Розширювана при закладанні сталева труба для нафтової свердловини (варіанти)
Формула / Реферат
1. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
2. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, один або більше елементів, що вибрані з групи: ванадій 0,005 – 0,2, титан 0,005 – 0,1, ніобій 0,005 – 0,1 і бор 0,0005 – 0,005, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
3. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, один або більше елементів, що вибрані з групи: хром 0,1 - 1,5, молібден 0,1 – 1,0, нікель 0,05 – 1,5 і мідь 0,05 – 0,5, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
4. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, кальцій 0,001 – 0,005, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
5. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, один або більше елементів, що вибрані з групи: ванадій 0,005 – 0,2, титан 0,005 – 0,1, ніобій 0,005 – 0,1 і бор 0,0005 – 0,005, один або більше елементів, що вибрані з групи: хром 0,1 – 1,5, молібден 0,1 – 1,0, нікель 0,05 – 1,5 і мідь 0,05 – 0,5, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
6. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, кальцій 0,001 – 0,005, один або більше елементів, що вибрані з групи: ванадій 0,005 – 0,2, титан 0,005 – 0,1, ніобій 0,005 – 0,1 і бор 0,0005 – 0,005, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
7. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, кальцій 0,001 – 0,005, один або більше елементів, що вибрані з групи: хром 0,1 – 1,5, молібден 0,1 – 1,0, нікель 0,05 – 1,5 і мідь 0,05 – 0,5, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
8. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, кальцій 0,001 – 0,005, один або більше елементів, що вибрані з групи: ванадій 0,005 – 0,2, титан 0,005 – 0,1, ніобій 0,005 – 0,1 і бор 0,0005 – 0,005, один або більше елементів, що вибрані з групи: хром 0,1 – 1,5, молібден 0,1 – 1,0, нікель 0,05 – 1,5 і мідь 0,05 – 0,5, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.
Текст
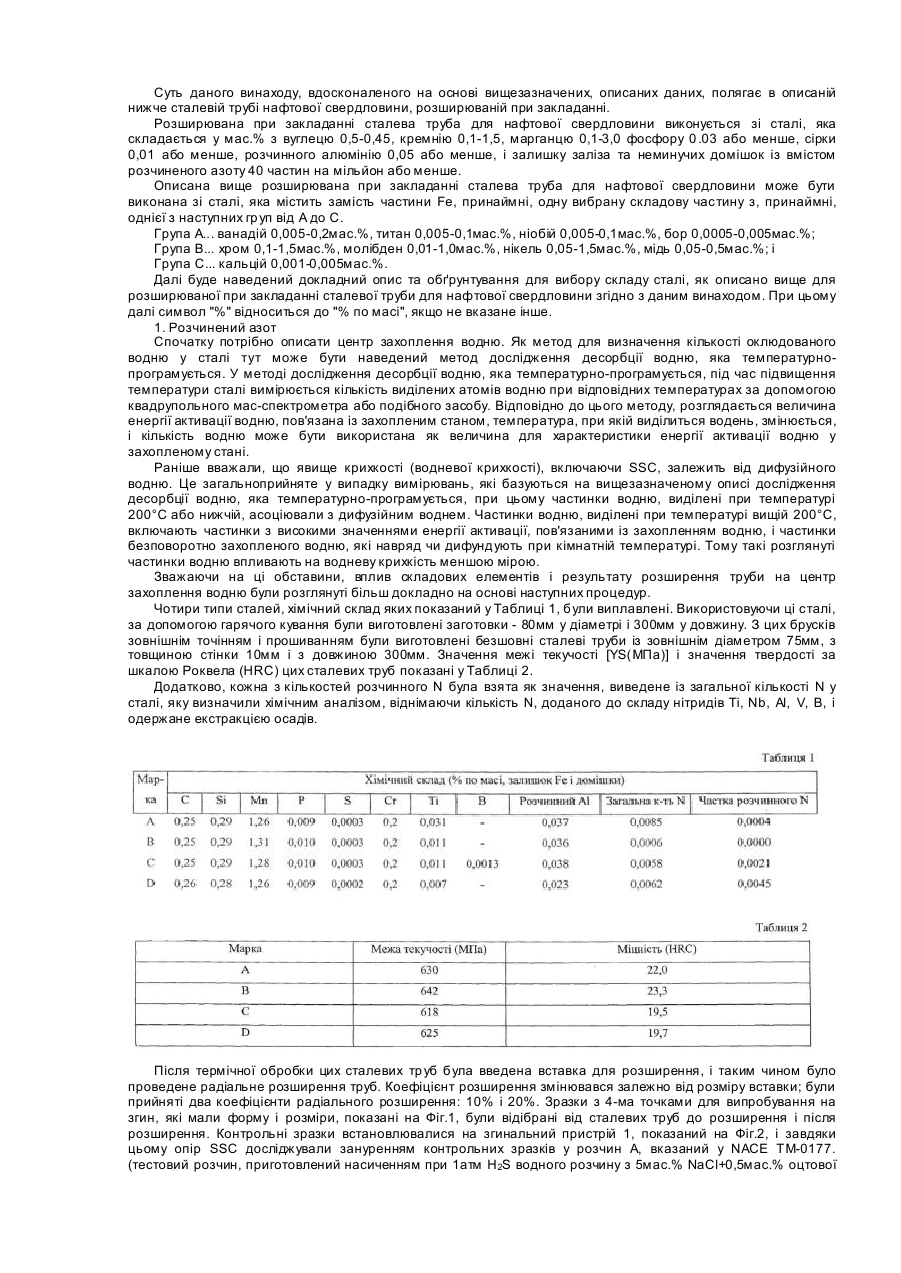
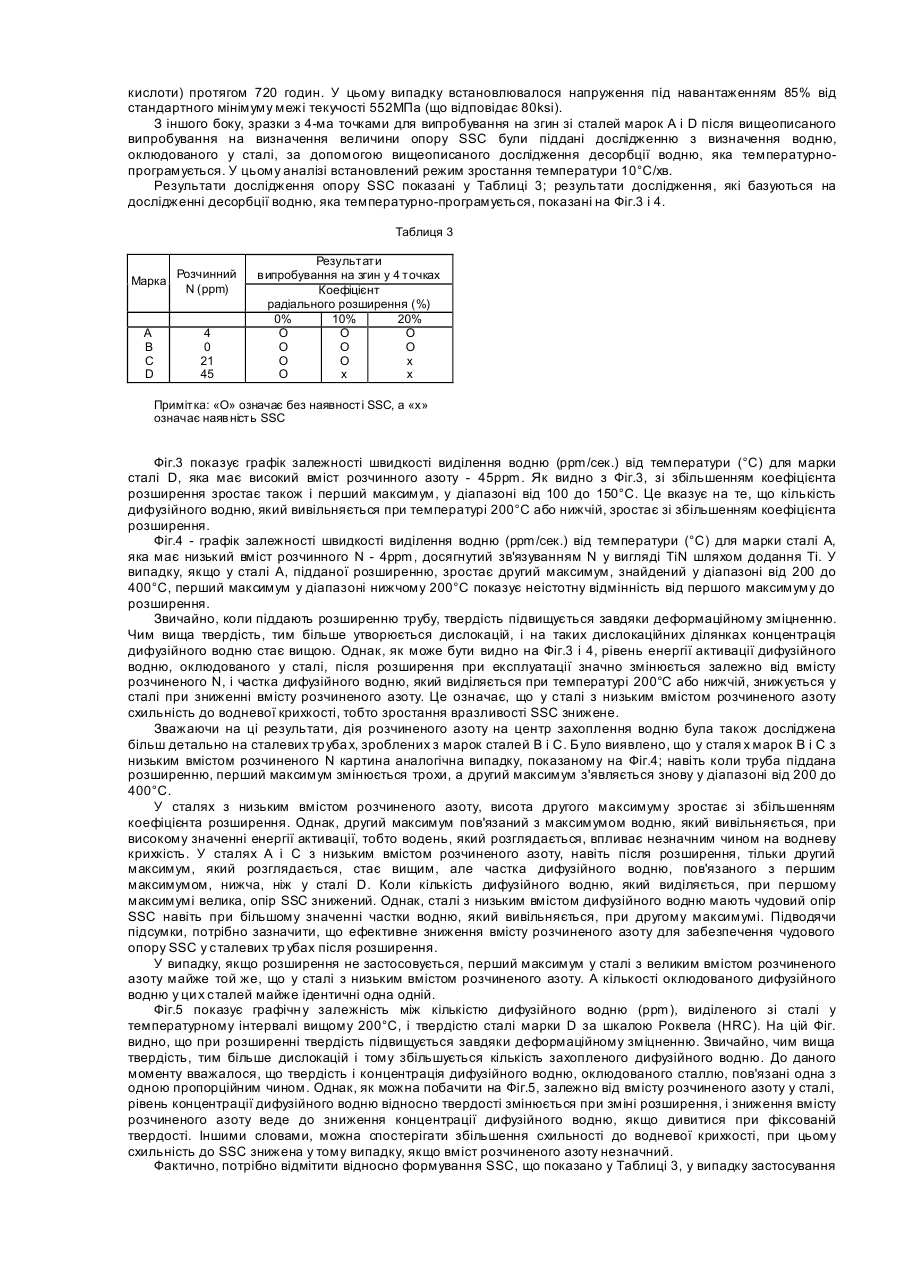
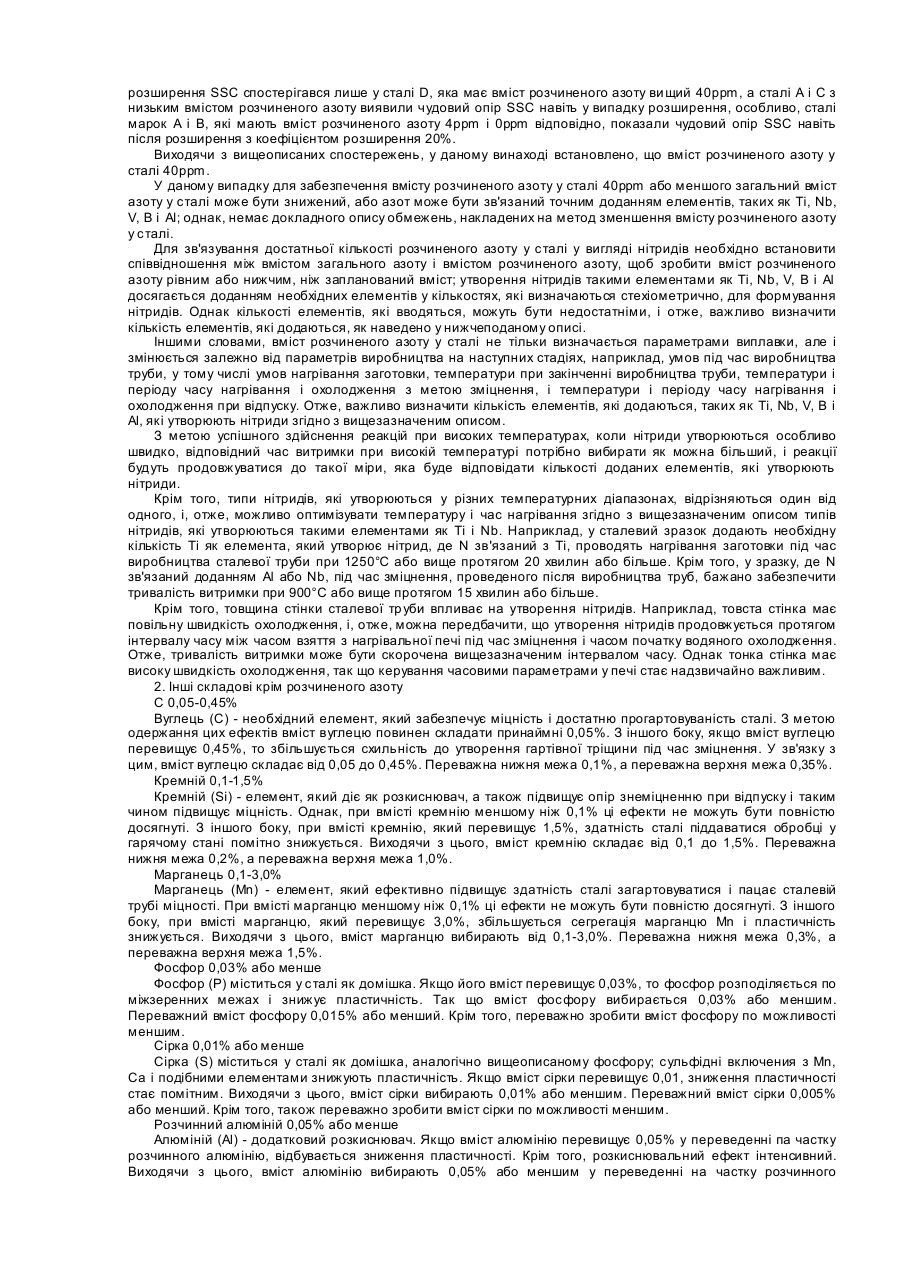
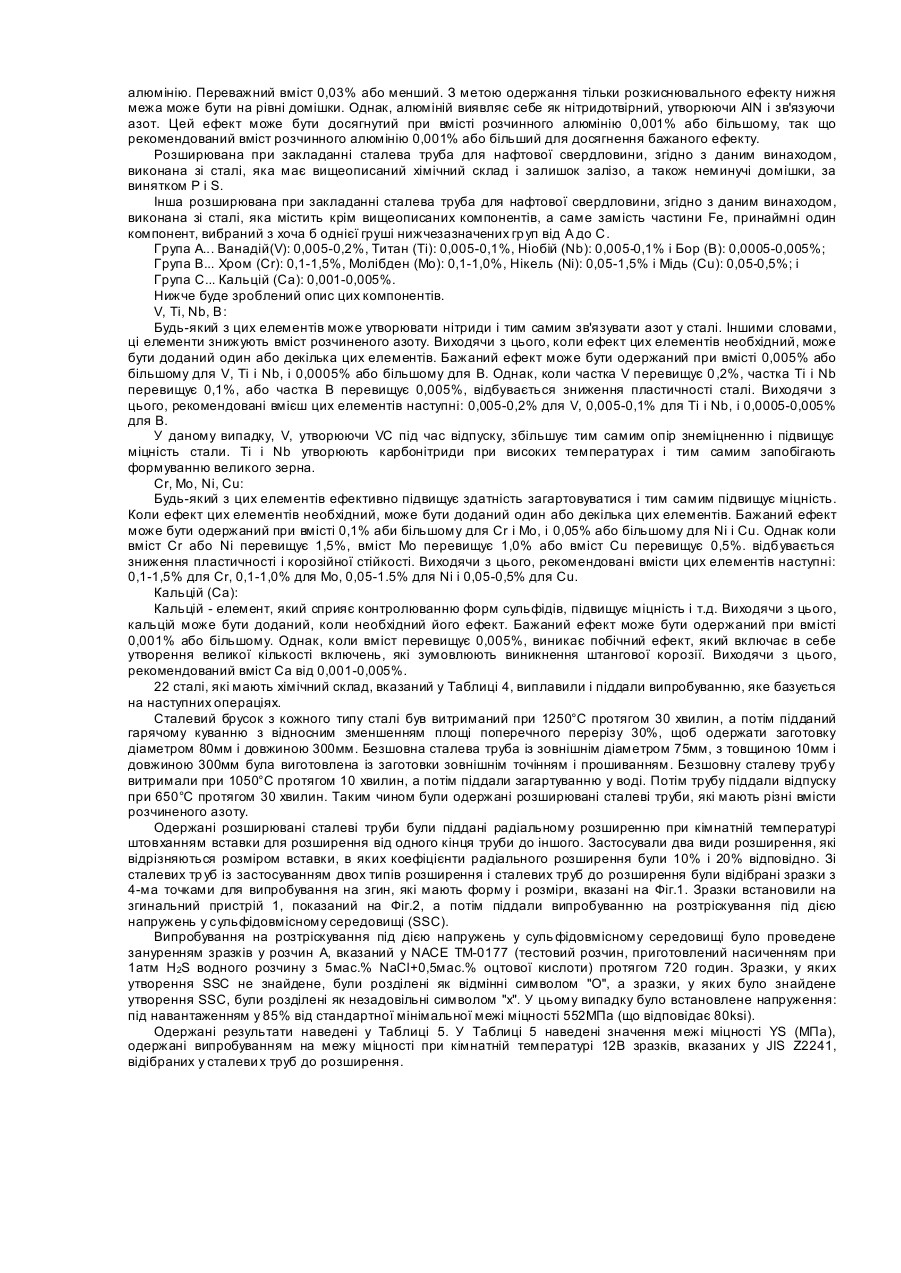
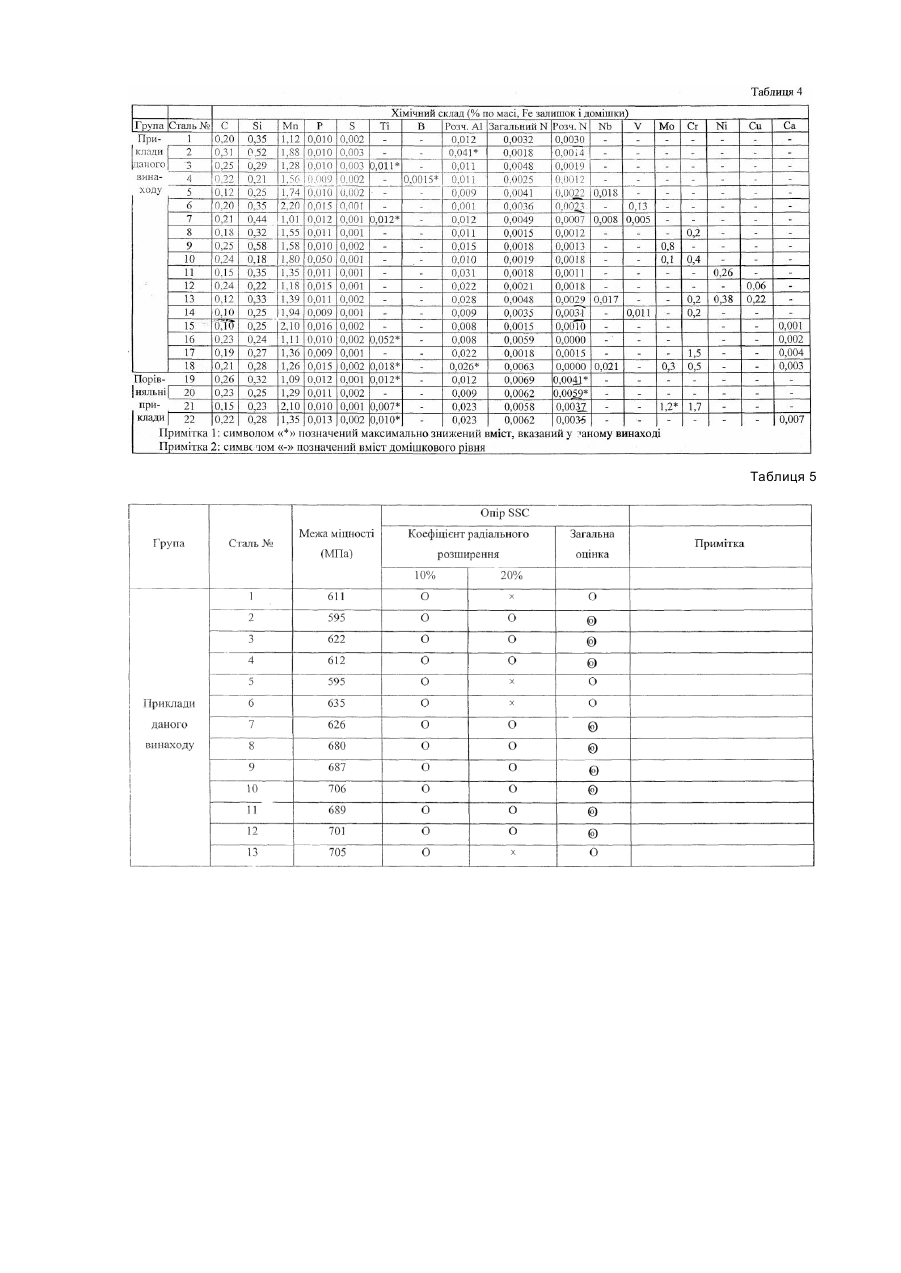
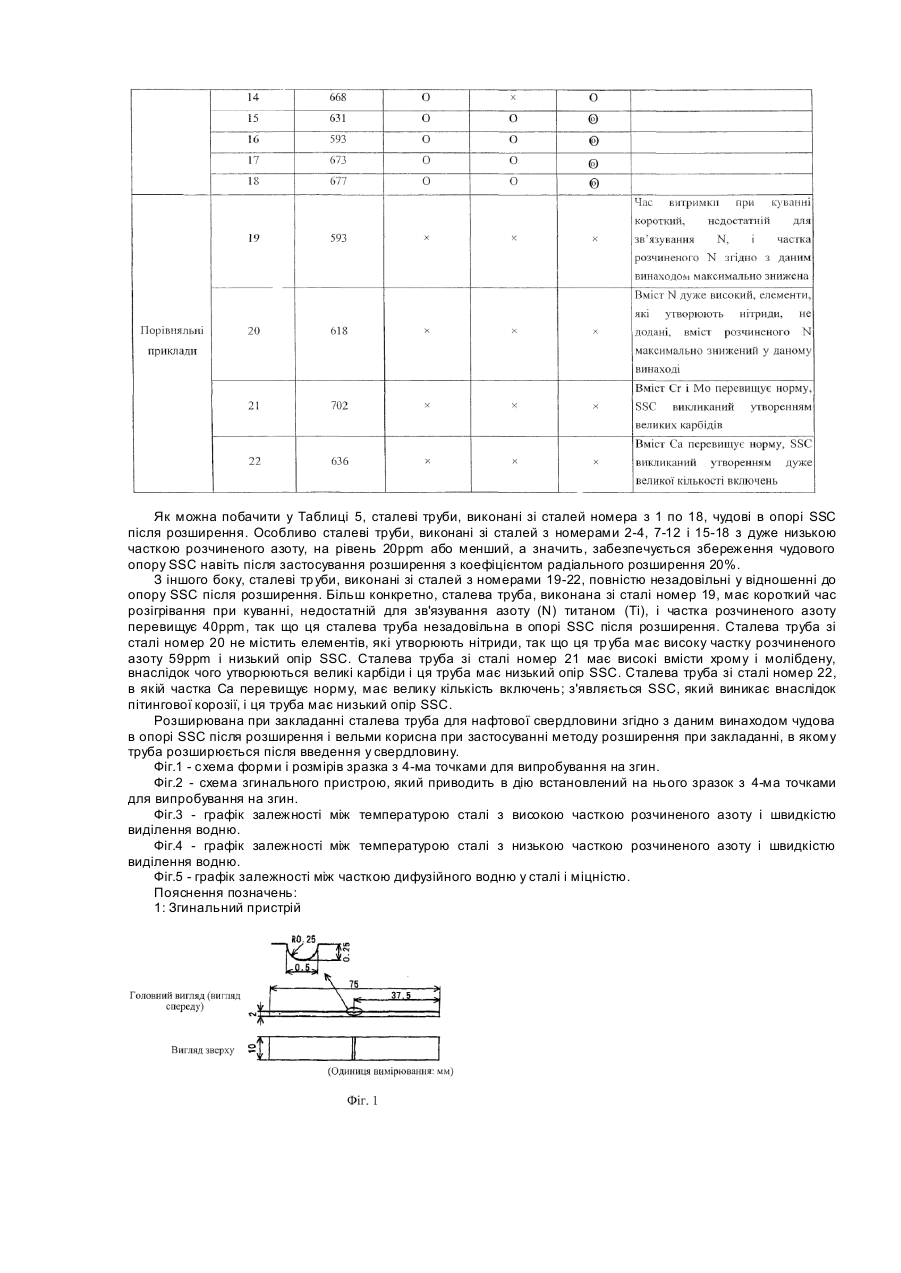
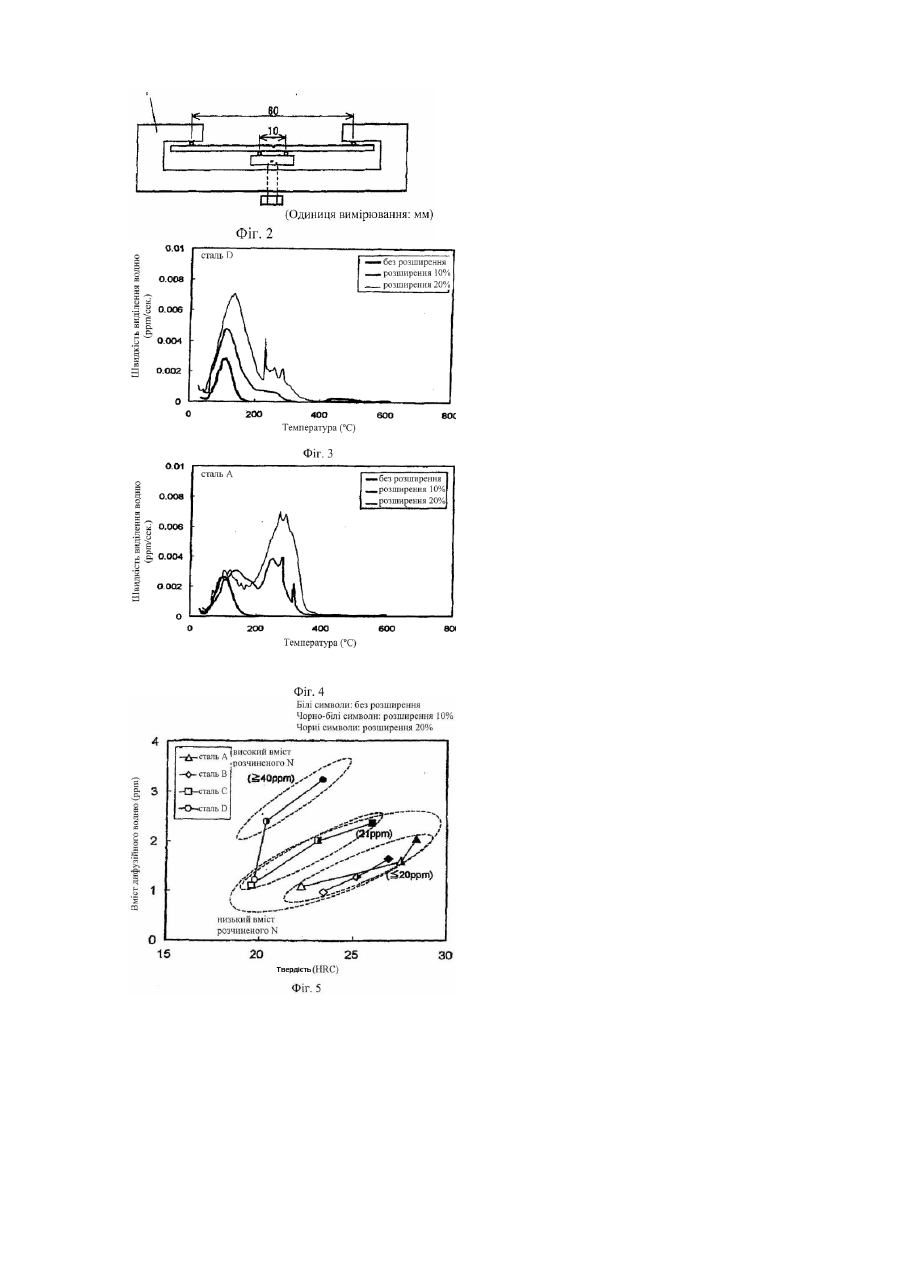
Даний винахід відноситься до сталевої тр уби, яка головним чином служить для нафтової свердловини або газової свердловини (далі позначена як "нафтова свердловина"), а більш конкретно, відноситься до сталевої труби нафтової свердловини, яка розширюється при закладанні у нафтовій свердловині і застосовується у такому стані. Сталева тр уба має чудо ву корозійну стійкість після розширення. При розробці нафтової свердловини множина труб, яка називається обсадною колоною, вбудована у свердловину і, таким чином, стіна свердловини відвернена від обвалу. При розробці свердловини отвір виконують бурінням доти, поки не досягають визначеної глибини, і після цього обсадна труба закладається у викопану свердловину для того, щоб запобігти обвалу стіни свердловини. Таким чином, свердловину викопують при бурових роботах, які послідовно продовжуються; однак, коли розробка досягне наступної стадії глибини, обсадну тр убу вводять вниз через попередньо закладену обсадну тр убу так, що діаметр кожної наступної обсадної труби, яка закладається у більш глибокий горизонт, зменшується порівняно з діаметром попередньо закладеної обсадної труби. У таким чином розробленій нафтовій свердловині діаметр обсадної труби у вер хній частині свердловини великий, а зі збільшенням глибини обсадна труба стає меншою у діаметрі, нарешті, через неї вводять сталеву трубу, яка називається ліфтовою колоною для нафти або газу. Отже, діаметр обсадної труби у верхній частині свердловини одержується оберненим обчисленням від діаметра трубопроводу, який забезпечується у тому випадку, коли свердловина викопана до заздалегідь встановленої глибини. Відповідно, коли глибока свердловина викопана, розмір обсадної труби у верхній частині стає величезним і витрати, необхідні для кар'єрної розробки, тим самим збільшуються. Як описано у патентному документі 1, запропоноване рішення, згідно з яким обсадна труба свердловини розширюється по радіусу, різниця діаметрів між кожною парою послідовних обсадних труб, які формують багатоступінчасту конструкцію обсадної колони, вибрана меншою, і, отже, розмір верхньої частини свердловини зменшується. Цей спосіб передбачає, що сталеву тр убу, яка має діаметр менший, ніж необхідний діаметр сталевої труби, вставляють у нафтову свердловину і піддають розширенню у нафтовій свердловині, щоб мати необхідний зовнішній діаметр сталевої тр уби. Запозичаючи цей метод, описаний вище, діаметр обсадної тр уби у вер хній частині свердловини може бути зменшений і витрати, необхідні для розробки свердловин, тим самим можуть зменшитися. Після розширення сталева труба у нафтовій свердловині залишається у стані, підданому розширенню, при експлуатації і взаємодіє з навколишнім середовищем, таким як нафта або газ. У результаті, сталевій трубі у стані розширення при експлуатації необхідно мати заздалегідь встановлені експлуатаційні характеристики. При цьому неможливо проводити термічну обробку по всій довжині сталевих труб після розширення і при експлуатації з метою поліпшення характеристик. Труби для нафто вих свердловин відвантажують у термообробленому стані, з визначеною корозійною стійкістю, а також нарівні з цим опором до розтріскування під дією напружень у сульфідовмісному середовищі (який далі називається "SSC"), у навколишньому середовищі з вологого сірководню, до уваги береться опір до розтріскування під дією напружень у сульфідовмісному середовищі (який далі називається "SSC"). Однак, для сталевих труб, до яких застосовується метод розширення, особливо важливо враховувати погіршення характеристик SSC, зумовлене деформаційним зміцненням. У патентному документі 2 запропонована сталева труба з гарантованою величиною SSC після розширення і при експлуатації. Однак, сталева труба, зображена у патентному документі, - це сталева труба, в якій величина SSC після розширення досягнута за рахунок впливу на розмір кристалічного зерна і зниження міцності сталевої труби до розширення, при цьому розмір кристалічного зерна встановлений на заздалегідь заданій величині або меншим залежно від міцності, за рахунок цього для сталевих тр уб забезпечується опір "SSC" після розширення. Однак, для виробництва такої сталевої труби, розкритої у вищезазначеному документі, необхідне застосування термообробки для формування дрібного зерна, а контроль такої термообробки являє собою не легку задачу. Додатково, у патентному документі 2 немає опису зв'язку між азотом у сталі, зокрема, розчиненим азотом (азот) і дифузійним воднем, які значною мірою впливають на величину SSC. [Патентний документ 1: Японська Публікація Міжнародного Патенту Заявка №7-507610. Патентний документ 2] Публікація нерозглянутої Японської Патентної заявки №2002-266055.] Мета даного винаходу - забезпечення сталевої труби для нафтової свердловини, розширюваної при закладанні, яка має чудову корозійну стійкість, зокрема величину опору SSC, після розширення при експлуатації. Для того, щоб досягнути згаданої раніше мети, даний винахід пропонує сталеву тр убу, виконану з вуглецевої сталі, і сталеву тр убу з низьколегованої сталі, які застосовуються як сталеві труби для нафтової свердловини, в яких звертається увага на величину SSC цих труб після прикладення радіального розширювального зусилля, особливо враховується оклюзія (абсорбція газів металами) водню, який проникає у сталь з навколишнього середовища вологого сірководню, і розглянутий у подробицях зв'язок між центром оклюзії водню і наявністю складових елементів у сталі. У результаті автори даного винаходу виявили наступні закономірності а) і б). а) Залежно від наявності у надлишку розчинного N або його відсутності, істотно відрізняються характеристики центра оклюзії водню. б) У сталі, в якій розчинний N є у надлишку, дифузійний водень, який погіршує власти вість SSC, оклюдований у сталі з підвищеним вмістом при збільшенні коефіцієнта розширення, у той час як у сталі, яка не містить розчинний азот або з присутністю розчинного азоту, але у малих кількостях, зокрема у сталі, в якій вміст розчинного азоту менший 40 частин на мільйон (ррm) або менше, кількість дифузійного водню навіть після розширення порівняно із вмістом до розширення збільшується трохи. Суть даного винаходу, вдосконаленого на основі вищезазначених, описаних даних, полягає в описаній нижче сталевій трубі нафтової свердловини, розширюваній при закладанні. Розширювана при закладанні сталева труба для нафтової свердловини виконується зі сталі, яка складається у мас.% з вуглецю 0,5-0,45, кремнію 0,1-1,5, марганцю 0,1-3,0 фосфору 0 .03 або менше, сірки 0,01 або менше, розчинного алюмінію 0,05 або менше, і залишку заліза та неминучих домішок із вмістом розчиненого азоту 40 частин на мільйон або менше. Описана вище розширювана при закладанні сталева труба для нафтової свердловини може бути виконана зі сталі, яка містить замість частини Fe, принаймні, одну вибрану складову частину з, принаймні, однієї з наступних гр уп від А до С. Група А... ванадій 0,005-0,2мас.%, титан 0,005-0,1мас.%, ніобій 0,005-0,1мас.%, бор 0,0005-0,005мас.%; Група В... хром 0,1-1,5мас.%, молібден 0,01-1,0мас.%, нікель 0,05-1,5мас.%, мідь 0,05-0,5мас.%; і Група С... кальцій 0,001-0,005мас.%. Далі буде наведений докладний опис та обґрунтування для вибору складу сталі, як описано вище для розширюваної при закладанні сталевої труби для нафтової свердловини згідно з даним винаходом. При цьому далі символ "%" відноситься до "% по масі", якщо не вказане інше. 1. Розчинений азот Спочатку потрібно описати центр захоплення водню. Як метод для визначення кількості оклюдованого водню у сталі тут може бути наведений метод дослідження десорбції водню, яка температурнопрограмується. У методі дослідження десорбції водню, яка температурно-програмується, під час підвищення температури сталі вимірюється кількість виділених атомів водню при відповідних температурах за допомогою квадрупольного мас-спектрометра або подібного засобу. Відповідно до цього методу, розглядається величина енергії активації водню, пов'язана із захопленим станом, температура, при якій виділиться водень, змінюється, і кількість водню може бути використана як величина для характеристики енергії активації водню у захопленому стані. Раніше вважали, що явище крихкості (водневої крихкості), включаючи SSC, залежить від дифузійного водню. Це загальноприйняте у випадку вимірювань, які базуються на вищезазначеному описі дослідження десорбції водню, яка температурно-програмується, при цьому частинки водню, виділені при температурі 200°С або нижчій, асоціювали з дифузійним воднем. Частинки водню, виділені при температурі вищій 200°С, включають частинки з високими значеннями енергії активації, пов'язаними із захопленням водню, і частинки безповоротно захопленого водню, які навряд чи дифундують при кімнатній температурі. Тому такі розглянуті частинки водню впливають на водневу крихкість меншою мірою. Зважаючи на ці обставини, вплив складових елементів і результату розширення труби на центр захоплення водню були розглянуті більш докладно на основі наступних процедур. Чотири типи сталей, хімічний склад яких показаний у Таблиці 1, були виплавлені. Використовуючи ці сталі, за допомогою гарячого кування були виготовлені заготовки - 80мм у діаметрі і 300мм у довжину. З цих брусків зовнішнім точінням і прошиванням були виготовлені безшовні сталеві труби із зовнішнім діаметром 75мм, з товщиною стінки 10мм і з довжиною 300мм. Значення межі текучості [YS(MПa)] і значення твердості за шкалою Роквела (HRC) цих сталевих труб показані у Таблиці 2. Додатково, кожна з кількостей розчинного N була взята як значення, виведене із загальної кількості N у сталі, яку визначили хімічним аналізом, віднімаючи кількість N, доданого до складу нітридів Ті, Nb, Al, V, В, і одержане екстракцією осадів. Після термічної обробки цих сталевих тр уб була введена вставка для розширення, і таким чином було проведене радіальне розширення труб. Коефіцієнт розширення змінювався залежно від розміру вставки; були прийняті два коефіцієнти радіального розширення: 10% і 20%. Зразки з 4-ма точками для випробування на згин, які мали форму і розміри, показані на Фіг.1, були відібрані від сталевих труб до розширення і після розширення. Контрольні зразки встановлювалися на згинальний пристрій 1, показаний на Фіг.2, і завдяки цьому опір SSC досліджували зануренням контрольних зразків у розчин А, вказаний у NACE ТМ-0177. (тестовий розчин, приготовлений насиченням при 1атм H2S водного розчину з 5мас.% NaCl+0,5мас.% оцтової кислоти) протягом 720 годин. У цьому випадку встановлювалося напруження під навантаженням 85% від стандартного мінімуму межі текучості 552МПа (що відповідає 80ksi). З іншого боку, зразки з 4-ма точками для випробування на згин зі сталей марок А і D після вищеописаного випробування на визначення величини опору SSC були піддані дослідженню з визначення водню, оклюдованого у сталі, за допомогою вищеописаного дослідження десорбції водню, яка температурнопрограмується. У цьому аналізі встановлений режим зростання температури 10°С/хв. Результати дослідження опору SSC показані у Таблиці 3; результати дослідження, які базуються на дослідженні десорбції водню, яка температурно-програмується, показані на Фіг.3 і 4. Таблиця 3 Розчинний Марка N (ррm) А В С D 4 0 21 45 Результати в ипробування на згин у 4 точках Коефіцієнт радіального розширення (%) 0% 10% 20% О О О О О О О О x О x x Примітка: «О» означає без наявності SSC, а «х» означає наяв ність SSC Фіг.3 показує графік залежності швидкості виділення водню (ppm/сек.) від температури (°С) для марки сталі D, яка має високий вміст розчинного азоту - 45ррm. Як видно з Фіг.3, зі збільшенням коефіцієнта розширення зростає також і перший максимум, у діапазоні від 100 до 150°С. Це вказує на те, що кількість дифузійного водню, який вивільняється при температурі 200°С або нижчій, зростає зі збільшенням коефіцієнта розширення. Фіг.4 - графік залежності швидкості виділення водню (ppm/сек.) від температури (°С) для марки сталі А, яка має низький вміст розчинного N - 4ррm, досягнутий зв'язуванням N у вигляді TiN шляхом додання Ті. У випадку, якщо у сталі А, підданої розширенню, зростає другий максимум, знайдений у діапазоні від 200 до 400°С, перший максимум у діапазоні нижчому 200°С показує неістотну відмінність від першого максимуму до розширення. Звичайно, коли піддають розширенню трубу, твердість підвищується завдяки деформаційному зміцненню. Чим вища твердість, тим більше утворюється дислокацій, і на таких дислокаційних ділянках концентрація дифузійного водню стає вищою. Однак, як може бути видно на Фіг.3 і 4, рівень енергії активації дифузійного водню, оклюдованого у сталі, після розширення при експлуатації значно змінюється залежно від вмісту розчиненого N, і частка дифузійного водню, який виділяється при температурі 200°С або нижчій, знижується у сталі при зниженні вмісту розчиненого азоту. Це означає, що у сталі з низьким вмістом розчиненого азоту схильність до водневої крихкості, тобто зростання вразливості SSC знижене. Зважаючи на ці результати, дія розчиненого азоту на центр захоплення водню була також досліджена більш детально на сталевих труба х, зроблених з марок сталей В і С. Було виявлено, що у сталя х марок В і С з низьким вмістом розчиненого N картина аналогічна випадку, показаному на Фіг.4; навіть коли труба піддана розширенню, перший максимум змінюється трохи, а другий максимум з'являється знову у діапазоні від 200 до 400°С. У сталях з низьким вмістом розчиненого азоту, висота другого максимуму зростає зі збільшенням коефіцієнта розширення. Однак, другий максимум пов'язаний з максимумом водню, який вивільняється, при високому значенні енергії активації, тобто водень, який розглядається, впливає незначним чином на водневу крихкість. У сталях А і С з низьким вмістом розчиненого азоту, навіть після розширення, тільки другий максимум, який розглядається, стає вищим, але частка дифузійного водню, пов'язаного з першим максимумом, нижча, ніж у сталі D. Коли кількість дифузійного водню, який виділяється, при першому максимумі велика, опір SSC знижений. Однак, сталі з низьким вмістом дифузійного водню мають чудовий опір SSC навіть при більшому значенні частки водню, який вивільняється, при другому максимумі. Підводячи підсумки, потрібно зазначити, що ефективне зниження вмісту розчиненого азоту для забезпечення чудового опору SSC у сталевих тр убах після розширення. У випадку, якщо розширення не застосовується, перший максимум у сталі з великим вмістом розчиненого азоту майже той же, що у сталі з низьким вмістом розчиненого азоту. А кількості оклюдованого дифузійного водню у ци х сталей майже ідентичні одна одній. Фіг.5 показує графічн у залежність між кількістю дифузійного водню (ррm), виділеного зі сталі у температурному інтервалі вищому 200°С, і твердістю сталі марки D за шкалою Роквела (HRC). На цій Фіг. видно, що при розширенні твердість підвищується завдяки деформаційному зміцненню. Звичайно, чим вища твердість, тим більше дислокацій і тому збільшується кількість захопленого дифузійного водню. До даного моменту вважалося, що твердість і концентрація дифузійного водню, оклюдованого сталлю, пов'язані одна з одною пропорційним чином. Однак, як можна побачити на Фіг.5, залежно від вмісту розчиненого азоту у сталі, рівень концентрації дифузійного водню відносно твердості змінюється при зміні розширення, і зниження вмісту розчиненого азоту веде до зниження концентрації дифузійного водню, якщо дивитися при фіксованій твердості. Іншими словами, можна спостерігати збільшення схильності до водневої крихкості, при цьому схильність до SSC знижена у тому випадку, якщо вміст розчиненого азоту незначний. Фактично, потрібно відмітити відносно формування SSC, що показано у Таблиці 3, у випадку застосування розширення SSC спостерігався лише у сталі D, яка має вміст розчиненого азоту ви щий 40ррm, а сталі А і С з низьким вмістом розчиненого азоту виявили чудовий опір SSC навіть у випадку розширення, особливо, сталі марок А і В, які мають вміст розчиненого азоту 4ррm і 0ррm відповідно, показали чудовий опір SSC навіть після розширення з коефіцієнтом розширення 20%. Виходячи з вищеописаних спостережень, у даному винаході встановлено, що вміст розчиненого азоту у сталі 40ррm. У даному випадку для забезпечення вмісту розчиненого азоту у сталі 40ррm або меншого загальний вміст азоту у сталі може бути знижений, або азот може бути зв'язаний точним доданням елементів, таких як Ті, Nb, V, В і Аl; однак, немає докладного опису обмежень, накладених на метод зменшення вмісту розчиненого азоту у сталі. Для зв'язування достатньої кількості розчиненого азоту у сталі у вигляді нітридів необхідно встановити співвідношення між вмістом загального азоту і вмістом розчиненого азоту, щоб зробити вміст розчиненого азоту рівним або нижчим, ніж запланований вміст; утворення нітридів такими елементами як Ті, Nb, V, В і Al досягається доданням необхідних елементів у кількостях, які визначаються стехіометрично, для формування нітридів. Однак кількості елементів, які вводяться, можуть бути недостатніми, і отже, важливо визначити кількість елементів, які додаються, як наведено у нижчеподаному описі. Іншими словами, вміст розчиненого азоту у сталі не тільки визначається параметрами виплавки, але і змінюється залежно від параметрів виробництва на наступних стадіях, наприклад, умов під час виробництва труби, у тому числі умов нагрівання заготовки, температури при закінченні виробництва труби, температури і періоду часу нагрівання і охолодження з метою зміцнення, і температури і періоду часу нагрівання і охолодження при відпуску. Отже, важливо визначити кількість елементів, які додаються, таких як Ті, Nb, V, В і Аl, які утворюють нітриди згідно з вищезазначеним описом. З метою успішного здійснення реакцій при високих температурах, коли нітриди утворюються особливо швидко, відповідний час витримки при високій температурі потрібно вибирати як можна більший, і реакції будуть продовжуватися до такої міри, яка буде відповідати кількості доданих елементів, які утворюють нітриди. Крім того, типи нітридів, які утворюються у різних температурних діапазонах, відрізняються один від одного, і, отже, можливо оптимізувати температуру і час нагрівання згідно з вищезазначеним описом типів нітридів, які утворюються такими елементами як Ті і Nb. Наприклад, у сталевий зразок додають необхідну кількість Ті як елемента, який утворює нітрид, де N зв'язаний з Ті, проводять нагрівання заготовки під час виробництва сталевої труби при 1250°С або вище протягом 20 хвилин або більше. Крім того, у зразку, де N зв'язаний доданням Аl або Nb, під час зміцнення, проведеного після виробництва труб, бажано забезпечити тривалість витримки при 900°С або вище протягом 15 хвилин або більше. Крім того, товщина стінки сталевої тр уби впливає на утворення нітридів. Наприклад, товста стінка має повільну швидкість охолодження, і, отже, можна передбачити, що утворення нітридів продовжується протягом інтервалу часу між часом взяття з нагрівальної печі під час зміцнення і часом початку водяного охолодження. Отже, тривалість витримки може бути скорочена вищезазначеним інтервалом часу. Однак тонка стінка має високу швидкість охолодження, так що керування часовими параметрами у печі стає надзвичайно важливим. 2. Інші складові крім розчиненого азоту С 0,05-0,45% Вуглець (С) - необхідний елемент, який забезпечує міцність і достатню прогартовуваність сталі. З метою одержання цих ефектів вміст вуглецю повинен складати принаймні 0,05%. З іншого боку, якщо вміст вуглецю перевищує 0,45%, то збільшується схильність до утворення гартівної тріщини під час зміцнення. У зв'язку з цим, вміст вуглецю складає від 0,05 до 0,45%. Переважна нижня межа 0,1%, а переважна верхня межа 0,35%. Кремній 0,1-1,5% Кремній (Si) - елемент, який діє як розкиснювач, а також підвищує опір знеміцненню при відпуску і таким чином підвищує міцність. Однак, при вмісті кремнію меншому ніж 0,1% ці ефекти не можуть бути повністю досягнуті. З іншого боку, при вмісті кремнію, який перевищує 1,5%, здатність сталі піддаватися обробці у гарячому стані помітно знижується. Виходячи з цього, вміст кремнію складає від 0,1 до 1,5%. Переважна нижня межа 0,2%, а переважна верхня межа 1,0%. Марганець 0,1-3,0% Марганець (Μn) - елемент, який ефективно підвищує здатність сталі загартовуватися і пацає сталевій трубі міцності. При вмісті марганцю меншому ніж 0,1% ці ефекти не можуть бути повністю досягнуті. З іншого боку, при вмісті марганцю, який перевищує 3,0%, збільшується сегрегація марганцю Μn і пластичність знижується. Виходячи з цього, вміст марганцю вибирають від 0,1-3,0%. Переважна нижня межа 0,3%, а переважна верхня межа 1,5%. Фосфор 0,03% або менше Фосфор (Р) міститься у сталі як домішка. Якщо його вміст перевищує 0,03%, то фосфор розподіляється по міжзеренних межах і знижує пластичність. Так що вміст фосфору вибирається 0,03% або меншим. Переважний вміст фосфору 0,015% або менший. Крім того, переважно зробити вміст фосфору по можливості меншим. Сірка 0,01% або менше Сірка (S) міститься у сталі як домішка, аналогічно вищеописаному фосфору; сульфідні включения з Mn, Ca і подібними елементами знижують пластичність. Якщо вміст сірки перевищує 0,01, зниження пластичності стає помітним. Виходячи з цього, вміст сірки вибирають 0,01% або меншим. Переважний вміст сірки 0,005% або менший. Крім того, також переважно зробити вміст сірки по можливості меншим. Розчинний алюміній 0,05% або менше Алюміній (Аl) - додатковий розкиснювач. Якщо вміст алюмінію перевищує 0,05% у переведенні па частку розчинного алюмінію, відбувається зниження пластичності. Крім того, розкиснювальний ефект інтенсивний. Виходячи з цього, вміст алюмінію вибирають 0,05% або меншим у переведенні на частку розчинного алюмінію. Переважний вміст 0,03% або менший. З метою одержання тільки розкиснювального ефекту нижня межа може бути на рівні домішки. Однак, алюміній виявляє себе як нітридотвірний, утворюючи ΑlΝ і зв'язуючи азот. Цей ефект може бути досягнутий при вмісті розчинного алюмінію 0,001% або більшому, так що рекомендований вміст розчинного алюмінію 0,001% або більший для досягнення бажаного ефекту. Розширювана при закладанні сталева труба для нафтової свердловини, згідно з даним винаходом, виконана зі сталі, яка має вищеописаний хімічний склад і залишок залізо, a також неминучі домішки, за винятком Ρ і S. Інша розширювана при закладанні сталева труба для нафтової свердловини, згідно з даним винаходом, виконана зі сталі, яка містить крім вищеописаних компонентів, а саме замість частини Fe, принаймні один компонент, вибраний з хоча б однієї груші нижчезазначених гр уп від А до С. Група А... Ванадій(V): 0,005-0,2%, Титан (Ті): 0,005-0,1%, Ніобій (Nb): 0,005-0,1% і Бор (В): 0,0005-0,005%; Група В... Хром (Сr): 0,1-1,5%, Молібден (Мо): 0,1-1,0%, Нікель (Ni): 0,05-1,5% і Мідь (Сu): 0,05-0,5%; і Група С... Кальцій (Са): 0,001-0,005%. Нижче буде зроблений опис цих компонентів. V, Ti, Nb,В: Будь-який з цих елементів може утворювати нітриди і тим самим зв'язувати азот у сталі. Іншими словами, ці елементи знижують вміст розчиненого азоту. Виходячи з цього, коли ефект цих елементів необхідний, може бути доданий один або декілька цих елементів. Бажаний ефект може бути одержаний при вмісті 0,005% або більшoму для V, Ті і Nb, і 0,0005% або більшому для В. Однак, коли частка V перевищує 0 ,2%, частка Ті і Nb перевищує 0,1%, або частка В перевищує 0,005%, відбувається зниження пластичності сталі. Виходячи з цього, рекомендовані вмієш цих елементів наступні: 0,005-0,2% для V, 0,005-0,1% для Ті і Nb, і 0,0005-0,005% для В. У даному випадку, V, утворюючи VC під час відпуску, збільшує тим самим опір знеміцненню і підвищує міцність стали. Ті і Nb утворюють карбонітриди при високих температуpax і тим самим запобігають формуванню великого зерна. Cr, Mo, Ni, Cu: Будь-який з цих елементів ефективно підвищує здатність загартовуватися і тим самим підвищує міцність. Коли ефект цих елементів необхідний, може бути доданий один або декілька цих елементів. Бажаний ефект може бути одержаний при вмісті 0,1% аби більшому для Сr і Мо, і 0,05% або більшому для Ni і Сu. Однак коли вміст Сr або Ni перевищує 1,5%, вміст Мо перевищує 1,0% або вміст Сu перевищує 0,5%. відбувається зниження пластичності і корозійної стійкості. Виходячи з цього, рекомендовані вмісти цих елементів наступні: 0,1-1,5% для Сr, 0,1-1,0% для Мо, 0,05-1.5% для Ni і 0,05-0,5% для Сu. Кальцій (Са): Кальцій - елемент, який сприяє контролюванню форм сульфідів, підвищує міцність і т.д. Виходячи з цього, кальцій може бути доданий, коли необхідний його ефект. Бажаний ефект може бути одержаний при вмісті 0,001% або більшому. Однак, коли вміст перевищує 0,005%, виникає побічний ефект, який включає в себе утворення великої кількості включень, які зумовлюють виникнення штангової корозії. Виходячи з цього, рекомендований вміст Са від 0,001-0,005%. 22 сталі, які мають хімічний склад, вказаний у Таблиці 4, виплавили і піддали випробуванню, яке базується на наступних операціях. Сталевий брусок з кожного типу сталі був витриманий при 1250°С протягом 30 хвилин, а потім підданий гарячому куванню з відносним зменшенням площі поперечного перерізу 30%, щоб одержати заготовку діаметром 80мм і довжиною 300мм. Безшовна сталева труба із зовнішнім діаметром 75мм, з товщиною 10мм і довжиною 300мм була виготовлена із заготовки зовнішнім точінням і прошиванням. Безшовну сталеву трубу витримали при 1050°С протягом 10 хвилин, а потім піддали загартуванню у воді. Потім трубу піддали відпуску при 650°С протягом 30 хвилин. Таким чином були одержані розширювані сталеві труби, які мають різні вмісти розчиненого азоту. Одержані розширювані сталеві труби були піддані радіальному розширенню при кімнатній температурі штовханням вставки для розширення від одного кінця труби до іншого. Застосували два види розширення, які відрізняються розміром вставки, в яких коефіцієнти радіального розширення були 10% і 20% відповідно. Зі сталевих тр уб із застосуванням двох типів розширення і сталевих труб до розширення були відібрані зразки з 4-ма точками для випробування на згин, які мають форму і розміри, вказані на Фіг.1. Зразки встановили на згинальний пристрій 1, показаний на Фіг.2, а потім піддали випробуванню на розтріскування під дією напружень у сульфідовмісному середовищі (SSC). Випробування на розтріскування під дією напружень у суль фідовмісному середовищі було проведене зануренням зразків у розчин А, вказаний у NACE ТМ-0177 (тестовий розчин, приготовлений насиченням при 1атм H2S водного розчину з 5мас.% NaCl+0,5мас.% оцтової кислоти) протягом 720 годин. Зразки, у яких утворення SSC не знайдене, були розділені як відмінні символом "О", а зразки, у яких було знайдене утворення SSC, були розділені як незадовільні символом "х". У цьому випадку було встановлене напруження: під навантаженням у 85% від стандартної мінімальної межі міцності 552МПа (що відповідає 80ksi). Одержані результати наведені у Таблиці 5. У Таблиці 5 наведені значення межі міцності YS (МПа), одержані випробуванням на межу міцності при кімнатній температурі 12В зразків, вказаних у JIS Z2241, відібраних у сталеви х труб до розширення. Таблиця 5 Як можна побачити у Таблиці 5, сталеві труби, виконані зі сталей номера з 1 по 18, чудові в опорі SSC після розширення. Особливо сталеві труби, виконані зі сталей з номерами 2-4, 7-12 і 15-18 з дуже низькою часткою розчиненого азоту, на рівень 20ррm або менший, а значить, забезпечується збереження чудового опору SSC навіть після застосування розширення з коефіцієнтом радіального розширення 20%. З іншого боку, сталеві тр уби, виконані зі сталей з номерами 19-22, повністю незадовільні у відношенні до опору SSC після розширення. Більш конкретно, сталева труба, виконана зі сталі номер 19, має короткий час розігрівання при куванні, недостатній для зв'язування азоту (Ν) титаном (Ті), і частка розчиненого азоту перевищує 40ррm, так що ця сталева труба незадовільна в опорі SSC після розширення. Сталева труба зі сталі номер 20 не містить елементів, які утворюють нітриди, так що ця тр уба має високу частку розчиненого азоту 59ррm і низький опір SSC. Сталева труба зі сталі номер 21 має високі вмісти хрому і молібдену, внаслідок чого утворюються великі карбіди і ця труба має низький опір SSC. Сталева труба зі сталі номер 22, в якій частка Са перевищує норму, має велику кількість включень; з'являється SSC, який виникає внаслідок пітингової корозії, і ця труба має низький опір SSC. Розширювана при закладанні сталева труба для нафтової свердловини згідно з даним винаходом чудова в опорі SSC після розширення і вельми корисна при застосуванні методу розширення при закладанні, в якому труба розширюється після введення у свердловину. Фіг.1 - схема форми і розмірів зразка з 4-ма точками для випробування на згин. Фіг.2 - схема згинального пристрою, який приводить в дію встановлений на нього зразок з 4-ма точками для випробування на згин. Фіг.3 - графік залежності між температурою сталі з високою часткою розчиненого азоту і швидкістю виділення водню. Фіг.4 - графік залежності між температурою сталі з низькою часткою розчиненого азоту і швидкістю виділення водню. Фіг.5 - графік залежності між часткою дифузійного водню у сталі і міцністю. Пояснення позначень: 1: Згинальний пристрій
ДивитисяДодаткова інформація
Назва патенту англійськоюExtended at laying steel pipe for oil-well (variants)
Автори англійськоюArai Yuji
Назва патенту російськоюРасширяемая при закладке стальная труба для нефтяной скважины (варианты)
Автори російськоюАраи Юдзи
МПК / Мітки
МПК: C22C 38/00, E21B 7/28
Мітки: нафтової, варіанти, сталева, труба, розширювана, закладанні, свердловини
Код посилання
<a href="https://ua.patents.su/8-79213-rozshiryuvana-pri-zakladanni-staleva-truba-dlya-naftovo-sverdlovini-varianti.html" target="_blank" rel="follow" title="База патентів України">Розширювана при закладанні сталева труба для нафтової свердловини (варіанти)</a>
Спосіб видобутку нафти з нафтової свердловини

Номер патенту: 39075
Опубліковано: 15.04.2002
Автори: Малев Валерій Іванович, Немчин Олександр Федорович, Литвин Володимир Михайлович, Ковалко Михайло Петрович, Чернишов Віктор Григорович, Бакай Ігор Михайлович, Бугай Юрій Миколайович, Фреюк Тарас Михайлович, Гончарук Володимир Якович, Яценко Олег Володимирович, Рибчич Ілля Йосипович
МПК: E21B 43/00
Мітки: нафтової, спосіб, видобутку, свердловини, нафти
Формула / Реферат:
Спосіб видобутку нафти з нафтової свердловини, що включає буріння свердловини, занурення в неї насосно-компресорного трубного комплексу і вивільнення нафти, який відрізняється тим, що вивільнення нафти здійснюють циклічно під контролем її тиску, і в міру падіння продуктивності свердловини насосно-компресорні труби періодично перекривають до моменту, коли тиск нафти досягає величини, що перевищує на 25-35% вихідний тиск.
Спосіб експлуатації малодебітної нафтової насосної свердловини з високим газовим фактором
Номер патенту: 37762
Опубліковано: 15.05.2001
Автори: Бугай Юрій Миколайович, Фролагін Володимир Олександрович, Казанцев Віктор Михайлович, Балакіров Юрій Айрапетович, Фролагін Олег Володимирович
МПК: E21B 43/00
Мітки: свердловини, фактором, спосіб, газовим, насосної, малодебітної, високим, нафтової, експлуатації
Текст:
...у рідині, що транспортується від глибинного насоса до гирла свердловини, додатково формують принаймні одну поздовжню пружну хвилю шляхом створення на гирлі свердловини гідравлічного удару, який виникає за рахунок використання енергії газорідинного потоку, що розширюється після попереднього стискання, при короткочасному перекриванні викидної лінії на гирлі свердловини, причому перекриття викидної лінії для створення гідравлічного удару...
Спосіб видобутку нафти з нафтової свердловини
Номер патенту: 34724
Опубліковано: 15.08.2002
Автори: Бакай Ігор Михайлович, Литвин Володимир Михайлович, Рибчич Ілля Йосипович, Фреюк Тарас Михайлович, Бугай Юрій Миколайович, Яценко Олег Володимирович, Гончарук Володимир Якович, Чернишов Віктор Григорович, Немчин Олександр Федорович, Ковалко Михайло Петрович, Малев Валерій Іванович
МПК: E21B 43/00
Мітки: видобутку, нафти, спосіб, нафтової, свердловини
Формула / Реферат:
Спосіб видобутку нафти з нафтової свердловини, що включає буріння свердловини, занурення в неї насосно-компресорного трубного комплексу і вивільнення нафти, який відрізняється тим, що звільнення нафти здійснюють циклічно під контролем її тиску, і в міру падіння продуктивності свердловини насосно-компресорні труби періодично перекривають до моменту, коли тиск нафти досягає величини, що перевищує на 25-35% вихідну.
Спосіб глушіння нафтової свердловини

Номер патенту: 55574
Опубліковано: 15.04.2003
Автори: Петриняк Володимир Андрійович, Пилипець Іван Андрійович, Гнип Михайло Петрович, Касянчук Сергій Васильович, Рудий Мирослав Іванович, Михайлюк Василь Дмитрович
МПК: E21B 43/20, E21B 43/22
Мітки: спосіб, глушіння, нафтової, свердловини
Формула / Реферат:
Спосіб глушіння нафтових свердловин, що включає закачування пластової води, який відрізняється тим, що як пластову воду закачують воду, відібрану із свердловини після її обробки міцелярним розчином на основі сульфонатів, причому відбір пластової води здійснюють до величини міжфазного натягу, що дорівнює 50 - 80% від величини міжфазного натягу на межі нафта - пластова вода даного покладу.
Спосіб дослідження нафтової свердловини
Номер патенту: 38597
Опубліковано: 15.05.2001
Автори: Остапенко Євгеній Борисович, Боднарчук Роман Миколайович, Сушинський Володимир Зіновійович, Бучковський Станіслав Степанович
МПК: E21B 49/00
Мітки: дослідження, нафтової, спосіб, свердловини
Формула / Реферат:
(21) 2000074575(54) (57)Дата прийняттярішення11.01.2001 р.Спосіб дослідження нафтової свердловини, що включає реєстрацію темпу відновлення тиску в свердловині, закритій після відбору продукції протягом деякого часу, який відрізняється тим, що після стабілізації тиску в закритій свердловині її відкривають, випускають...
Попередній патент: Спосіб фракціонування кислих гудронів
Наступний патент: Фурмений пристрій для введення газових середовищ під рівень рідкого металу
Випадковий патент: Двох'ярусне сховище для промислових і побутових відходів