного покриття полістирольних пластиків
Наступний патент: Пристрій для масажу
Випадковий патент: Спосіб одержання засобу з анаболічною активністю