Фурмений пристрій для введення газових середовищ під рівень рідкого металу
Номер патенту: 79214
Опубліковано: 25.05.2007
Автори: Шумахер Евальд А., Шумахер Едгард Е., Францкі Рената, Хлопонін Віктор Ніколаєвіч


Формула / Реферат
1. Фурмений пристрій для введення газових середовищ під рівень рідкого металу, який містить гніздовий блок з вогнестійкого металу, у який вбудована гільза, складовою частиною якої є співвісні металеві труби, які мають на стороні, що призначена для вводу у рідинний метал, як мінімум один центральний робочий канал і принаймні один кільцевий робочий канал, ці робочі канали окремо з'єднані з підводами для подачі газових середовищ у метал, який відрізняється тим, що співвісні металеві труби за довжиною складаються з двох різних за діаметром взаємозв'язаних частин, перша з яких має менший діаметр і розрахована на вказану подачу газових середовищ у рідинний метал, а друга має більший діаметр і з'єднана з підводами для подачі окремо газових середовищ у робочі канали першої частини, при цьому друга частина має на одну металеву трубу більше, виконана тільки з кільцевими робочими каналами і внутрішня труба цієї частини закрита з обох торців і заповнена вогнестійким матеріалом, а зазори кільцевих робочих каналів цієї частини фурми є капілярами, здатними попередити прорив рідкого металу.
2. Фурмений пристрій за п. 1, який відрізняється тим, що кільцеві робочі канали другої частини співвісних металевих труб на ділянках переходу у робочі канали першої частини окреслені прямими конічними поверхнями з плавним сполученням у кінцевих місцях переходу, при цьому принаймні на ділянці цього переходу кінцева частина внутрішньої труби переходить у конічний стержень, розташований співвісно у центральному робочому каналі першої частини.
3. Фурмений пристрій за п. 1, який відрізняється тим, що кільцеві канали другої частини співвісних металевих труб на ділянках переходу у робочі канали першої частини мають сферичну поверхню з плавним сполученням у кінцевих місцях переходу, при цьому принаймні на ділянці цього переходу кінцева частина внутрішньої труби переходить у конічний стержень, розташований співвісно у центральному робочому каналі першої частини.
4. Фурмений пристрій за п. 1, який відрізняється тим, що кільцеві робочі канали у другій частині гільзи каліброві шляхом розміщення між трубами калібрової пружини, вихідний діаметр якої менше зовнішнього діаметра труби, на якому розміщена ця пружина.
5. Фурмений пристрій за п. 1, який відрізняється тим, що внутрішня труба другої частини співвісних металевих труб по зовнішньому діаметру виконана з калібровими ребрами, у тому числі на ділянках переходу другої частини співвісних труб у першу частину.
6. Фурмений пристрій за п. 1, який відрізняється тим, що труби у другій частині гільзи мають круговий зварний шов.
Текст
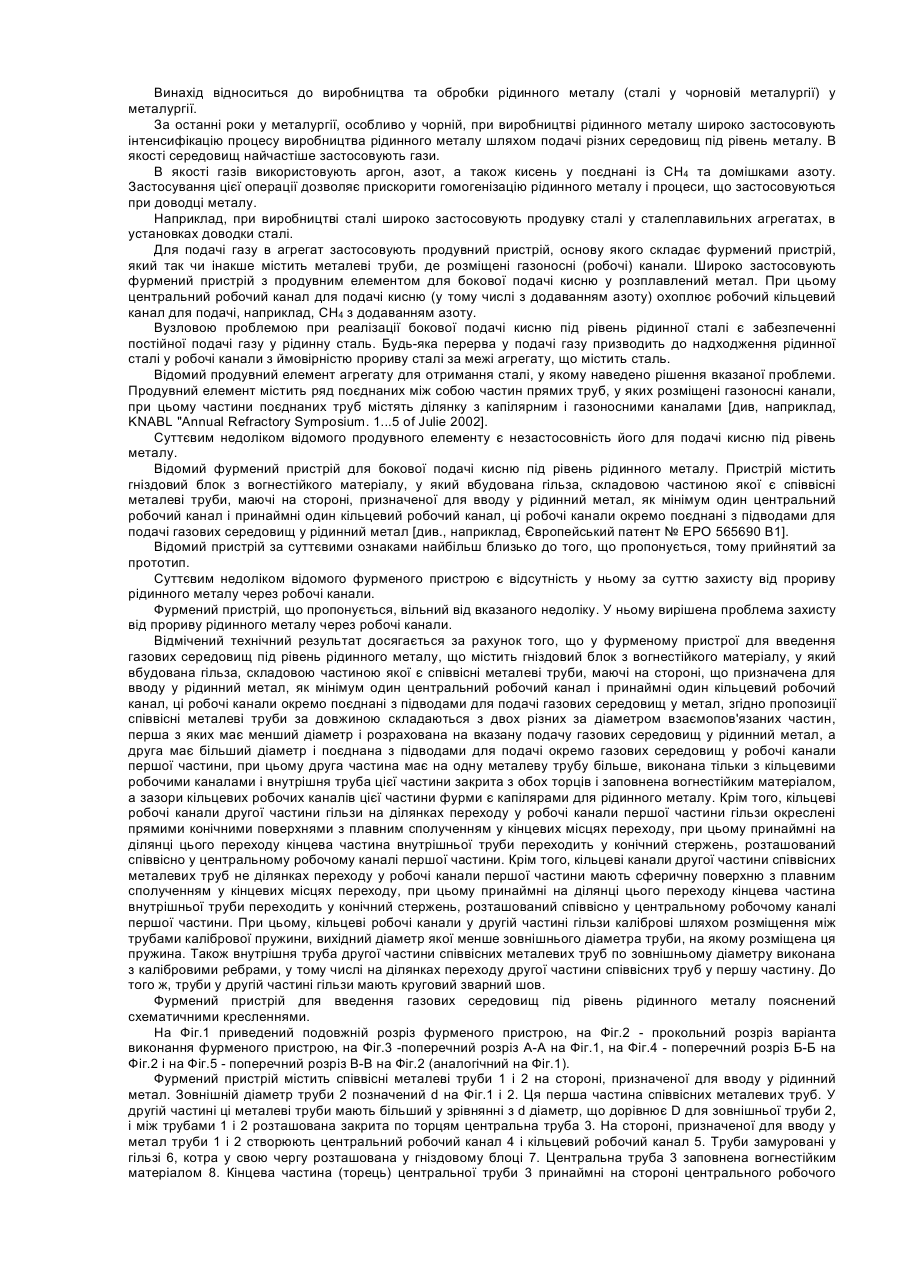
Винахід відноситься до виробництва та обробки рідинного металу (сталі у чорновій металургії) у металургії. За останні роки у металургії, особливо у чорній, при виробництві рідинного металу широко застосовують інтенсифікацію процесу виробництва рідинного металу шляхом подачі різних середовищ під рівень металу. В якості середовищ найчастіше застосовують гази. В якості газів використовують аргон, азот, а також кисень у поєднані із СН4 та домішками азоту. Застосування цієї операції дозволяє прискорити гомогенізацію рідинного металу і процеси, що застосовуються при доводці металу. Наприклад, при виробництві сталі широко застосовують продувку сталі у сталеплавильних агрегатах, в установках доводки сталі. Для подачі газу в агрегат застосовують продувний пристрій, основу якого складає фурмений пристрій, який так чи інакше містить металеві труби, де розміщені газоносні (робочі) канали. Широко застосовують фурмений пристрій з продувним елементом для бокової подачі кисню у розплавлений метал. При цьому центральний робочий канал для подачі кисню (у тому числі з додаванням азоту) охоплює робочий кільцевий канал для подачі, наприклад, СН4 з додаванням азоту. Вузловою проблемою при реалізації бокової подачі кисню під рівень рідинної сталі є забезпеченні постійної подачі газу у рідинну сталь. Будь-яка перерва у подачі газу призводить до надходження рідинної сталі у робочі канали з ймовірністю прориву сталі за межі агрегату, що містить сталь. Відомий продувний елемент агрегату для отримання сталі, у якому наведено рішення вказаної проблеми. Продувний елемент містить ряд поєднаних між собою частин прямих труб, у яких розміщені газоносні канали, при цьому частини поєднаних труб містять ділянку з капілярним і газоносними каналами [див, наприклад, KNABL "Annual Refractory Symposium. 1...5 of Julie 2002]. Суттєвим недоліком відомого продувного елементу є незастосовність його для подачі кисню під рівень металу. Відомий фурмений пристрій для бокової подачі кисню під рівень рідинного металу. Пристрій містить гніздовий блок з вогнестійкого матеріалу, у який вбудована гільза, складовою частиною якої є співвісні металеві труби, маючі на стороні, призначеної для вводу у рідинний метал, як мінімум один центральний робочий канал і принаймні один кільцевий робочий канал, ці робочі канали окремо поєднані з підводами для подачі газових середовищ у рідинний метал [див., наприклад, Європейський патент № ЕРО 565690 В1]. Відомий пристрій за суттєвими ознаками найбільш близько до того, що пропонується, тому прийнятий за прототип. Суттєвим недоліком відомого фурменого пристрою є відсутність у ньому за суттю захисту від прориву рідинного металу через робочі канали. Фурмений пристрій, що пропонується, вільний від вказаного недоліку. У ньому вирішена проблема захисту від прориву рідинного металу через робочі канали. Відмічений технічний результат досягається за рахунок того, що у фурменому пристрої для введення газових середовищ під рівень рідинного металу, що містить гніздовий блок з вогнестійкого матеріалу, у який вбудована гільза, складовою частиною якої є співвісні металеві труби, маючі на стороні, що призначена для вводу у рідинний метал, як мінімум один центральний робочий канал і принаймні один кільцевий робочий канал, ці робочі канали окремо поєднані з підводами для подачі газових середовищ у метал, згідно пропозиції співвісні металеві труби за довжиною складаються з двох різних за діаметром взаємопов'язаних частин, перша з яких має менший діаметр і розрахована на вказану подачу газових середовищ у рідинний метал, а друга має більший діаметр і поєднана з підводами для подачі окремо газових середовищ у робочі канали першої частини, при цьому друга частина має на одну металеву трубу більше, виконана тільки з кільцевими робочими каналами і внутрішня труба цієї частини закрита з обох торців і заповнена вогнестійким матеріалом, а зазори кільцевих робочих каналів цієї частини фурми є капілярами для рідинного металу. Крім того, кільцеві робочі канали другої частини гільзи на ділянках переходу у робочі канали першої частини гільзи окреслені прямими конічними поверхнями з плавним сполученням у кінцевих місцях переходу, при цьому принаймні на ділянці цього переходу кінцева частина внутрішньої труби переходить у конічний стержень, розташований співвісно у центральному робочому каналі першої частини. Крім того, кільцеві канали другої частини співвісних металевих труб не ділянках переходу у робочі канали першої частини мають сферичну поверхню з плавним сполученням у кінцевих місцях переходу, при цьому принаймні на ділянці цього переходу кінцева частина внутрішньої труби переходить у конічний стержень, розташований співвісно у центральному робочому каналі першої частини. При цьому, кільцеві робочі канали у другій частині гільзи каліброві шляхом розміщення між трубами калібрової пружини, вихідний діаметр якої менше зовнішнього діаметра труби, на якому розміщена ця пружина. Також внутрішня труба другої частини співвісних металевих труб по зовнішньому діаметру виконана з калібровими ребрами, у тому числі на ділянках переходу другої частини співвісних труб у першу частину. До того ж, труби у другій частині гільзи мають круговий зварний шов. Фурмений пристрій для введення газових середовищ під рівень рідинного металу пояснений схематичними кресленнями. На Фіг.1 приведений подовжній розріз фурменого пристрою, на Фіг.2 - прокольний розріз варіанта виконання фурменого пристрою, на Фіг.3 -поперечний розріз А-А на Фіг.1, на Фіг.4 - поперечний розріз Б-Б на Фіг.2 і на Фіг.5 - поперечний розріз В-В на Фіг.2 (аналогічний на Фіг.1). Фурмений пристрій містить співвісні металеві труби 1 і 2 на стороні, призначеної для вводу у рідинний метал. Зовнішній діаметр труби 2 позначений d на Фіг.1 і 2. Ця перша частина співвісних металевих труб. У другій частині ці металеві труби мають більший у зрівнянні з d діаметр, що дорівнює D для зовнішньої труби 2, і між трубами 1 і 2 розташована закрита по торцям центральна труба 3. На стороні, призначеної для вводу у метал труби 1 і 2 створюють центральний робочий канал 4 і кільцевий робочий канал 5. Труби замуровані у гільзі 6, котра у свою чергу розташована у гніздовому блоці 7. Центральна труба 3 заповнена вогнестійким матеріалом 8. Кінцева частина (торець) центральної труби 3 принаймні на стороні центрального робочого каналу 4 переходить у конічний стержень 9, котрий входить у канал 4, розташовуючись у ньому співвісно з цим каналом (Фіг.1 і 2). Центральна труба 3 може з обох сторін мати торці у формі конічного стержня 9 (Фіг.2). У другій частині співвісних металевих труб з більшим діаметром D між трубами є кільцеві робочі канали 10 і 11, пов'язані відповідно 10 з 5 і 11 з 4 робочими каналами. Робочі кільцеві канали 10 і 11 окремо містять підвід відповідного газу: у канал 10 по трубі 12 і у канал 11 по трубі 13 (підвід показаний на Фіг.1 і 2 стрілками). Робочі канали 4, 5, 10 і 11 калібровані і для кільцевих каналів 5, 10 і 11 застосовують або ребра 14 різної конфігурації, або каліброву пружину 15. При цьому як ребра 14, так і пружина 15 своєю дією охоплюють також ділянки переходу 16 (Фіг.1) і 17 (Фіг.2) від другої частини співвісних металевих труб до їх першої частини. Стосовно пружини 15 це положення забезпечують застосуванням пружини, внутрішній діаметр яких трохи менше зовнішнього діаметру відповідної труби. Застосовують також комбінацію: каліброві ребра 14 у кільцевому зазорі 10 і каліброві пружини 15 у кільцевому зазорі 11, і навпаки. Перехід між цими двома частинами співвісних металевих трую може бути виконана по конічній поверхні 16 (Фіг.1) або по сферичній поверхні 17 (Фіг.2). При будь-якому виконанні цей перехід виконаний з плавним сполученням у кінцевих місцях переходу. Поперечний переріз кільцевих каналів 10 і 11 дорівнює або трохи більше поперечного перерізу каналів, з якими вони окремо пов'язані, тобто канал 10 з каналом 5 і канал 11 з каналом 4. Але в будь-якому випадку розмір кільцевих зазорів каналів 10 і 11 є капілярами для рідинного металу, під рівень якого розрахована подача відповідних газових середовищ. При цьому під капілярами розуміється вузький зазор, що виключає проходження через цей зазор рідинного металу. Стосовно рідинної сталі у агрегатах плавки і доводки металу капілярами є зазори у 1,5...2 мм і менше. У відповідності із умовами зборки металеві труби у другій частині пристрою мають кругові зварні шви 18. Фурмений пристрій для введення газових середовищ під рівень рідинного металу працює таким чином. Гніздовий блок 7 з гільзою 6 і сталевими трубами 1, 2 і 3 у вигляді, поданому на Фіг.1 або 2, встановлюють у кладку агрегату, в якому здійснюють виробництво або обробку рідинного металу. Для інтенсифікації процесу виробництва (плавки або доводки метала) у рідинний метал у газоподібному стані подають кисень. При цьому подачу кисню здійснюють під рівень металу (наприклад, у агрегаті плавки сталі: електродугової або мартенівських печах). Кисень у газоподібному стані подають по трубі 13. У ряді випадків у кисень додають певну кількість азоту. Кисень по кільцевому робочому каналу 11 поступає у центральний канал 4 та з нього у рідинний метал. Завдяки наявності калібрових ребер 14 кисень рівномірно поступає у канал 4. У випадку застосування калібрової пружини 15 потік кисню закручується і у такому стані кисень поступає у рідинний метал, чим покращується ефект взаємодії метала і кисню. Газ СН4, у тому числі з додаванням азоту, подають по трубі 12, з якої він по робочому кільцевому каналу 10 поступає у кільцевий канал 5 і з нього у рідинний метал, охоплюючи потік рідинного кисню, що поступив у метал по центральному каналу 4, тим самим виключається прискорене згоряння гільзи 6, гніздового блоку 7 і кладки печі. Наявність плавних переходів 16(або 17), а також конічного стержня 9, який входить у центральний робочий канал 4, виключає явлення зриву струму газу, що подається. Підбором співвідношень поперечних перетинів калібрового каналу 11 і центрального каналу 4 забезпечують прискорення руху кисню у сторону металу. Перепад тисків забезпечує притискання труби 3 до труби 1 через ребра 14 або пружину 15. Аналогічно забезпечують притискання труби 1 до труби 2. В обох випадках відмічене притискання має місце на ділянках 16 (17). У випадку порушення подачі кисню (або по будь-яким іншим причинам) рідинний метал (сталь) починає поступати у центральний канал 4. Виконання кільцевих робочих каналів 10 і 11 калібровими з зазорами, які є капілярами для рідинного металу (1,5...2,0 мм для рідинної сталі), зупиняє подальше проходження рідинного металу. При цьому ефект попередження прориву металу підсилюється розплавленням вогнестійкого матеріалу 8. Таким чином, у фурменому пристрої для введення газових середовищ під рівень рідинного металу, що пропонується, виключений прорив металу на ділянці роботи фурменого пристрою.
ДивитисяДодаткова інформація
Назва патенту англійськоюTuyere device for introduction of gaseous mediums under liquid metal level
Автори англійськоюKhloponin Viktor Nikolaevich, Frantski Renata
Назва патенту російськоюФурменное устройство для введения газовых сред под уровень жидкого металла
Автори російськоюХлопонин Виктор Николаевич, Францки Рената
МПК / Мітки
МПК: B22D 1/00, C21C 5/48, C21C 7/072
Мітки: металу, рідкого, фурмений, газових, рівень, середовищ, пристрій, введення
Код посилання
<a href="https://ua.patents.su/3-79214-furmenijj-pristrijj-dlya-vvedennya-gazovikh-seredovishh-pid-riven-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Фурмений пристрій для введення газових середовищ під рівень рідкого металу</a>
Фурмений пристрій для введення середовищ у розплав та спосіб його експлуатації
Номер патенту: 32416
Опубліковано: 15.12.2000
Автори: Шмельцер Вальтер, Веллс Вілльям, Райдель Георг
МПК: C21C 5/48
Мітки: спосіб, середовищ, експлуатації, розплав, фурмений, введення, пристрій
Текст:
...зазор герметизирован с помощью цементного слоя. Таким образом, при сдвигаемой в осевом направлении гильзе достигается длительная герметизация между поверхностями скольжения даже для жидкотекучих расплавов, как, например, расплав свинца при температуре около КХГС. Так как сопло с фурмой в зависимости от области применения подвержено воздействию температур от 1000 до 200СГС, существенным является то, что термически может быть нагружен не...
Електромагнітний пристрій для розливання рідкого металу

Номер патенту: 70065
Опубліковано: 15.09.2004
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: металу, розливання, електромагнітний, рідкого, пристрій
Формула / Реферат:
1. Електромагнітний пристрій для розливання рідкого металу, що містить тигель для рідкого металу, вертикально розташований вогнетривкий блок із плавильним каналом U-подібної форми, робочу зону каналу, індуктор, електромагніт, зливальний металопровід, систему електроживлення, який відрізняється тим, що щонайменше в одній з бокових ділянок вогнетривкого блоку виконано два додаткових вертикально розташованих канали, кожний з яких одним кінцем...
Пристрій для безперервного вимірювання температури рідкого металу
Номер патенту: 36754
Опубліковано: 16.04.2001
Автори: Матвеєв Юрій Володимирович, Казаков Олексій Олексійович
МПК: C21C 5/04, C21C 5/42, G01K 7/12, G01K 7/02, C21C 5/30, G01K 7/06
Мітки: температури, металу, безперервного, вимірювання, пристрій, рідкого
Текст:
...газів. Суть винаходу пояснюється кресленням, на якому зображено конструкцію пристрою, поздовжній розріз (див. фігур у). Пристрій складається з зовнішнього мулітокорундового чохла 1, в який вставлений внутрішній корундовий чохол 2, порожнину між чохлами заповнено корундовим порошком 3, а в верхній частині - вогнетривким цементом 4. На верхній частині мулітокорундового чохла 1 закріплено за допомогою вогнетривкого клею 5 керамічну втулк у 6, в...
Підігрівник газових та рідинних середовищ
Номер патенту: 10904
Опубліковано: 15.12.2005
Автори: Ярошенко Микола Валентинович, Ємельянов Олексій Робертович
Мітки: підігрівник, рідинних, середовищ, газових
Формула / Реферат:
1. Підігрівник газових та рідинних середовищ, що містить корпус із жорстко зв'язаним всередині теплогенератором, що має жарову трубу та димогарний трубний пучок, і теплообмінником, який відрізняється тим, що жарова труба теплогенератора має ромбоподібний переріз із розташуванням одного з гострих кутів у напрямку димогарного трубного пучка, теплогенератор зв'язаний з корпусом через фланець із лабіринтовим ущільненням, теплообмінник має дві...
Підігрівник газових та рідинних середовищ
Номер патенту: 5259
Опубліковано: 15.02.2005
Автори: Ємельянов Олексій Робертович, Ярошенко Микола Валентинович
Мітки: середовищ, рідинних, газових, підігрівник
Формула / Реферат:
1. Підігрівник газових та рідинних середовищ, що містить корпус, що жорстко зв'язаний всередині теплогенератором, який має жарову грубу та димогарний трубний пучок, і теплообмінником, який відрізняється тим, що димогарний трубний пучок теплогенератора додатково має два плоских екрани, жарова труба теплогенератора має краплеподібний переріз із розташуванням вістря краплі у напрямку димогарного трубного пучка, а теплогенератор з'єднаний з...
Попередній патент: Розширювана при закладанні сталева труба для нафтової свердловини (варіанти)
Наступний патент: Спосіб переробки органічних відходів у моторне паливо
Випадковий патент: Спосіб виробництва настоянки "червона легка" ("red light")