Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу
Номер патенту: 90274
Опубліковано: 26.05.2014
Автори: Цуркін Володимир Миколайович, Васянович Микола Олександрович, Сінчук Алла Вадимівна, Череповський Сергій Сергійович, Іванов Артем Володимирович

Формула / Реферат
1. Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу, за яким складають шаруватий пакет з фольги металу, що вибирають з групи титан, нікель, вольфрам, залізо або його сплавів, та розміщеною між ними фольги алюмінію або його сплавів, пресують його під тиском 2-4 МПа та одночасно нагрівають, й при температурі 600-630 °С здійснюють ізотермічну витримку впродовж часу, який не перевершує 3 годин, який відрізняється тим, що ізотермічну витримку здійснюють регулюванням сили постійного струму, який пропускають через шаруватий пакет.
2. Спосіб за п. 1, який відрізняється тим, що шаруватий пакет складають зі зсувом шарів фольги металу відносно шарів фольги алюмінію на відстань, що дорівнює величині з'єднувального електричного контакту.
Текст
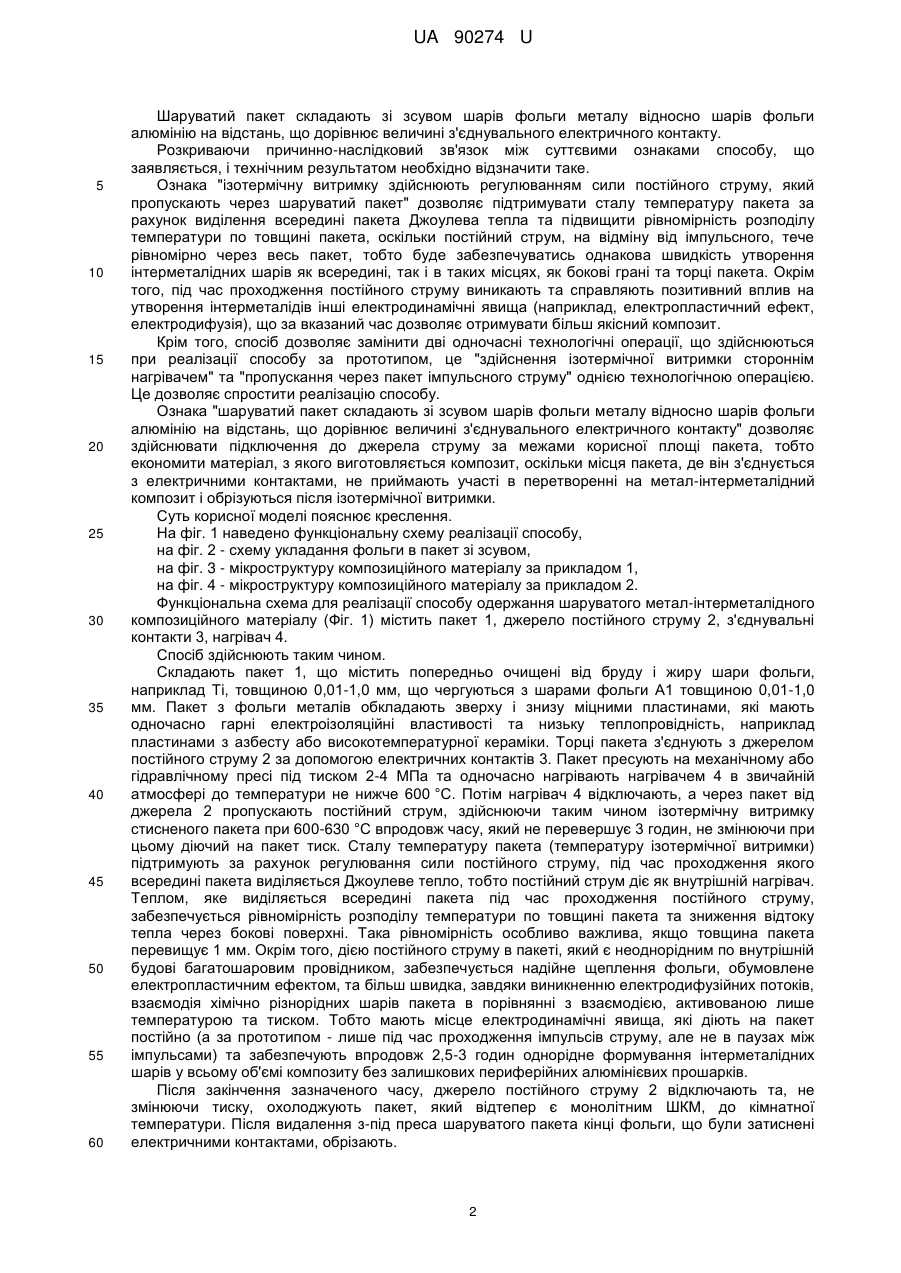
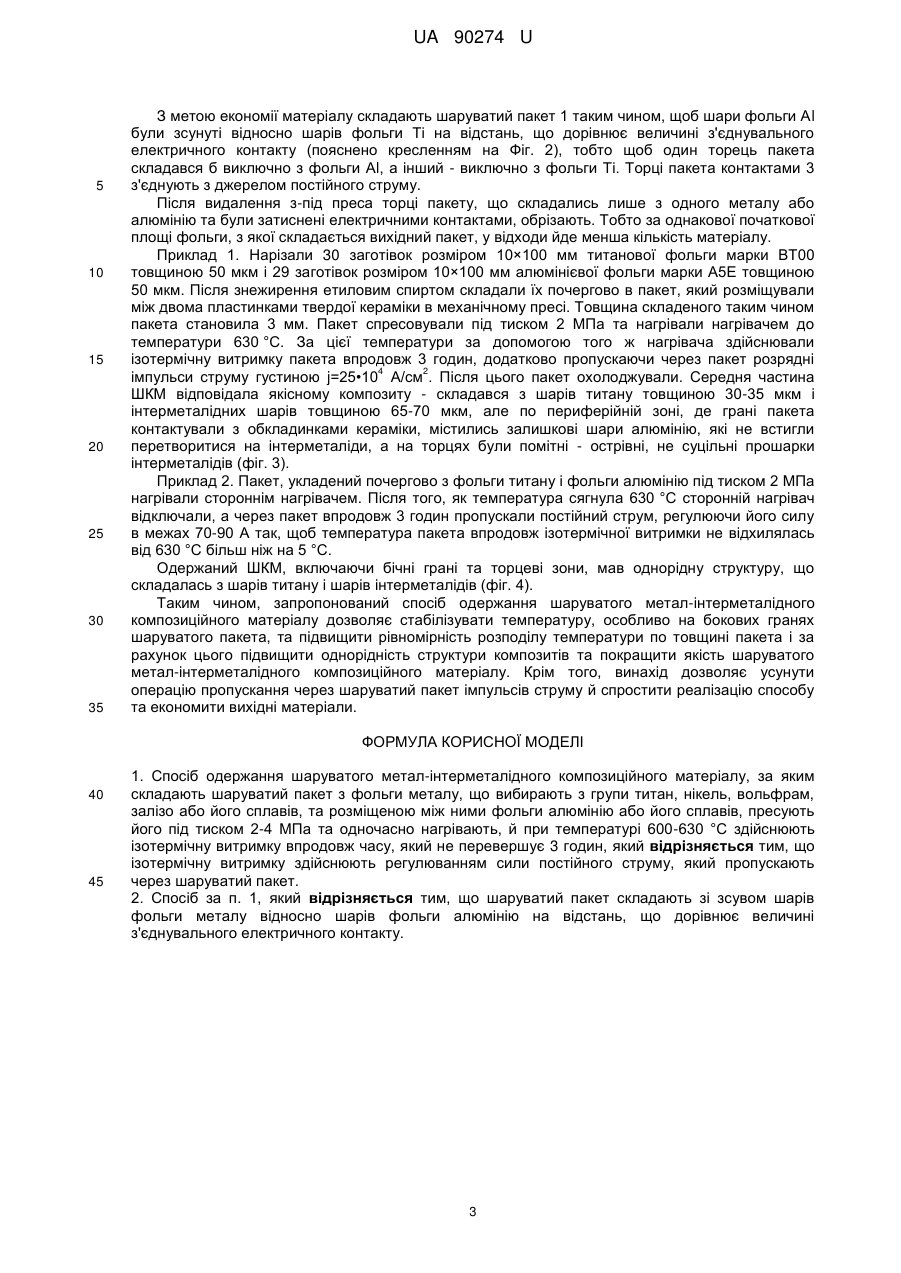
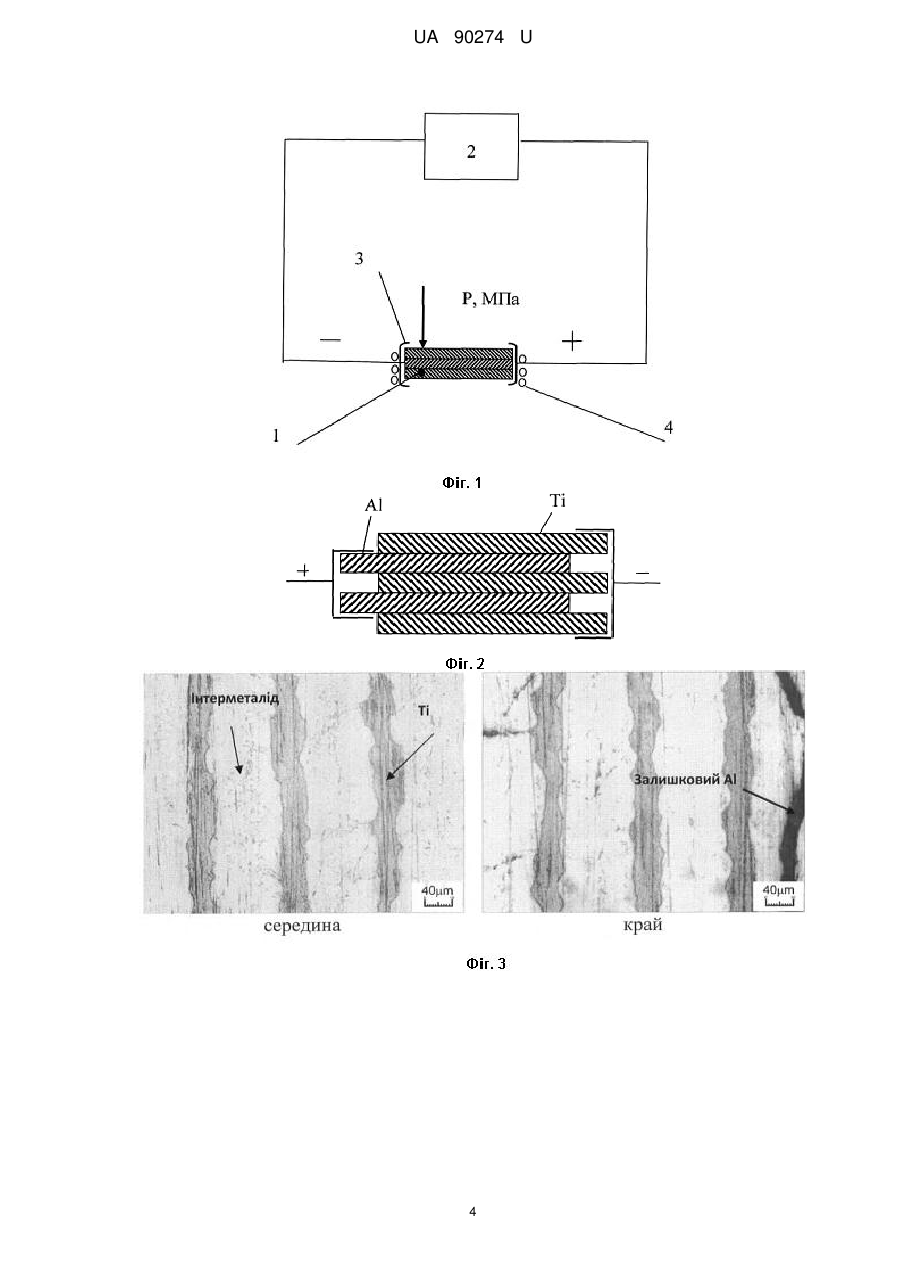
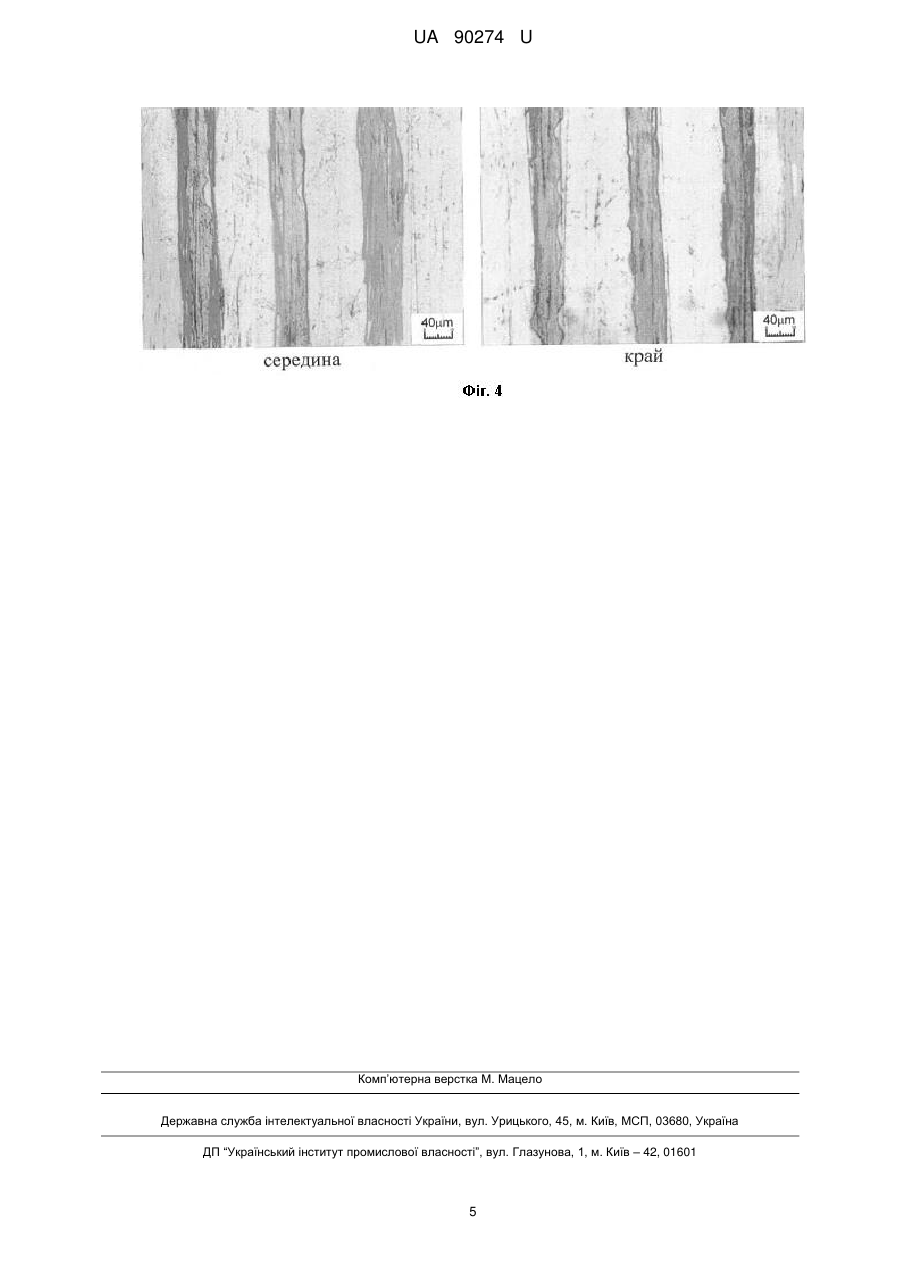
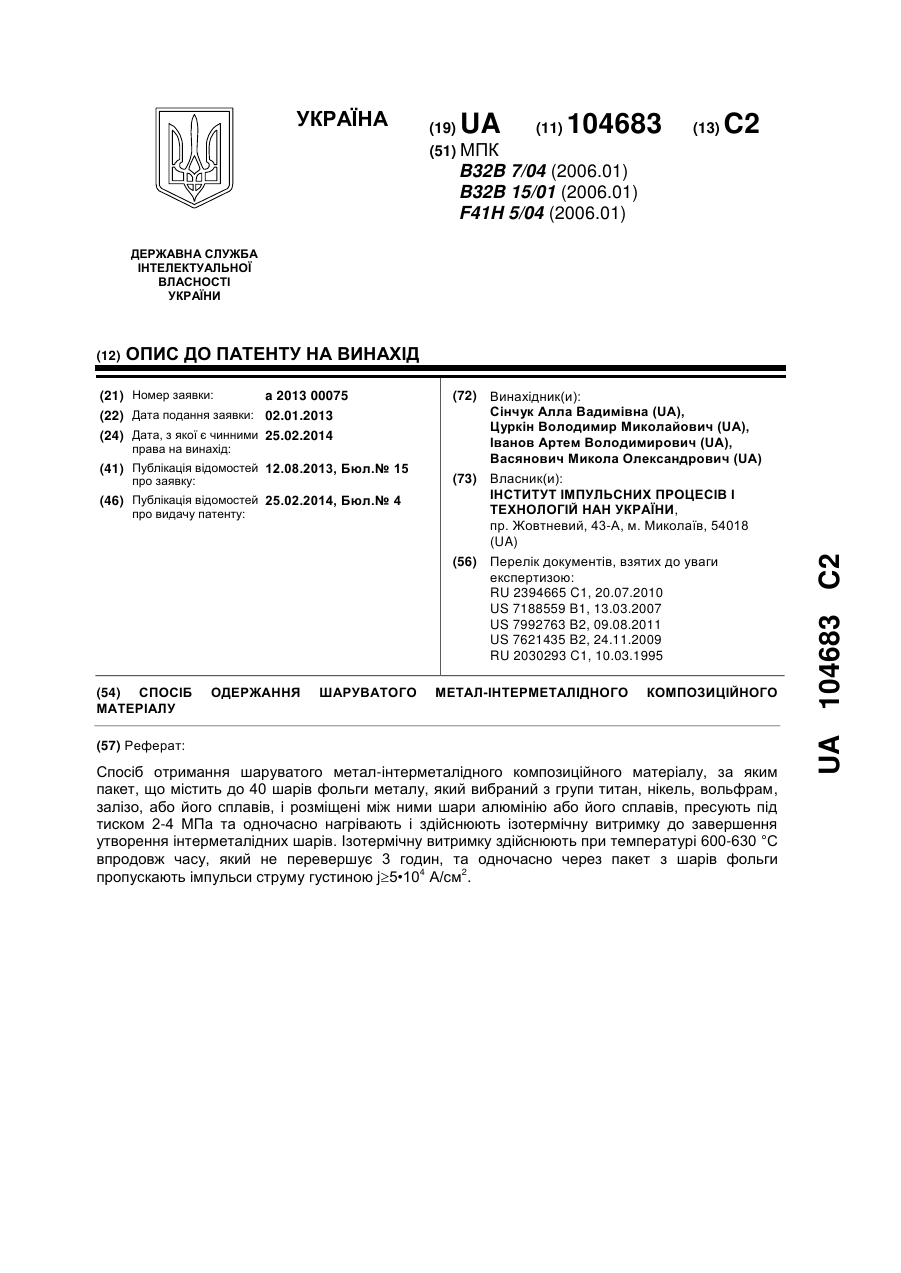
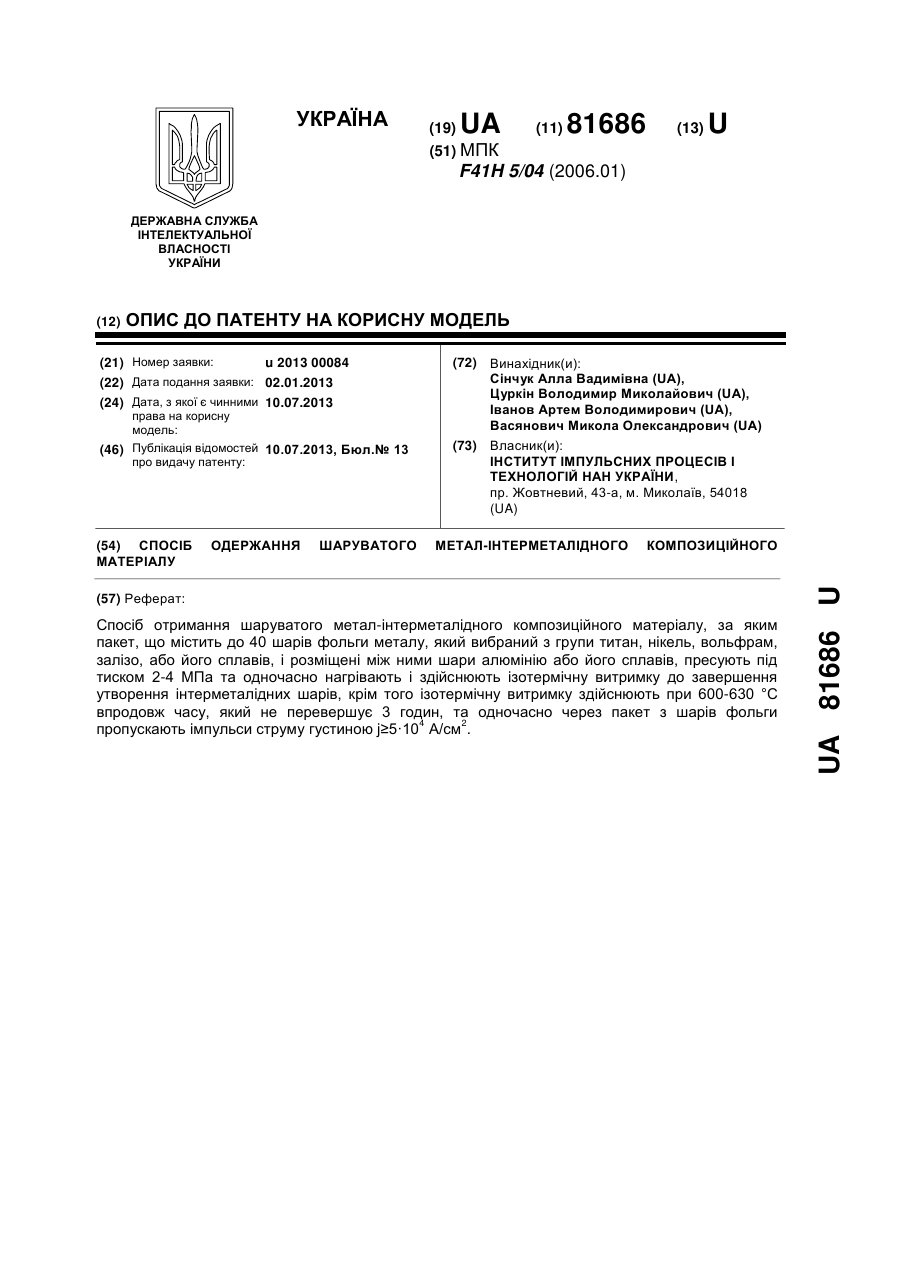
Реферат: Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу, за яким складають шаруватий пакет з фольги металу, що вибирають з групи титан, нікель, вольфрам, залізо або його сплавів, та розміщеною між ними фольги алюмінію або його сплавів, пресують його під тиском 2-4 МПа та одночасно нагрівають, й при температурі 600-630 °С здійснюють ізотермічну витримку впродовж часу, який не перевершує 3 годин. Ізотермічну витримку здійснюють регулюванням сили постійного струму, який пропускають через шаруватий пакет. UA 90274 U (12) UA 90274 U UA 90274 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель стосується способів отримання легких, стійких до дії удару шаруватих композиційних матеріалів (ШКМ), які складаються з шарів в'язкого металу, що чергуються з шарами твердого інтерметаліду, та можуть використовуватися як захисні протиударні покриття в різних технічних пристроях, літальних апаратах, цивільній і військовій техніці, бронежилетах. Відомо спосіб одержання метал-інтерметалідного ШКМ (Патент US 7188559 МПК F41H5/04, опубл. 13.03.2007), що включає складання в пакет почергово фольги першого металу, наприклад Ті, Ni, V, Fe або сплавів на основі цих металів, та другого металу, наприклад алюмінію або його сплавів, спроможних утворити з першим металом інтерметалідний зв'язок; механічне пресування пакета за тиску 2-4 МПа з одночасним ступінчатим нагріванням до 600800 °C та ізотермічною витримкою в звичайній атмосфері впродовж часу, не меншого ніж 10 годин, до моменту, поки другий метал повністю не перетвориться в інтерметалідний шар (наприклад, алюмінід титану). Ознаками, які збігаються з ознаками способу, що заявляється, є такі: складають шаруватий пакет з фольги металу, що вибирають з групи титан, нікель, вольфрам, залізо або його сплавів, та розміщеною між ними фольги алюмінію або його сплавів, пресують та одночасно нагрівають й здійснюють ізотермічну витримку. До причин, що перешкоджають одержанню очікуваного технічного результату, слід віднести те, що технологічний процес є довготривалим, потребує повільного ступінчатого нагрівання і регулювання тиску в залежності від температури. Крім того, є ризик витікання утворюваної на певних ступенях нагрівання рідкої фази більш легкоплавкого другого металу. Найбільш близьким за сукупністю ознак до корисної моделі, що заявляється, є спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу (Заявка №u 2013 00084 з рішенням про видачу патенту на корисну модель №10183/ЗУ/13 від 4.05.2013), МПК(2006.01) F41H5/04, за яким пакет, що містить до 40 шарів фольги металу, що вибраний з групи титан, нікель, вольфрам, залізо або його сплавів, і розміщені між ними шари алюмінію або його сплавів, пресують під тиском 2-4 МПа, одночасно нагрівають і при 600-630 °C здійснюють ізотермічну витримку впродовж часу, який не перевершує 3 годин, та одночасно через пакет з 4 2 шарів фольги пропускають імпульси струму густиною j5•10 А/см . Ознаками, які збігаються з ознаками способу, що заявляється, є такі: складають шаруватий пакет з фольги металу, що вибирають з групи титан, нікель, вольфрам, залізо або його сплавів, та розміщеною між ними фольги алюмінію або його сплавів, пресують його під тиском 2-4 МПа та одночасно нагрівають, й при температурі 600-630 °C здійснюють ізотермічну витримку впродовж часу, який не перевершує 3 годин. До причин, що перешкоджають одержанню очікуваного технічного результату, слід віднести те, що ізотермічна витримка пакета, під час якої спочатку фольги з'єднуються в моноліт, а потім в пакеті проходять дифузійні процеси і структурно-фазові перетворення, здійснюється за рахунок стороннього нагрівача, тобто тепло до пакета підводиться шляхом конвективного теплообміну. З іншого боку, бокові поверхні пакета безпосередньо контактують з елементами преса, які відбирають частину підведеного до пакета тепла на себе. Отже в об'ємі пакета, особливо, якщо його товщина перевищує 1 мм, виникає градієнт температури, який може обумовлювати нерівномірне щеплення фольги, наявність залишкових неперетворених шарів алюмінію та неоднорідність структури ШКМ. Окрім того, імпульси струму мають обмежену тривалість, тобто в паузах між імпульсами не діють електрофізичні явища, які на додаток до температури позитивно впливають на утворення інтерметалідних шарів, що також може знижувати якість кінцевого композиту. В основу корисної моделі поставлена задача удосконалити спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу шляхом нового виконання операції ізотермічної витримки, щодозволить стабілізувати температуру, особливо на бокових гранях шаруватого пакета, та підвищити рівномірність розподілу температури по товщині пакета і за рахунок цього підвищити однорідність структури композитів та покращити якість шаруватого метал-інтерметалідного композиційного матеріалу. Крім того, винахід дозволяє усунути операцію пропускання через шаруватий пакет імпульсів струму й спростити реалізацію способу. Поставлена задача вирішується тим, що полягає в способі одержання шаруватого металінтерметалідного композиційного матеріалу, за яким складають шаруватий пакет з фольги металу, що вибирають з групи титан, нікель, вольфрам, залізо або його сплавів, та розміщеною між ними фольги алюмінію або його сплавів, пресують його під тиском 2-4 МПа та одночасно нагрівають, й при температурі 600-630 °C здійснюють ізотермічну витримку впродовж часу, який не перевершує 3 годин, згідно з корисною моделлю, ізотермічну витримку здійснюють регулюванням сили постійного струму, який пропускають через шаруватий пакет. 1 UA 90274 U 5 10 15 20 25 30 35 40 45 50 55 60 Шаруватий пакет складають зі зсувом шарів фольги металу відносно шарів фольги алюмінію на відстань, що дорівнює величині з'єднувального електричного контакту. Розкриваючи причинно-наслідковий зв'язок між суттєвими ознаками способу, що заявляється, і технічним результатом необхідно відзначити таке. Ознака "ізотермічну витримку здійснюють регулюванням сили постійного струму, який пропускають через шаруватий пакет" дозволяє підтримувати сталу температуру пакета за рахунок виділення всередині пакета Джоулева тепла та підвищити рівномірність розподілу температури по товщині пакета, оскільки постійний струм, на відміну від імпульсного, тече рівномірно через весь пакет, тобто буде забезпечуватись однакова швидкість утворення інтерметалідних шарів як всередині, так і в таких місцях, як бокові грані та торці пакета. Окрім того, під час проходження постійного струму виникають та справляють позитивний вплив на утворення інтерметалідів інші електродинамічні явища (наприклад, електропластичний ефект, електродифузія), що за вказаний час дозволяє отримувати більш якісний композит. Крім того, спосіб дозволяє замінити дві одночасні технологічні операції, що здійснюються при реалізації способу за прототипом, це "здійснення ізотермічної витримки стороннім нагрівачем" та "пропускання через пакет імпульсного струму" однією технологічною операцією. Це дозволяє спростити реалізацію способу. Ознака "шаруватий пакет складають зі зсувом шарів фольги металу відносно шарів фольги алюмінію на відстань, що дорівнює величині з'єднувального електричного контакту" дозволяє здійснювати підключення до джерела струму за межами корисної площі пакета, тобто економити матеріал, з якого виготовляється композит, оскільки місця пакета, де він з'єднується з електричними контактами, не приймають участі в перетворенні на метал-інтерметалідний композит і обрізуються після ізотермічної витримки. Суть корисної моделі пояснює креслення. На фіг. 1 наведено функціональну схему реалізації способу, на фіг. 2 - схему укладання фольги в пакет зі зсувом, на фіг. 3 - мікроструктуру композиційного матеріалу за прикладом 1, на фіг. 4 - мікроструктуру композиційного матеріалу за прикладом 2. Функціональна схема для реалізації способу одержання шаруватого метал-інтерметалідного композиційного матеріалу (Фіг. 1) містить пакет 1, джерело постійного струму 2, з'єднувальні контакти 3, нагрівач 4. Спосіб здійснюють таким чином. Складають пакет 1, що містить попередньо очищені від бруду і жиру шари фольги, наприклад Ті, товщиною 0,01-1,0 мм, що чергуються з шарами фольги А1 товщиною 0,01-1,0 мм. Пакет з фольги металів обкладають зверху і знизу міцними пластинами, які мають одночасно гарні електроізоляційні властивості та низьку теплопровідність, наприклад пластинами з азбесту або високотемпературної кераміки. Торці пакета з'єднують з джерелом постійного струму 2 за допомогою електричних контактів 3. Пакет пресують на механічному або гідравлічному пресі під тиском 2-4 МПа та одночасно нагрівають нагрівачем 4 в звичайній атмосфері до температури не нижче 600 °C. Потім нагрівач 4 відключають, а через пакет від джерела 2 пропускають постійний струм, здійснюючи таким чином ізотермічну витримку стисненого пакета при 600-630 °C впродовж часу, який не перевершує 3 годин, не змінюючи при цьому діючий на пакет тиск. Сталу температуру пакета (температуру ізотермічної витримки) підтримують за рахунок регулювання сили постійного струму, під час проходження якого всередині пакета виділяється Джоулеве тепло, тобто постійний струм діє як внутрішній нагрівач. Теплом, яке виділяється всередині пакета під час проходження постійного струму, забезпечується рівномірність розподілу температури по товщині пакета та зниження відтоку тепла через бокові поверхні. Така рівномірність особливо важлива, якщо товщина пакета перевищує 1 мм. Окрім того, дією постійного струму в пакеті, який є неоднорідним по внутрішній будові багатошаровим провідником, забезпечується надійне щеплення фольги, обумовлене електропластичним ефектом, та більш швидка, завдяки виникненню електродифузійних потоків, взаємодія хімічно різнорідних шарів пакета в порівнянні з взаємодією, активованою лише температурою та тиском. Тобто мають місце електродинамічні явища, які діють на пакет постійно (а за прототипом - лише під час проходження імпульсів струму, але не в паузах між імпульсами) та забезпечують впродовж 2,5-3 годин однорідне формування інтерметалідних шарів у всьому об'ємі композиту без залишкових периферійних алюмінієвих прошарків. Після закінчення зазначеного часу, джерело постійного струму 2 відключають та, не змінюючи тиску, охолоджують пакет, який відтепер є монолітним ШКМ, до кімнатної температури. Після видалення з-під преса шаруватого пакета кінці фольги, що були затиснені електричними контактами, обрізають. 2 UA 90274 U 5 10 15 20 25 30 35 З метою економії матеріалу складають шаруватий пакет 1 таким чином, щоб шари фольги Аl були зсунуті відносно шарів фольги Ті на відстань, що дорівнює величині з'єднувального електричного контакту (пояснено кресленням на Фіг. 2), тобто щоб один торець пакета складався б виключно з фольги Аl, а інший - виключно з фольги Ті. Торці пакета контактами 3 з'єднують з джерелом постійного струму. Після видалення з-під преса торці пакету, що складались лише з одного металу або алюмінію та були затиснені електричними контактами, обрізають. Тобто за однакової початкової площі фольги, з якої складається вихідний пакет, у відходи йде менша кількість матеріалу. Приклад 1. Нарізали 30 заготівок розміром 10×100 мм титанової фольги марки ВТ00 товщиною 50 мкм і 29 заготівок розміром 10×100 мм алюмінієвої фольги марки А5Е товщиною 50 мкм. Після знежирення етиловим спиртом складали їх почергово в пакет, який розміщували між двома пластинками твердої кераміки в механічному пресі. Товщина складеного таким чином пакета становила 3 мм. Пакет спресовували під тиском 2 МПа та нагрівали нагрівачем до температури 630 °C. За цієї температури за допомогою того ж нагрівача здійснювали ізотермічну витримку пакета впродовж 3 годин, додатково пропускаючи через пакет розрядні 4 2 імпульси струму густиною j=25•10 А/см . Після цього пакет охолоджували. Середня частина ШКМ відповідала якісному композиту - складався з шарів титану товщиною 30-35 мкм і інтерметалідних шарів товщиною 65-70 мкм, але по периферійній зоні, де грані пакета контактували з обкладинками кераміки, містились залишкові шари алюмінію, які не встигли перетворитися на інтерметаліди, а на торцях були помітні - острівні, не суцільні прошарки інтерметалідів (фіг. 3). Приклад 2. Пакет, укладений почергово з фольги титану і фольги алюмінію під тиском 2 МПа нагрівали стороннім нагрівачем. Після того, як температура сягнула 630 °C сторонній нагрівач відключали, а через пакет впродовж 3 годин пропускали постійний струм, регулюючи його силу в межах 70-90 А так, щоб температура пакета впродовж ізотермічної витримки не відхилялась від 630 °C більш ніж на 5 °C. Одержаний ШКМ, включаючи бічні грані та торцеві зони, мав однорідну структуру, що складалась з шарів титану і шарів інтерметалідів (фіг. 4). Таким чином, запропонований спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу дозволяє стабілізувати температуру, особливо на бокових гранях шаруватого пакета, та підвищити рівномірність розподілу температури по товщині пакета і за рахунок цього підвищити однорідність структури композитів та покращити якість шаруватого метал-інтерметалідного композиційного матеріалу. Крім того, винахід дозволяє усунути операцію пропускання через шаруватий пакет імпульсів струму й спростити реалізацію способу та економити вихідні матеріали. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу, за яким складають шаруватий пакет з фольги металу, що вибирають з групи титан, нікель, вольфрам, залізо або його сплавів, та розміщеною між ними фольги алюмінію або його сплавів, пресують його під тиском 2-4 МПа та одночасно нагрівають, й при температурі 600-630 °С здійснюють ізотермічну витримку впродовж часу, який не перевершує 3 годин, який відрізняється тим, що ізотермічну витримку здійснюють регулюванням сили постійного струму, який пропускають через шаруватий пакет. 2. Спосіб за п. 1, який відрізняється тим, що шаруватий пакет складають зі зсувом шарів фольги металу відносно шарів фольги алюмінію на відстань, що дорівнює величині з'єднувального електричного контакту. 3 UA 90274 U 4 UA 90274 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюSinchuk Alla Vadymivna, Tsurkin Volodymyr Mykolaiovych, Ivanov Artem Volodymyrovych
Автори російськоюСинчук Алла Вадимовна, Цуркин Владимир Николаевич, Иванов Артем Владимирович
МПК / Мітки
МПК: F41H 5/04, B32B 15/01
Мітки: матеріалу, композиційного, метал-інтерметалідного, спосіб, одержання, шаруватого
Код посилання
<a href="https://ua.patents.su/7-90274-sposib-oderzhannya-sharuvatogo-metal-intermetalidnogo-kompozicijjnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу</a>
Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу
Номер патенту: 104683
Опубліковано: 25.02.2014
Автори: Цуркін Володимир Миколайович, Іванов Артем Володимирович, Васянович Микола Олександрович, Сінчук Алла Вадимівна
МПК: F41H 5/04, B32B 7/04, B32B 15/01
Мітки: одержання, матеріалу, метал-інтерметалідного, шаруватого, спосіб, композиційного
Формула / Реферат:
Спосіб отримання шаруватого метал-інтерметалідного композиційного матеріалу, за яким пакет, що містить до 40 шарів фольги металу, який вибраний з групи титан, нікель, вольфрам, залізо, або його сплавів, і розміщені між ними шари алюмінію або його сплавів, пресують під тиском 2-4 МПа та одночасно нагрівають і здійснюють ізотермічну витримку до завершення утворення інтерметалідних шарів, який відрізняється тим, що ізотермічну витримку...
Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу
Номер патенту: 81686
Опубліковано: 10.07.2013
Автори: Сінчук Алла Вадимівна, Васянович Микола Олександрович, Цуркін Володимир Миколайович, Іванов Артем Володимирович
МПК: F41H 5/04
Мітки: матеріалу, спосіб, шаруватого, одержання, метал-інтерметалідного, композиційного
Формула / Реферат:
Спосіб отримання шаруватого метал-інтерметалідного композиційного матеріалу, за яким пакет, що містить до 40 шарів фольги металу, який вибраний з групи титан, нікель, вольфрам, залізо, або його сплавів, і розміщені між ними шари алюмінію або його сплавів, пресують під тиском 2-4 МПа та одночасно нагрівають і здійснюють ізотермічну витримку до завершення утворення інтерметалідних шарів, який відрізняється тим, що ізотермічну витримку...
Шаруватий композиційний матеріал, спосіб підбору компонентів шаруватого композиційного матеріалу
Номер патенту: 49284
Опубліковано: 16.09.2002
Автори: Надєїн Владислав Семенович, Ситник Олексій Олексійович
МПК: B22F 7/04, B32B 15/01, B22F 7/00, C23C 14/58
Мітки: композиційний, шаруватого, підбору, шаруватий, матеріалу, спосіб, матеріал, композиційного, компонентів
Формула / Реферат:
1. Шаруватий композиційний матеріал, що містить твердосплавну основу і закріплений на ній різальний керамічний шар, який відрізняється тим, що коефіцієнт термічного розширення матеріалу твердосплавної основи складає 0,9...1,1 коефіцієнта термічного розширення матеріалу керамічного шару.2. Спосіб підбору компонентів шаруватого керамічного композиційного матеріалу, який передбачає підбір компонентів твердосплавної основи та різального...
Спосіб одержання листового армованого композиційного матеріалу
Номер патенту: 13280
Опубліковано: 28.02.1997
Автори: Коваленко Сергій Григорович, Коковіхін Юрій Іванович, Парадня Павло Вікторович, Карпенко Олег Олександрович, Пінашина Валентина Олександрівна
МПК: B23K 20/04
Мітки: матеріалу, спосіб, композиційного, листового, одержання, армованого
Формула / Реферат:
(57) Способ получения листового армированного композиционного материала, включающий сборку пакета из листа армирующего материала и размещенных с двух его сторон листов обкладок с предварительно подготовленными поверхностями и его прокатку, отличающийся тем, что в качестве листов обкладок используют материал, предел прочности которого составляет 0,05...0,5 предела прочности армирующего материала, толщиной 1...3 толщины листа армирующего...
Спосіб одержання виробів з композиційного матеріалу на основі алмазу
Номер патенту: 82629
Опубліковано: 25.04.2008
Автори: Шульженко Олександр Олександрович, Русінова Наталія Олександрівна, Гаргін Владислав Герасимович
МПК: C22C 26/00, C04B 41/85, C04B 35/14, C04B 35/52
Мітки: виробів, алмазу, основі, композиційного, одержання, матеріалу, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробів з композиційного матеріалу на основі алмазу, який включає формування алмазної маси та просочуючого шару із суміші, що містить принаймні кремній в кількості, достатній для просочування алмазної маси, та графіт, нагрівання цієї системи у комірці високого тиску при високому тиску до температури, достатньої для плавлення кремнію, і витримку при цій температурі, який відрізняється тим, що при формуванні просочуючого...
Попередній патент: Музичний автомат m-box classic
Наступний патент: Спосіб утилізації теплоти сушильного агента установки приготування пиловугільного палива для вдування його в горно однієї і більш доменної печі
Випадковий патент: Спосіб профілактики периімплантних мукозитів