Спосіб виготовлення композитних матеріалів та пристрій для його здійснення
Формула / Реферат
1. Спосіб виготовлення композитних матеріалів, одержаних шляхом з'єднання скляних ниток і термопластичного органічного матеріалу у формі моноволокон, який відрізняється тим, що на рухому підкладку безперервно укладають скляні нитки, із яких принаймні 80 мас. % складають з'єднані нитки, що складаються з скляних моноволокон та моноволокон з термопластичного органічного матеріалу, які ретельно перемішані, причому кількість укладених скляних волокон складає більш 40 мас. % загальної кількості матеріалу, укладеного у формі скляних ниток та органічного матеріалу, переносять цю композицію з скляних ниток та органічного матеріалу у ряд зон, де композицію нагрівають, пресують та охолоджують, причому нагрівання та/або охолодження композиції проводять одночасно з пресуванням та розрізають композицію на листи або накатують її на барабан, що обертається.
2. Спосіб по п. 1, який відрізняється тим, що підкладка являє собою смугу тканини, виготовлену із скляних ниток, із яких принаймні частину складають з'єднані нитки, що складаються зі скляних моноволокон та моноволокон із термопластичного органічного матеріалу.
3. Спосіб по п. 1, який відрізняється тим, що підкладка являє собою транспортер.
4. Спосіб по кожному із попередніх пунктів, який відрізняється тим, що скляні нитки та матеріал, які укладають, знаходяться виключно у формі принаймні однієї смуги тканини та/або трикотажного полотна, які сформовані принаймні частково із з'єднаних волокон.
5 Спосіб по кожному з пп. 1-3, який відрізняється тим, що укладений матеріал складається виключно зі штапельованих ниток.
6. Спосіб по кожному із пп. 1-3, який відрізняється тим, що укладений матеріал складається виключно з безперервних ниток.
7. Спосіб по кожному із пп. 1-3, який відрізняється тим, що принаймні одну смугу тканини та/або трикотажного полотна, які сформовані принаймні частково із з'єднаних ниток укладають на підкладку і принаймні одно полотно з'єднаних ниток, штапельованих або безперервних, також укладають, це полотно (полотна) вводять в контакт принаймні з однією поверхнею згаданої смуги (смуг), а потім композицію , що складається з полотна (полотен) із ниток і смуги (смуг) тканини та/або трикотажного полотна і сформовану таким чином, нагрівають з обох боків перед охолодженням і розрізають або намотують на рулон.
8. Спосіб по п. 7, який відрізняється тим, що:
а) полотно із штапельованих з'єднань ниток укладають на транспортер, що рухається;
б) смугу тканини, що сформована виключно із з'єднаних ниток, укладають на це полотно;
в) друге полотно штапельованих з'єднаних ниток вибірково укладають на смугу тканини;
г) композицію полотно (полотна) - смуга (смуги), сформовану таким чином, направляють в першу зону, де композицію нагрівають, а потім направляють у другу зону, де композицію одночасно пресують і нагрівають;
д) композицію потім передають у третю зону, в якій її пресують і охолоджують;
е) композицію, таким чином охолоджену, розрізають на виході із третьої зони.
9. Спосіб по п. 7, відрізняється тим, що:
a) першу смугу тканини, сформовану виключно із з'єднаних ниток, укладають на транспортер, що рухається;
б) полотно зі штапельованих з'єднаних ниток укладають на цю смугу;
в) на другу смугу тканини, що сформована виключно із з'єднаних ниток, укладають на це полотно;
г) друге полотно зі штапельованих з'єднаних ниток вибірково укладають на цю останню смугу тканини;
д) композицію полотно (полотна) - смуга (смуги), сформовану таким чином, подають у першу зону, де композицію нагрівають, а потім подають у другу зону, де композицію одночасно пресують і нагрівають;
е) композицію потім передають у третю зону, в якій її пресують і охолоджують;
є) композицію, охолоджену таким чином, розрізають на виході із третьої зони.
10. Спосіб по п. 7, відрізняється тим, що:
a) першу смугу тканини, сформовану виключно із з'єднаних ниток, укладають на транспортер, що рухається;
б) одну або множину безперервних з'єднаних ниток укладають на цю смугу;
в) другу смугу тканини, сформовану виключно із з'єднаних ниток, укладають на цю (ці) безперервну (безперервні) нитку (нитки);
г) одну або множину безперервних з'єднаних ниток або полотно зі штапельованих з'єднаних ниток вибірково укладають на цю останню смугу тканини;
д) композицію полотно (полотна) - смуга (смуги), сформовану таким чином, подають у першу зону, де композицію нагрівають, а потім подають у другу зону, де композицію одночасно пресують і нагрівають;
е) композицію потім подають у третю зону, в якій її пресують і охолоджують;
є) композицію, таким чином охолоджену, розрізають на виході з третьої зони.
11. Спосіб по кожному із пп. 7-10, який відрізняється тим, що ширина полотна (полотен) з'єднаних ниток дорівнює ширині смуги (смуг) тканини та/або трикотажного полотна, із якою (яким) його (їх) з'єднують.
12. Спосіб по кожному з попередніх пунктів, який відрізняється тим, що маса укладеного скла складає принаймні половину загальної маси матеріалу, укладеного на транспортер.
13. Пристрій для здійснення способу у відповідності з пп. 8 та 9, який відрізняється тим, що він має: пристрій для зберігання бобін з'єднаних ниток, пристрій для рубання, що живиться безперервними нитками, які надходять від бобін, одна або більша кількість пристроїв, що забезпечують передачу, зберігання та розподіл штапельованих з'єднаних ниток у вигляді полотна (полотен) принаймні один пристрій з невеликим барабаном, обладнаний двома шпинделями, що несуть принаймні два рулони тканин із з'єднаних ниток, транспортер, на який укладають штапельовані нитки і смугу (смуги) тканини, камеру попереднього нагріву, що розташована в кінці транспортера, двопасовий прес, який на початку має барабани, що нагріваються, охолоджуючі барабани - в кінці і, в центральній частині - зону нагрівання, після якої йде охолоджуюча зона, і, нарешті, автоматичну гільйотину.
14. Пристрій для виконання способу у відповідності з п. 10, який відрізняється тим, що він включає: пристрій для зберігання бобін з'єднаних ниток, транспортер, на який укладають з'єднані нитки у формі смуг тканини і безперервних ниток і, вибірково, штапельовані нитки, причому на початку транспортера перший пристрій з невеликим барабаном, що несе принаймні два рулони тканини, над транспортером один або більше пристроїв для розподілу безперервних з'єднаних ниток, далі другий пристрій з невеликим барабаном, що несе принаймні два рулони тканини, після якого розташований вибірково інший пристрій для розподілу безперервних ниток або пристрій для рубання та пристрій для розподілу штапельованих ниток, камеру для попереднього нагрівання, розташовану в кінці транспортера, двопасовий прес, який складається з нагрівних барабанів в початковій частині, охолоджуючих барабанів в кінці і, в центральній частині - зону нагрівання, після якої йде охолоджуюча зона, і, нарешті, автоматичну гільйотину.
Текст
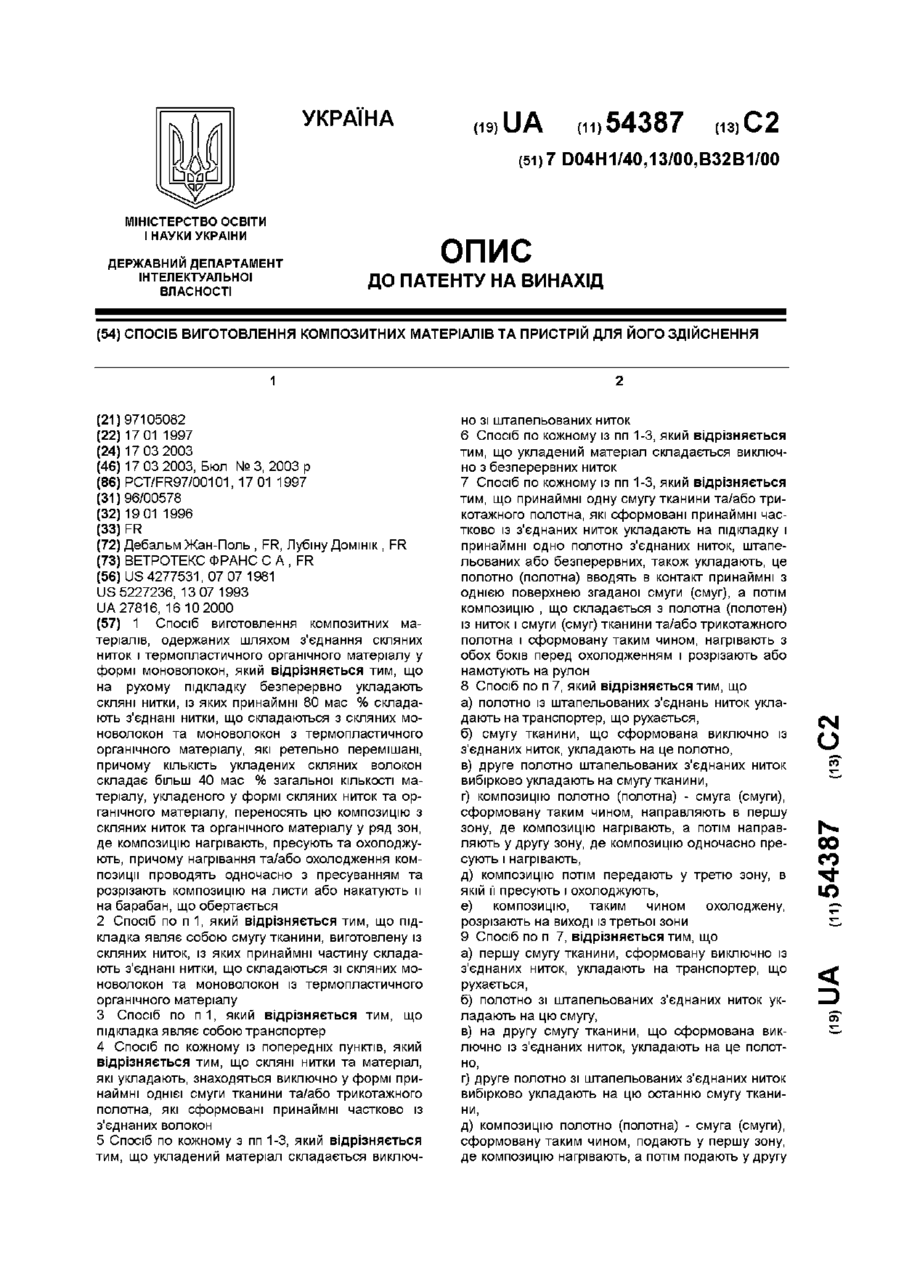
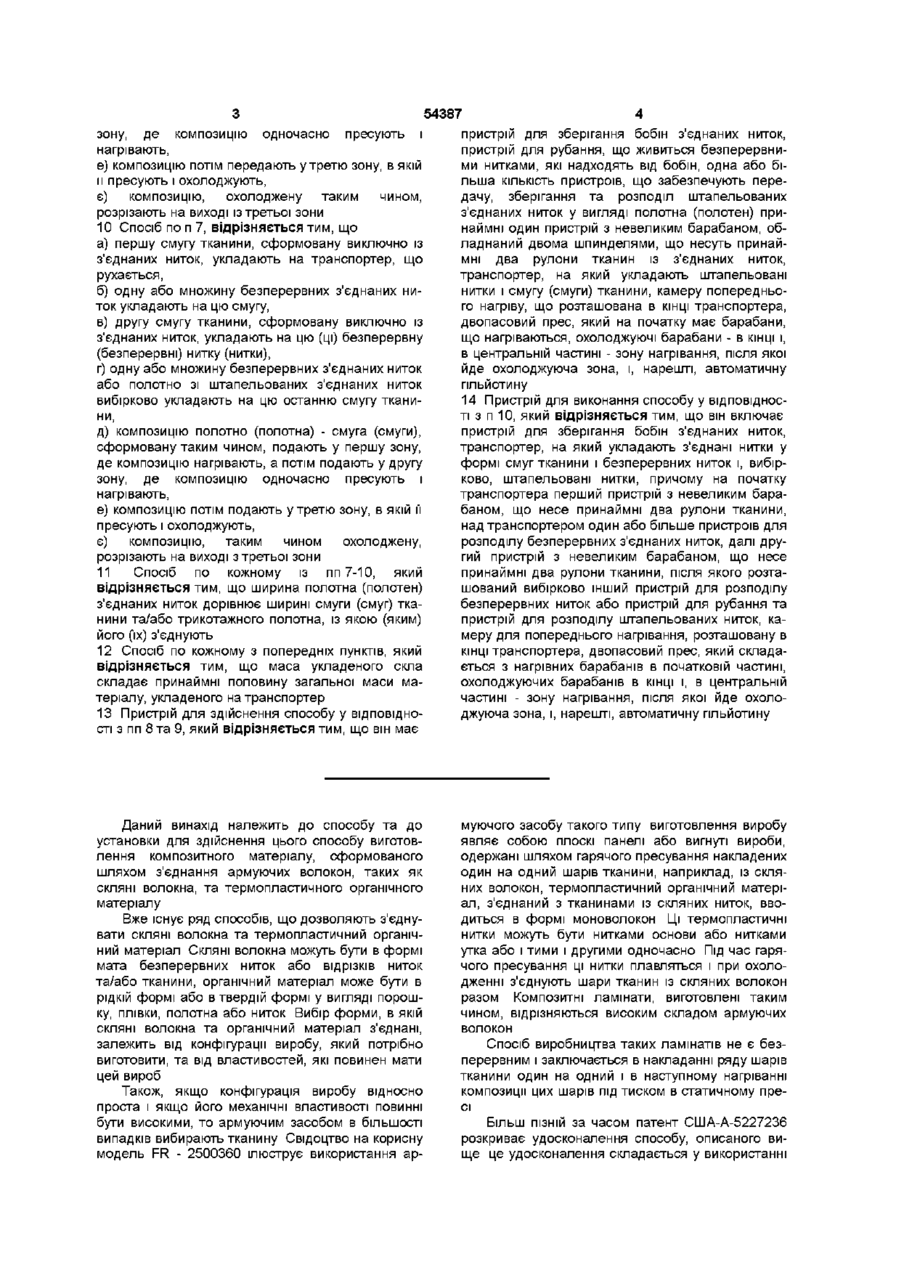
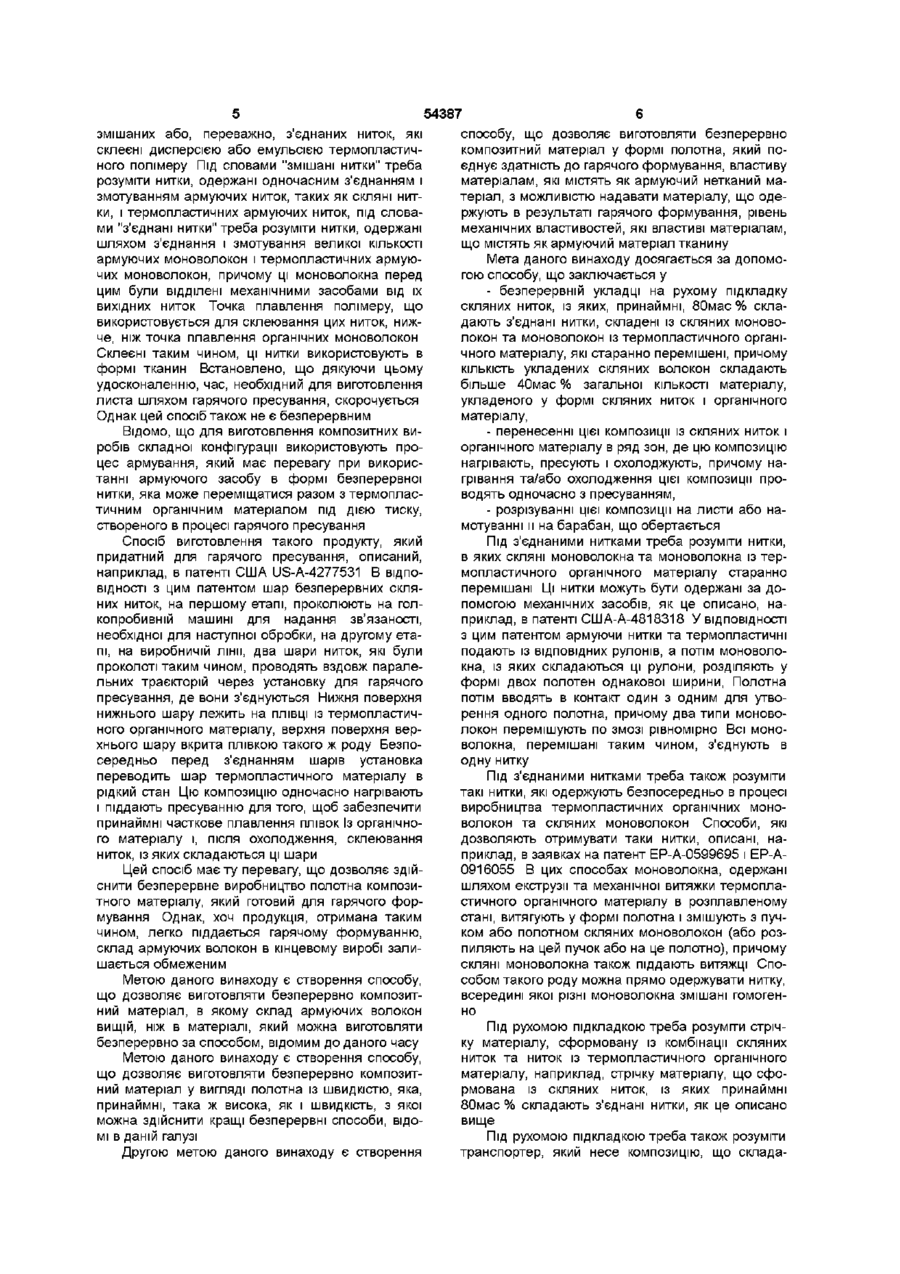
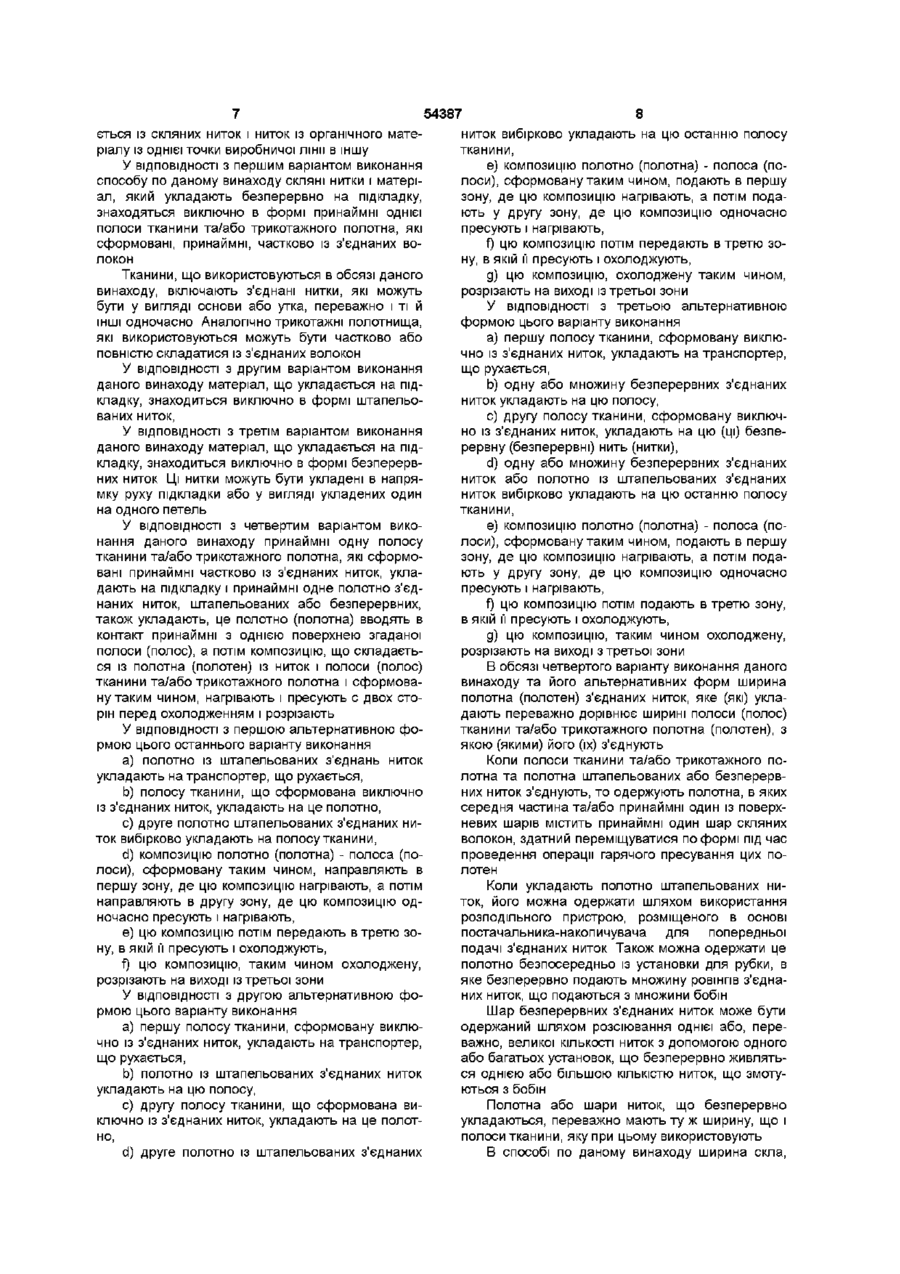
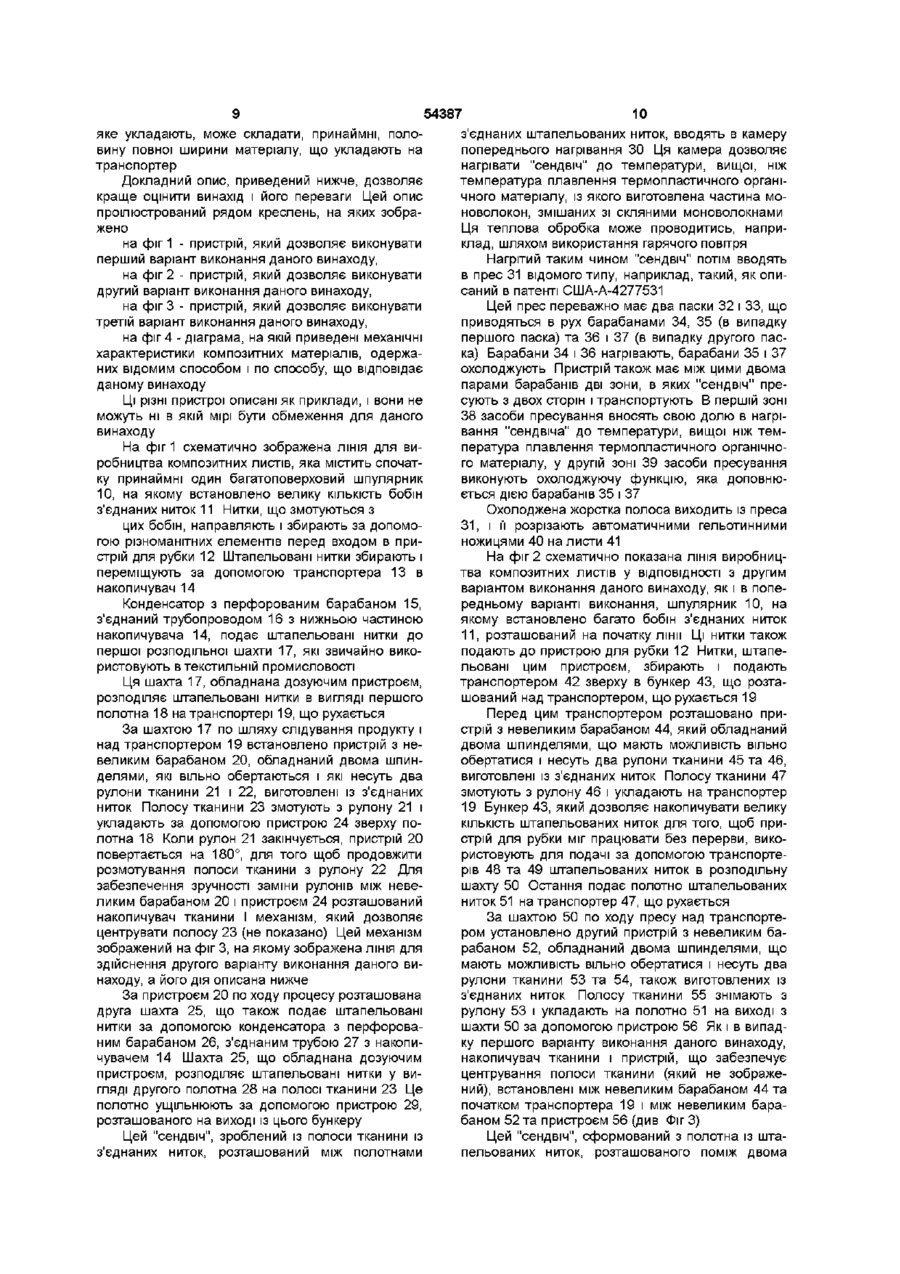
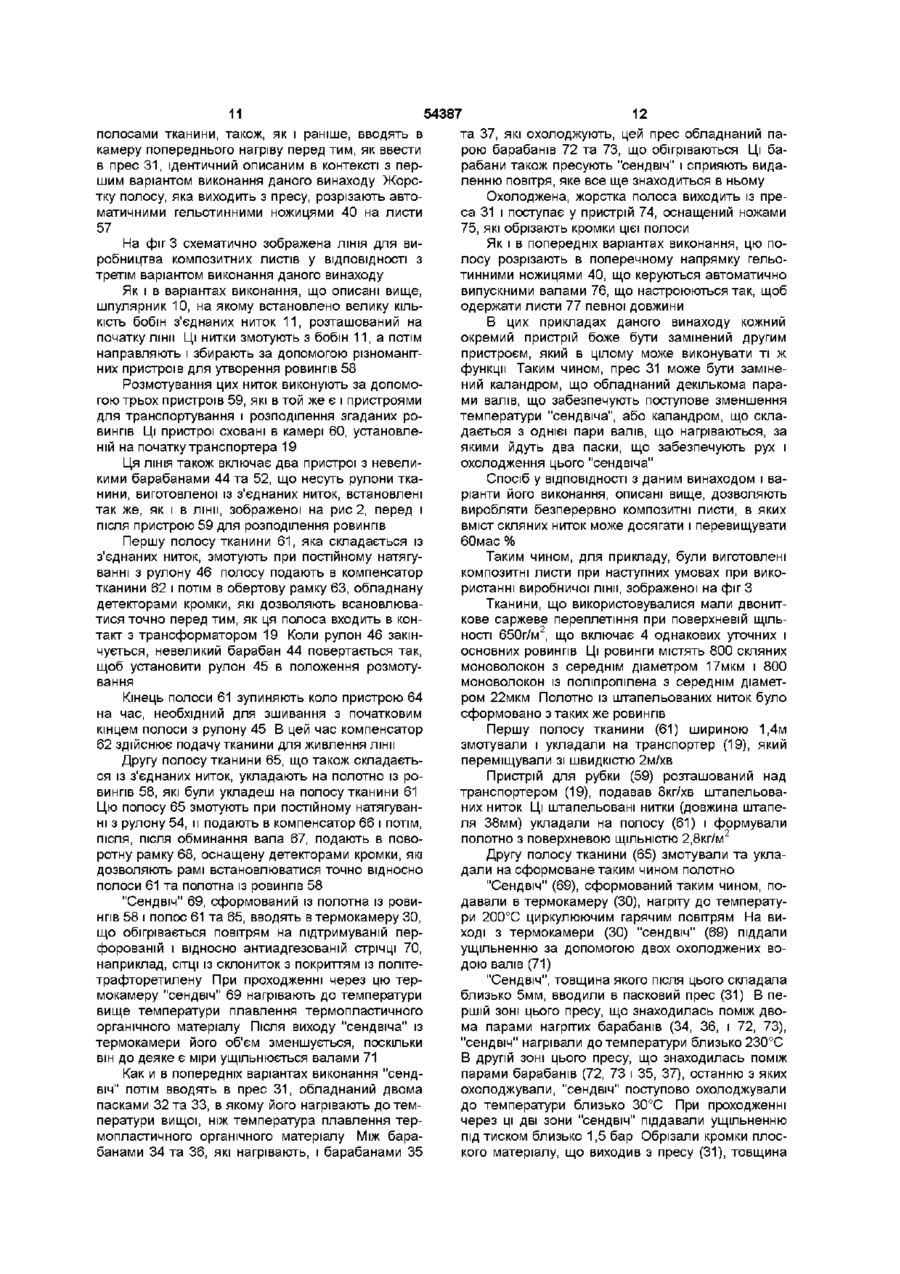
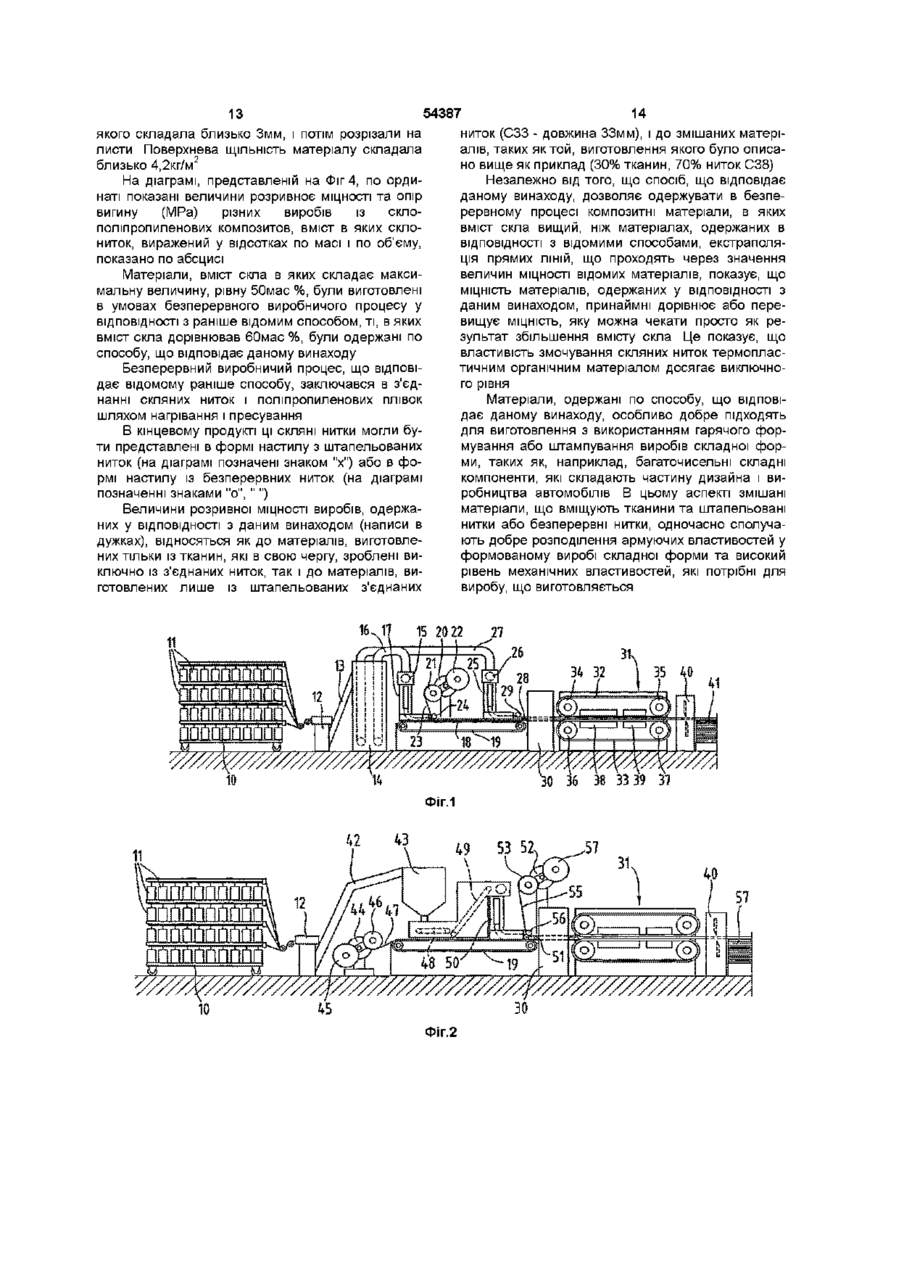
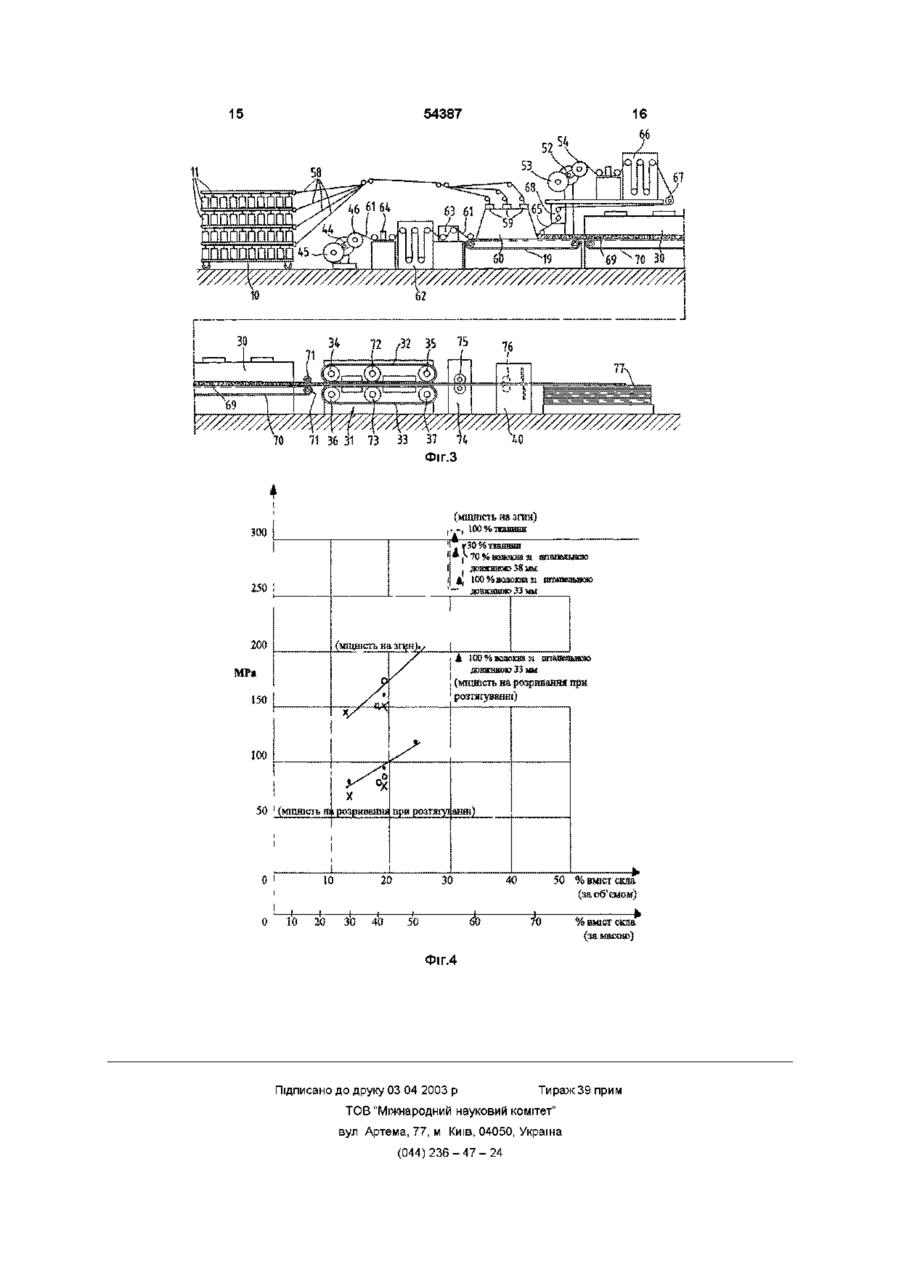
1 Спосіб виготовлення композитних матеріалів, одержаних шляхом з'єднання скляних ниток і термопластичного органічного матеріалу у формі моноволокон, який відрізняється тим, що на рухому підкладку безперервно укладають скляні нитки, із яких принаймні 80 мас % складають з'єднані нитки, що складаються з скляних моноволокон та моноволокон з термопластичного органічного матеріалу, які ретельно перемішані, причому КІЛЬКІСТЬ укладених скляних волокон складає більш 40 мас % загальної КІЛЬКОСТІ матеріалу, укладеного у формі скляних ниток та органічного матеріалу, переносять цю композицію з скляних ниток та органічного матеріалу у ряд зон, де композицію нагрівають, пресують та охолоджують, причому нагрівання та/або охолодження композиції проводять одночасно з пресуванням та розрізають композицію на листи або накатують и на барабан, що обертається 2 Спосіб по п 1, який відрізняється тим, що підкладка являє собою смугу тканини, виготовлену із скляних ниток, із яких принаймні частину складають з'єднані нитки, що складаються зі скляних моноволокон та моноволокон із термопластичного органічного матеріалу 3 Спосіб по п 1 , який відрізняється тим, що підкладка являє собою транспортер 4 Спосіб по кожному із попередніх пунктів, який відрізняється тим, що скляні нитки та матеріал, які укладають, знаходяться виключно у формі принаймні однієї смуги тканини та/або трикотажного полотна, які сформовані принаймні частково із з'єднаних волокон 5 Спосіб по кожному з пп 1-3, який відрізняється тим, що укладений матеріал складається виключ но зі штапельованих ниток 6 Спосіб по кожному із пп 1-3, який відрізняється тим, що укладений матеріал складається виключно з безперервних ниток 7 Спосіб по кожному із пп 1-3, який відрізняється тим, що принаймні одну смугу тканини та/або трикотажного полотна, які сформовані принаймні частково із з'єднаних ниток укладають на підкладку і принаймні одно полотно з'єднаних ниток, штапельованих або безперервних, також укладають, це полотно (полотна) вводять в контакт принаймні з однією поверхнею згаданої смуги (смуг), а потім композицію , що складається з полотна (полотен) із ниток і смуги (смуг) тканини та/або трикотажного полотна і сформовану таким чином, нагрівають з обох боків перед охолодженням і розрізають або намотують на рулон 8 Спосіб по п 7, який відрізняється тим, що а) полотно із штапельованих з'єднань ниток укладають на транспортер, що рухається, б) смугу тканини, що сформована виключно із з'єднаних ниток, укладають на це полотно, в) друге полотно штапельованих з'єднаних ниток вибірково укладають на смугу тканини, г) композицію полотно (полотна) - смуга (смуги), сформовану таким чином, направляють в першу зону, де композицію нагрівають, а потім направляють у другу зону, де композицію одночасно пресують і нагрівають, д) композицію потім передають у третю зону, в якій її пресують і охолоджують, є) композицію, таким чином охолоджену, розрізають на виході із третьої зони 9 Спосіб по п 7, відрізняється тим, що а) першу смугу тканини, сформовану виключно із з'єднаних ниток, укладають на транспортер, що рухається, б) полотно зі штапельованих з'єднаних ниток укладають на цю смугу, в) на другу смугу тканини, що сформована виключно із з'єднаних ниток, укладають на це полотно, г) друге полотно зі штапельованих з'єднаних ниток вибірково укладають на цю останню смугу тканини, д) композицію полотно (полотна) - смуга (смуги), сформовану таким чином, подають у першу зону, де композицію нагрівають, а потім подають у другу О і 00 со ю 54387 зону, де композицію одночасно пресують і нагрівають, є) композицію потім передають у третю зону, в якій и пресують і охолоджують, є) композицію, охолоджену таким чином, розрізають на виході із третьої зони 10 Спосіб по п 7, відрізняється тим, що а) першу смугу тканини, сформовану виключно із з'єднаних ниток, укладають на транспортер, що рухається, б) одну або множину безперервних з'єднаних ниток укладають на цю смугу, в) другу смугу тканини, сформовану виключно із з'єднаних ниток, укладають на цю (ці) безперервну (безперервні) нитку (нитки), г) одну або множину безперервних з'єднаних ниток або полотно зі штапельованих з'єднаних ниток вибірково укладають на цю останню смугу тканини, д) композицію полотно (полотна) - смуга (смуги), сформовану таким чином, подають у першу зону, де композицію нагрівають, а потім подають у другу зону, де композицію одночасно пресують і нагрівають, є) композицію потім подають у третю зону, в якій її пресують і охолоджують, є) композицію, таким чином охолоджену, розрізають на виході з третьої зони 11 Спосіб по кожному із пп 7-10, який відрізняється тим, що ширина полотна (полотен) з'єднаних ниток дорівнює ширині смуги (смуг) тканини та/або трикотажного полотна, із якою (яким) його Qx) з'єднують 12 Спосіб по кожному з попередніх пунктів, який відрізняється тим, що маса укладеного скла складає принаймні половину загальної маси матеріалу, укладеного на транспортер 13 Пристрій для здійснення способу у ВІДПОВІДНОСТІ з пп 8 та 9, який відрізняється тим, що він має пристрій для зберігання бобін з'єднаних ниток, пристрій для рубання, що живиться безперервними нитками, які надходять від бобін, одна або більша КІЛЬКІСТЬ пристроїв, що забезпечують передачу, зберігання та розподіл штапельованих з'єднаних ниток у вигляді полотна (полотен) принаймні один пристрій з невеликим барабаном, обладнаний двома шпинделями, що несуть принаймні два рулони тканин із з'єднаних ниток, транспортер, на який укладають штапельовані нитки і смугу (смуги) тканини, камеру попереднього нагріву, що розташована в КІНЦІ транспортера, двопасовий прес, який на початку має барабани, що нагріваються, охолоджуючі барабани - в КІНЦІ І, в центральній частині - зону нагрівання, після якої йде охолоджуюча зона, і, нарешті, автоматичну гільйотину Даний винахід належить до способу та до установки для здійснення цього способу виготовлення композитного матеріалу, сформованого шляхом з'єднання армуючих волокон, таких як скляні волокна, та термопластичного органічного матеріалу Вже існує ряд способів, що дозволяють з'єднувати скляні волокна та термопластичний органічний матеріал Скляні волокна можуть бути в формі мата безперервних ниток або відрізків ниток та/або тканини, органічний матеріал може бути в рідкій формі або в твердій формі у вигляді порошку, плівки, полотна або ниток Вибір форми, в якій скляні волокна та органічний матеріал з'єднані, залежить від конфігурації виробу, який потрібно виготовити, та від властивостей, які повинен мати цей вироб Також, якщо конфігурація виробу відносно проста і якщо його механічні властивості повинні бути високими, то армуючим засобом в більшості випадків вибирають тканину Свідоцтво на корисну модель FR - 2500360 ілюструє використання ар муючого засобу такого типу виготовлення виробу являє собою плоскі панелі або вигнуті вироби, одержані шляхом гарячого пресування накладених один на одний шарів тканини, наприклад, із скляних волокон, термопластичний органічний матеріал, з'єднаний з тканинами із скляних ниток, вводиться в формі моноволокон Ці термопластичні нитки можуть бути нитками основи або нитками утка або і тими і другими одночасно Під час гарячого пресування ці нитки плавляться і при охолодженні з'єднують шари тканин із скляних волокон разом Композитні ламінати, виготовлені таким чином, відрізняються високим складом армуючих волокон 14 Пристрій для виконання способу у ВІДПОВІДНОСТІ з п 10, який відрізняється тим, що він включає пристрій для зберігання бобін з'єднаних ниток, транспортер, на який укладають з'єднані нитки у формі смуг тканини і безперервних ниток і, вибірково, штапельовані нитки, причому на початку транспортера перший пристрій з невеликим барабаном, що несе принаймні два рулони тканини, над транспортером один або більше пристроїв для розподілу безперервних з'єднаних ниток, далі другий пристрій з невеликим барабаном, що несе принаймні два рулони тканини, після якого розташований вибірково інший пристрій для розподілу безперервних ниток або пристрій для рубання та пристрій для розподілу штапельованих ниток, камеру для попереднього нагрівання, розташовану в КІНЦІ транспортера, двопасовий прес, який складається з нагрівних барабанів в початковій частині, охолоджуючих барабанів в КІНЦІ І, В центральній частині - зону нагрівання, після якої йде охолоджуюча зона, і, нарешті, автоматичну гільйотину Спосіб виробництва таких ламінатів не є безперервним і заключається в накладанні ряду шарів тканини один на одний і в наступному нагріванні композиції цих шарів під тиском в статичному пресі Більш ПІЗНІЙ за часом патент США-А-5227236 розкриває удосконалення способу, описаного вище це удосконалення складається у використанні 54387 змішаних або, переважно, з'єднаних ниток, які склеєні дисперсією або емульсією термопластичного полімеру Під словами "змішані нитки" треба розуміти нитки, одержані одночасним з'єднанням і змотуванням армуючих ниток, таких як скляні нитки, і термопластичних армуючих ниток, під словами "з'єднані нитки" треба розуміти нитки, одержані шляхом з'єднання і змотування великої КІЛЬКОСТІ армуючих моноволокон і термопластичних армуючих моноволокон, причому ці моноволокна перед цим були відділені механічними засобами від їх вихідних ниток Точка плавлення полімеру, що використовується для склеювання цих ниток, нижче, ніж точка плавлення органічних моноволокон Склеєні таким чином, ці нитки використовують в формі тканин Встановлено, що дякуючи цьому удосконаленню, час, необхідний для виготовлення листа шляхом гарячого пресування, скорочується Однак цей спосіб також не є безперервним Відомо, ЩО ДЛЯ виготовлення композитних виробів складної конфігурації використовують процес армування, який має перевагу при використанні армуючого засобу в формі безперервної нитки, яка може переміщатися разом з термопластичним органічним матеріалом під дією тиску, створеного в процесі гарячого пресування Спосіб виготовлення такого продукту, який придатний для гарячого пресування, описаний, наприклад, в патенті США US-A-4277531 В ВІДПОВІДНОСТІ з цим патентом шар безперервних скляних ниток, на першому етапі, проколюють на голкопробивній машині для надання зв'язаності, необхідної для наступної обробки, на другому етапі, на виробничій лінії, два шари ниток, які були проколоті таким чином, проводять вздовж паралельних траєкторій через установку для гарячого пресування, де вони з'єднуються Нижня поверхня нижнього шару лежить на ПЛІВЦІ ІЗ термопластичного органічного матеріалу, верхня поверхня верхнього шару вкрита плівкою такого ж роду Безпосередньо перед з'єднанням шарів установка переводить шар термопластичного матеріалу в рідкий стан Цю композицію одночасно нагрівають і піддають пресуванню для того, щоб забезпечити принаймні часткове плавлення плівок Із органічного матеріалу і, після охолодження, склеювання ниток, із яких складаються ці шари Цей спосіб має ту перевагу, що дозволяє здійснити безперервне виробництво полотна композитного матеріалу, який готовий для гарячого формування Однак, хоч продукція, отримана таким чином, легко піддається гарячому формуванню, склад армуючих волокон в кінцевому виробі залишається обмеженим Метою даного винаходу є створення способу, що дозволяє виготовляти безперервно композитний матеріал, в якому склад армуючих волокон вищій, ніж в матеріалі, який можна виготовляти безперервно за способом, відомим до даного часу Метою даного винаходу є створення способу, що дозволяє виготовляти безперервно композитний матеріал у вигляді полотна із швидкістю, яка, принаймні, така ж висока, як і швидкість, з якої можна здійснити кращі безперервні способи, ВІДОМІ в даній галузі Другою метою даного винаходу є створення способу, що дозволяє виготовляти безперервно композитний матеріал у формі полотна, який поєднує здатність до гарячого формування, властиву матеріалам, які містять як армуючий нетканий матеріал, з можливістю надавати матеріалу, що одержують в результаті гарячого формування, рівень механічних властивостей, які властиві матеріалам, що містять як армуючий матеріал тканину Мета даного винаходу досягається за допомогою способу, що заключається у - безперервній укладці на рухому підкладку скляних ниток, із яких, принаймні, 80мас % складають з'єднані нитки, складені із скляних моноволокон та моноволокон із термопластичного органічного матеріалу, які старанно перемішені, причому КІЛЬКІСТЬ укладених скляних волокон складають більше 40мас % загальної КІЛЬКОСТІ матеріалу, укладеного у формі скляних ниток і органічного матеріалу, - перенесенні цієї композиції із скляних ниток і органічного матеріалу в ряд зон, де цю композицію нагрівають, пресують і охолоджують, причому нагрівання та/або охолодження цієї композиції проводять одночасно з пресуванням, - розрізуванні цієї композиції на листи або намотуванні и на барабан, що обертається Під з'єднаними нитками треба розуміти нитки, в яких скляні моноволокна та моноволокна із термопластичного органічного матеріалу старанно перемішані Ці НИТКИ можуть бути одержані за допомогою механічних засобів, як це описано, наприклад, в патенті США-А-4818318 У ВІДПОВІДНОСТІ з цим патентом армуючи нитки та термопластичні подають із ВІДПОВІДНИХ рулонів, а потім моноволокна, із яких складаються ці рулони, розділяють у формі двох полотен однакової ширини, Полотна потім вводять в контакт один з одним для утворення одного полотна, причому два типи моноволокон перемішують по змозі рівномірно Всі МОНОволокна, перемішані таким чином, з'єднують в одну нитку Під з'єднаними нитками треба також розумітитакі нитки, які одержують безпосередньо в процесі виробництва термопластичних органічних моноволокон та скляних моноволокон Способи, які дозволяють отримувати таки нитки, описані, наприклад, в заявках на патент ЕР-А-0599695 і ЕР-А0916055 В цих способах моноволокна, одержані шляхом екструзії та механічної витяжки термопластичного органічного матеріалу в розплавленому стані, витягують у формі полотна і змішують з пучком або полотном скляних моноволокон (або розпиляють на цей пучок або на це полотно), причому скляні моноволокна також піддають витяжці Способом такого роду можна прямо одержувати нитку, всередині якої різні моноволокна змішані гомогенно Під рухомою підкладкою треба розуміти стрічку матеріалу, сформовану із комбінації скляних ниток та ниток із термопластичного органічного матеріалу, наприклад, стрічку матеріалу, що сформована із скляних ниток, із яких принаймні 80мас % складають з'єднані нитки, як це описано вище Під рухомою підкладкою треба також розуміти транспортер, який несе композицію, що склада 54387 ється із скляних ниток і ниток із органічного матеріалу із однієї точки виробничої лінії в іншу У ВІДПОВІДНОСТІ з першим варіантом виконання способу по даному винаходу скляні нитки і матеріал, який укладають безперервно на підкладку, знаходяться виключно в формі принаймні однієї полоси тканини та/або трикотажного полотна, які сформовані, принаймні, частково із з'єднаних волокон Тканини, що використовуються в обсязі даного винаходу, включають з'єднані нитки, які можуть бути у вигляді основи або утка, переважно і ті й ІНШІ одночасно Аналогічно трикотажні полотнища, які використовуються можуть бути частково або повністю складатися із з'єднаних волокон У ВІДПОВІДНОСТІ з другим варіантом виконання даного винаходу матеріал, що укладається на підкладку, знаходиться виключно в формі штапельованих ниток, У ВІДПОВІДНОСТІ з третім варіантом виконання даного винаходу матеріал, що укладається на підкладку, знаходиться виключно в формі безперервних ниток Ці НИТКИ можуть бути укладені в напрямку руху підкладки або у вигляді укладених один на одного петель У ВІДПОВІДНОСТІ з четвертим варіантом виконання даного винаходу принаймні одну полосу тканини та/або трикотажного полотна, які сформовані принаймні частково із з'єднаних ниток, укладають на підкладку і принаймні одне полотно з'єднаних ниток, штапельованих або безперервних, також укладають, це полотно (полотна) вводять в контакт принаймні з однією поверхнею згаданої полоси (полос), а потім композицію, що складається із полотна (полотен) із ниток і полоси (полос) тканини та/або трикотажного полотна і сформовану таким чином, нагрівають і пресують с двох сторін перед охолодженням і розрізають У ВІДПОВІДНОСТІ з першою альтернативною формою цього останнього варіанту виконання a) полотно із штапельованих з'єднань ниток укладають на транспортер, що рухається, b) полосу тканини, що сформована виключно із з'єднаних ниток, укладають на це полотно, c) друге полотно штапельованих з'єднаних ниток вибірково укладають на полосу тканини, d) композицію полотно (полотна) - полоса (полоси), сформовану таким чином, направляють в першу зону, де цю композицію нагрівають, а потім направляють в другу зону, де цю композицію одночасно пресують і нагрівають, є) цю композицію потім передають в третю зону, в якій її пресують і охолоджують, f) цю композицію, таким чином охолоджену, розрізають на виході із третьої зони У ВІДПОВІДНОСТІ з другою альтернативною формою цього варіанту виконання a) першу полосу тканини, сформовану виключно із з'єднаних ниток, укладають на транспортер, що рухається, b) полотно із штапельованих з'єднаних ниток укладають на цю полосу, c) другу полосу тканини, що сформована виключно із з'єднаних ниток, укладають на це полотно, d) друге полотно із штапельованих з'єднаних 8 ниток вибірково укладають на цю останню полосу тканини, є) композицію полотно (полотна) - полоса (полоси), сформовану таким чином, подають в першу зону, де цю композицію нагрівають, а потім подають у другу зону, де цю композицію одночасно пресують і нагрівають, f) цю композицію потім передають в третю зону, в якій її пресують і охолоджують, д) цю композицію, охолоджену таким чином, розрізають на виході із третьої зони У ВІДПОВІДНОСТІ з третьою альтернативною формою цього варіанту виконання a) першу полосу тканини, сформовану виключно із з'єднаних ниток, укладають на транспортер, що рухається, b) одну або множину безперервних з'єднаних ниток укладають на цю полосу, c) другу полосу тканини, сформовану виключно із з'єднаних ниток, укладають на цю (ці) безперервну (безперервні) нить (нитки), d) одну або множину безперервних з'єднаних ниток або полотно із штапельованих з'єднаних ниток вибірково укладають на цю останню полосу тканини, є) композицію полотно (полотна) - полоса (полоси), сформовану таким чином, подають в першу зону, де цю композицію нагрівають, а потім подають у другу зону, де цю композицію одночасно пресують і нагрівають, f) цю композицію потім подають в третю зону, в якій її пресують і охолоджують, д) цю композицію, таким чином охолоджену, розрізають на виході з третьої зони В обсязі четвертого варіанту виконання даного винаходу та його альтернативних форм ширина полотна (полотен) з'єднаних ниток, яке (які) укладають переважно дорівнює ширині полоси (полос) тканини та/або трикотажного полотна (полотен), з якою (якими) його Qx) з'єднують Коли полоси тканини та/або трикотажного полотна та полотна штапельованих або безперервних ниток з'єднують, то одержують полотна, в яких середня частина та/або принаймні один із поверхневих шарів містить принаймні один шар скляних волокон, здатний переміщуватися по формі під час проведення операції гарячого пресування цих полотен Коли укладають полотно штапельованих ниток, його можна одержати шляхом використання розподільного пристрою, розміщеного в основі постачальника-накопичувача для попередньої подачі з'єднаних ниток Також можна одержати це полотно безпосередньо із установки для рубки, в яке безперервно подають множину ровінпв з'єднаних ниток, що подаються з множини бобін Шар безперервних з'єднаних ниток може бути одержаний шляхом розсіювання однієї або, переважно, великої КІЛЬКОСТІ ниток з допомогою одного або багатьох установок, що безперервно живляться однією або більшою КІЛЬКІСТЮ НИТОК, ЩО змотуються з бобін Полотна або шари ниток, що безперервно укладаються, переважно мають ту ж ширину, що і полоси тканини, яку при цьому використовують В способі по даному винаходу ширина скла, 54387 яке укладають, може складати, принаймні, половину повної ширини матеріалу, що укладають на транспортер Докладний опис, приведений нижче, дозволяє краще оцінити винахід і його переваги Цей опис проілюстрований рядом креслень, на яких зображено на фіг 1 - пристрій, який дозволяє виконувати перший варіант виконання даного винаходу, на фіг 2 - пристрій, який дозволяє виконувати другий варіант виконання даного винаходу, на фіг 3 - пристрій, який дозволяє виконувати третій варіант виконання даного винаходу, на фіг 4 - діаграма, на якій приведені механічні характеристики композитних матеріалів, одержаних відомим способом і по способу, що відповідає даному винаходу Ці різні пристрої описані як приклади, і вони не можуть ні в якій мірі бути обмеження для даного винаходу На фіг 1 схематично зображена ЛІНІЯ ДЛЯ виробництва композитних листів, яка містить спочатку принаймні один багатоповерховий шпулярник 10, на якому встановлено велику КІЛЬКІСТЬ бобін з'єднаних ниток 11 Нитки, що змотуються з цих бобін, направляють і збирають за допомогою різноманітних елементів перед входом в пристрій для рубки 12 Штапельовані нитки збирають і переміщують за допомогою транспортера 13 в накопичувач 14 Конденсатор з перфорованим барабаном 15, з'єднаний трубопроводом 16 з нижньою частиною накопичувача 14, подає штапельовані нитки до першої розподільної шахти 17, які звичайно використовують в текстильній промисловості Ця шахта 17, обладнана дозуючим пристроєм, розподіляє штапельовані нитки в вигляді першого полотна 18 на транспортері 19, що рухається За шахтою 17 по шляху слідування продукту і над транспортером 19 встановлено пристрій з невеликим барабаном 20, обладнаний двома шпинделями, які вільно обертаються і які несуть два рулони тканини 21 і 22, виготовлені із з'єднаних ниток Полосу тканини 23 змотують з рулону 21 і укладають за допомогою пристрою 24 зверху полотна 18 Коли рулон 21 закінчується, пристрій 20 повертається на 180°, для того щоб продовжити розмотування полоси тканини з рулону 22 Для забезпечення зручності заміни рулонів між невеликим барабаном 20 і пристроєм 24 розташований накопичувач тканини І механізм, який дозволяє центрувати полосу 23 (не показано) Цей механізм зображений на фіг 3, на якому зображена ЛІНІЯ ДЛЯ здійснення другого варіанту виконання даного винаходу, а його дія описана нижче За пристроєм 20 по ходу процесу розташована друга шахта 25, що також подає штапельовані нитки за допомогою конденсатора з перфорованим барабаном 26, з'єднаним трубою 27 з накопичувачем 14 Шахта 25, що обладнана дозуючим пристроєм, розподіляє штапельовані нитки у вигляді другого полотна 28 на полосі тканини 23 Це полотно ущільнюють за допомогою пристрою 29, розташованого на виході із цього бункеру Цей "сендвіч", зроблений із полоси тканини із з'єднаних ниток, розташований між полотнами 10 з єднаних штапельованих ниток, вводять в камеру попереднього нагрівання ЗО Ця камера дозволяє нагрівати "сендвіч" до температури, вищої, ніж температура плавлення термопластичного органічного матеріалу, із якого виготовлена частина моноволокон, змішаних зі скляними моноволокнами Ця теплова обробка може проводитись, наприклад, шляхом використання гарячого повітря Нагрітий таким чином "сендвіч" потім вводять в прес 31 відомого типу, наприклад, такий, як описаний в патенті США-А-4277531 Цей прес переважно має два паски 32 і 33, що приводяться в рух барабанами 34, 35 (в випадку першого паска) та 36 і 37 (в випадку другого паска) Барабани 34 і 36 нагрівають, барабани 35 і 37 охолоджують Пристрій також має між цими двома парами барабанів дві зони, в яких "сендвіч" пресують з двох сторін і транспортують В першій зоні 38 засоби пресування вносять свою долю в нагрівання "сендвіча" до температури, вищої ніж температура плавлення термопластичного органічного матеріалу, у другій зоні 39 засоби пресування виконують охолоджуючу функцію, яка доповнюється дією барабанів 35 і 37 Охолоджена жорстка полоса виходить із преса 31, і її розрізають автоматичними гельотинними ножицями 40 на листи 41 На фіг 2 схематично показана ЛІНІЯ виробництва композитних листів у ВІДПОВІДНОСТІ з другим варіантом виконання даного винаходу, як і в попередньому варіанті виконання, шпулярник 10, на якому встановлено багато бобін з'єднаних ниток 11, розташований на початку лінії Ці нитки також подають до пристрою для рубки 12 Нитки, штапельовані цим пристроєм, збирають і подають транспортером 42 зверху в бункер 43, що розташований над транспортером, що рухається 19 Перед цим транспортером розташовано пристрій з невеликим барабаном 44, який обладнаний двома шпинделями, що мають можливість вільно обертатися і несуть два рулони тканини 45 та 46, виготовлені із з'єднаних ниток Полосу тканини 47 змотують з рулону 46 і укладають на транспортер 19 Бункер 43, який дозволяє накопичувати велику КІЛЬКІСТЬ штапельованих ниток для того, щоб пристрій для рубки міг працювати без перерви, використовують для подачі за допомогою транспортерів 48 та 49 штапельованих ниток в розподільну шахту 50 Остання подає полотно штапельованих ниток 51 на транспортер 47, що рухається За шахтою 50 по ходу пресу над транспортером установлено другий пристрій з невеликим барабаном 52, обладнаний двома шпинделями, що мають можливість вільно обертатися і несуть два рулони тканини 53 та 54, також виготовлених із з'єднаних ниток Полосу тканини 55 знімають з рулону 53 і укладають на полотно 51 на виході з шахти 50 за допомогою пристрою 56 Як і в випадку першого варіанту виконання даного винаходу, накопичувач тканини і пристрій, що забезпечує центрування полоси тканини (який не зображений), встановлені між невеликим барабаном 44 та початком транспортера 19 і між невеликим барабаном 52 та пристроєм 56 (див Фіг 3) Цей "сендвіч", сформований з полотна із штапельованих ниток, розташованого поміж двома 12 11 54387 полосами тканини, також, як і раніше, вводять в та 37, які охолоджують, цей прес обладнаний пакамеру попереднього нагріву перед тим, як ввести рою барабанів 72 та 73, що обігріваються Ці бав прес 31, ідентичний описаним в контексті з перрабани також пресують "сендвіч" і сприяють видашим варіантом виконання даного винаходу Жорсленню повітря, яке все ще знаходиться в ньому тку полосу, яка виходить з пресу, розрізають автоОхолоджена, жорстка полоса виходить із прематичними гельотинними ножицями 40 на листи са 31 і поступає у пристрій 74, оснащений ножами 57 75, які обрізають кромки цієї полоси На фіг 3 схематично зображена ЛІНІЯ ДЛЯ виЯк і в попередніх варіантах виконання, цю поробництва композитних листів у ВІДПОВІДНОСТІ з лосу розрізають в поперечному напрямку гельотретім варіантом виконання даного винаходу тинними ножицями 40, що керуються автоматично випускними валами 76, що настроюються так, щоб Як і в варіантах виконання, що описані вище, одержати листи 77 певної довжини шпулярник 10, на якому встановлено велику КІЛЬКІСТЬ бобін з'єднаних ниток 11, розташований на В цих прикладах даного винаходу кожний початку лінії Ці нитки змотують з бобін 11, а потім окремий пристрій боже бути замінений другим направляють і збирають за допомогою різноманітпристроєм, який в цілому може виконувати ті ж них пристроїв для утворення ровинпв 58 функції Таким чином, прес 31 може бути замінений каландром, що обладнаний декількома параРозмотування цих ниток виконують за допомоми валів, що забезпечують поступове зменшення гою трьох пристроїв 59, які в той же є і пристроями температури "сендвіча", або каландром, що складля транспортування і розподілення згаданих родається з однієї пари валів, що нагріваються, за винпв Ці пристрої сховані в камері 60, установлеякими йдуть два паски, що забезпечують рух і ній на початку транспортера 19 охолодження цього "сендвіча" Ця ЛІНІЯ також включає два пристрої з невеликими барабанами 44 та 52, що несуть рулони ткаСпосіб у ВІДПОВІДНОСТІ з даним винаходом і ванини, виготовленої із з'єднаних ниток, встановлені ріанти його виконання, описані вище, дозволяють так же, як і в лінії, зображеної на рис 2, перед і виробляти безперервно композитні листи, в яких після пристрою 59 для розподілення ровинпв вміст скляних ниток може досягати і перевищувати 60мас % Першу полосу тканини 61, яка складається із з'єднаних ниток, змотують при постійному натягуТаким чином, для прикладу, були виготовлені ванні з рулону 46 полосу подають в компенсатор композитні листи при наступних умовах при викотканини 62 і потім в обертову рамку 63, обладнану ристанні виробничої лінії, зображеної на фіг З детекторами кромки, які дозволяють всановлюваТканини, що використовувалися мали двониттися точно перед тим, як ця полоса входить в конкове саржеве переплетіння при поверхневій ЩІЛЬтакт з трансформатором 19 Коли рулон 46 закінНОСТІ 650г/м2, що включає 4 однакових уточних і чується, невеликий барабан 44 повертається так, основних ровинпв Ці ровинги містять 800 скляних щоб установити рулон 45 в положення розмотумоноволокон з середнім діаметром 17мкм і 800 вання моноволокон із поліпропілена з середнім діаметром 22мкм Полотно із штапельованих ниток було Кінець полоси 61 зупиняють коло пристрою 64 сформовано з таких же ровинпв на час, необхідний для зшивання з початковим кінцем полоси з рулону 45 В цей час компенсатор Першу полосу тканини (61) шириною 1,4м 62 здійснює подачу тканини для живлення лінії змотували і укладали на транспортер (19), який переміщували зі швидкістю 2м/хв Другу полосу тканини 65, що також складається із з'єднаних ниток, укладають на полотно із роПристрій для рубки (59) розташований над винпв 58, які були укладеш на полосу тканини 61 транспортером (19), подавав 8кг/хв штапельоваЦю полосу 65 змотують при постійному натягуванних ниток Ці штапельовані нитки (довжина штапені з рулону 54, и подають в компенсатор 66 і потім, ля 38мм) укладали на полосу (61) і формували після, після обминання вала 67, подають в повополотно з поверхневою ЩІЛЬНІСТЮ 2,8кг/м2 ротну рамку 68, оснащену детекторами кромки, які Другу полосу тканини (65) змотували та укладозволяють рамі встановлюватися точно відносно дали на сформоване таким чином полотно полоси 61 та полотна із ровинпв 58 "Сендвіч" (69), сформований таким чином, подавали в термокамеру (ЗО), нагріту до температу"Сендвіч" 69, сформований із полотна із ровири 200°С циркулюючим гарячим повітрям На винпв 58 і полос 61 та 65, вводять в термокамеру ЗО, ході з термокамери (ЗО) "сендвіч" (69) піддали що обігрівається повітрям на підтримуваній перущільненню за допомогою двох охолоджених вофорованій і відносно антиадгезованій стрічці 70, дою валів (71) наприклад, СІТЦІ ІЗ СКЛОНИТОК З покриттям із політетрафторетилену При проходженні через цю тер"Сендвіч", товщина якого після цього складала мокамеру "сендвіч" 69 нагрівають до температури близько 5мм, вводили в пасковий прес (31) В певище температури плавлення термопластичного ршій зоні цього пресу, що знаходилась поміж двоорганічного матеріалу Після виходу "сендвіча" із ма парами нагрітих барабанів (34, 36, і 72, 73), термокамери його об'єм зменшується, поскільки "сендвіч" нагрівали до температури близько 230°С він до деяке є міри ущільнюється валами 71 В другій зоні цього пресу, що знаходилась поміж парами барабанів (72, 73 і 35, 37), останню з яких Как и в попередніх варіантах виконання "сендохолоджували, "сендвіч" поступово охолоджували віч" потім вводять в прес 31, обладнаний двома до температури близько 30°С При проходженні пасками 32 та 33, в якому його нагрівають до темчерез ці дві зони "сендвіч" піддавали ущільненню ператури вищої, ніж температура плавлення терпід тиском близько 1,5 бар Обрізали кромки плосмопластичного органічного матеріалу Між баракого матеріалу, що виходив з пресу (31), товщина банами 34 та 36, які нагрівають, і барабанами 35 14 13 54387 ниток (СЗЗ - довжина 33мм), і до змішаних матеріякого складала близько Змм, і потім розрізали на алів, таких як той, виготовлення якого було описалисти Поверхнева ЩІЛЬНІСТЬ матеріалу складала но вище як приклад (30% тканин, 70% ниток С38) близько 4,2кг/м2 Незалежно від того, що спосіб, що відповідає На діаграмі, представленій на Фіг 4, по ордиданому винаходу, дозволяє одержувати в безпенаті показані величини розривноє МІЦНОСТІ та опір рервному процесі композитні матеріали, в яких вигину (МРа) різних виробів із скловміст скла вищий, ніж матеріалах, одержаних в поліпропиленових композитов, вміст в яких склоВІДПОВІДНОСТІ з відомими способами, екстраполяниток, виражений у відсотках по масі і по об'єму, ція прямих ЛІНІЙ, що проходять через значення показано по абсцисі величин МІЦНОСТІ відомих матеріалів, показує, що Матеріали, вміст скла в яких складає максиМІЦНІСТЬ матеріалів, одержаних у ВІДПОВІДНОСТІ З мальну величину, рівну 50мас %, були виготовлені даним винаходом, принаймні дорівнює або перев умовах безперервного виробничого процесу у вищує МІЦНІСТЬ, яку можна чекати просто як реВІДПОВІДНОСТІ з раніше відомим способом, ті, в яких зультат збільшення вмісту скла Це показує, що вміст скла дорівнював бОмас %, були одержані по властивість змочування скляних ниток термопласспособу, що відповідає даному винаходу тичним органічним матеріалом досягає виключноБезперервний виробничий процес, що відповіго рівня дає відомому раніше способу, заключався в з'єд нанні скляних ниток і поліпропиленових плівок шляхом нагрівання і пресування В кінцевому продукті ці скляні нитки могли бути представлені в формі настилу з штапельованих ниток (на діаграмі позначені знаком "х") або в формі настилу із безперервних ниток (на діаграмі позначенні знаками "о", "") Величини розривної МІЦНОСТІ виробів, одержаних у ВІДПОВІДНОСТІ з даним винаходом (написи в дужках), відносяться як до матеріалів, виготовлених тільки із тканин, які в свою чергу, зроблені виключно із з'єднаних ниток, так і до матеріалів, виготовлених лише із штапельованих з'єднаних 16.17 Матеріали, одержані по способу, що відповідає даному винаходу, особливо добре підходять для виготовлення з використанням гарячого формування або штампування виробів складної форми, таких як, наприклад, багаточисельні складні компоненти, які складають частину дизайна і виробництва автомобілів В цьому аспекті змішані матеріали, що вміщують тканини та штапельовані нитки або безперервні нитки, одночасно сполучають добре розподілення армуючих властивостей у формованому виробі складної форми та високий рівень механічних властивостей, які потрібні для виробу, що виготовляється 15 2022 31ч 35 40 10 Фіг.1 40 . 57 imnnnnnnri rrnnnnnnnnn nnnnnnnnnn Фіг.2 54387 15 70 71 36 31 73 33 37 74 Фіг.З 16 40 (шинельна згин) 300 докяидаюЗЗ мм (мщшсть на розривання при розтяіуаанш) (міцність щ розрявання при резтягуі аняр 0 10 20 ЗО 40 % вміст скяа (за масою) 50 ФіГ.4 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for making composite material
Назва патенту російськоюСпособ изготовлния композитніх материалов и устройство для его осуществления
МПК / Мітки
МПК: B32B 1/00, D04H 13/00, D04H 1/40
Мітки: композитних, виготовлення, здійснення, матеріалів, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/8-54387-sposib-vigotovlennya-kompozitnikh-materialiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення композитних матеріалів та пристрій для його здійснення</a>
Спосіб виготовлення гірчичників та пристрій для його здійснення
Номер патенту: 6409
Опубліковано: 29.12.1994
Автори: Собетова Вікторія Борисівна, Собетов Борис Георгієвич, Обуханич Ростислав-Олександр Васильович, Шапірова Дінара Шамільєвна, Кордюк Орест-Сятослав Якович, Озеров Борис Георгієвич
Мітки: виготовлення, пристрій, спосіб, гірчичників, здійснення
Формула / Реферат:
(57) 1. Способ изготовления горчичников, заключающийся в нанесении горчичного порошка и клея на движущееся бумажное полотно и последующей ступенчатой сушки, отличающийся тем, что на предварительно нагретое до 40-50°С бумажное полотно наносят клеющую основу в виде водного раствора метилцеллюлозы, также предварительно нагретую до 40-45°С, на клеющую основу напыляют горчичный порошок, избыток которого удаляют, после чего протягивают полотно...
Спосіб завантаження сипких матеріалів у клапанні мішки та пристрій для його здійснення і його варіанти
Номер патенту: 22272
Опубліковано: 03.02.1998
Автори: Ткач Анатолій Анатолійович, Гончаров Валерій Володимирович, Кравцов Олександр Миколайович, Оришака Олег Володимирович, Петренко Микола Миколайович, Артюхов Анатолій Миколайович, Надєїн Владислав Семенович, Кравцова Галина Володимирівна, Оришака Володимир Олексійович
МПК: B65B 1/04
Мітки: сипких, матеріалів, завантаження, пристрій, клапанні, мішки, спосіб, варіанти, здійснення
Формула / Реферат:
1. Спосіб завантаження сипких матеріалів .у клапанні мішки, що включає вільний рух сипкого матеріалу по гравітаційним поверхням, який відрізняється тим, що вільний рух сипкого матеріалу по гравітаційним поверхням здійснюється сумісною дією гравітаційних сил і вібраційних коливань.2. Пристрій для завантаження сипких матеріалів у клапанні мішки, що містить у собі бункер, живильну воронку з клапаном на виході, матеріалопровід, який...
Спосіб полімеризації фотокомпозиційних матеріалів при пломбуванні каріозних порожнин і пристрій для його здійснення
Номер патенту: 52225
Опубліковано: 16.12.2002
Автори: Бешевлі Борис Іванович, Удод Олександр Анатольович, Мороз Ганна Борисівна
МПК: A61C 19/06
Мітки: пристрій, здійснення, пломбуванні, полімерізації, каріозних, матеріалів, порожнин, спосіб, фотокомпозиційних
Формула / Реферат:
1. Спосіб полімеризації фотокомпозиційних матеріалів при пломбуванні каріозних порожнин, що включає внесення фотокомпозиційного пломбувального матеріалу похило до стінки дна каріозної порожнини, полімеризацію пломбувального матеріалу крізь стінку каріозної порожнини, до якої він прилягає, який відрізняється тим, що одночасно полімеризацію пломбувального матеріалу здійснюють і з жувальної поверхні каріозної порожнини шляхом розділення...
Спосіб сушіння сипучих матеріалів і пристрій для його здійснення
Номер патенту: 44155
Опубліковано: 15.01.2002
Автори: Козлов Віктор Олексійович, Сидоров Олексій Янович, Кононенко Володимир Іванович
МПК: F26B 11/00, F26B 3/06
Мітки: сипучих, спосіб, матеріалів, сушіння, здійснення, пристрій
Формула / Реферат:
1. Спосіб сушіння сипучих матеріалів , що прямоточно рухаються з перемінною кутовою швидкістю у барабані, який обертається, який відрізняється тим, що сипучому матеріалу додатково задають пірнаючий рух вздовж осі барабана.2. Пристрій для сушіння сипучих матеріалів, що включає систему подачі і відводу сушильного агента, двигун, барабан, що обертається навколо повздовжньої центральної осі, який відрізняється тим, що повздовжня вісь...
Спосіб виготовлення гарячих брикетів без связуючого із залізоутримуючих пірофорних тонкодісперсних матеріалів і установка для його здійснення
Номер патенту: 7727
Опубліковано: 26.12.1995
Автори: Лотар Зайдельманн, Рудольф Аут, Еріх Хеффкен, Вернер Каас
МПК: C22B 1/248
Мітки: здійснення, матеріалів, гарячих, связуючого, залізоутримуючих, пірофорних, брикетів, спосіб, виготовлення, установка, тонкодисперсних
Формула / Реферат:
1. Способ изготовления горячих брикетов без связующего из железосодержащих пирофорных тонкодисперсных твердых материалов, включающий нагрев тонкодисперсного твердого материала перед брикетированием в кипящем слое за счет тепла нагретых газов до 450 - 650°С, горячее брикетирование и охлаждение, отличающийся тем, что, с целью повышения экономичности процесса, нагрев тонкодисперсного твердого материала осуществляют сначала до температуры их...
Попередній патент: Багатофункціональний перевалочний нафтокомплекс
Наступний патент: Спосіб лікування розладів пізнавальної здатності
Випадковий патент: Спосіб виробництва залізовмісних брикетів