Пристрій для обробки поверхонь фланцевих роз’єднань та внутрішніх перегородок посудин і труб
Номер патенту: 75970
Опубліковано: 25.12.2012
Автори: Оленич Микола Миколайович, Нескородяний Володимир Іванович

Формула / Реферат
Пристрій для обробки поверхонь фланцевих роз'єднань та внутрішніх перегородок посудин і труб, що складається з корпуса, в якому вмонтовано зубчасте колесо, який відрізняється тим, що на зубчастому колесі кріпиться напрямна з супортом, на якому встановлюється різцеутримувач з різцем чи додатково кріпиться боковий супорт зі шпинделем з встановленою в нього фрезою чи свердлом, а також додатково обладнаний кронштейнами для кріплення на посудині (трубі), що дозволяє обробляти ущільнюючі поверхні фланцевих роз'єднань широкого діапазону та фрезерувати внутрішні перегородки і відновлювати отвори на фланці.
Текст
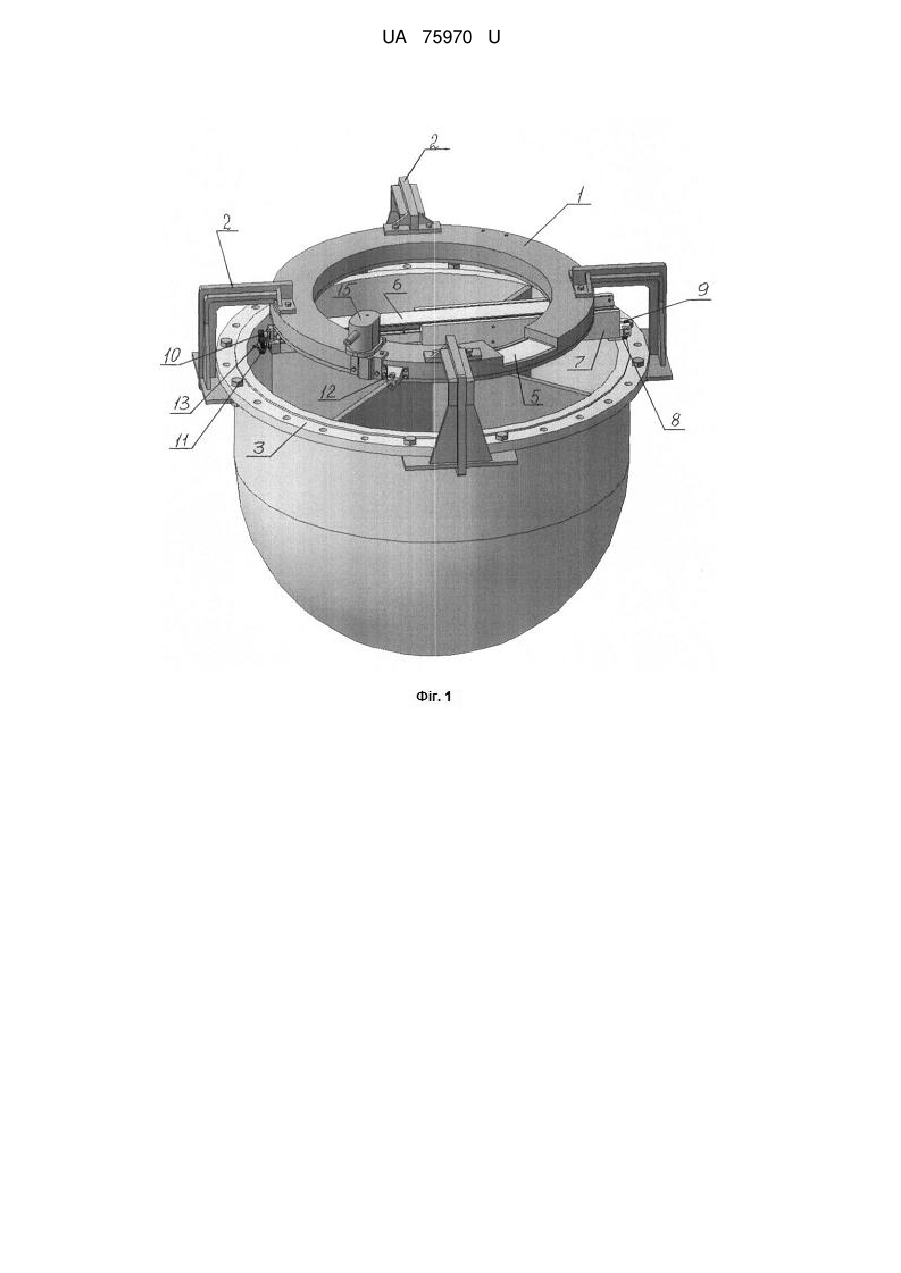
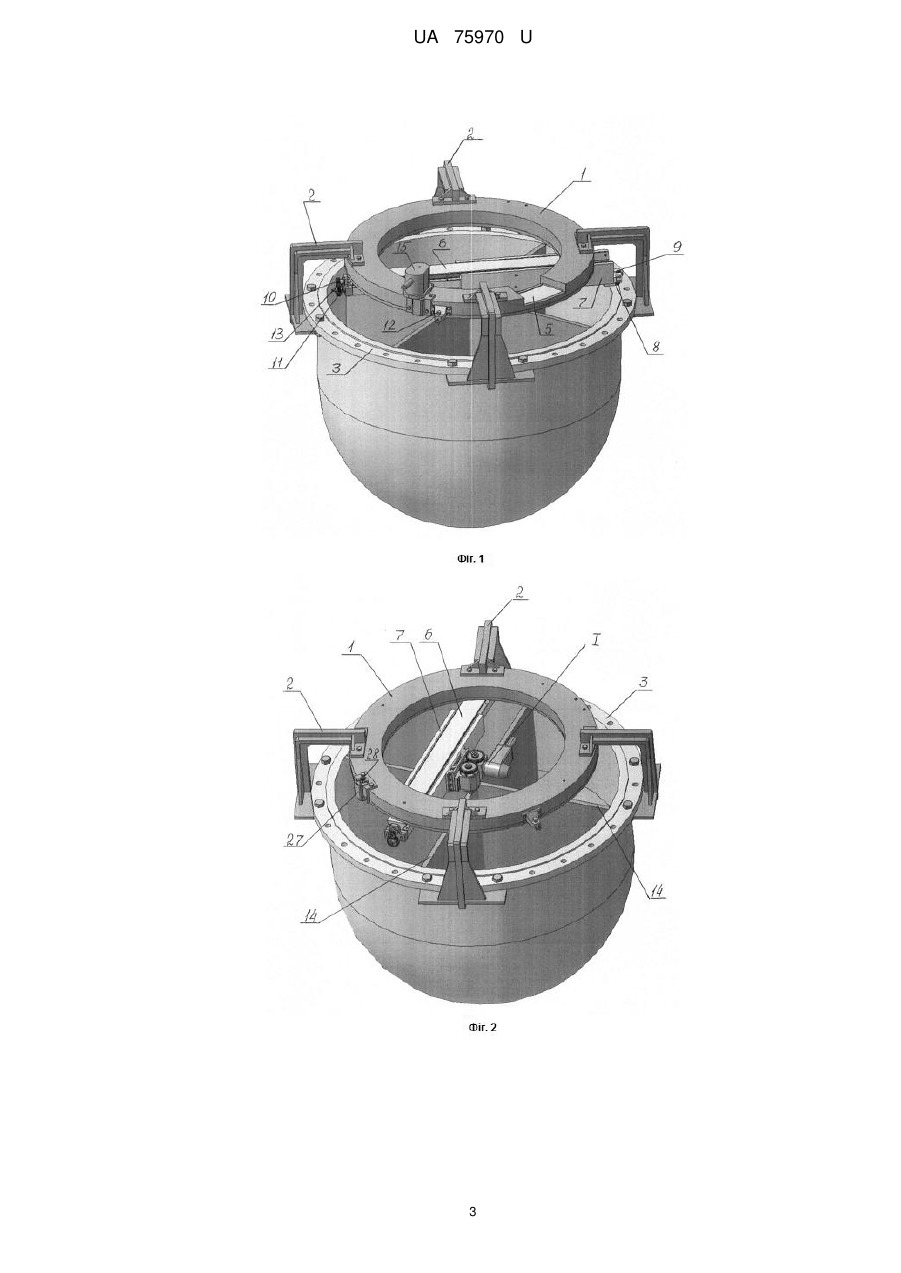
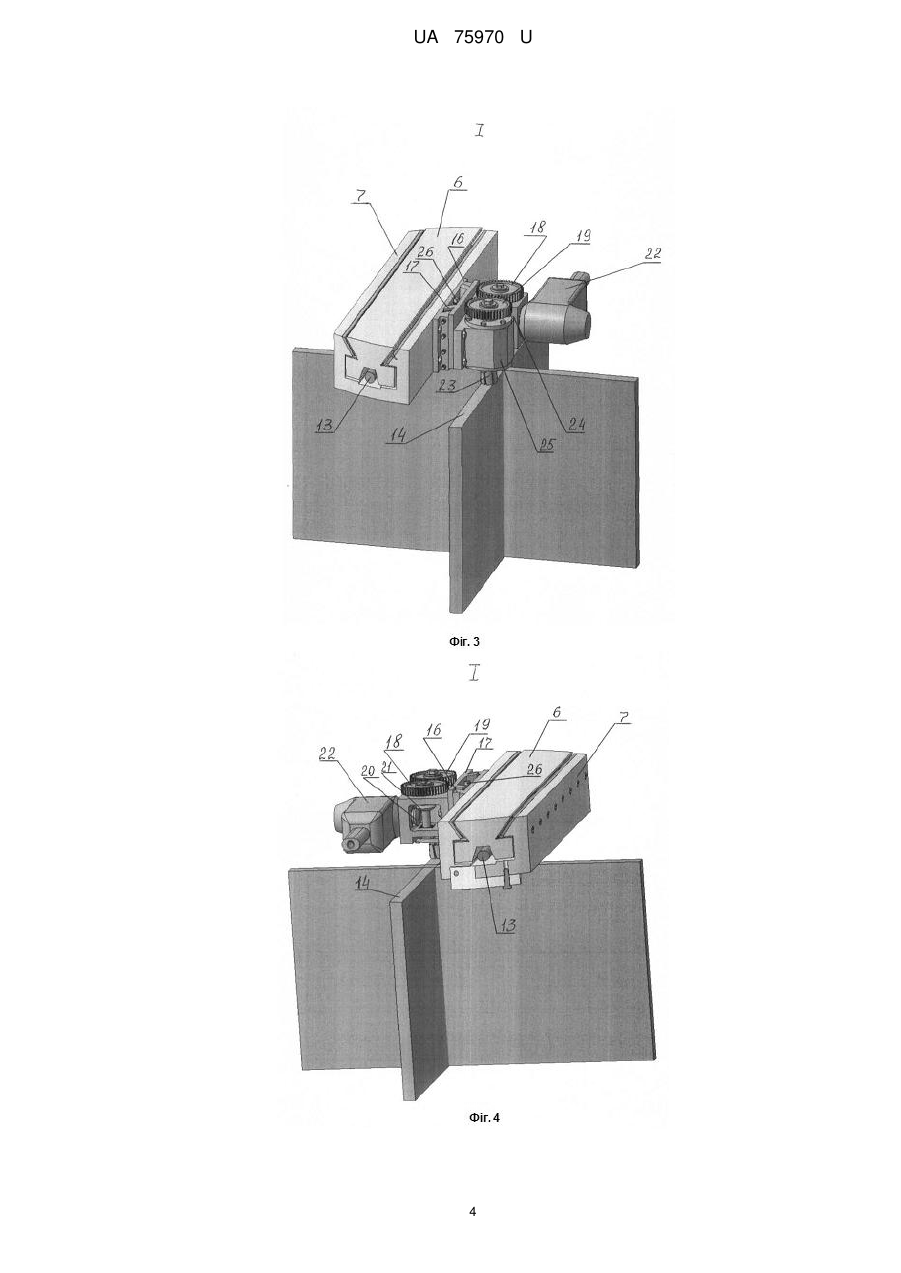
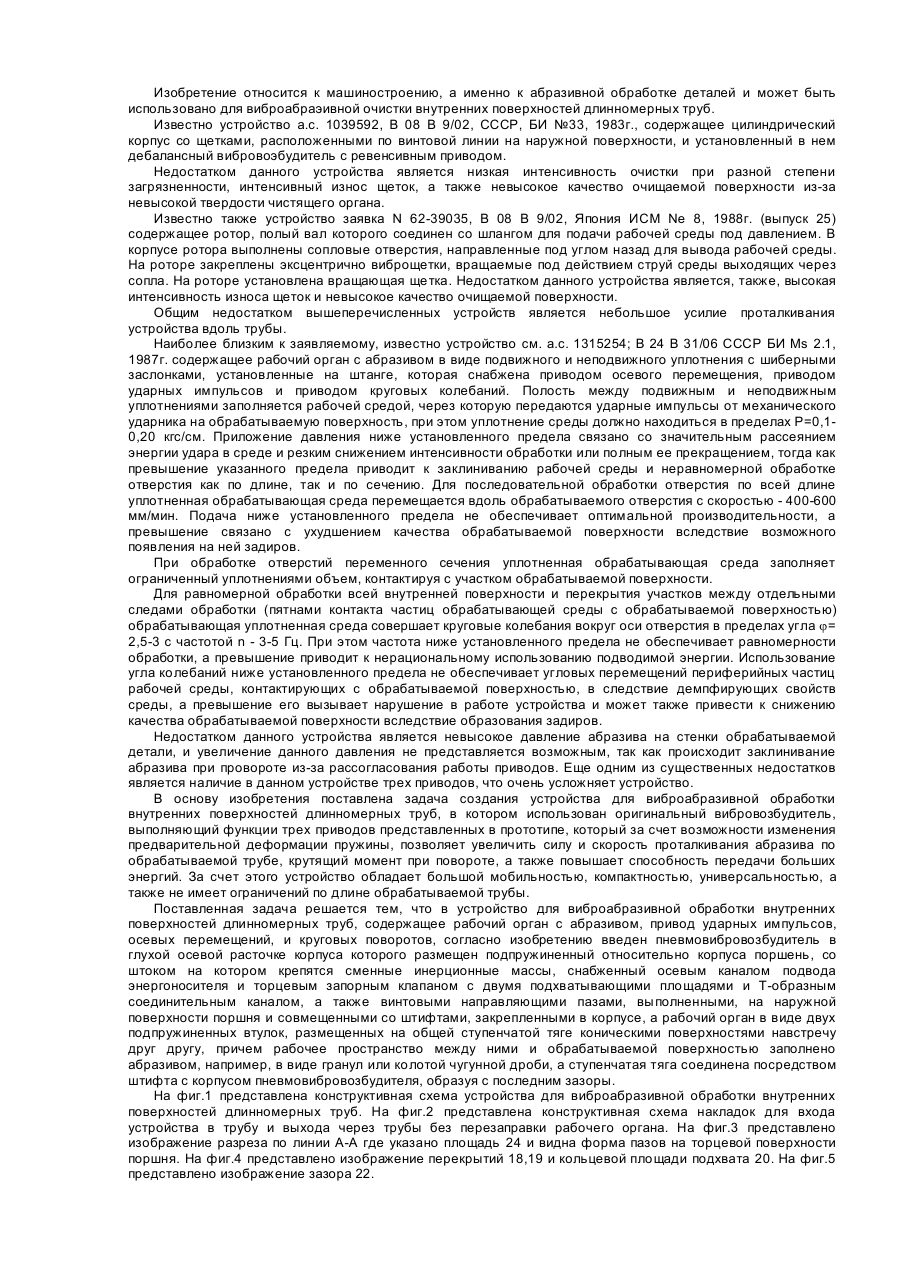
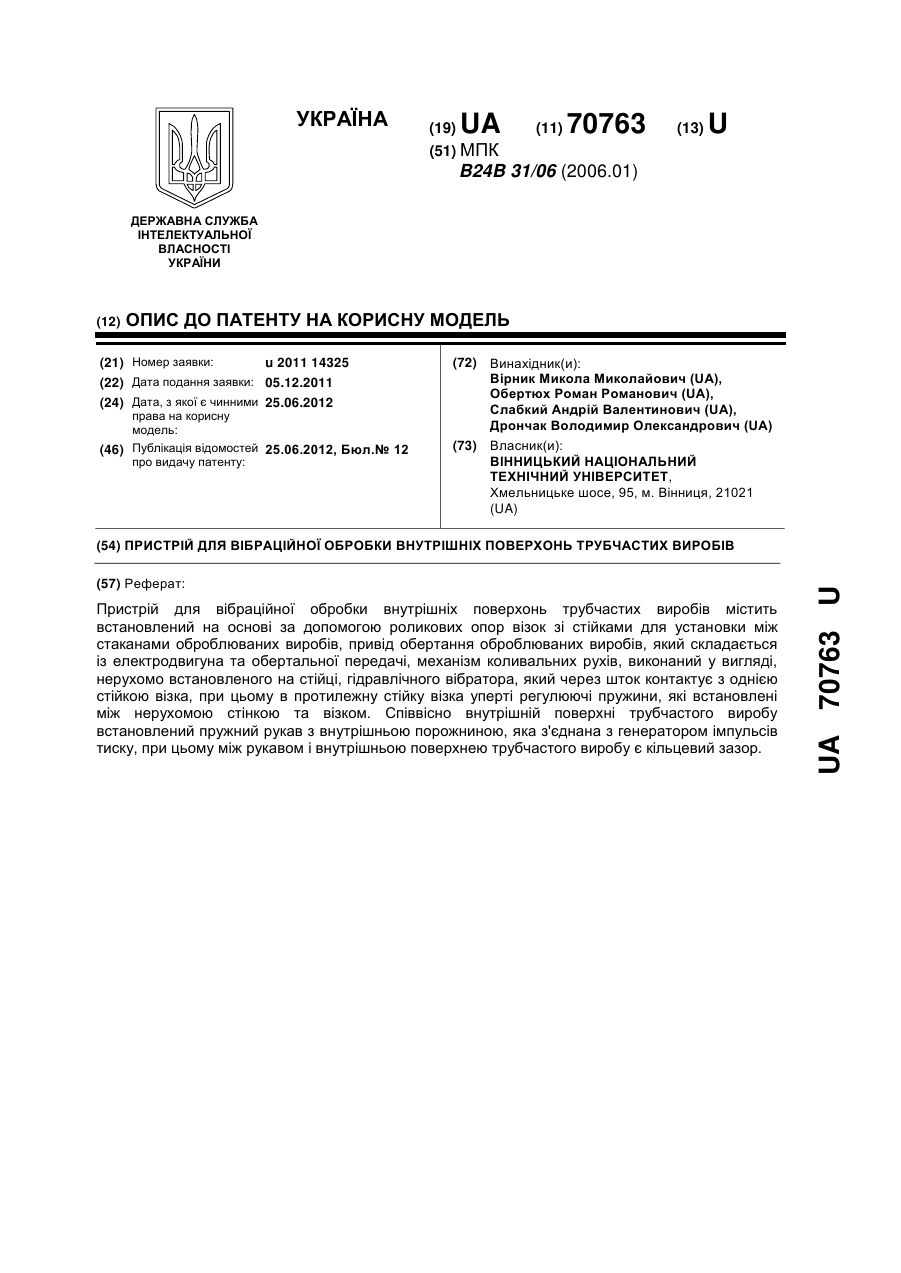
Реферат: Пристрій для обробки поверхонь фланцевих роз'єднань та внутрішніх перегородок посудин і труб містить корпус, зубчасте колесо, напрямну з супортом, різцеутримувач з різцем, кронштейни. UA 75970 U (12) UA 75970 U UA 75970 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі верстатобудування, а саме до верстатів токарних, токарно-карусельних і розточних. Аналогом об'єкта, що заявляється, є пристрій для обробки кінців труб, який запропонований патентом на корисну модель № 61784 (Оленич М.М., Нескородяний В.І). Вказаний аналог складається з корпусу у вигляді нерухомого кільця, яке за допомогою шпильок шайб і гайок кріпиться на фланець труби (посудини). Різець, яким обробляється поверхня фланця, встановлений в різцеутримувачі з механізмом подачі різця, які кріпляться безпосередньо до зубчастого колеса, що встановлене в корпус і приводиться в рух за допомогою пневмопривода. Радіальна подача різця виконується через шестірню, закріплену на валу механізму подачі різця шляхом зчеплення з пальцем, встановленому на корпусі пристрою при обертанні зубчатого колеса з закріпленим на ньому різцеутримувачем. Задачею корисної моделі є розширення можливостей верстата при ремонті посудин та труб широкого діапазону діаметрів, які неможливо демонтувати чи встановити на стаціонарних металообробних верстатах. Поставлена задача вирішується тим, що, згідно з корисною моделлю, на зубчастому колесі, яке вмонтоване в корпусі, кріпиться напрямна з супортом, на якому встановлюється різцеутримувач з різцем, чи додатково кріпиться боковий супорт зі шпинделем з встановленою в нього фрезою чи свердлом, а також додатково обладнаний кронштейнами для кріплення на посудині (трубі), що дозволяє обробляти ущільнюючі поверхні фланцевих роз’єднань широкого діапазону та фрезерувати внутрішні перегородки і відновлювати отвори на фланці. Креслення пристрою відображені на фіг. 1, 2, 3, 4. На фіг. 1 зображено загальний вигляд пристрою в робочому стані при оброблюванні ущільнюючої поверхні фланцевого роз'єднання. На фіг. 2 зображено загальний вигляд пристрою в робочому стані при фрезеруванні поверхні внутрішньої перегородки посудини. На фіг. 3 показано виносний елемент І загального вигляду (фіг. 2), де зображено боковий супорт в збільшеному вигляді при фрезеруванні внутрішньої перегородки посудини. На фіг. 4 зображено зворотний вигляд бокового супорта в збільшеному вигляді при фрезеруванні внутрішньої перегородки посудини. Пристрій (фіг. 1) складається з корпуса 1, який за допомогою кронштейнів 2 кріпиться на фланець посудини чи труби 3. В корпусі 1 встановлено зубчасте колесо 5, на якому кріпляться напрямна 6 з супортом 7. На супорті кріпиться різцеутримувач 8, в якому встановлюється різець 9. Супорт 7 по напрямній 6 пересувається за допомогою ходового гвинта з чотиригранним кінцем 13. Механічна подача супорта забезпечується шляхом зчеплення пальця 12, закріпленого на корпусі 1 з шестірнею 10, яка передає обертовий рух на зубчасте колесо 11, закріплене на ходовому гвинті 13. Приведення в рух зубчастого колеса 5 виконується за допомогою пневмопривода 15. Для забезпечення фрезерування внутрішніх перегородок 14 посудини та відновлення отворів на фланці на супорт 7 додатково кріпиться боковий супорт (фіг. 2, 3, 4). Боковий супорт складається з нерухомої платформи 16 і рухомої платформи 17 на якій кріпляться опора пневмопривода 24 і корпус шпинделя 25. На опорі 24 кріпиться пневмопривід 22, а в шпинделі, який вмонтований в корпус 25 кріпиться ріжучий інструмент 23. Подача ріжучого інструмента у осьовому напрямку виконується за допомогою ходового гвинта 26, який має чотиригранний кінець. Ріжучий інструмент приводиться в обертовий рух від пневмопривода 22 через шестерні 20 та 21 та зубчасті колеса 18 і 19. Напрямна 6 з супортом 7 зміщується відносно до осі корпуса 1 і кріпиться на колесі 5 таким чином, щоб забезпечити розташування осі шпинделя бокового супорта в діаметральній площині оброблювальної посудини чи труби. Для забезпечення встановлення інструмента в робоче положення при фрезеруванні внутрішніх перегородок чи відновлюванні отворів на фланці посудини чи труби на корпус 1 додатково кріпиться ручний привід з корпусом 27, в якому вмонтована вал-шестірня 28 з чотиригранним кінцем, яка входить в зчеплення із зубчатим колесом 5 (фіг. 1). Для приведення в обертовий рух ходових гвинтів 13, 26 та вала-шестірні 28 застосовується ключ з внутрішнім чотиригранним отвором, який встановлюється на чотиригранні кінці вказаних гвинтів і вала-шестірні. Для виконання швидкої подачі ріжучого інструмента при неробочому ході застосовується пневматична свердлильна машинка з встановленою в шпиндель оправкою, головка якої має чотиригранний внутрішній отвір. Порядок підготовки до роботи і робота пристрою. Для встановлення пристрою в робоче положення попередньо до посудини чи труби кріпляться кронштейни 2. Кількість кронштейнів, які встановлюються, залежить від діаметра 1 UA 75970 U 5 10 15 20 25 оброблюваного фланця посудини чи труби. Далі до кронштейнів кріпиться корпус пристрою в зібраному вигляді. Допускається проводити складання окремими вузлами. За допомогою прокладок пристрій виставляється відносно до робочої поверхні оброблюваного фланця. Обертаючи ходовий гвинт 13, супорт 7 з різцеутримувачем 8 та різцем 9 підводиться в зону різання і різець виставляється на глибину різання. Далі включається пневмопривод 15, який приводить в рух зубчасте колесо 5 із закріпленими на ньому напрямною 6 з супортом 7 на якому кріпиться різцеутримувач 8 з різцем 9. Радіальна подача різця виконується шляхом зчеплення пальця 12 з шестірнею 10, яка передає обертовий рух на зубчасте колесо 11 і таким чином ходовий гвинт 13. При фрезеруванні внутрішньої перегородки посудини напрямна 6 з супортом 7 виставляється здовж оброблюваної поверхні перегородки 14 шляхом обертання вала-шестірні 28 і фіксується в цьому положенні. Фреза в радіальному напрямку подається в зону різання через ходовий гвинт 13, а у осьовому напрямку - через ходовий гвинт 26. При відновлюванні отворів на фланці посудини чи труби боковий супорт кріпиться на кінці супорта 7 а інструмент встановлений в шпиндель виставляється від осі вказаного обладнання на відстань, яка дорівнює радіусу кола, яке проходить через осі відновлюваних отворів. Обертаючи за допомогою ручного приводу зубчасте колесо 5, ріжучий інструмент виставляється на наступний отвір. Пристрій значно розширює можливості його застосування, в тому числі для ремонту габаритного обладнання нафтохімічної і металургійної промисловості, яке не підлягає демонтуванню. Застосування даного пристрою виключає ручну працю і скорочує строки проведення ремонтів обладнання, що дуже важливо при виконанні ремонтних робіт в умовах підвищеної радіоактивної небезпеки. Значно розширений діапазон діаметрів оброблюваних фланцевих поверхонь з використанням операції фрезерування, що робить пристрій універсальним в застосуванні при ремонті посудин різного типу, та скорочує виробничі витрати. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Пристрій для обробки поверхонь фланцевих роз'єднань та внутрішніх перегородок посудин і труб, що складається з корпуса, в якому вмонтовано зубчасте колесо, який відрізняється тим, що на зубчастому колесі кріпиться напрямна з супортом, на якому встановлюється різцеутримувач з різцем чи додатково кріпиться боковий супорт зі шпинделем з встановленою в нього фрезою чи свердлом, а також додатково обладнаний кронштейнами для кріплення на посудині (трубі), що дозволяє обробляти ущільнюючі поверхні фланцевих роз'єднань широкого діапазону та фрезерувати внутрішні перегородки і відновлювати отвори на фланці. 2 UA 75970 U 3 UA 75970 U 4 UA 75970 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for machining surfaces of flanged connectors and internal walls of vessels and pipes
Автори англійськоюOlenych Mykola Mykolaiovych, Neskorodianyi Volodymyr Ivanovych
Назва патенту російськоюУстройство для обработки поверхностей фланцевых разъемов и внутренних перегородок сосудов и труб
Автори російськоюОленич Николай Николаевич, Нескородяный Владимир Иванович
МПК / Мітки
Мітки: фланцевих, роз'єднань, перегородок, внутрішніх, поверхонь, обробки, пристрій, труб, посудин
Код посилання
<a href="https://ua.patents.su/7-75970-pristrijj-dlya-obrobki-poverkhon-flancevikh-rozehdnan-ta-vnutrishnikh-peregorodok-posudin-i-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки поверхонь фланцевих роз’єднань та внутрішніх перегородок посудин і труб</a>
Пристрій для віброабразивної обробки внутрішніх поверхонь довгомірних труб
Номер патенту: 10871
Опубліковано: 25.12.1996
Автори: Булига Юрій Володимирович, Іскович-Лотоцький Ростислав Дмитрович
МПК: B24B 31/06
Мітки: внутрішніх, труб, пристрій, обробки, довгомірних, поверхонь, віброабразивної
Формула / Реферат:
Устройство для виброабразивной обработки внутренних поверхностей длинномерных труб, содержащее рабочий орган с абразивом, привод, отличающееся тем, что, привод выполнен в виде пневмовибровозбудителя в глухой осевой расточке которого размещен подпружиненный относительно корпуса поршень, со штоком па котором крепятся сменные инерционные массы, снабженный осевым каналом подвода энергоносителя н торцевым запорным клапаном с кольцевой рабочей...
Пристрій для вібраційної обробки внутрішніх поверхонь трубчастих виробів
Номер патенту: 70763
Опубліковано: 25.06.2012
Автори: Слабкий Андрій Валентинович, Обертюх Роман Романович, Вірник Микола Миколайович, Дрончак Володимир Олександрович
МПК: B24B 31/06
Мітки: трубчастих, поверхонь, виробів, пристрій, обробки, вібраційної, внутрішніх
Формула / Реферат:
Пристрій для вібраційної обробки внутрішніх поверхонь трубчастих виробів, який містить встановлений на основі за допомогою роликових опор візок зі стійками для установки між стаканами оброблюваних виробів, привід обертання оброблюваних виробів, який складається із електродвигуна та обертальної передачі, механізм коливальних рухів, виконаний у вигляді, нерухомо встановленого на стійці, гідравлічного вібратора, який через шток контактує з...
Пристрій для статико-імпульсної обробки внутрішніх напівсферичних поверхонь
Номер патенту: 52564
Опубліковано: 25.08.2010
Автори: Пилипець Михайло Ількович, Левкович Михайло Генадійович, Бригадир Богдан Тарасович, Лясота Оксана Михайлівна
МПК: B24B 39/00
Мітки: поверхонь, обробки, напівсферичних, пристрій, статико-імпульсної, внутрішніх
Формула / Реферат:
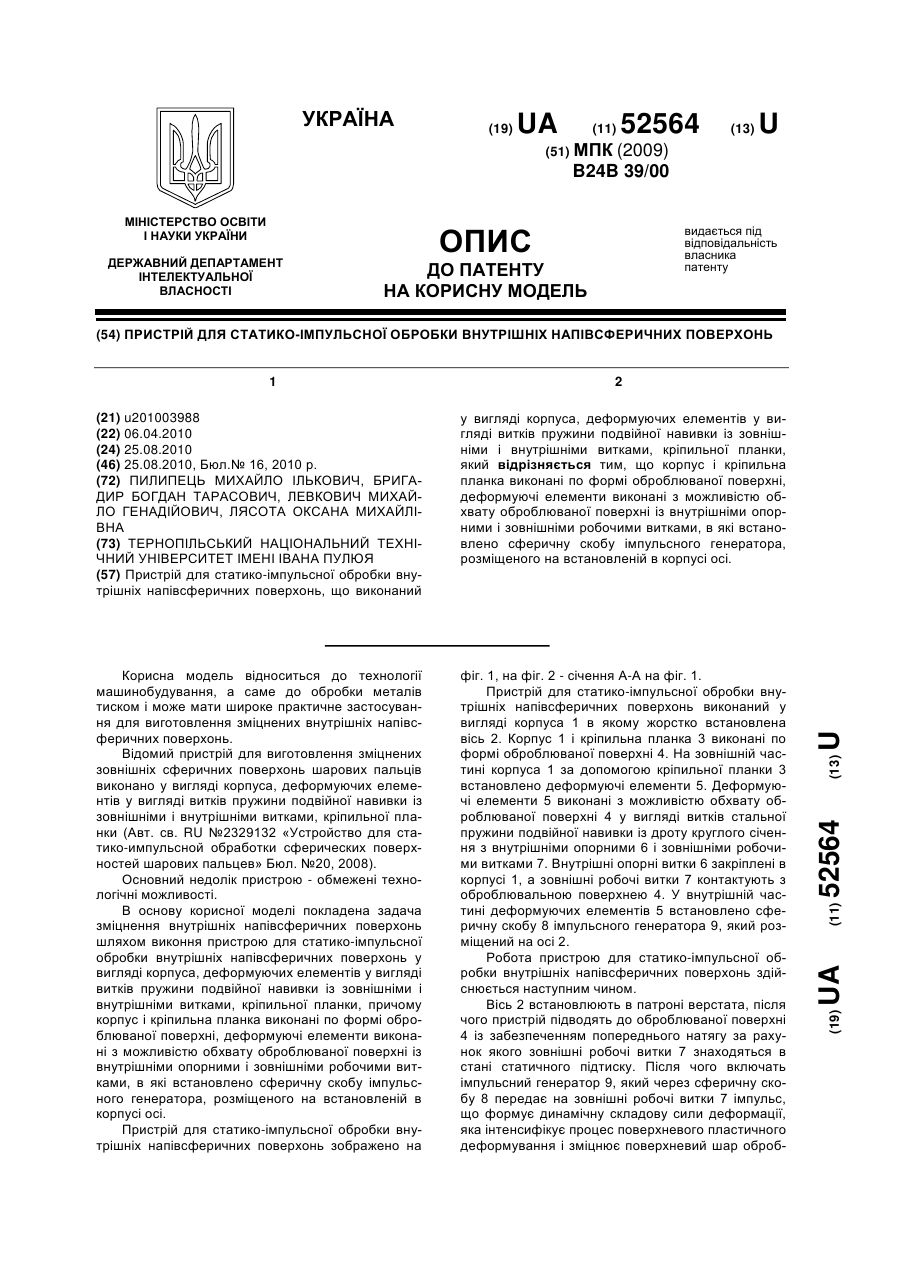
Пристрій для статико-імпульсної обробки внутрішніх напівсферичних поверхонь, що виконаний у вигляді корпуса, деформуючих елементів у вигляді витків пружини подвійної навивки із зовнішніми і внутрішніми витками, кріпильної планки, який відрізняється тим, що корпус і кріпильна планка виконані по формі оброблюваної поверхні, деформуючі елементи виконані з можливістю обхвату оброблюваної поверхні із внутрішніми опорними і зовнішніми робочими...
Спосіб очищення внутрішніх поверхонь труб апаратів повітряного охолодження газу й пристрій для його здійснення
Номер патенту: 80917
Опубліковано: 12.11.2007
Автори: Мандра Анатолій Степанович, Пудрий Сергій Володимирович, Подолян Олександр Петрович, Соляник Володимир Григорович, Коломєєв Валентин Миколайович, Налісний Микола Борисович
МПК: C23G 3/00, F01P 11/00, B08B 9/02
Мітки: повітряного, труб, поверхонь, спосіб, очищення, охолодження, здійснення, апаратів, газу, пристрій, внутрішніх
Формула / Реферат:
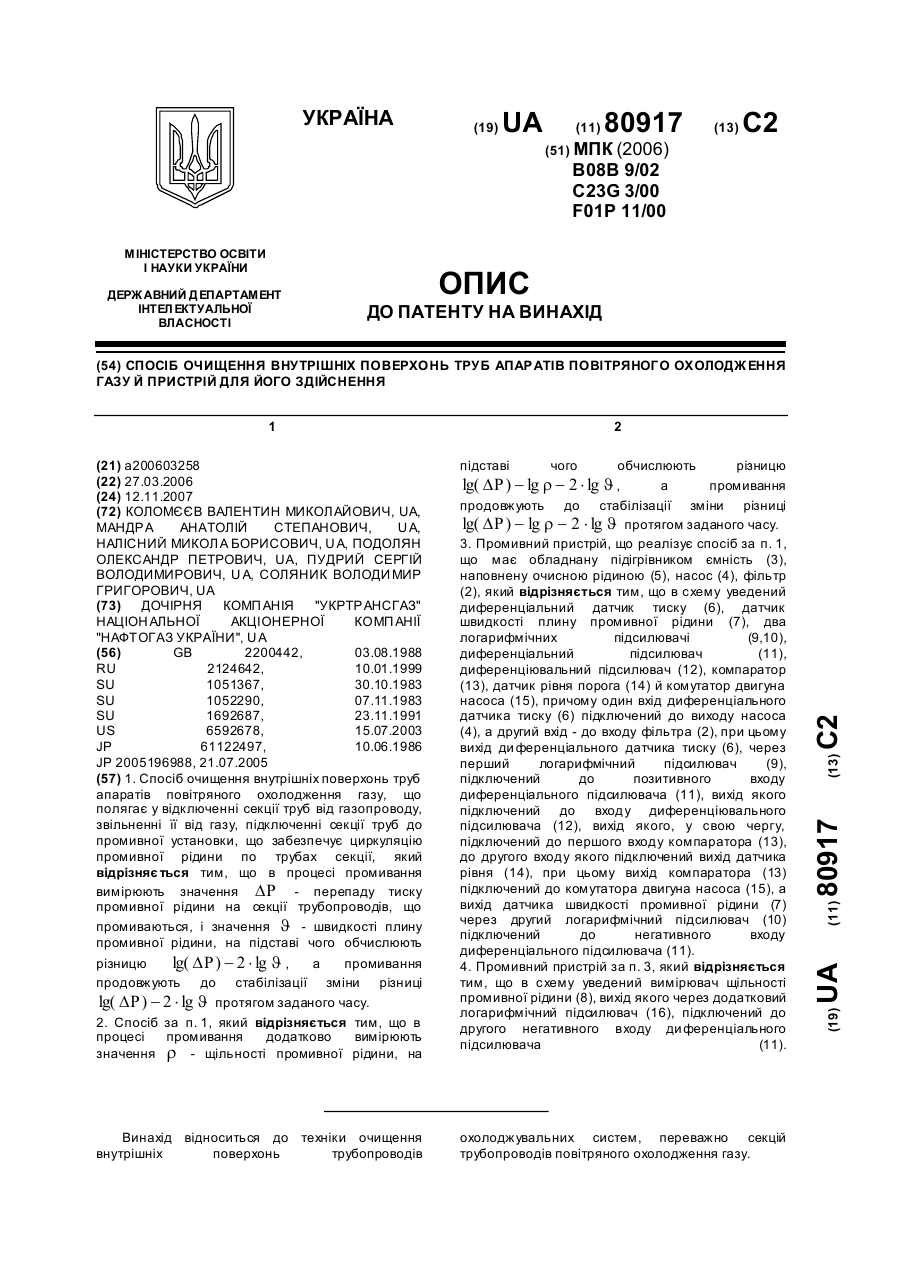
1. Спосіб очищення внутрішніх поверхонь труб апаратів повітряного охолодження газу, що полягає у відключенні секції труб від газопроводу, звільненні її від газу, підключенні секції труб до промивної установки, що забезпечує циркуляцію промивної рідини по трубах секції, який відрізняється тим, що в процесі промивання вимірюють значення - перепаду тиску промивної рідини на...
Пристрій для статико-імпульсної обробки внутрішніх конічних поверхонь
Номер патенту: 52559
Опубліковано: 25.08.2010
Автори: Пилипець Сергій Михайлович, Пилипець Михайло Ількович, Левкович Михайло Геннадійович
МПК: B24B 39/00
Мітки: пристрій, поверхонь, обробки, конічних, статико-імпульсної, внутрішніх
Формула / Реферат:
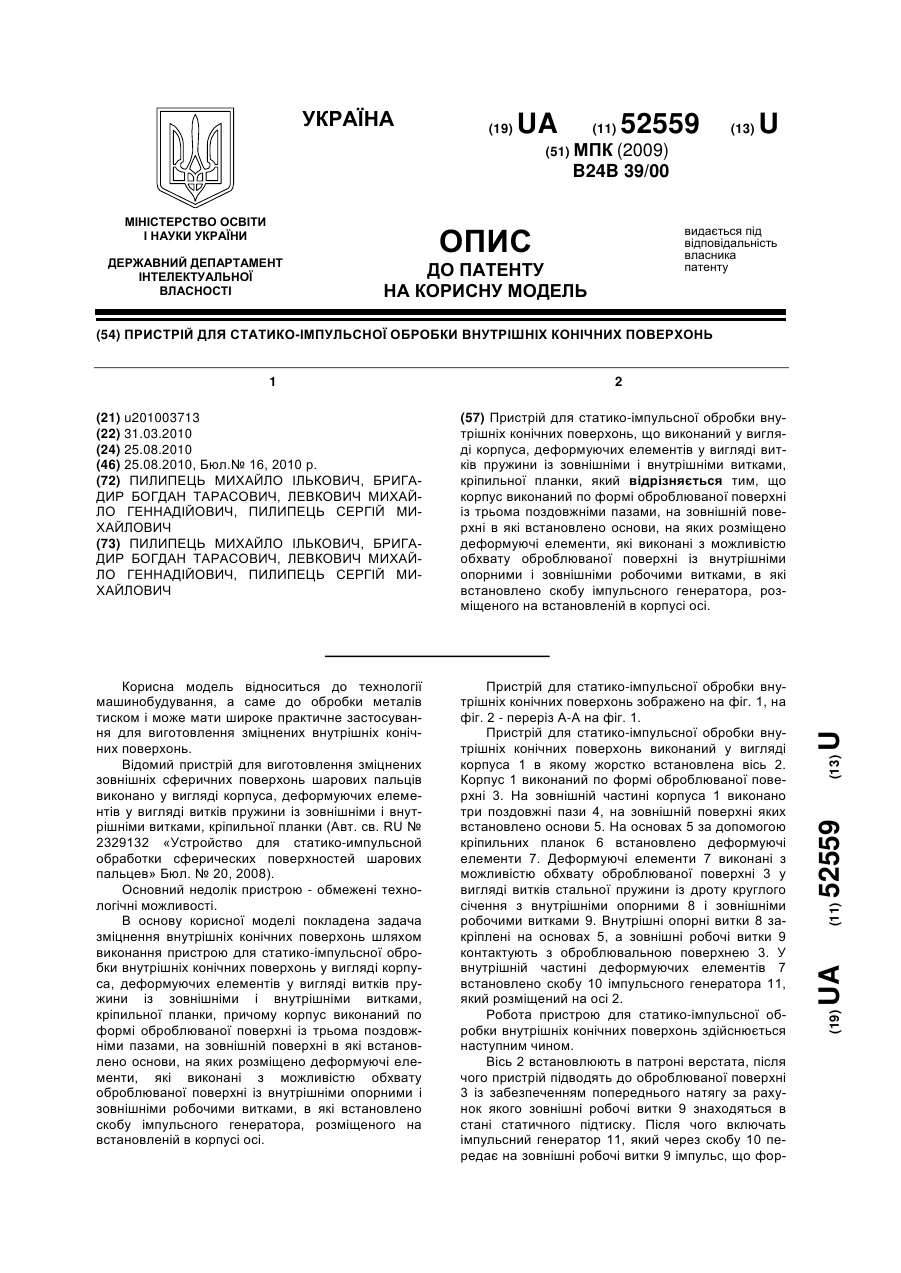
Пристрій для статико-імпульсної обробки внутрішніх конічних поверхонь, що виконаний у вигляді корпуса, деформуючих елементів у вигляді витків пружини із зовнішніми і внутрішніми витками, кріпильної планки, який відрізняється тим, що корпус виконаний по формі оброблюваної поверхні із трьома поздовжніми пазами, на зовнішній поверхні в які встановлено основи, на яких розміщено деформуючі елементи, які виконані з можливістю обхвату оброблюваної...
Попередній патент: Спосіб прогнозування зон скупчення вільного метану
Наступний патент: Відмовостійка система кутової стабілізації безпілотного літального апарата
Випадковий патент: Спосіб отримання проміжних сполук, які застосовують для синтезу аналогів вітаміну d