Спосіб очищення зовнішньої поверхні казанів вагонів-цистерн від забруднень темними нафтопродуктами
Номер патенту: 107430
Опубліковано: 25.12.2014
Автори: Лаврухін Олександр Валерійович, Козодой Дмитро Сергійович, Шилаєв Петро Сергійович, Дунаєвський Леонід Маркович, Данько Микола Іванович, Шилаєв Павло Сергійович, Котенко Анатолій Миколайович, Каграманян Артур Олександрович

Формула / Реферат
Спосіб очищення зовнішньої поверхні залізничних казанів вагонів-цистерн від забруднень темними нафтопродуктами, що включає доведення зовнішньої поверхні казанів вагонів-цистерн до заданої температури і обробку поверхні вагонів-цистерн миючим розчином, при цьому температуру зовнішньої поверхні вагонів-цистерн доводять до 20-40 °С шляхом зрошення водою, а потім здійснюють обробку зовнішньої поверхні вагонів-цистерн з використанням миючого розчину у вигляді піни, який відрізняється тим, що у найбільш забруднених місцях казана цистерни наносять шар світлих нафтопродуктів (наприклад керосину або іншого розчину), витримують 20-30 хв. і здійснюють обробку зовнішньої поверхні вагонів-цистерн миючим розчином в місцях знаходження залишків нафтопродуктів, а миючий розчин використовують у вигляді піни, що генерується в полі відцентрових сил та наноситься на оброблювану поверхню з щільністю 10-20 л/м2 і витримкою протягом 10-15 хв., при цьому здійснюють змив піни за допомогою зрошення гарячою водою, а забруднення видаляють із зовнішньої поверхні цистерн у місцях заливальних горловин за допомогою нагрітих водяних струменів через сопла тиском 2,5 МПа і проводять сушіння поверхонь цистерн струменями гарячого повітря з соплових отворів, при цьому сопла виконують з можливістю їх повороту залежно від температури нагріву струменів (води або повітря), при цьому змінюють напрямок струменя.
Текст
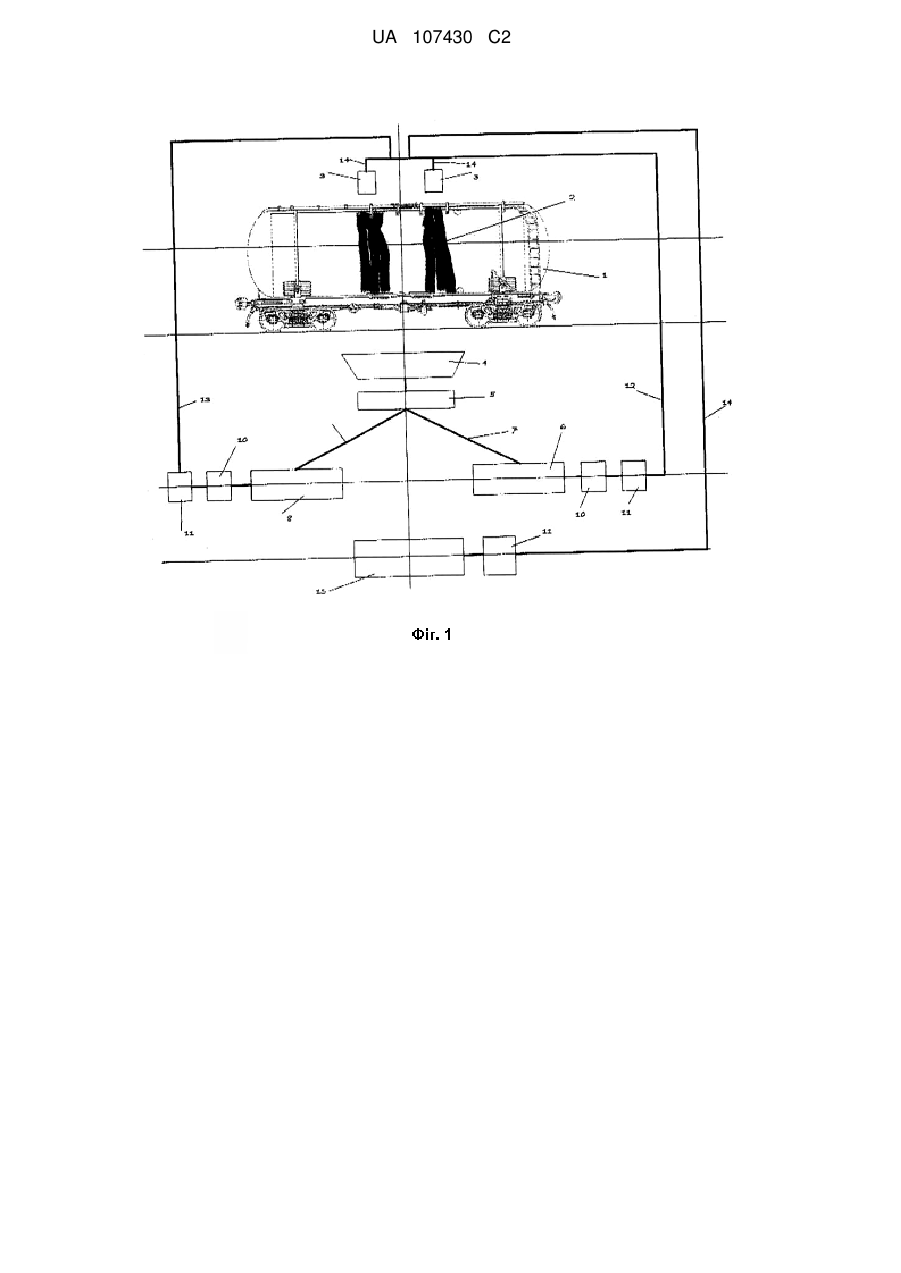
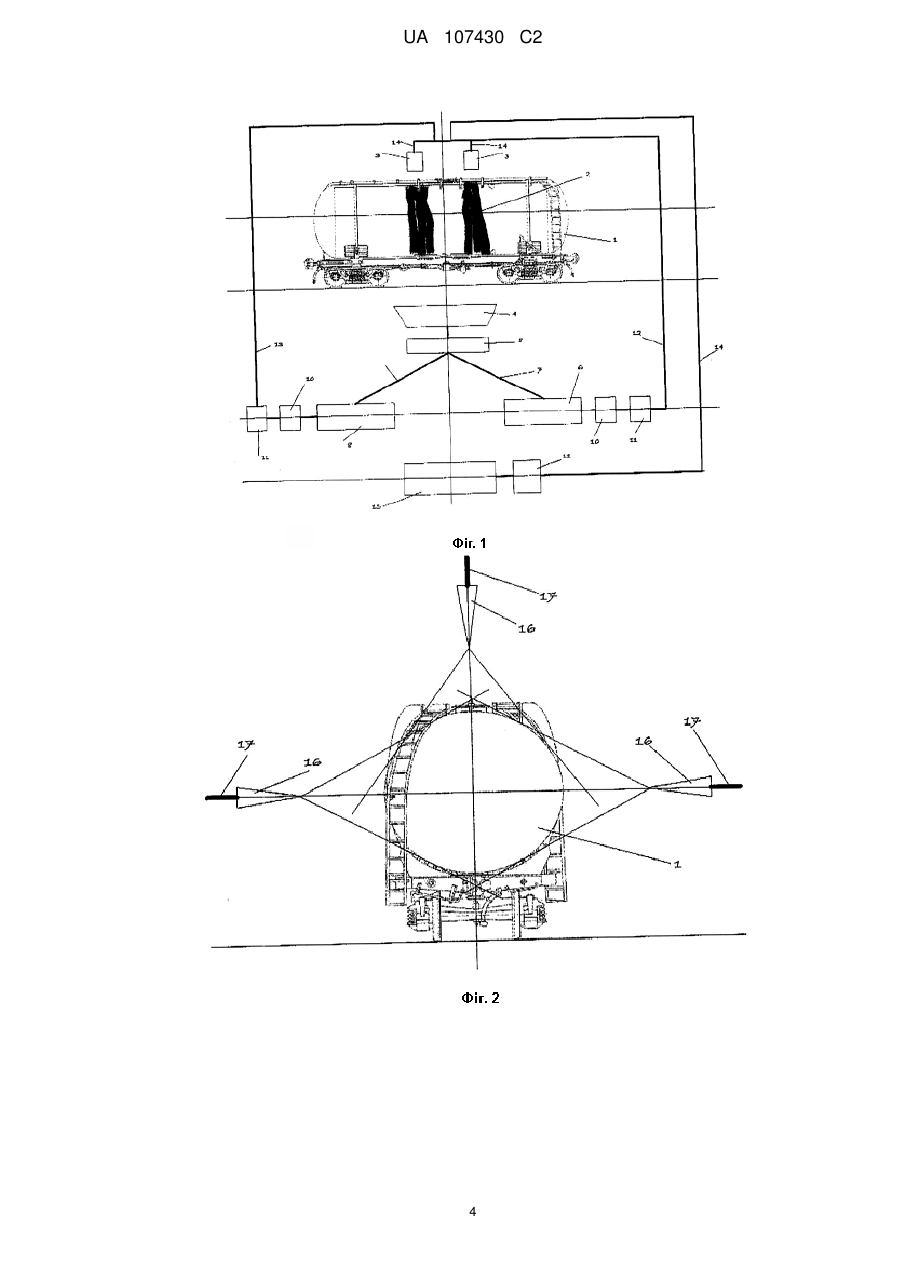
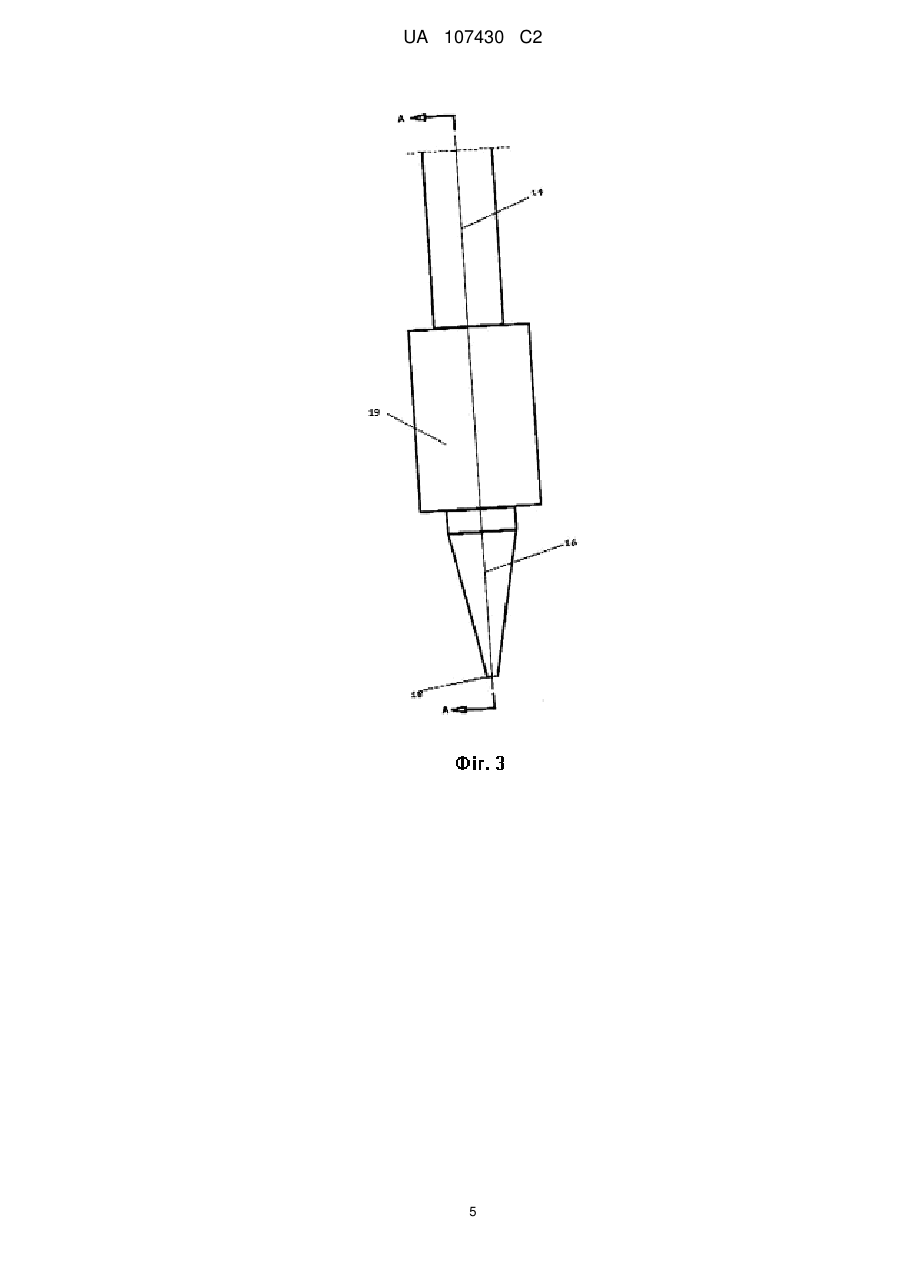
Реферат: Винахід стосується способу очищення зовнішньої поверхні казанів вагонів-цистерн від забруднень темними нафтопродуктами. У найбільш забруднених місцях казана вагонацистерни наносять шар світлих нафтопродуктів (наприклад керосину або іншого розчину), витримують 10-15 хв. і здійснюють обробку зовнішньої поверхні вагонів-цистерн миючим розчином в місцях знаходження залишків нафтопродуктів. Миючий розчин використовують у вигляді піни, що генерується в полі відцентрових сил та наноситься на оброблювану поверхню з щільністю 10-20 л/м2 і витримкою протягом 20-30 хв., при цьому здійснюють змив піни за допомогою зрошення гарячою водою. Забруднення видаляють із зовнішньої поверхні цистерн у місцях заливальних горловин за допомогою нагрітих водяних струменів через сопла тиском 2,5 МПа і проводять сушіння поверхонь цистерн струменями гарячого повітря з соплових отворів. Сопла виконують з можливістю їх повороту залежно від температури нагріву струменів (води або повітря), при цьому змінюють напрямок струменя. Спосіб забезпечує підвищення ефективності та якості миття залізничних вагонів-цистерн від різного виду забруднень, зокрема від нафтових, а також спрощення процесу миття та зменшення трудових і енергетичних витрат на його здійснення UA 107430 C2 (12) UA 107430 C2 UA 107430 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до залізничного транспорту, а саме до обслуговування рухомого складу й підготовки вагонів - цистерн для ремонту і під налив. Зовнішнє очищення залізничних цистерн залишається найбільш слабко механізованим й дорогим процесом, що вимагає значних енерговитрат. Крім того, очищення цистерн є джерелом шкідливих викидів в атмосферу. Не відповідає сучасним вимогам і якість очищення залізничних вагонів, що ускладнює виявлення не тільки зовнішніх видимих дефектів, але і особливо прихованих, навіть з використанням сучасних способів дефектоскопії. Відомо технічне рішення, пов'язане з очищенням цистерн (див. винахід РФ № 2357811, МПК B60S 3/04). Винахід належить до технології очищення твердих поверхонь від органічних забруднень (нафтопродуктів, мастил, жирів, масел і т.п.) і може бути використаний для миття транспортних засобів (залізничних і автоцистерн, морських танкерів) і технологічних ємностей, переважно, до відмивання залізничних цистерн з-під рослинних і мінеральних масел. Спосіб полягає у приготуванні водного розчину заданої концентрації з миючого засобу, струменевого миття поверхні цистерни водним розчином миючого засобу при заданому тиску струменів, відкачці отриманої емульсії, поділі емульсії на водну і органічну фази з наступним поверненням водної фази миючого засобу у цикл миття та періодичним видаленням органічної фази і шламу у відповідні ємності, подальшому обполіскуванні і сушінні внутрішньої поверхні. Перед миттям поверхні цистерни розчином миючого засобу здійснюють струменеву промивку її гарячою проточною водою з температурою 70-90 °C. Однак, як показали експериментальні випробування, зазначений спосіб не забезпечує надійне очищення цистерн. Найбільш близьким до способу, що заявляється є технічне рішення за винаходом Росії № 2435685, МПК B60S 3/04. Винахід належить до галузі технічного обслуговування залізничного рухомого складу, зокрема до підготовки залізничних вагонів-цистерн у ремонт і під налив. Спосіб миття зовнішніх поверхонь залізничних вагонів-цистерн включає доведення зовнішньої поверхні вагонів-цистерн до заданої температури і обробку поверхні вагонів-цистерн миючим розчином. Температуру зовнішньої поверхні вагонів-цистерн доводять до 20-40 °C шляхом зрошення водою. Здійснюють обробку зовнішньої поверхні вагонів-цистерн з використанням миючого розчину у вигляді піни, яка генерується у полі відцентрових сил, що наноситься на оброблювану поверхню з щільністю 10-20 л/м і витримкою протягом 20-30 хвилин. Здійснюють змив залишків піни методом зрошення гарячою водою. Забруднення видаляють із зовнішньої поверхні вагонівцистерн за допомогою гарячих водяних струменів під тиском 2,0-2,5 МПа. Проводять сушіння поверхні вагонів-цистерн струменями гарячого повітря. Однак і цей спосіб не забезпечує підвищення ефективності та якості миття залізничних вагонів-цистерн від різного виду забруднень, зокрема від нафтових, а також спрощення процесу миття та зменшення трудових і енергетичних витрат на його здійснення. В основу винаходу поставлена задача шляхом введення нових технологічних процесів та їх взаємозв'язку забезпечити підвищення ефективності та якості миття залізничних вагонівцистерн від різного виду забруднень, зокрема від нафтових (темних нафтопродуктів), а також спростити процес миття і зменшити трудові та енергетичні витрати на його здійснення. Ця задача вирішується тим, що у відомому способі миття зовнішніх поверхонь залізничних вагонів-цистерн, який включає доведення зовнішньої поверхні вагонів-цистерн до заданої температури і обробку поверхні вагонів-цистерн миючим розчином, при цьому температуру зовнішньої поверхні вагонів-цистерн доводять до 20-40 °C шляхом зрошення водою, здійснюють обробку зовнішньої поверхні вагонів-цистерн з використанням миючого розчину у вигляді піни, відповідно до винаходу, в місцях забруднень казана цистерни наносять шар світлих нафтопродуктів (наприклад керосину або іншого розчину), витримують 20-30 хв. Це забезпечує розчинення і різке зниження сили адгезії (прилипання) забруднень до поверхні і здійснюють обробку зовнішньої поверхні вагонів-цистерн в місцях знаходження залишків нафтопродуктів, а миючий розчин використовують у вигляді піни, генеровану в полі 2 відцентрових сил, яку наносять на оброблювану поверхню з щільністю 10-20 л/м і витримкою протягом 10-15 хв. Потім здійснюють змив піни за допомогою зрошення гарячою водою, а забруднення видаляють із зовнішньої поверхні цистерн у місцях заливних горловин за допомогою нагрітих водяних струменів під тиском 2,5 МПа і проводять сушіння поверхонь казанів цистерн струменями гарячого повітря з соплових отворів, при цьому сопла повертаються за допомогою гнучких елементів з пластинами із матеріалу, що мають ефект пам'яті форми - явище повернення до первісної форми при нагріванні, яке спостерігається у деяких матеріалів, наприклад термобіметалевих пластин. В залежності від температури нагріву гнучких елементів (рукавів), а отже і термобіметалевих пластин, можна змінювати напрям 1 UA 107430 C2 5 10 15 20 25 30 35 40 45 50 55 60 гарячої води з сопла, регулюючи температуру подачі води (керосину, миючого розчину, повітря). Термобіметалева пластина складається з двох шарів металів або сплавів з різними температурними коефіцієнтами лінійного розширення і звичайно з різними модулями пружності і товщинами шарів. Звичайно як пасивний матеріал вживаються інвар або феронікель (42 % Ni), а як активний - латунь, константан, нікель, залізо або сплави заліза з нікелем і молібденом. Гранична температура нагріву термобіметалів різних марок складає 150-650 °С. (Велика Радянська Енциклопедія). Спосіб пояснюється кресленнями: На фіг. 1 показана загальна схема очищення: На фіг. 2 - розміщення сопел відносно казана цистерни. На фіг. 3 - загальний вид сопла та гнучкого елемента (рукава). На фіг. 4 - сопло, гнучкий елемент і термобіметалеві пластини у розрізі. На кресленні показані позиції: 1 - вагон-цистерна; 2 - казан вагона-цистерни 1; 3 - миючий пристрій; 4 - піддон; 5 - розділювач; 6 - накопичувач; 7 - трубопровід; 8 - накопичувач; 9 - трубопровід; 10 - насос; 11 - регулятор температури; 12 - трубопровід; 13 - трубопровід; 14 - трубопровід; 15-калорифер; 16-сопло; 17 - термобіметалева пластина; 18 - сопловий отвір; 19 - гнучкий елемент. Спосіб миття зовнішніх поверхонь залізничних казанів вагонів-цистерн 1, який включає доведення зовнішньої поверхні вагонів-цистерн до заданої температури і обробку поверхні вагонів-цистерн миючим розчином, при цьому температуру зовнішньої поверхні вагонів-цистерн доводять до 20-40 °C шляхом зрошення водою. Здійснюють обробку зовнішньої поверхні казанів вагонів-цистерн з використанням миючого розчину у вигляді піни, в місцях забруднень казана цистерни 2 наносять шар світлих нафтопродуктів (наприклад керосину або іншого розчину), витримують 20-30 хв., що забезпечує розчинення і різке зниження сили адгезії (прилипання) забруднень до поверхні і здійснюють обробку зовнішньої поверхні вагонів-цистерн в місцях знаходження залишків нафтопродуктів, а миючий розчин використовують у вигляді піни, що генерується в полі відцентрових сил та наноситься на оброблювану поверхню з 2 щільністю 10-20 л/м і витримкою протягом 10-15 хв. Потім здійснюють змив піни за допомогою зрошення гарячою водою, а забруднення видаляють із зовнішньої поверхні цистерн у місцях заливальних горловин за допомогою нагрітих водяних струменів під тиском 2,5 МПа і проводять сушіння поверхонь цистерн струменями гарячого повітря з соплових отворів 18, при цьому сопла 16 з'єднують з гнучкими елементами (рукавами) 19, які мають пластини з матеріалу, що має ефект пам'яті форми 17 - явище повернення до первинної форми при нагріванні, яке спостерігається у деяких матеріалів, наприклад термобіметалевих пластин. У залежності від температури нагріву пластин 17 від температури води (керосину, миючого розчину, повітря) що подається трубопроводом 14 з накопичувачів до забруднених місцях цистерни 1, а отже і термобіметалевих пластин 17, можна регулювати зміну напрямку гарячої води (керосину, миючого розчину, повітря) з сопел 16. Сопла 16 з'єднують з гнучкими елементами 19, які мають термобіметалеві пластини 17, що мають ефект пам'яті форми. Після промивання реагенти збираються у піддон 4, попадають на очищення та розділення на елементи у розділювач 5 трубопроводом 7 вода або мильний розчин попадає в накопичувач 6 та далі насосом 10 подається через регулятор температури трубопроводом 12 і 14 в миючий пристрій 3. Керосин (або інший розчинник) трубопроводом 9 подається в накопичувач 8, з якого насосом 10 через регулятор температури 11 трубопроводом 13 та 14 подається у миючий пристрій 3. Повітря для просушування поверхні цистерни подається калорифером 15 через 2 UA 107430 C2 регулятор температури 11 трубопроводом 14 на пристрій 3, причому калорифер 15 виконаний з гнучкого матеріалу. При розробці цього способу проводили експериментальні випробування, які зведені у таблиці. 5 Таблиця Використання розчину піни Щільність 2 20-25 л/м 2 10-30 л/м 2 10-20 л/м Витримка протягом 1-5 хв. 8-10 хв. 10-20 хв. Тиск нагрітих струменів 1,5 МПа 2,0 МПа 2,5 МПа Результат незадовільний задовільний добрий Примітка вибрано Цей спосіб забезпечує підвищення ефективності та якості миття залізничних вагонів-цистерн від різного виду забруднень, зокрема від нафтових, а також спрощення процесу миття та зменшення трудових і енергетичних витрат на його здійснення. 10 ФОРМУЛА ВИНАХОДУ 15 20 25 Спосіб очищення зовнішньої поверхні залізничних казанів вагонів-цистерн від забруднень темними нафтопродуктами, що включає доведення зовнішньої поверхні казанів вагонів-цистерн до заданої температури і обробку поверхні вагонів-цистерн миючим розчином, при цьому температуру зовнішньої поверхні вагонів-цистерн доводять до 20-40 °С шляхом зрошення водою, а потім здійснюють обробку зовнішньої поверхні вагонів-цистерн з використанням миючого розчину у вигляді піни, який відрізняється тим, що у найбільш забруднених місцях казана цистерни наносять шар світлих нафтопродуктів (наприклад керосину або іншого розчину), витримують 20-30 хв. і здійснюють обробку зовнішньої поверхні вагонів-цистерн миючим розчином в місцях знаходження залишків нафтопродуктів, а миючий розчин використовують у вигляді піни, що генерується в полі відцентрових сил та наноситься на 2 оброблювану поверхню з щільністю 10-20 л/м і витримкою протягом 10-15 хв., при цьому здійснюють змив піни за допомогою зрошення гарячою водою, а забруднення видаляють із зовнішньої поверхні цистерн у місцях заливальних горловин за допомогою нагрітих водяних струменів через сопла тиском 2,5 МПа і проводять сушіння поверхонь цистерн струменями гарячого повітря з соплових отворів, при цьому сопла виконують з можливістю їх повороту залежно від температури нагріву струменів (води або повітря), при цьому змінюють напрямок струменя. 3 UA 107430 C2 4 UA 107430 C2 5 UA 107430 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюKahramanian Artur Oleksandrovych, Kotenko Anatolii Mykolaiovych, Lavrukhin Oleksandr Valeriiovych, Dunaievskyi Leonid Markovych, Kozodoi Dmytro Serhiiovych
Автори російськоюКаграманян Артур Александрович, Котенко Анатолий Николаевич, Лаврухин Александр Валерьевич, Дунаевский Леонид Маркович, Козодой Дмитрий Сергеевич
МПК / Мітки
Мітки: поверхні, темними, вагонів-цистерн, очищення, казанів, нафтопродуктами, зовнішньої, спосіб, забруднень
Код посилання
<a href="https://ua.patents.su/8-107430-sposib-ochishhennya-zovnishno-poverkhni-kazaniv-vagoniv-cistern-vid-zabrudnen-temnimi-naftoproduktami.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення зовнішньої поверхні казанів вагонів-цистерн від забруднень темними нафтопродуктами</a>
Спосіб очищення зовнішньої поверхні казанів вагонів-цистерн від забруднень темними нафтопродуктами
Номер патенту: 92491
Опубліковано: 26.08.2014
Автори: Каграманян Артур Олександрович, Дунаєвський Леонід Маркович, Шилаєв Петро Сергійович, Козодой Дмитро Сергійович, Данько Микола Іванович, Лаврухін Олександр Валерійович, Шилаєв Павло Сергійович, Котенко Анатолій Миколайович
МПК: B60S 3/04
Мітки: спосіб, зовнішньої, темними, вагонів-цистерн, очищення, казанів, поверхні, забруднень, нафтопродуктами
Формула / Реферат:
Спосіб очищення зовнішньої поверхні казанів вагонів-цистерн від забруднень темними нафтопродуктами, що включає доведення зовнішньої поверхні казанів вагонів-цистерн до заданої температури і обробку поверхні вагонів-цистерн миючим розчином, при цьому температуру зовнішньої поверхні вагонів-цистерн доводять до 20-40 °C шляхом зрошення водою, а потім здійснюють обробку зовнішньої поверхні вагонів-цистерн з використанням як миючої речовини...
Пристрій закріплення механізму очистки зовнішньої поверхні залізничних цистерн
Номер патенту: 68687
Опубліковано: 16.08.2004
Автори: Лаушник Ігор Петрович, Мілянич Андрій Романович
МПК: B08B 9/02
Мітки: механізму, залізничних, пристрій, цистерн, зовнішньої, закріплення, очистки, поверхні
Формула / Реферат:
Пристрій закріплення механізму очистки зовнішньої поверхні залізничних цистерн, що містить рознімний корпус, який має з'єднані між собою захоплювачі, ходові механізми та механізми з робочими органами, який відрізняється тим, що корпус складається із двох незалежних частин, а захоплювачі з'єднані між собою пружними металевими рейками і гнучкими тягами, під'єднаними до спільного для двох корпусів механізму натягу.
Установка для очистки зовнішньої поверхні залізничних цистерн
Номер патенту: 59746
Опубліковано: 15.09.2003
Автори: Лаушник Ігор Петрович, Куличенко Анатолій Якович, Мілянич Андрій Романович
МПК: B08B 9/02
Мітки: очистки, установка, цистерн, поверхні, залізничних, зовнішньої
Формула / Реферат:
Установка для очистки зовнішньої поверхні залізничних цистерн, що містить робочий орган, який має робочі інструменти, зв’язані з корпусом ходового механізму, яка відрізняється тим, що робочий орган виконаний у формі стрічкового транспортера з робочими інструментами, виконаними у вигляді торцевих щіток прямокутної форми, а ходовий механізм змонтований із двох блоків шестерень та барабана для намотки гнучкої тяги переміщення робочого...
Спосіб очищення та косметичної обробки зовнішньої поверхні транспортного засобу
Номер патенту: 93053
Опубліковано: 10.09.2014
Автор: Костенко Олександра Анатоліївна
МПК: B60S 3/04
Мітки: транспортного, обробки, зовнішньої, засобу, очищення, косметичної, поверхні, спосіб
Формула / Реферат:
1. Спосіб очищення та косметичної обробки зовнішньої поверхні транспортного засобу, який включає розпилювання спеціальних засобів на лакофарбову поверхню транспортного засобу, здійснення первинної очистки лакофарбової поверхні транспортного засобу, який відрізняється тим, що розпилювання спеціальних засобів здійснюють за допомогою механічного розпилювача, первинну очистку здійснюють за допомогою виробу з мікрофібри рухами, спрямованими в...
Біопрепарат для сорбції і деструкції вуглеводнів і спосіб очищення води та/або ґрунту від забруднень нафтою та нафтопродуктами
Номер патенту: 95859
Опубліковано: 12.09.2011
Автори: Гудзенко Тетяна Василівна, Бобрешова Наталія Степанівна, Кривицька Тетяна Миколаївна, Кожанова Галина Андріївна, Бєляєва Тамара Олексіївна, Іваниця Володимир Олексійович, Конуп Ігор Петрович, Соловйов Валентин Іванович, Філатов Кирило Дмитрович, Баранов Олександр Опанасович
Мітки: деструкції, спосіб, нафтою, води, ґрунту, забруднень, нафтопродуктами, вуглеводнів, біопрепарат, сорбції, очищення
Формула / Реферат:
1. Біопрепарат для сорбції і деструкції вуглеводнів нафти та нафтопродуктів, що містить бактерії-деструктори вуглеводнів нафти на комплексному носії, який відрізняється тим, що як бактерії-деструктори вуглеводнів нафти містить чотири штами бактерій роду Pseudomonas: 2АБ1x, ТБНх, И-17(1)х, И-17(ш)х, які іммобілізовані на носії такого складу, % мас.:торф 75сіно ...
Попередній патент: Спосіб визначення ступеня тяжкості хворих на колоректальний рак кишечнику (крк)
Наступний патент: Композиційний матеріал для фарбування з гідроізоляційними властивостями
Випадковий патент: Лабораторна біогазова установка