Апарат високого тиску


Формула / Реферат
1. Аппарат высокого давления, включающий главные пуансоны с рабочими частями в виде трехгранных пирамид, образующие в сборе замкнутую полость в виде многогранника для помещения в нее контейнера с реакционной шихтой, стенки которой являются продолжением смежных граней пуансонов, между которыми имеются зазоры вблизи полости, вспомогательные пуансоны, установленные в свободные многогранные углы, образованные главными пуансонами, и устройство для перемещения пуансонов к центру полости, выполненное в виде двух обойм с внутренними гранями, сопряженными с внешними гранями главных пуансонов, отличающийся тем, что обоймы соприкасаются одна с другой, а вспомогательные пуансоны выступают за пределы обойм.
2. Аппарат высокого давления по п.1, отличающийся тем, что углы между ребрами главных пуансонов, перпендикулярных геометрической оси аппарата, проходящей через вспомогательные пуансоны, и внешними их гранями, сопряженными с внутренними гранями обойм, меньше половины внутреннего угла правильного многоугольника, образованного указанными ребрами.
3. Аппарат высокого давления по п.1, отличающийся тем, что углы между противоположными гранями вспомогательных пуансонов и сопряженными с ними гранями главных пуансонов, начиная с расстояния удаленного от полости на соизмеримую с ребром полости величину, больше углов между теми же гранями в области полости и указанного расстояния вблизи ее.
4. Аппарат высокого давления по п.1, отличающийся тем, что одна из обойм вместе с собранными в ней пуансонами заменена плоской плитой с углублением.
5. Аппарат высокого давления по п.1, отличающийся тем, что между обоймами, собранными с пуансонами, помещен цилиндр со сквозным отверстием, предназначенным для размещения в нем контейнера с реакционной шихтой.
6. Аппарат высокого давления по пп.1 и 5, отличающийся тем, что цилиндр выполнен составным с секционированной внутренней частью и зазорами между секциями.
Текст
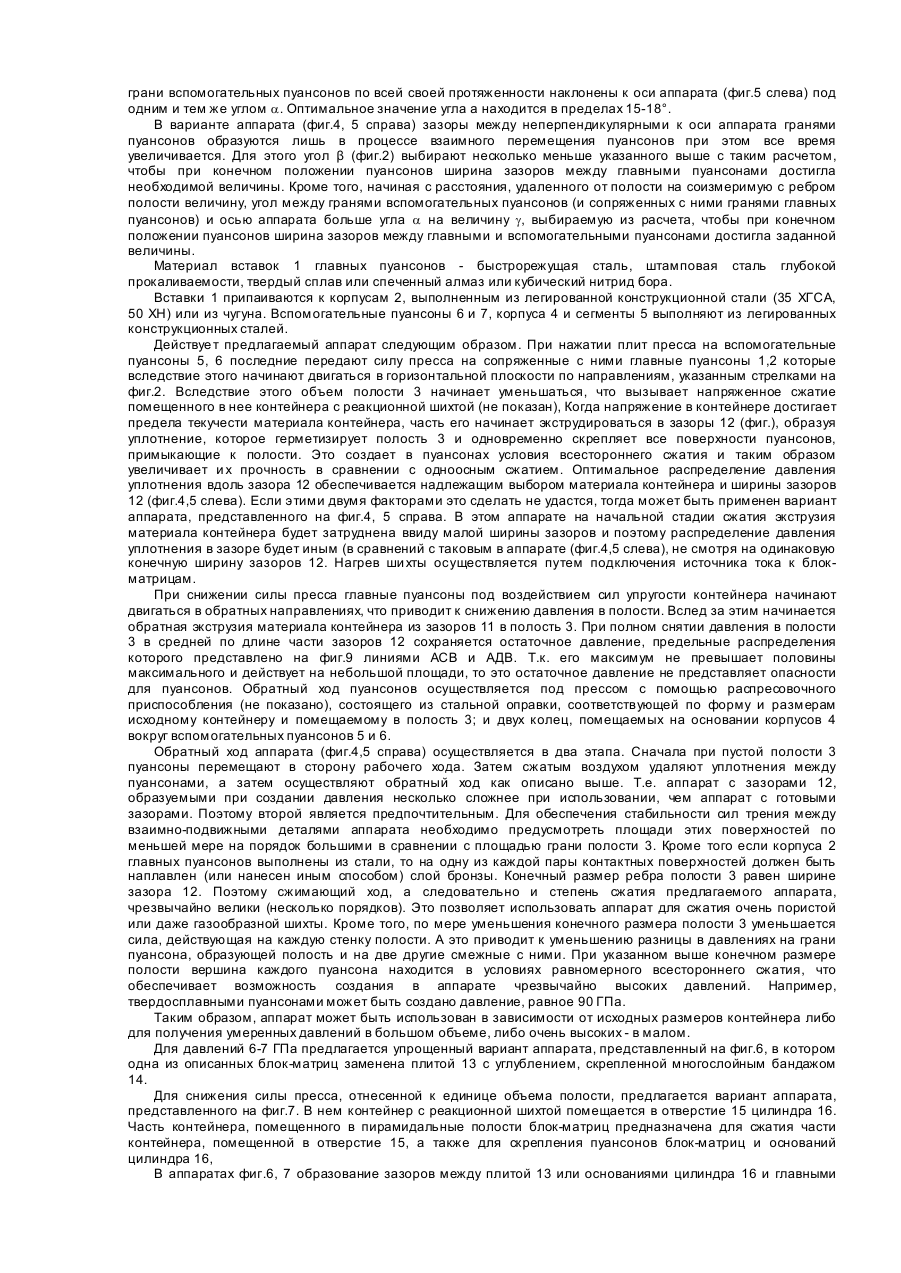
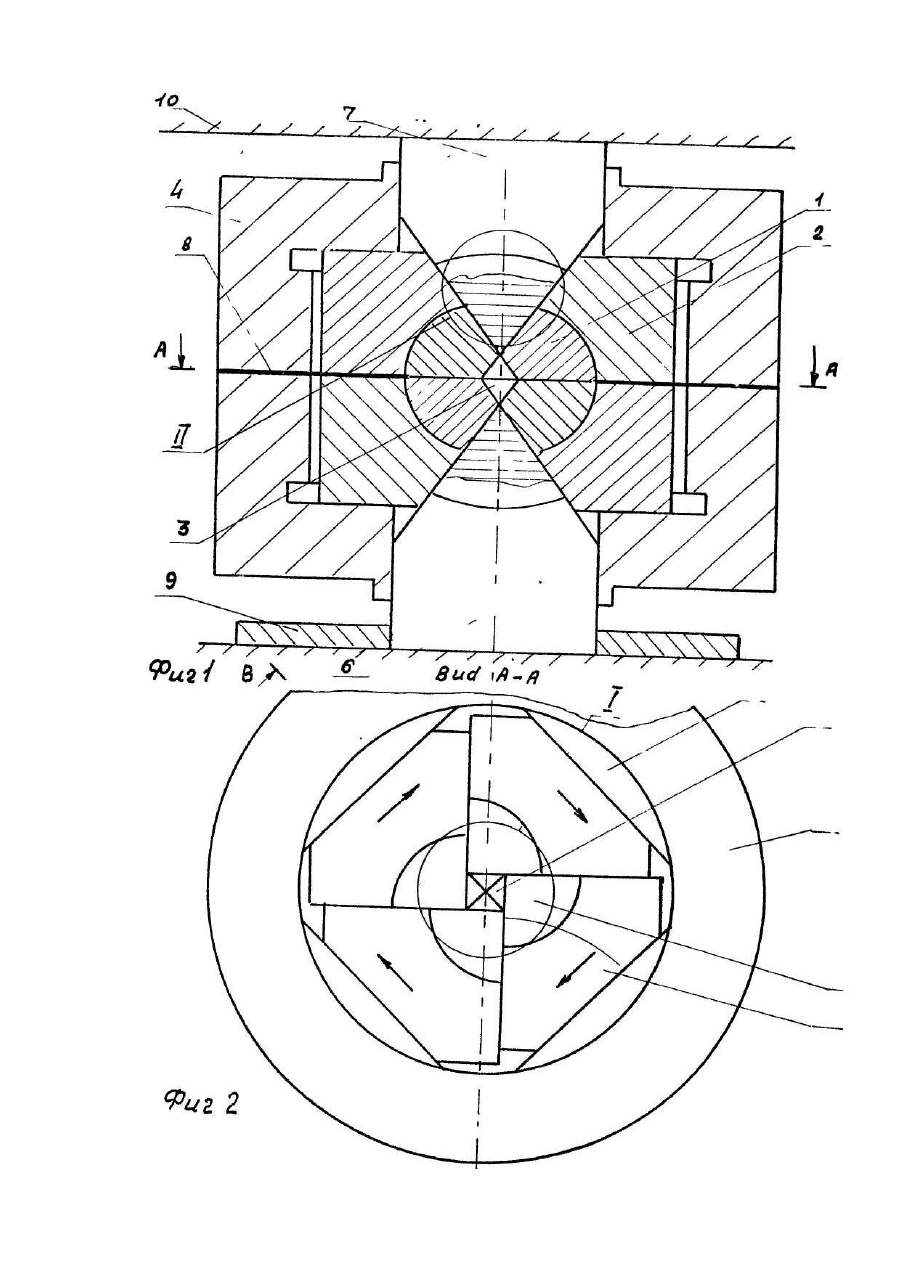
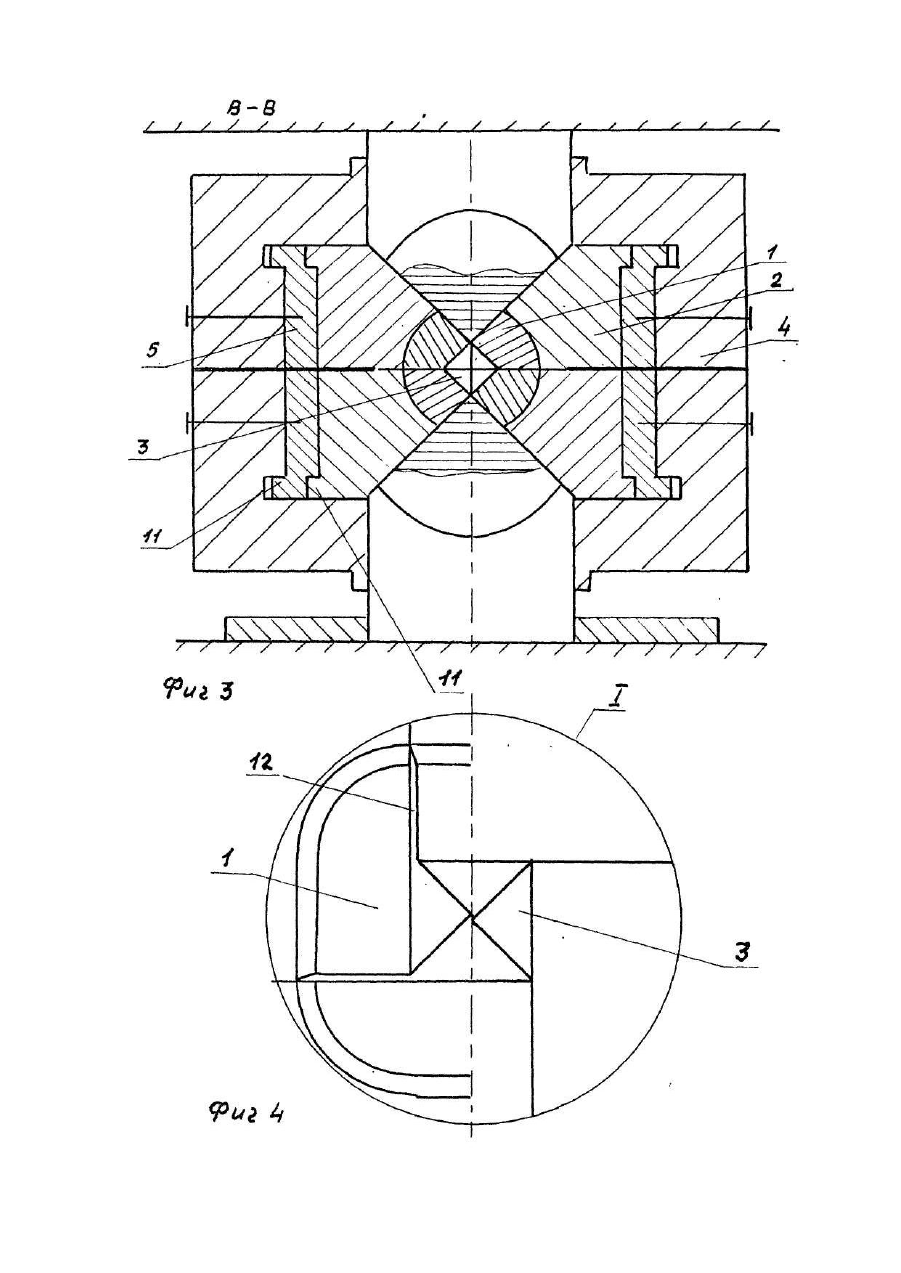
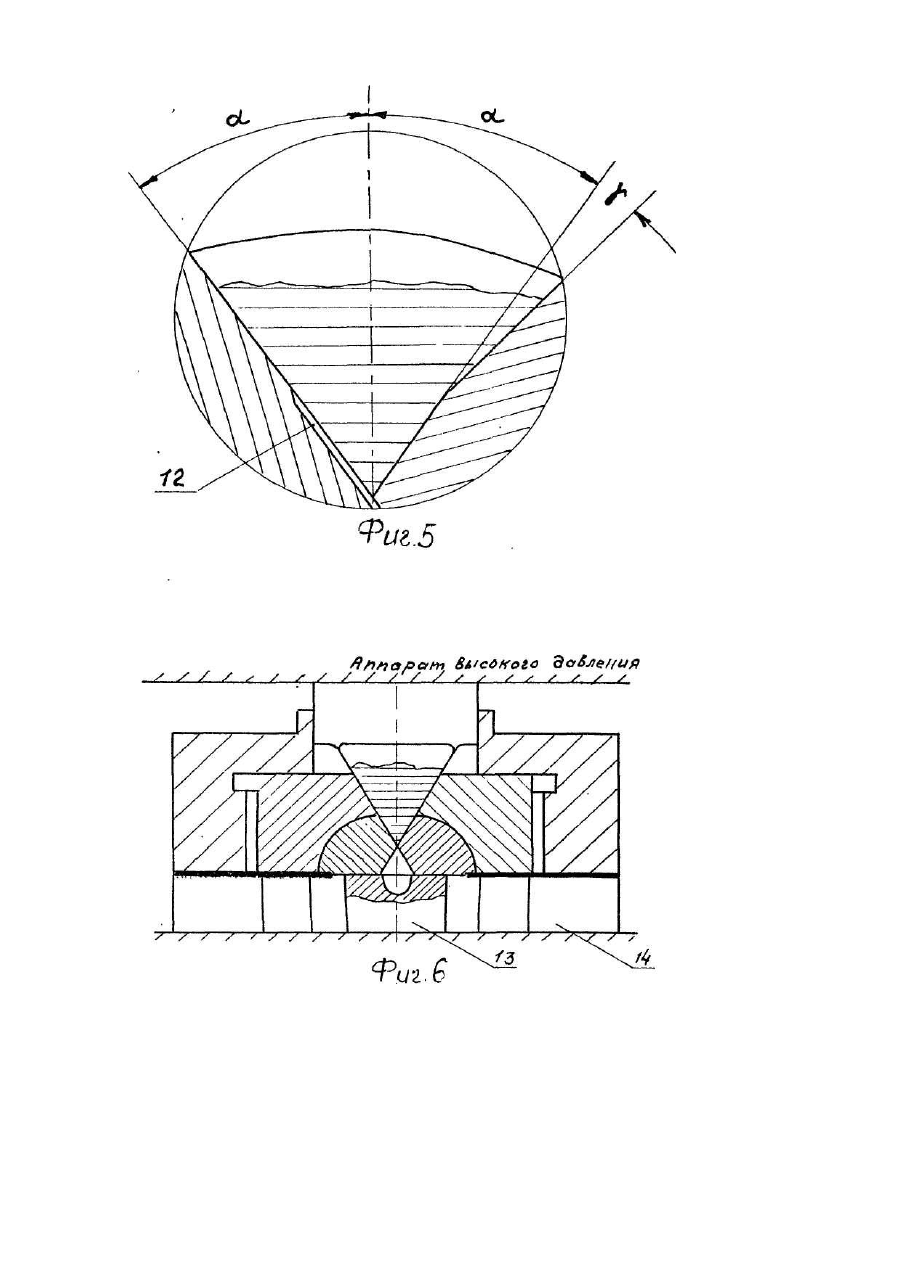
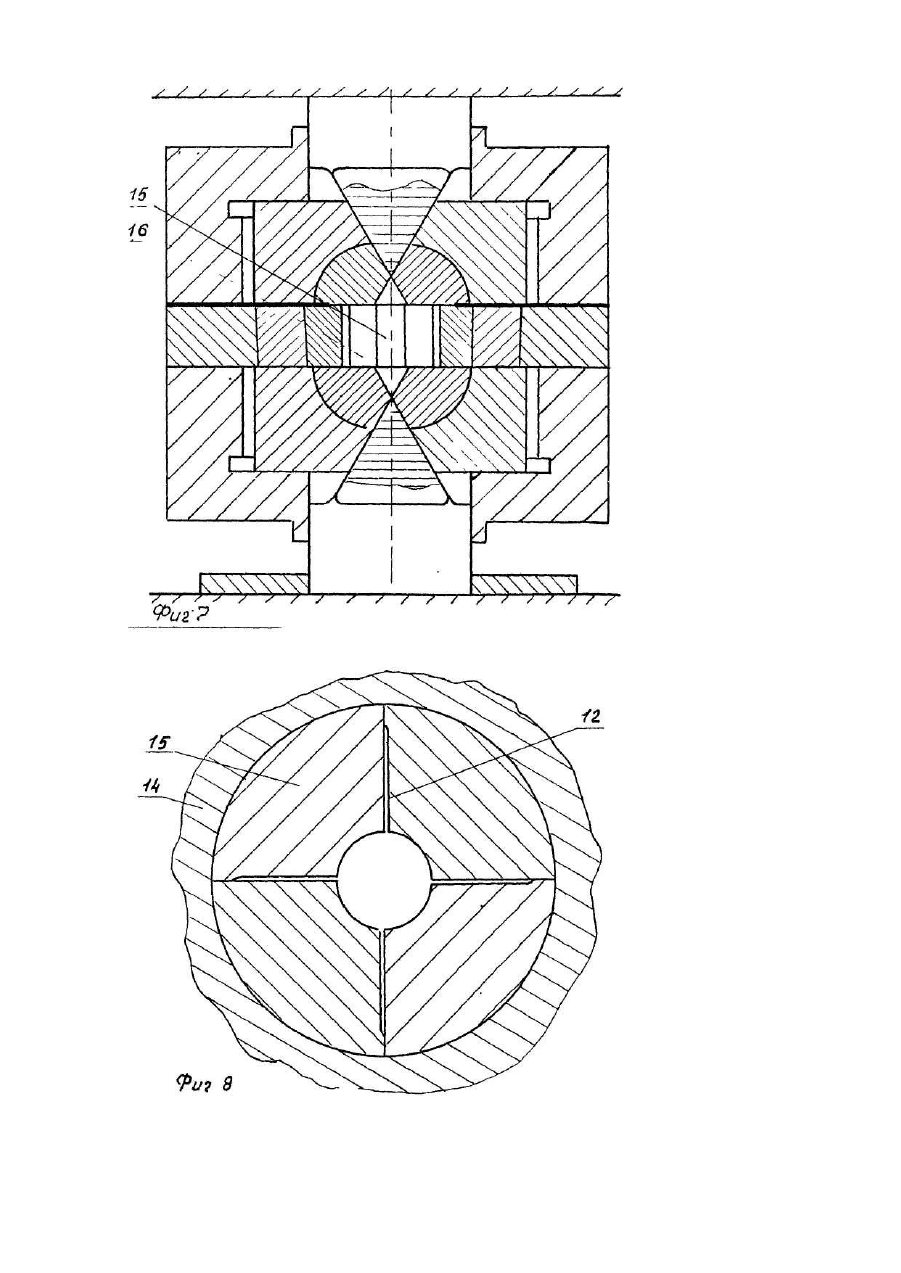
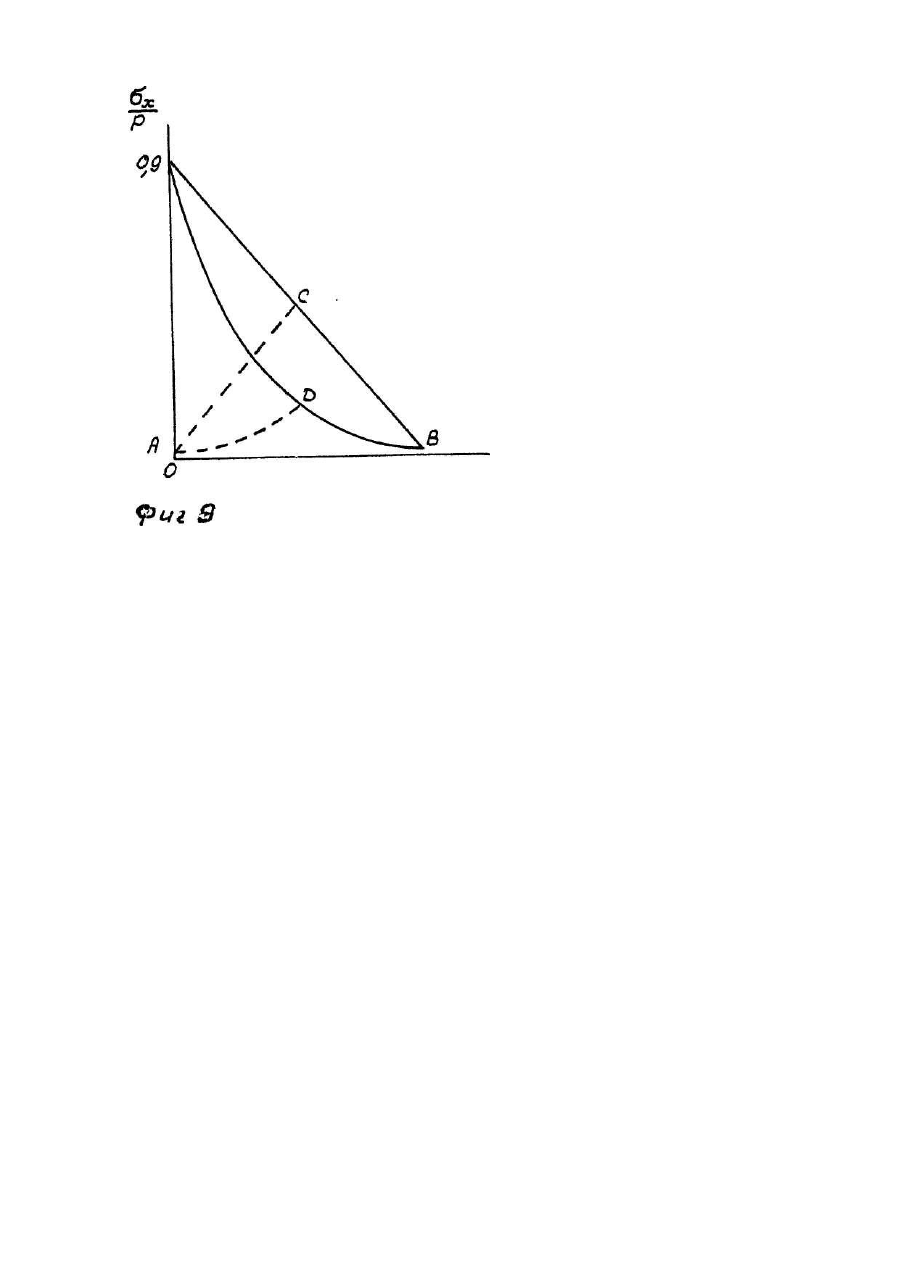
Изобретение относится к области производства синтетических алмазов и других свер хтвердых материалов. Довольно распространенным аппаратом высокого давления трехосного сжатия, аппаратом, применяемым для указанной цели, является шестипуансонный аппарат с кубической полостью, в котором при сжатии каждый пуансон перемещается перпендикулярно своей грани, образующей полость. Недостатками этого аппарата являются резкое возрастание эквивалентных напряжений в пуансоне при разгружении аппарата в сравнении с таковыми при нахождении его под давлением, а также имеющие место случаи самопроизвольного выброса уплотнений при нагружении и при выдержке под нагревом. Свободным от указанных недостатков, наиболее близким к заявляемому, принятым нами за прототип, является аппарат высокого давления·трехосного сжатия [1], включающий главные пуансоны с рабочими частями в виде трехгранных пирамид образующие в сборе замкнутую полость в виде многогранника для помещения в нее контейнера с реакционной шихтой, стенки которой являются продолжением смежных граней пуансонов (между которыми зазоры вблизи полости), вспомогательные пуансоны, установленные в свободные трехгранные углы, образованные главными пуансонами, и устройство для перемещения пуансонов к центру полости, выполненное в виде двух обойм с внутренними гранями, сопряженными с наружными гранями главных пуансонов. Однако этот аппарат обладает тем недостатком, что главные пуансоны сопрягаются с обоймой двумя наружными гранями, что создает при его изготовлении определенные трудности в обеспечении надлежащей точности. Кроме того, в варианте аппарата с кубической полостью обращенные одна к другой торцы обойм имеют ступенчатую форму, что несколько усложняет как изготовление аппарата так и его применение. Поэтому задачей данного изобретения является упрощение изготовления и обслуживания аппарата. Эта задача решается тем, что в аппарате высокого давления, включающем главные пуансоны с рабочей частью в виде трехгранных пирамид, образующие в сборе замкнутую полость в виде многогранника для помещения в нее контейнера с реакционной шихтой, стенки которой являются продолжением смежных граней пуансонов, между которыми имеются зазоры вблизи полости, вспомогательные пуансоны, установленные в свободные многогранные углы, образованные главными пуансонами, и устройство для перемещения главных пуансонов к центру полости в виде двух обойм с внутренними гранями, сопряженными с наружными гранями главных пуансонов, обоймы соприкасаются одна с другой, а вспомогательные пуансоны выступают за пределы обойм. Кроме того, предусмотрен вариант аппарата с заменой одной из обойм плоской плитой с углублением в центре, а также вариант с полым цилиндром, установленным между обоймами, собранными с пуансонами. Причинно-следственная связь между указанными способами решения задачи и достигаемым результатом состоит в следующем. В аппарате, принятом за прототип, одна из сопряженных с обоймой наружных граней пуансона обеспечивает его перемещение (относительно обоймы) в горизонтальной плоскости, а другая - в вертикальной. В предлагаемом аппарате обоймы соприкасаются одна с другой поэтому сопряженные с ними главные пуансоны в вертикальном направлении неподвижны относительно обойм. Вследствие этого исключаются взаимно-сопряженные плоскости пуансона и обоймы, которые в аппарате-прототипе обеспечивали перемещение пуансонов в вертикальном направлении. Т.к. в предлагаемом аппарате обоймы неподвижны, то в качестве элементов, передающих силу пресса на главные пуансоны, использованы вспомогательные пуансоны. Для этого они выполнены выступающими за пределы обойм. На фиг.1 представлен предлагаемый аппарат, осевой разрез; на фиг.2 - вид сверху на нижнюю половину аппарата, представленного на фиг.1; на фиг.3 - осевой разрез аппарата, представленного на фиг.1, 2, выполненный в другой плоскости; на фиг.4 -увеличенное изображение центральной части аппарата, представленного на фиг.2 (контур 1); на фиг.5 - увеличенное изображение контакта главных и вспомогательного пуансонов, изображенного на фиг. 1 (контур II); на фи г.6 - вариант аппарата (фиг.1), в котором нижняя обойма заменена плитой с углублением в центре; на фиг.7 - вариант аппарата (фиг.1), в котором между верхней и нижней обоймами установлен цилиндр с отверстием; на фиг.8 - увеличенное сечение центральной части цилиндра аппарата, представленного на фиг.7; на фиг.9 - гра фики распределения давления вдоль зазоров, между пуансонами. Как видим из фиг. 1,2 предлагаемый аппарат содержит восемь главных пуансонов 1, 2, образующих полость 3 октаэдрической формы для помещения в нее контейнера с реакционной шихтой и собранных таким образом, что все поверхности полости совпадают со смежными гранями пуансонов. Каждая четверка главных пуансонов 1, 2 установлена в замкнутую обойму, состоящую из корпуса 4 и четырех сегментов 5, закрепленных на ней. В свободные четырехгранные углы, образованные каждой четверкой главных пуансонов, установлены вспомогательные пуансоны 6 и 7, которые сопрягаются с возможностью движения с отверстиями в корпусах 3 обойм и выступают за пределы корпусов. Между нижней и верхней описанными сборками, впредь называемыми блок-матрицами, установлена электроизоляционная прокладка 8. На нижний пуансон 6 напрессовано кольцо 9, обеспечивающее устойчивость аппарата на плите пресса 10. Неподвижность главных пуансонов относительно обойм 4, 5 в вертикальных направлениях обеспечивается выступами 11 (фиг.3), сопряженными с возможностью движения с соответствующими уступами в сегментах 5. Аналогично описанному могут быть выполнены аппараты с меньшим числом пуансонов с полостью 3 в виде трехгранной бипирамиды или с большим, образующим полость в виде пятигранной, шестигранной и т.д. бипирамид. Зазоры между пуансонами вокруг полости 3 могут быть образованы двумя способами. В варианте аппарата (фиг.4, 5 слева) зазоры 12 имеются в исходном положении пуансонов аппарата, благодаря наличию ступенек на вставках 1 главных пуансонов, и сохраняют неизменной свою ширину в процессе взаимного перемещения пуансонов при сжатии. Для этого угол b(фиг.2) выбирают равным половине внутреннего угла правильного n-стороннего многоугольника, представляющего сечения полости 3, где n - число главных пуансонов в блок-матрице. Кроме того грани главных пуансонов, образующих полость, и сопряженные с ними грани вспомогательных пуансонов по всей своей протяженности наклонены к оси аппарата (фиг.5 слева) под одним и тем же углом a. Оптимальное значение угла а находится в пределах 15-18°. В варианте аппарата (фиг.4, 5 справа) зазоры между неперпендикулярными к оси аппарата гранями пуансонов образуются лишь в процессе взаимного перемещения пуансонов при этом все время увеличивается. Для этого угол β (фиг.2) выбирают несколько меньше указанного выше с таким расчетом, чтобы при конечном положении пуансонов ширина зазоров между главными пуансонами достигла необходимой величины. Кроме того, начиная с расстояния, удаленного от полости на соизмеримую с ребром полости величину, угол между гранями вспомогательных пуансонов (и сопряженных с ними гранями главных пуансонов) и осью аппарата больше угла a на величину g, выбираемую из расчета, чтобы при конечном положении пуансонов ширина зазоров между главными и вспомогательными пуансонами достигла заданной величины. Материал вставок 1 главных пуансонов - быстрорежущая сталь, штамповая сталь глубокой прокаливаемости, твердый сплав или спеченный алмаз или кубический нитрид бора. Вставки 1 припаиваются к корпусам 2, выполненным из легированной конструкционной стали (35 ХГСА, 50 ХН) или из чугуна. Вспомогательные пуансоны 6 и 7, корпуса 4 и сегменты 5 выполняют из легированных конструкционных сталей. Действуе т предлагаемый аппарат следующим образом. При нажатии плит пресса на вспомогательные пуансоны 5, 6 последние передают силу пресса на сопряженные с ними главные пуансоны 1,2 которые вследствие этого начинают двигаться в горизонтальной плоскости по направлениям, указанным стрелками на фиг.2. Вследствие этого объем полости 3 начинает уменьшаться, что вызывает напряженное сжатие помещенного в нее контейнера с реакционной шихтой (не показан), Когда напряжение в контейнере достигает предела текучести материала контейнера, часть его начинает экструдироваться в зазоры 12 (фиг.), образуя уплотнение, которое герметизирует полость 3 и одновременно скрепляет все поверхности пуансонов, примыкающие к полости. Это создает в пуансонах условия всестороннего сжатия и таким образом увеличивает и х прочность в сравнении с одноосным сжатием. Оптимальное распределение давления уплотнения вдоль зазора 12 обеспечивается надлежащим выбором материала контейнера и ширины зазоров 12 (фиг.4,5 слева). Если этими двумя факторами это сделать не удастся, тогда может быть применен вариант аппарата, представленного на фиг.4, 5 справа. В этом аппарате на начальной стадии сжатия экструзия материала контейнера будет затруднена ввиду малой ширины зазоров и поэтому распределение давления уплотнения в зазоре будет иным (в сравнений с таковым в аппарате (фиг.4,5 слева), не смотря на одинаковую конечную ширину зазоров 12. Нагрев ши хты осуществляется путем подключения источника тока к блокматрицам. При снижении силы пресса главные пуансоны под воздействием сил упругости контейнера начинают двигаться в обратных направлениях, что приводит к снижению давления в полости. Вслед за этим начинается обратная экструзия материала контейнера из зазоров 11 в полость 3. При полном снятии давления в полости 3 в средней по длине части зазоров 12 сохраняется остаточное давление, предельные распределения которого представлено на фиг.9 линиями АСВ и АДВ. Т.к. его максимум не превышает половины максимального и действует на небольшой площади, то это остаточное давление не представляет опасности для пуансонов. Обратный ход пуансонов осуществляется под прессом с помощью распресовочного приспособления (не показано), состоящего из стальной оправки, соответствующей по форму и размерам исходному контейнеру и помещаемому в полость 3; и двух колец, помещаемых на основании корпусов 4 вокруг вспомогательных пуансонов 5 и 6. Обратный ход аппарата (фиг.4,5 справа) осуществляется в два этапа. Сначала при пустой полости 3 пуансоны перемещают в сторону рабочего хода. Затем сжатым воздухом удаляют уплотнения между пуансонами, а затем осуществляют обратный ход как описано выше. Т.е. аппарат с зазорами 12, образуемыми при создании давления несколько сложнее при использовании, чем аппарат с готовыми зазорами. Поэтому второй является предпочтительным. Для обеспечения стабильности сил трения между взаимно-подвижными деталями аппарата необходимо предусмотреть площади этих поверхностей по меньшей мере на порядок большими в сравнении с площадью грани полости 3. Кроме того если корпуса 2 главных пуансонов выполнены из стали, то на одну из каждой пары контактных поверхностей должен быть наплавлен (или нанесен иным способом) слой бронзы. Конечный размер ребра полости 3 равен ширине зазора 12. Поэтому сжимающий ход, а следовательно и степень сжатия предлагаемого аппарата, чрезвычайно велики (несколько порядков). Это позволяет использовать аппарат для сжатия очень пористой или даже газообразной шихты. Кроме того, по мере уменьшения конечного размера полости 3 уменьшается сила, действующая на каждую стенку полости. А это приводит к уменьшению разницы в давлениях на грани пуансона, образующей полость и на две другие смежные с ними. При указанном выше конечном размере полости вершина каждого пуансона находится в условиях равномерного всестороннего сжатия, что обеспечивает возможность создания в аппарате чрезвычайно высоких давлений. Например, твердосплавными пуансонами может быть создано давление, равное 90 ГПа. Таким образом, аппарат может быть использован в зависимости от исходных размеров контейнера либо для получения умеренных давлений в большом объеме, либо очень высоких - в малом. Для давлений 6-7 ГПа предлагается упрощенный вариант аппарата, представленный на фиг.6, в котором одна из описанных блок-матриц заменена плитой 13 с углублением, скрепленной многослойным бандажом 14. Для снижения силы пресса, отнесенной к единице объема полости, предлагается вариант аппарата, представленного на фиг.7. В нем контейнер с реакционной шихтой помещается в отверстие 15 цилиндра 16. Часть контейнера, помещенного в пирамидальные полости блок-матриц предназначена для сжатия части контейнера, помещенной в отверстие 15, а также для скрепления пуансонов блок-матриц и оснований цилиндра 16, В аппаратах фиг.6, 7 образование зазоров между плитой 13 или основаниями цилиндра 16 и главными пуансонами 1, 2 блок-матриц может быть осуществлено путем указанным на фиг.5 справа. Внутренняя часть цилиндра 16 в аппарате фиг.7 выполнена с целью повышения прочности секционированной, как это показано на фиг.8, с зазорами 12 между секциями.
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh pressure apparatus
Автори англійськоюPrikhna Oleksii Yosypovych
Назва патенту російськоюАппарат высокого давления
Автори російськоюПрихна Алексий Иосифович
МПК / Мітки
Мітки: високого, тиску, апарат
Код посилання
<a href="https://ua.patents.su/8-19609-aparat-visokogo-tisku.html" target="_blank" rel="follow" title="База патентів України">Апарат високого тиску</a>
Апарат високого тиску
Номер патенту: 17159
Опубліковано: 18.03.1997
Автор: Пріхна Олексій Йосипович
МПК: B30B 11/22
Мітки: тиску, високого, апарат
Формула / Реферат:
Аппарат высокого давления, содержащий две противоположно расположенные блок-матрицы, включающие корпус в виде полого цилиндра с дном и сопряженные с его внутренней поверхностью посредством закрепленных на нем направляющих три главных и один вспомогательный пуансон в форме трехгранных пирамид, расположенные так, что в сборе главные пуансоны образуют кубическую полость для контейнера со сжимаемым материалом, стенки которой совпадают со смежными...
Апарат високого тиску
Номер патенту: 20310
Опубліковано: 15.07.1997
Автор: Пріхна Олексій Йосипович
Мітки: тиску, високого, апарат
Формула / Реферат:
1. Аппарат высокого давления трехосного сжатия, включающий главные пуансоны, с рабочими частями в виде трехгранных пирамид, образующие в сборе замкнутую полость в виде многогранника для помещения в нее контейнера с реакционной шихтой, стенки которой являются продолжением смежных граней пуансонов, и устройство для перемещения пуансонов к центру полости, отличающийся тем, что в нем применены вспомогательные пуансоны (пуансон),...
Апарат високого тиску
Номер патенту: 20524
Опубліковано: 15.07.1997
Автор: Пріхна Олексій Йосипович
МПК: B01J 3/06
Мітки: тиску, апарат, високого
Формула / Реферат:
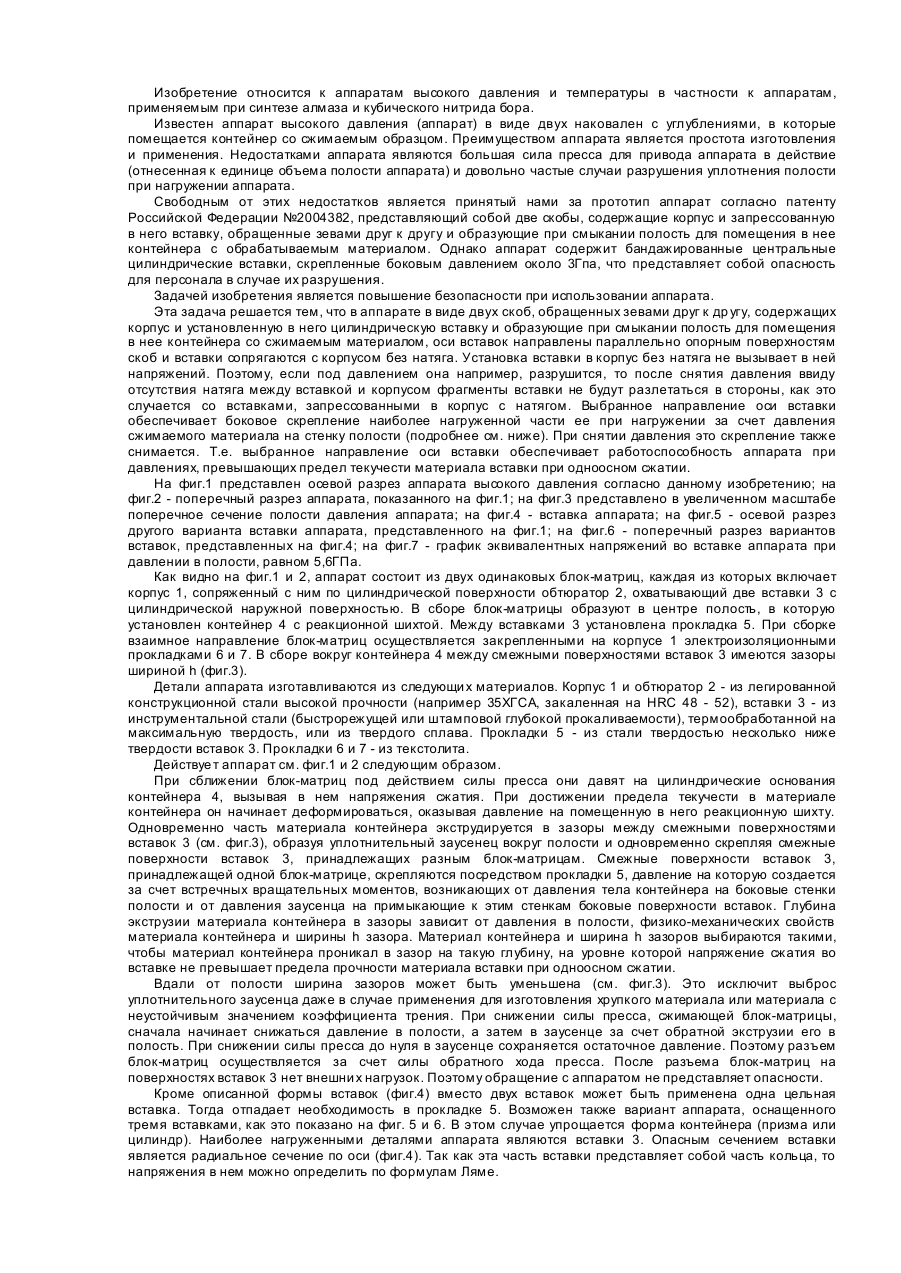
1. Аппарат высокого давления, содержащий две скобы, обращенные зевами одна к другой, включающие корпус и центральную вставку и образующие в сборе полость для размещения в ней контейнера со сжимаемым материалом, отличающийся тем, что ось вставки параллельна опорной поверхности скобы и что вставка сопрягается с корпусом без натяга.2. Аппарат высокого давления по п. 1, отличающийся тем, что между пвверхностями вставок, образующими...
Апарат високого тиску
Номер патенту: 17383
Опубліковано: 15.04.1997
Автор: Титаренко Микола Іванович
МПК: B01J 3/06
Мітки: апарат, високого, тиску
Формула / Реферат:
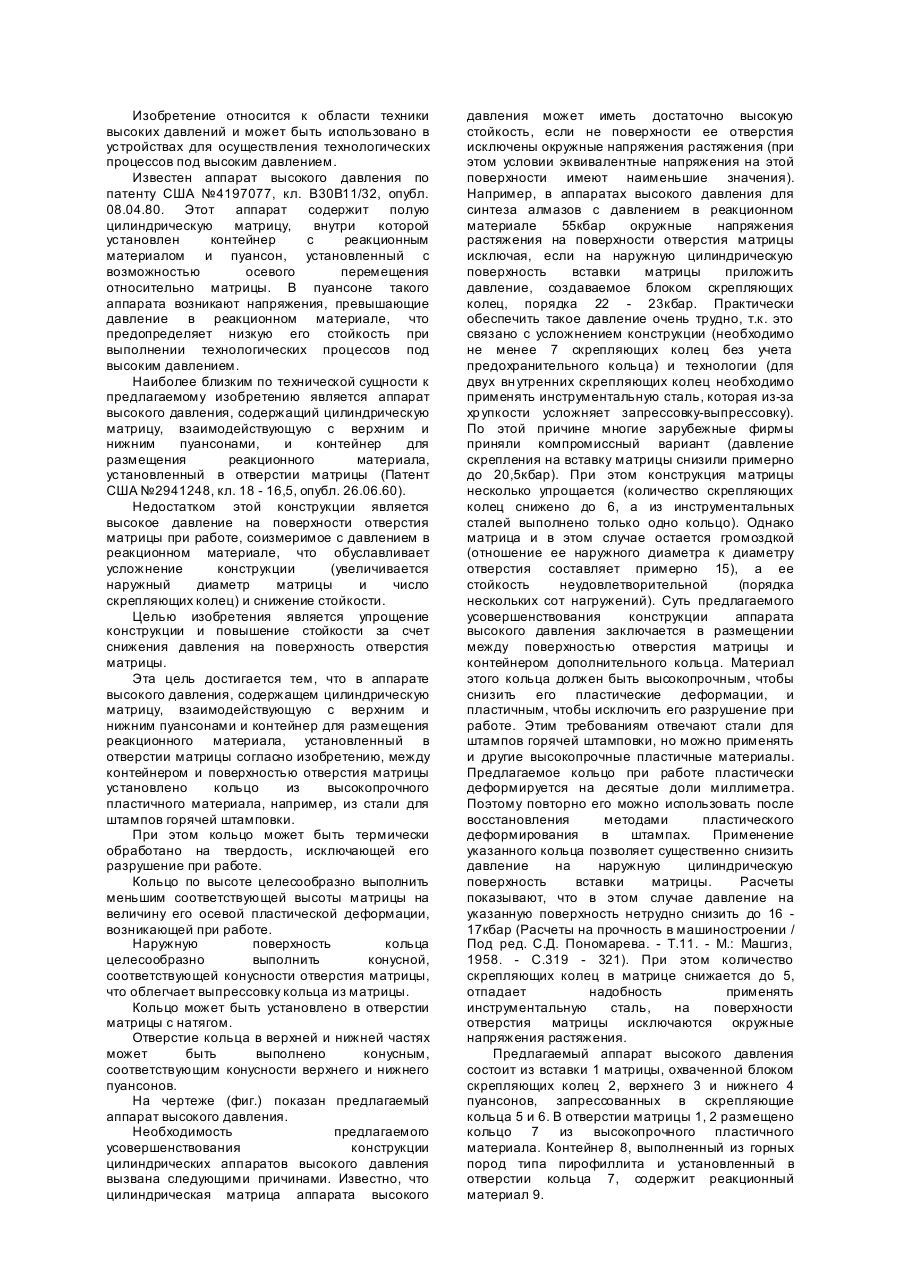
1. Аппарат высокого давления, содержащий цилиндрическую матрицу, взаимодействующую с верхним и нижним пуансонами, и контейнер для размещения реакционного материала, установленный в отверстии матрицы, отличающийся тем, что между контейнером и этой поверхностью установлено кольцо из высокопрочного пластичного материала.2. Аппарат по п.1, отличающийся тем, что кольцо термически обработано на твердость, исключающей его разрушение при...
Апарат високого тиску
Номер патенту: 20309
Опубліковано: 15.07.1997
Автор: Пріхна Олексій Йосипович
МПК: B30B 11/00
Мітки: апарат, високого, тиску
Формула / Реферат:
1. Аппарат высокого давления, содержащий полый корпус и сопряженные с ним неподвижную и подвижную блок-матрицы с углублениями и выступами на взаимно-обращенных одна к другой поверхностях, образующие в сборе полость для помещения в нее контейнера с обрабатываемым материалом, вокруг которой по всему периметру между блок-матрицами имеется зазор определенной ширины, простирающийся на определенное расстояние от полости, отличающийся тем, что...
Попередній патент: Турбінно-тангенціальний витратомір
Наступний патент: Спосіб режимного налагоджування паливоспалювальноо обладнання
Випадковий патент: Мікропроцесорна система керування тяговою передачею локомотива