Спосіб автоматичного керування приводами переміщення електродів n-фазних дугових сталеплавильних печей
Номер патенту: 76205
Опубліковано: 25.12.2012
Автори: Люта Анастасія Володимирівна, Панкратов Анатолій Іванович

Формула / Реферат
Спосіб автоматичного керування приводами переміщення електродів n-фазних дугових сталеплавильних печей, який полягає у визначенні напруг і струмів дуг фаз, визначенні повних опорів дуг фаз шляхом ділення напруг на струми дуг в кожній фазі і регулювання переміщень електродів фаз за відхиленнями їх повних опорів дуг від заданих, який відрізняється тим, що додатково виробляють паралельну fuzzy-корекцію сигналу керування за відхиленнями повних опорів фаз від заданих і їх похідних, а повні опори дуг визначають за формулою:
![]() ,
,
де ![]() - падіння напруги на рухомих шинах, електродах і дугах фаз;
- падіння напруги на рухомих шинах, електродах і дугах фаз;
![]() - струми дуг фаз;
- струми дуг фаз;
![]() - повні опори рухомих шин;
- повні опори рухомих шин;
![]() - повні опори електродів з початку плавки;
- повні опори електродів з початку плавки;
![]() - діаметри електродів;
- діаметри електродів;
![]() - чистий час плавлення від початку плавки;
- чистий час плавлення від початку плавки;
![]() - коефіцієнт пропорційності.
- коефіцієнт пропорційності.
Текст
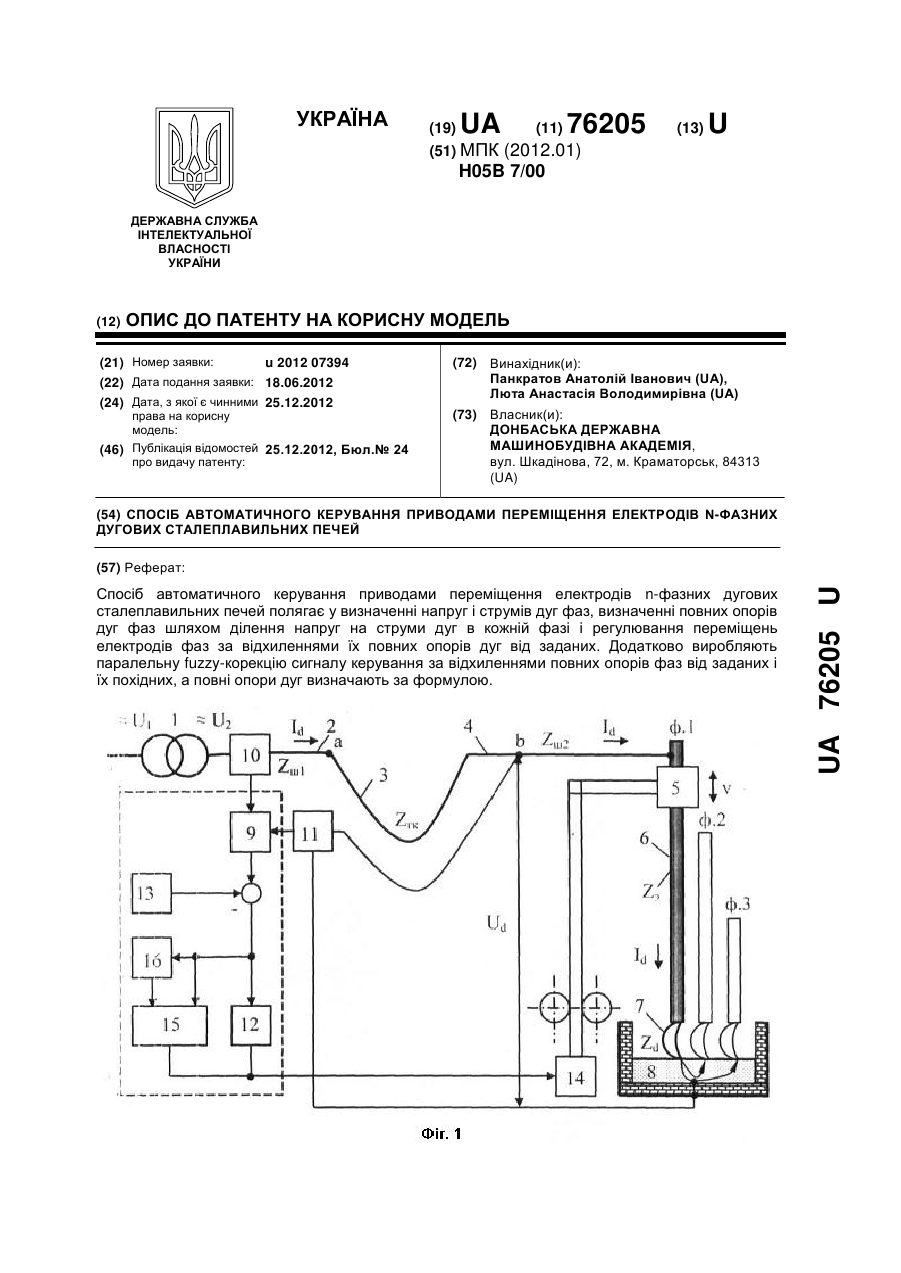
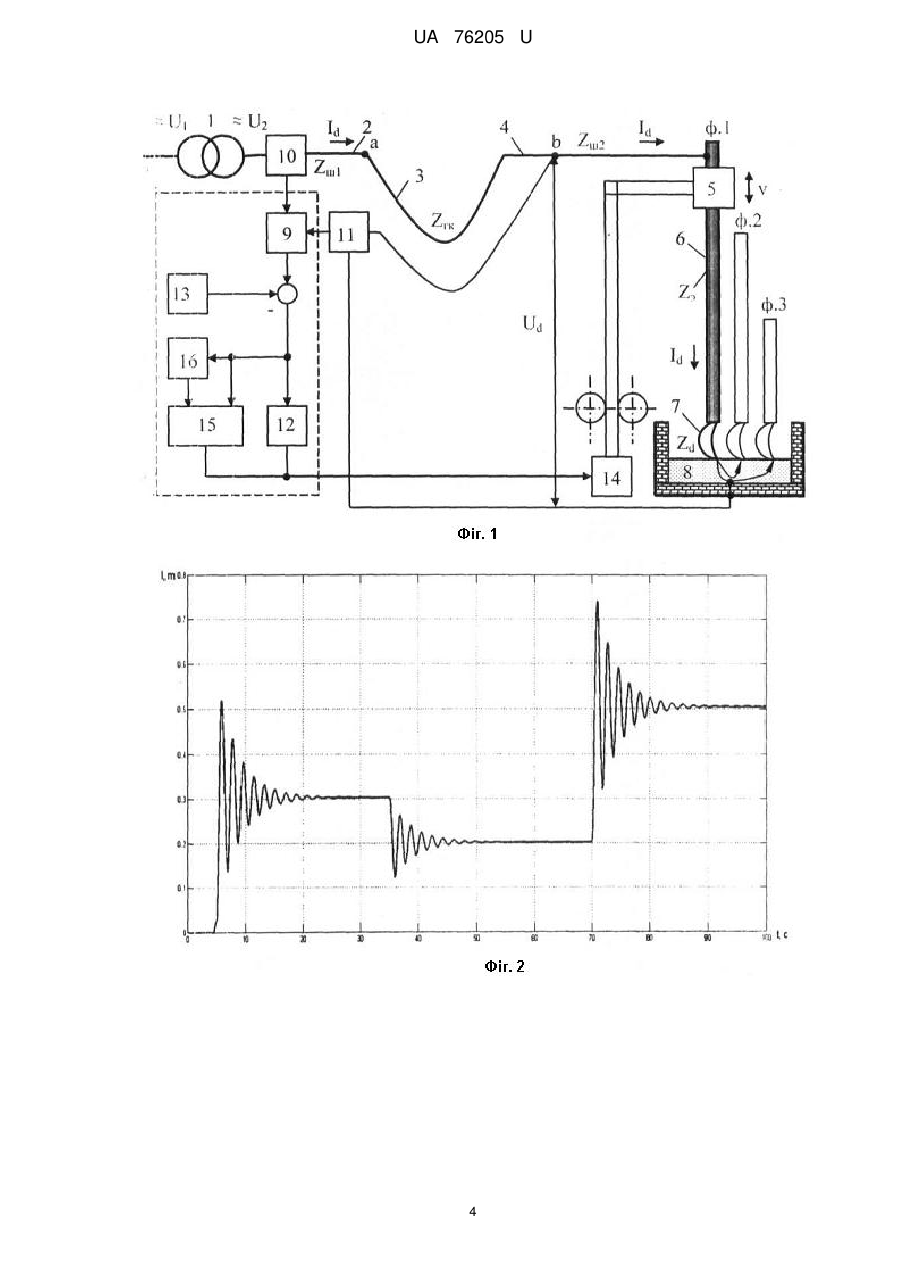
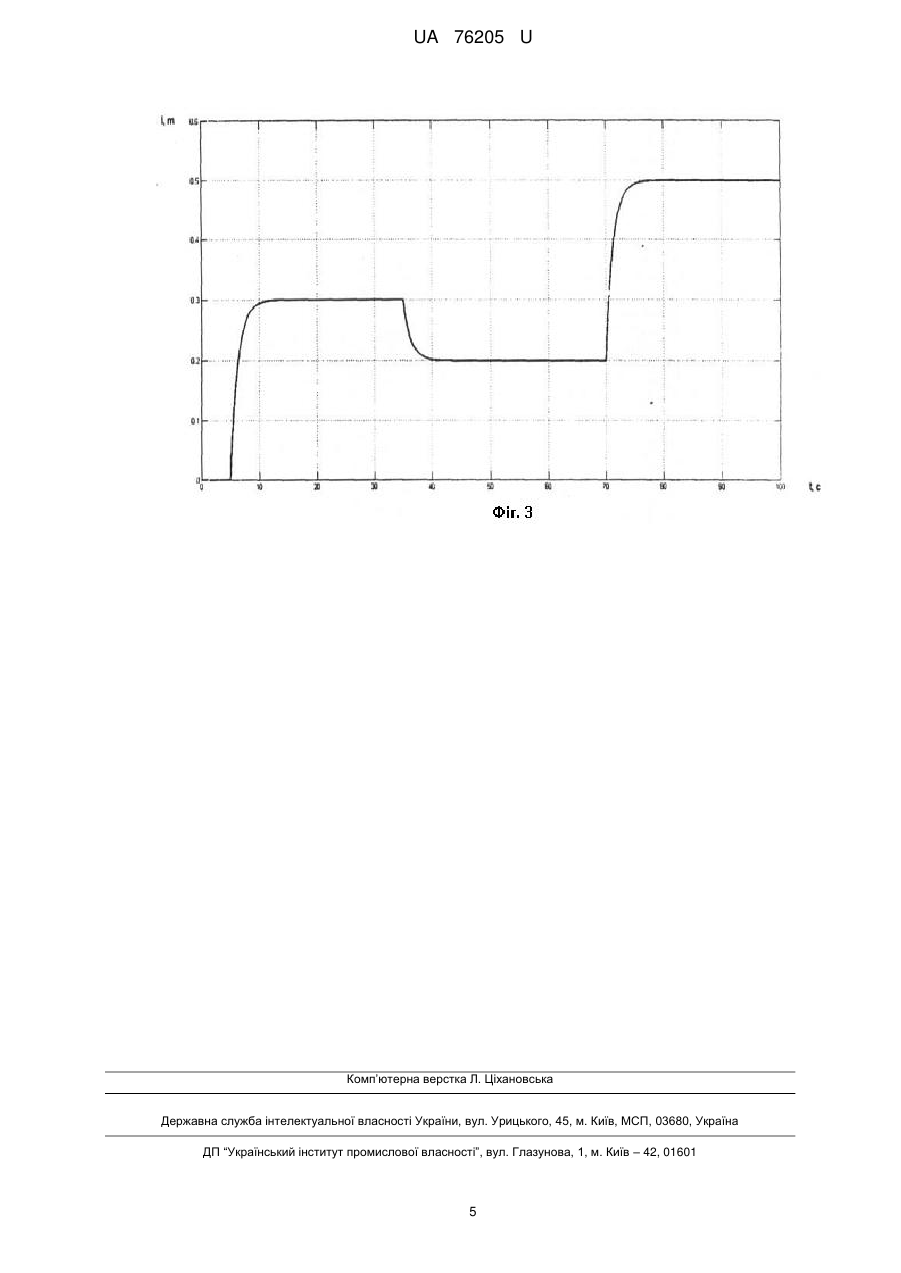
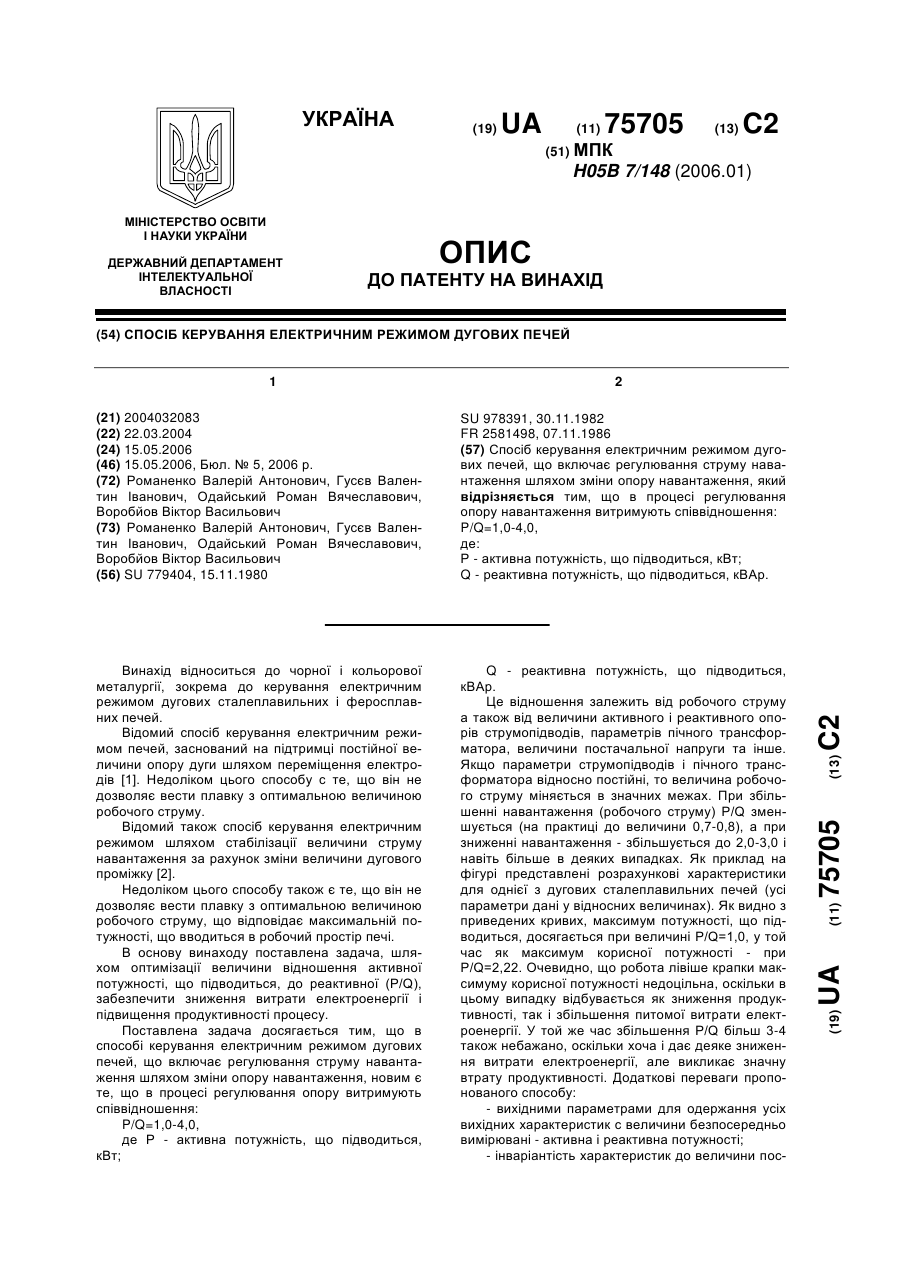
Реферат: UA 76205 U UA 76205 U 5 10 15 20 25 30 Корисна модель належить до техніки, а саме до способів автоматичного керування приводами переміщення електродів n-фазних дугових сталеплавильних печей (ДСП), і може знайти застосування у металургії. Відомий спосіб керування приводами переміщення електродів дугових сталеплавильних печей, який полягає у визначенні напруг дуг фаз, визначенні швидкостей переміщення електродів фаз і fuzzy-регулюванні переміщення електродів фаз за відхиленнями напруг дуг фаз від заданих і швидкостями переміщення електродів [Лозинський А. Система керування переміщенням електродів дугової сталеплавильної печі з fuzzy logic регулятором // Вісник ДУ "Львівська політехніка" "Електроенергетичні та електромеханічні системи",1997. - № 340. С. 62-68]. Найбільш близьким за технічною суттю є спосіб автоматичного керування приводів переміщення електродів дугових сталеплавильних печей, реалізований в пристрої, який полягає у визначенні напруг і струмів дуг фаз, визначенні повних опорів дуг фаз шляхом поділення напруг на струми дуг в кожній фазі і регулюванням переміщень електродів фаз за відхиленнями їх повних опорів дуг від завданих [див. наприклад Регулятор автоматичний керування електродами. Керівництво по експлуатації. Версія S7-02. - Corpyring of Siemens AG, 2001. - 65 с.]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є визначення напруг і струмів дуг фаз, визначення повних опорів дуг фаз шляхом ділення напруг на струми дуг в кожній фазі і регулювання переміщень електродів фаз за відхиленнями їх повних опорів дуг від заданих. Недоліком цього способу є низька точність регулювання переміщень електродів, пов'язана з неточним визначенням повних опорів дуг фаз і залежністю вимірюваних повних опорів від коливань гнучких кабелів. В основу корисної моделі поставлена задача створення такого способу керування приводами переміщення електродів n-фазних дугових сталеплавильних печей, який би забезпечував підвищення точності регулювання переміщення електродів. Поставлена задача вирішується тим, що в способі автоматичного керування приводами переміщення електродів n-фазних дугових сталеплавильних печей, який полягає у визначенні напруг і струмів дуг фаз, визначенні повних опорів дуг фаз шляхом поділення напруг на струми дуг в кожній фазі і регулюванням переміщень електродів фаз за відхиленнями їх повних опорів дуг від заданих, додатково проводять паралельну fuzzy-корекцію сигналу керування за відхиленнями повних опорів фаз від заданих і їх похідних, а повні опори дуг визначають за формулою: 35 U I2T Zd эd Zш2 Zэo (1 k d / Zэo , (1) id D0.58 де Uэd - падіння напруги на рухомих шинах, електродах і дугах фаз; - струми дуг фаз; Id Zш2 - повні опори рухомих шин; 40 45 50 Z эo - повні опори електродів з початку плавки; D - діаметри електродів; T - чистий час плавлення від початку плавки; k - коефіцієнт пропорційності. Fuzzy-корекція сигналів керування за відхиленням їх повних опорів дуг від заданих забезпечує адаптацію регуляторів переміщень до зовнішніх збудженням параметрів в силових каналах ДСП (електродинамічним коливанням гнучких кабелів і, як наслідок - до змін їх взаємних індуктивностей, вібраціям стояків електродів), тобто - знищить коливальні переміщення електродів. Fuzzy-корекція сигналів по другій похідній помилки регулювання дає можливість автоматично коригувати зони нечутливості в аварійних режимах (обривах дуг і к.з.), отже, підвищити точність і швидкодію системи керування. Визначення повних опорів дуг за формулою (1) дає можливість більш точно визначати повні опори дуг з урахуванням обгорання електродів, отже, підвищити точність регулювання переміщення електродів. 1 UA 76205 U 5 10 15 20 В цілому запропонований спосіб дозволяє в порівнянні з прототипом розширити функціональні можливості і за рахунок цього збільшити продуктивність і знизити витрату електроенергії дугових сталеплавильних печей не менш ніж на 10 %. Застосування в сукупності операцій fuzzy-корекцій сигналів керування за відхиленнями повних опорів фаз від заданих і їх похідних, а визначення повних опорів дуг за формулою (1) дозволило забезпечити нові функції-підвищення точності регулювання переміщення електродів і, як наслідок, - підвищення продуктивності і зниження витрати електроенергії не менш ніж на 10 %. Пошук, проведений за джерелами науково-технічної та патентної інформації, показав, що сукупність всіх істотних ознак корисної моделі невідома. Отже, технічне рішення відповідає вимогам новизни. Спосіб реалізується наступним чином. Живлення дугової сталеплавильної печі здійснюється від пічного трансформатора 1 (показаний силовий ланцюг одної фази ф.1). При працюючій печі під дією вторинної напруги U2 трансформатора 1 по жорсткій шині 2, гнучкому кабелю 3, рухомій шині 4, електродотримача 5, електрода 6, дузі 7, шихті 8 до дуг електродів фаз ф.2 і ф.3 тече струм Id дуги фази ф.1. На перший вхід блока 9 визначення повного опору дуги надходить сигнал від цифрового датчика 10 струму дуги, на другий вхід блока 9 надходить сигнал від цифрового датчика 11 напруги дуги. У блоці 9 виконується операція визначення повного опору дуги по формулі (1). Повний комплексний опір дуги фази 1 визначається по прототипу в точці а (фіг. 1) за формулою: Zd Uэd Zгк Zш2 Zэ Z d , Id (2) де Zгк - повний опір гнучкого кабелю ф. 1; Zш2 - повний опір рухомої шини ф. 1; 25 Uэd - напруга, виміряна у точці а. Відносна методична похибка визначення повного опору дуги по прототипу становить: Z d 30 Zгк Zш2 Z э Zгк Zш2 Z э Z d 100 40 % , (3) а з урахуванням обгорання електродів може досягати 50 %. Повний опір дуги ф.1, по запропонованому технічному рішенню визначаться в точці b (фіг. 1), за формулою (1) є істинне значення (Z_d). Методична похибка визначення повного опору дуги за запропонованим технічним рішенням за формулою (1) становить: Z d Z ш2 Z э ( Z ш2 Z э ) Zd 100 0 % , (4) 35 На підсумованому вході ПІ-регулятора 12 опір дуги, визначений в блоці 9 по формулі (1), порівнюється із заданим за технологією задатчиком 13 з опором Z d зад . Сигнал неузгодженості Z d Z d Z d зад , пропорційний довжині дуги впливає на привід переміщених 14 так, що електрод 6 переміщається вертикально вгору або вниз. При Z d Z d зад привід 14 переміщує 40 45 електрод 6 вниз, а при Z d Z э зад - вгору. При виконанні умови Zd 0 , що відповідає оптимальному горінню дуги, переміщення електродів немає. Паралельно ПІ-регулятору 12 повного опору дуги підключений fuzzy-регулятор 15, на перший вхід якого подається сигнал неузгодженості Zd , а на другій його вхід - через диференціатор 16 похідна цього сигналу. За прототипом будь-яке збурення в електромеханічній системі, наприклад при амплітудних і фазових модуляціях струмів дуг під час електродинамічних коливань гнучких кабелів, при яких змінюються взаємні індуктивності в ланцюгах струмів дуг (змінюється Zгк , що входить до складу вимірюваних повних опорів), відпрацьовується регулятором приводу переміщення 2 UA 76205 U 5 10 15 20 25 електродів. Це призводить до, при стабільних опорах дуг, поздовжніх коливань електродів і, як наслідок - до нестабільного горіння дуг, збільшення часу плавки, перевитрати електроенергії. На фіг. 2 показаний графік перехідного процесу відпрацювання завдань з опору (довжині) дуги у фазі ф.1 при збуреннях (коливаннях гнучкого кабелю) в ланцюзі струму палаючої дуги без fuzzy-корекції сигналу з виходу регулятора 9 опору дуги, отриманий в математичній моделі системи керування приводом переміщення ДСП-50. На фіг. 3 показаний графік перехідного процесу відпрацювання завдань з опору (довжині) дуги при збуреннях (коливаннях гнучкого кабелю) в ланцюзі струму палаючої дуги з fuzzyкорекцією сигналу з виходу регулятора 9 опору дуги. За графіком фіг. 3 видно, що fuzzy-корекція сигналу регулятора повного опору дуги усуває поздовжні коливання електрода, що дає можливість стабілізації горіння дуги, підвищення продуктивності печі та економії електронної енергії. Спосіб керування приводами переміщення електродів n-фазних дугових сталеплавильних печей може бути реалізований на базі діючих мікропроцесорних систем керування ДСП без додаткових капітальних витрат. Програмне забезпечення запропонованого способу може бути реалізовано за алгоритмом формули (1) і стандартним процедурам програмування fuzzyконтролерів з урахуванням технологічних умов роботи ДСП. Розроблений спосіб може використовуватися на всіх промислових підприємствах України, де використовуються дугові сталеплавильні печі, наприклад в металургійній промисловості. Економічний ефект за рахунок запропонованого способу керування приводами переміщення електродів n-фазних дугових сталеплавильних печей забезпечує підвищення точності регулювання переміщення електродів і, як наслідок - підвищення продуктивності дугової сталеплавильної печі ДСП-50, зниження витрати електроенергії становить не менше 200 тис. грн. на рік. Застосування пропонованого способу дозволяє підвищити точність керування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб автоматичного керування приводами переміщення електродів n-фазних дугових сталеплавильних печей, який полягає у визначенні напруг і струмів дуг фаз, визначенні повних опорів дуг фаз шляхом ділення напруг на струми дуг в кожній фазі і регулювання переміщень електродів фаз за відхиленнями їх повних опорів дуг від заданих, який відрізняється тим, що додатково виробляють паралельну fuzzy-корекцію сигналу керування за відхиленнями повних опорів фаз від заданих і їх похідних, а повні опори дуг визначають за формулою: U I2 T Z d эd Zш2 Z эo (1 k d / Z эo , id D0.58 де U - падіння напруги на рухомих шинах, електродах і дугах фаз; эd - струми дуг фаз; Id Z ш2 - повні опори рухомих шин; Z эo - повні опори електродів з початку плавки; 40 D - діаметри електродів; T - чистий час плавлення від початку плавки; k - коефіцієнт пропорційності. 3 UA 76205 U 4 UA 76205 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of travel drives of steel furnace n-phase electrodes
Автори англійськоюPankratov Anatolii Ivanovych, Liuta Anastasia Volodymyrivna
Назва патенту російськоюСпособ автоматического управления приводами перемещения электродов n-фазных дуговых сталеплавильных печей
Автори російськоюПанкратов Анатолий Иванович, Люта Анастасия Владимировна
МПК / Мітки
МПК: H05B 7/00
Мітки: керування, спосіб, електродів, n-фазних, автоматичного, дугових, приводами, переміщення, печей, сталеплавильних
Код посилання
<a href="https://ua.patents.su/7-76205-sposib-avtomatichnogo-keruvannya-privodami-peremishhennya-elektrodiv-n-faznikh-dugovikh-staleplavilnikh-pechejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування приводами переміщення електродів n-фазних дугових сталеплавильних печей</a>
Спосіб керування електричним режимом дугових печей
Номер патенту: 75705
Опубліковано: 15.05.2006
Автори: Романенко Валерій Антонович, Воробйов Віктор Васильович, Гусєв Валентин Іванович, Одайський Роман Вячеславович
МПК: H05B 7/148
Мітки: керування, електричним, режимом, дугових, печей, спосіб
Формула / Реферат:
Спосіб керування електричним режимом дугових печей, що включає регулювання струму навантаження шляхом зміни опору навантаження, який відрізняється тим, що в процесі регулювання опору навантаження витримують співвідношення:P/Q=1,0-4,0,де:Р - активна потужність, що підводиться, кВт;Q - реактивна потужність, що підводиться, кВАр.
Спосіб виготовлення дугових електродів для газорозрядних ламп високого тиску
Номер патенту: 45837
Опубліковано: 25.11.2009
Автори: Шутовський Владіслав Володимирович, Севастьянов Володимир Валентинович, Давиденко Віктор Іванович, Когут Микола Макарович
МПК: H01J 61/067
Мітки: ламп, дугових, виготовлення, спосіб, тиску, газорозрядних, високого, електродів
Формула / Реферат:
Спосіб виготовлення дугових електродів для газорозрядних ламп високого тиску, при якому на середню частину їх стрижнів щільно виток до витка намотується спіраль з вольфрамового дроту і при цьому між стрижнем і спіраллю як активатор розряду вводять шар інтерметаліду на основі сплаву іридію з рідкісноземельним металом церієвої групи, який відрізняється тим, що введення шару інтерметаліду здійснюють шляхом того, що після навиття спіралі в розпір...
Пристрій для живлення дугових печей
Номер патенту: 3352
Опубліковано: 15.11.2004
Автори: Кухарєв Олексій Леонідович, Туманов Іван Міхайловіч
МПК: H05B 7/144, G05F 1/02, H02J 3/18
Мітки: дугових, пристрій, живлення, печей
Формула / Реферат:
Пристрій для живлення дугових печей, що містить головний трансформатор з первинною, регулювальною, та вторинною обмотками, перемикачі відводів, два допоміжних трансформатори, у яких первинна обмотка кожного допоміжного трансформатора підключена через дві групи тиристорних ключів та двополюсний перемикач до частини регулювальної обмотки, вторинні обмотки допоміжних трансформаторів початковими виводами з'єднано з відповідними перемикачами...
Спосіб визначення електричних параметрів характерних зон піделектродного простору дугових та рудотермічних електропечей
Номер патенту: 6554
Опубліковано: 16.05.2005
Автори: Ольшанський Володимир Ілліч, Кузьменко Сергій Миколайович, Лапін Євген Володимирович, Грунов Володимир Петрович, Ніколенко Анатолій Васильович
МПК: H05B 7/00
Мітки: рудотермічних, параметрів, дугових, зон, визначення, піделектродного, електричних, електропечей, спосіб, простору, характерних
Формула / Реферат:
Спосіб визначення електричних параметрів характерних зон піделектродного простору дугових і рудотермічних електропечей, який містить в собі вимірювання миттєвих значень струмів електродів кожної фази і падіння напруг на ділянці "електрод - струмопровідна подина" на часовому інтервалі, кратному періоду зміни струму, визначення їх спектральних складових, який відрізняється тим, що знаходять диференційний активний опір електрода,...
Спосіб обігріву випалювальних печей при виробництві електродів
Номер патенту: 64433
Опубліковано: 16.02.2004
Автори: Овсієнко Тіна Олександрівна, Голубцов Володимир Михайлович
МПК: F27D 7/00
Мітки: випалювальних, обігріву, електродів, печей, виробництві, спосіб
Формула / Реферат:
Спосіб обігріву випалювальних печей при виробництві електродів, що включає нагрівання вуглецевої підсипки і електродів продуктами згоряння органічного палива, який відрізняється тим, що смолоскипу додають обертальний рух на склепінні камери печі.
Попередній патент: Штамп для комбінованого видавлювання стакана з фланцем
Наступний патент: Спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування
Випадковий патент: Рослина капусти brassica oleracea, стійка до захворювання килою