Спосіб виготовлення резервуара або аналогічного засобу для зберігання зрідженого природного газу і резервуар для зберігання зрідженого природного газу, виготовлений цим способом
Формула / Реферат
1. Спосіб виготовлення резервуара для зберігання кріогенних рідин, таких, як зріджений газоподібний етилен (ЗГЕ) або зріджений природний газ (ЗПГ), або відповідна речовина, причому базова форма резервуара відповідає прямокутній призмі, а резервуар виготовляють з алюмінію або аналогічного матеріалу, який відрізняється тим, що резервуар виготовляють щонайменше в основному із заздалегідь виготовлених елементів конструкції невеликої кількості різних типів, при цьому плоскі елементи (2), призначені для використання як елементи обшивки, виготовляють шляхом механічного пресування видавлюванням профільних елементів (1), що включають плоску частину (1а) і частину (1b), що надає жорсткості і проходить, по суті, перпендикулярно плоскій частині (1а) і має вільний дистальний кінець відносно плоскої частини (1а), і зварюють плоскі елементи (1) один з одним їх плоскими частинами (1а) за допомогою зварювання тертям, а виготовлені таким чином плоскі елементи (2) обладнують подовжніми і/або поперечними ребрами (4) жорсткості, виготовленими за допомогою механічного пресування видавлюванням профільних елементів (3), які зварюють один з одним за допомогою зварювання тертям, з'єднують плоскі елементи (2), що мають ребра (4) жорсткості, один з одним і/або з окремо виготовленими крайовими елементами (5) і/або кутовими елементами (6) з одержанням незалежних об'ємних секцій (7), які мають щонайменше чотири сторони, причому ребра (4) жорсткості займають лише частину внутрішнього простору об'ємних секцій (7) між їх протилежними сторонами.
2. Спосіб за п. 1, який відрізняється тим, що для формування резервуара необхідних розмірів вибирають одну або більше об'ємних секцій (7), при цьому об'ємні секції розміщують одна за одною і з'єднують їх одна з одною.
3. Спосіб за п. 1 або 2, який відрізняється тим, що заздалегідь виготовлені елементи конструкції піддають точній механічній обробці до попередньо заданого розміру, і кінці плоских елементів і профілів скошують для здійснення правильної і точної розмітки кромок під зварювання, найбільш переважно - шляхом механічної обробки фасонною фрезою.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що пресовані видавлюванням профільні елементи (1) плоских елементів (2) виконують симетричними відносно нормальної площини плоскої частини (1а), при цьому частину (1b), що надає жорсткості, виконують однотавровою або двотавровою у поперечному перерізі.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що розміри профільного елемента (1) у площині поперечного перерізу змінюють відповідно до проектованого місця плоского елемента (2) у готовому резервуарі.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що крайові і кутові елементи (5) і (6) виготовляють з прокатної товстолистової сталі, зігнутої з наданням форми і розмірів необхідного радіуса.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що при з'єднанні об'ємних секцій (7) одна з одною між цими секціями встановлюють фальшперегородку (8), виготовлену з пресованого видавлюванням профілю за допомогою зварювання тертям, причому фальшперегородка (8) містить декілька отворів (10), що з'єднують сусідні об'ємні секції (7).
8. Спосіб за п. 7, який відрізняється тим, що плоский елемент (2), який використовується у конструкції обшивки і фальшперегородках (8) об'ємної секції (7), виконують таким чином, що він звичайно має розміри приблизно 16х16 метрів.
9. Алюмінієвий резервуар або аналогічний засіб, придатний для зберігання ЗПГ або аналогічної речовини, що підлягає зберіганню при дуже низьких температурах, причому базова форма резервуара відповідає прямокутній призмі, який відрізняється тим, що резервуар виготовлений щонайменше в основному із заздалегідь виготовлених елементів конструкції невеликої кількості різних типів, при цьому елементи включають плоскі елементи (2), що використовуються як панелі обшивки резервуара, при цьому плоскі елементи (2) виготовлені шляхом механічного пресування видавлюванням алюмінієвих профільних елементів (1), що включають плоску частину (1а) і частину (1b), що надає жорсткості і проходить, по суті, перпендикулярно плоскій частині (1а), причому профільні елементи (1) зварені один з одним їх плоскими частинами (1а) за допомогою зварювання тертям для одержання плоских елементів (2), причому плоскі елементи (2) обладнані подовжніми і/або поперечними ребрами (4) жорсткості, виготовленими з механічно пресованих видавлюванням алюмінієвих профільних елементів (3) або аналогічних засобів, які зварені один з одним за допомогою зварювання тертям, при цьому плоскі елементи (2), що мають ребра (4) жорсткості, з'єднані один з одним і/або з окремо виготовленими крайовими елементами (5) і/або кутовими елементами (6) для одержання самопідтримувальних об'ємних секцій (7), які мають щонайменше чотири сторони, причому ребра (4) жорсткості займають лише частину внутрішнього простору об'ємних секцій (7) між їх протилежними сторонами.
10. Резервуар за п. 9, який відрізняється тим, що одна або більше об'ємних секцій (7) розміщені одна за одною і з'єднані одна з одною для формування резервуара необхідних розмірів.
11. Резервуар за п. 9 або 10, який відрізняється тим, що виготовлений з декількох заздалегідь виготовлених самопідтримувальних об'ємних секцій (7), розміщених одна за одною, причому об'ємні секції відділені одна від одної фальшперегородкою (8).
12. Резервуар за будь-яким з пп. 9-11, який відрізняється тим, що обладнаний засобом, наприклад трубною башточкою (9), для заповнення і випорожнення резервуара.
13. Резервуар за будь-яким з пп. 9-11, який відрізняється тим, що пресовані видавлюванням профільні елементи (1) плоских елементів (2) виконані симетричними у поперечному перерізі відносно нормальної площини плоскої частини (1а), при цьому частина (1b), що надає жорсткості, виконана однотавровою або двотавровою у поперечному перерізі.
Текст
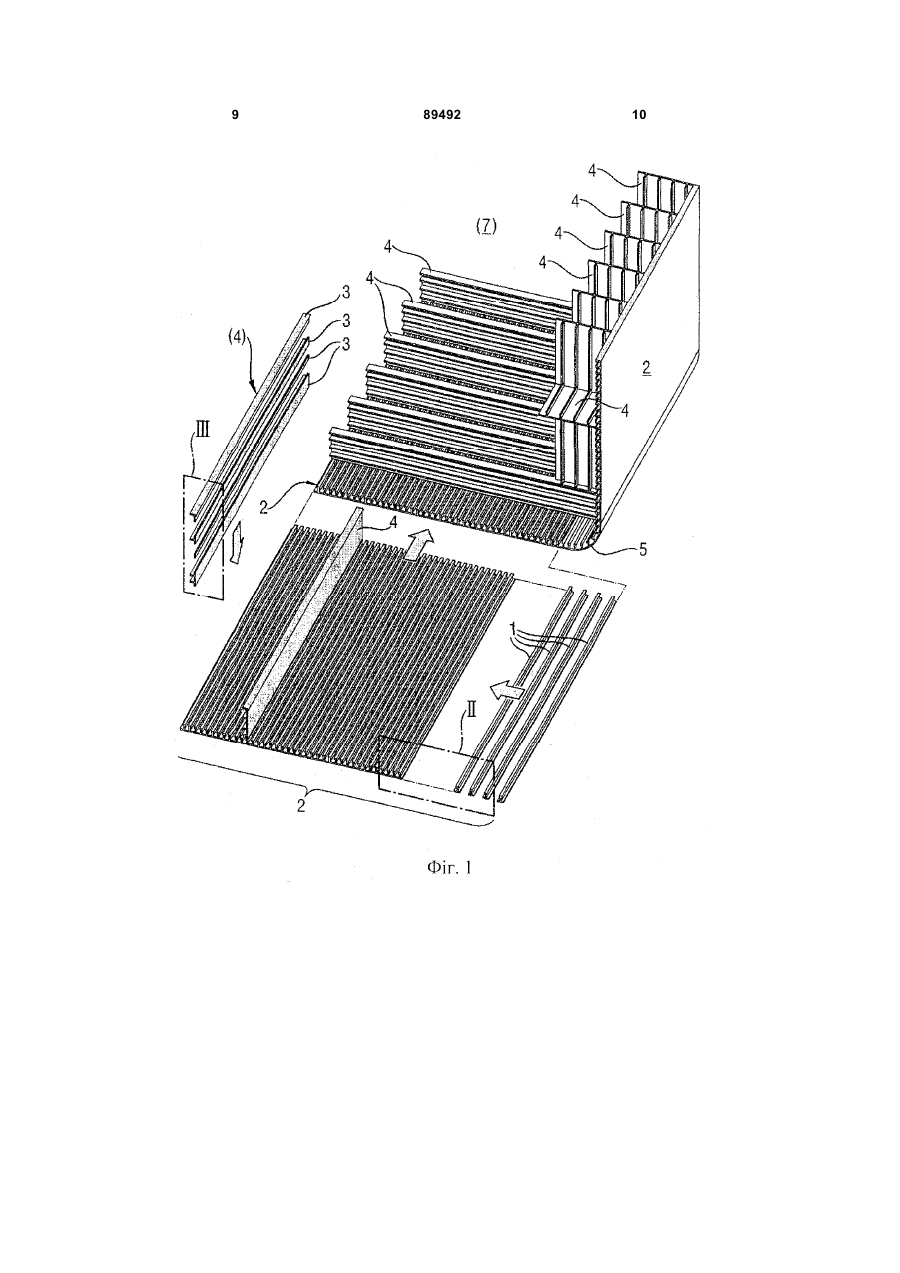
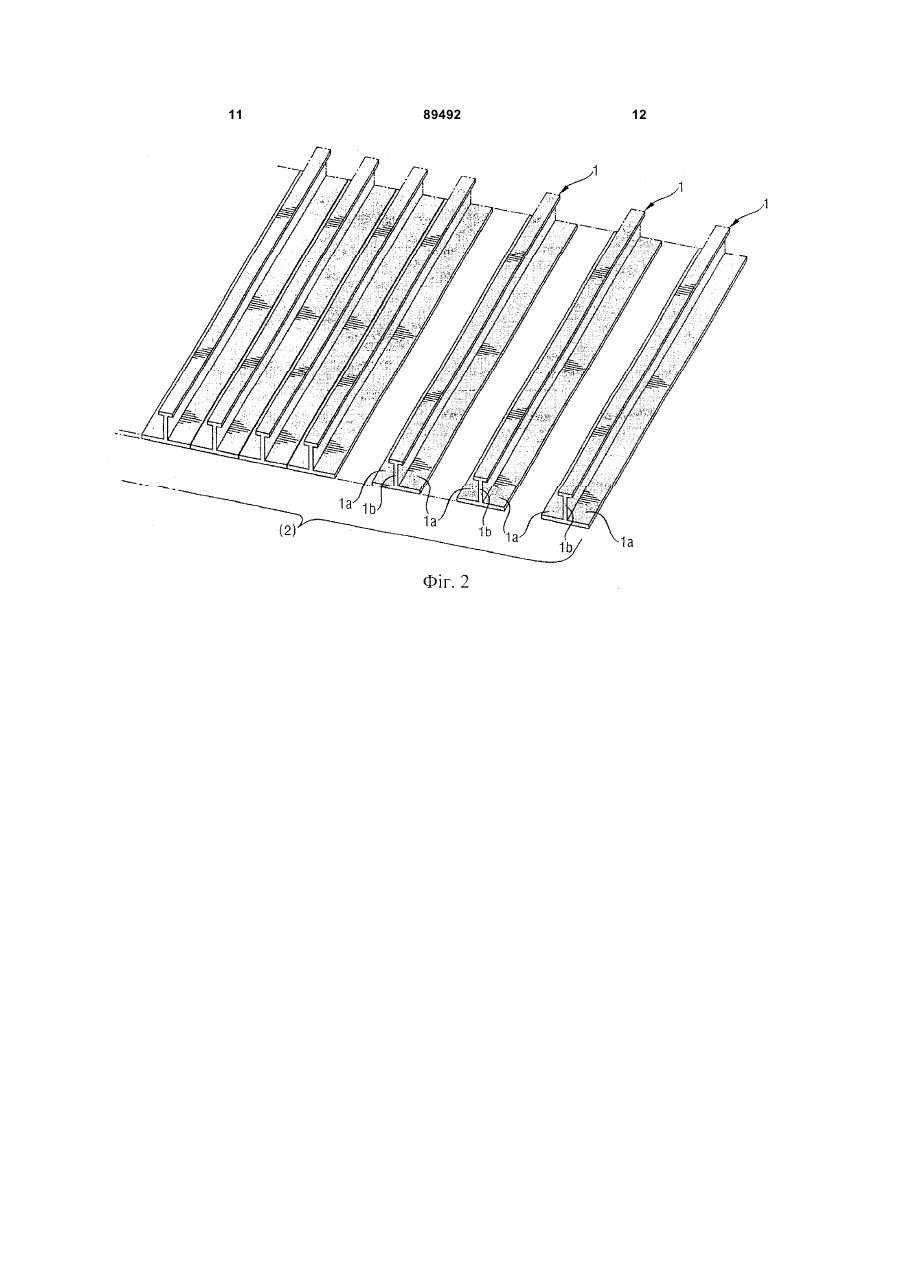
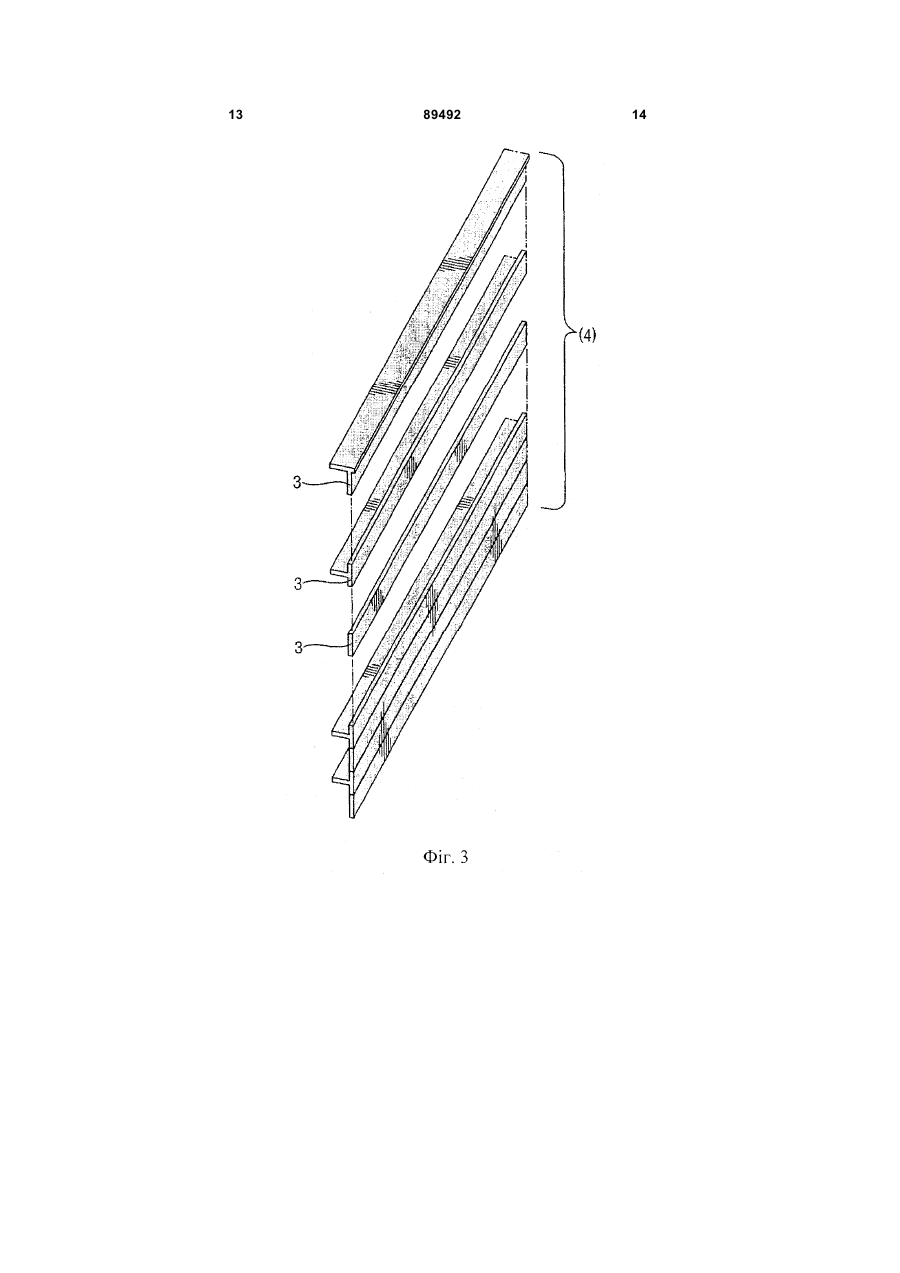
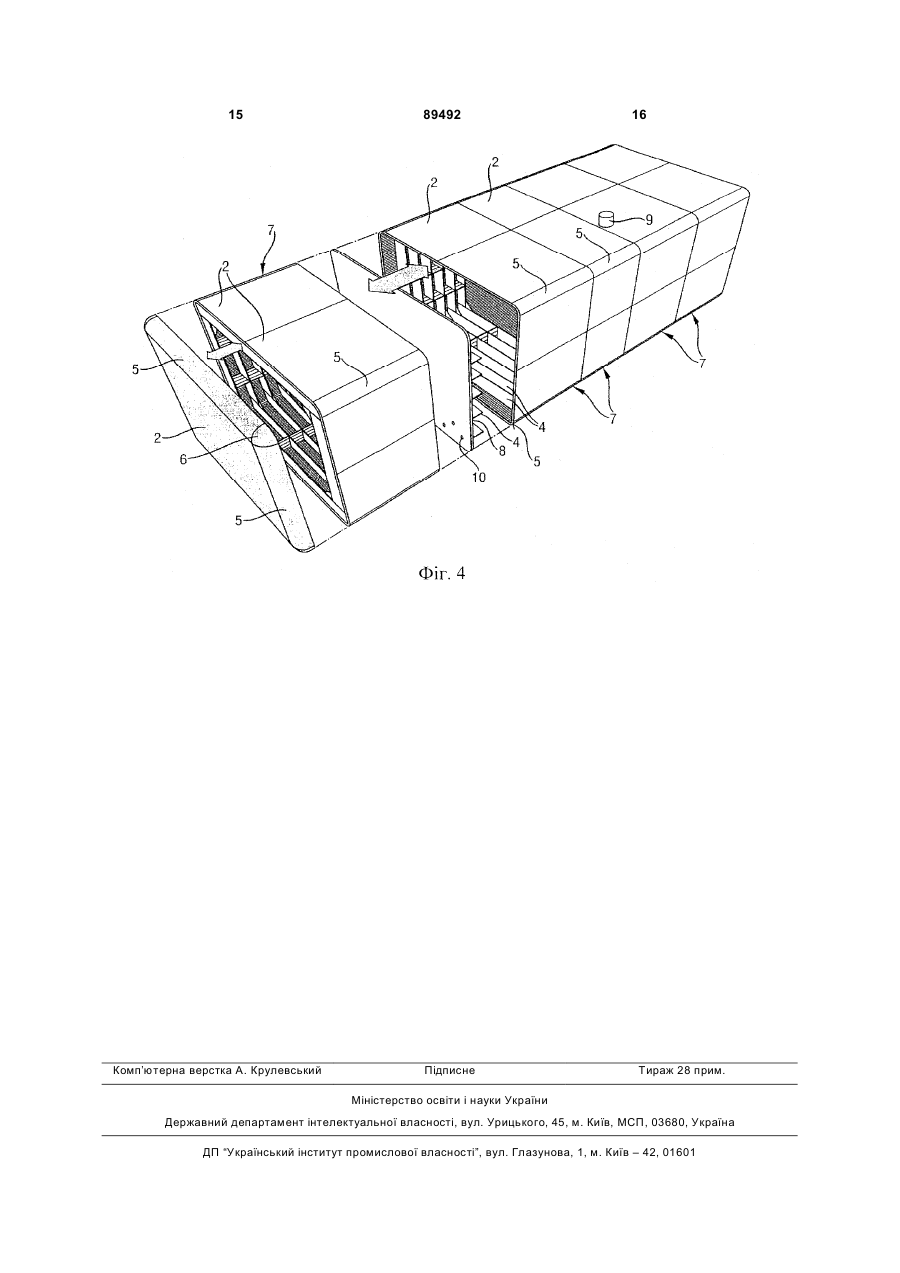
1. Спосіб виготовлення резервуара для зберігання кріогенних рідин, таких, як зріджений газоподібний етилен (ЗГЕ) або зріджений природний газ (ЗПГ), або відповідна речовина, причому базова форма резервуара відповідає прямокутній призмі, а резервуар виготовляють з алюмінію або аналогічного матеріалу, який відрізняється тим, що резервуар виготовляють щонайменше в основному із заздалегідь виготовлених елементів конструкції невеликої кількості різних типів, при цьому плоскі елементи (2), призначені для використання як елементи обшивки, виготовляють шляхом механічного пресування видавлюванням профільних елементів (1), що включають плоску частину (1а) і частину (1b), що надає жорсткості і проходить, по суті, перпендикулярно плоскій частині (1а) і має вільний дистальний кінець відносно плоскої частини (1а), і зварюють плоскі елементи (1) один з одним їх плоскими частинами (1а) за допомогою зварювання тертям, а виготовлені таким чином плоскі елементи (2) обладнують подовжніми і/або поперечними ребрами (4) жорсткості, виготовленими за допомогою механічного пресування видавлюванням профільних елементів (3), які зварюють один з одним за допомогою зварювання тертям, з'єднують плоскі елементи (2), що мають ребра (4) жорсткості, один з одним і/або з окремо виготовленими крайовими елементами (5) і/або кутовими елементами (6) з одержанням незалеж 2 (19) 1 3 89492 4 секції (7), виконують таким чином, що він звичайно має розміри приблизно 16х16 метрів. 9. Алюмінієвий резервуар або аналогічний засіб, придатний для зберігання ЗПГ або аналогічної речовини, що підлягає зберіганню при дуже низьких температурах, причому базова форма резервуара відповідає прямокутній призмі, який відрізняється тим, що резервуар виготовлений щонайменше в основному із заздалегідь виготовлених елементів конструкції невеликої кількості різних типів, при цьому елементи включають плоскі елементи (2), що використовуються як панелі обшивки резервуара, при цьому плоскі елементи (2) виготовлені шляхом механічного пресування видавлюванням алюмінієвих профільних елементів (1), що включають плоску частину (1а) і частину (1b), що надає жорсткості і проходить, по суті, перпендикулярно плоскій частині (1а), причому профільні елементи (1) зварені один з одним їх плоскими частинами (1а) за допомогою зварювання тертям для одержання плоских елементів (2), причому плоскі елементи (2) обладнані подовжніми і/або поперечними ребрами (4) жорсткості, виготовленими з механічно пресованих видавлюванням алюмінієвих профільних елементів (3) або аналогічних засобів, які зварені один з одним за допомогою зварювання тертям, при цьому плоскі елементи (2), що мають ребра (4) жорсткості, з'єднані один з одним і/або з окремо виготовленими крайо вими елементами (5) і/або кутовими елементами (6) для одержання самопідтримувальних об'ємних секцій (7), які мають щонайменше чотири сторони, причому ребра (4) жорсткості займають лише частину внутрішнього простору об'ємних секцій (7) між їх протилежними сторонами. 10. Резервуар за п. 9, який відрізняється тим, що одна або більше об'ємних секцій (7) розміщені одна за одною і з'єднані одна з одною для формування резервуара необхідних розмірів. 11. Резервуар за п. 9 або 10, який відрізняється тим, що виготовлений з декількох заздалегідь виготовлених самопідтримувальних об'ємних секцій (7), розміщених одна за одною, причому об'ємні секції відділені одна від одної фальшперегородкою (8). 12. Резервуар за будь-яким з пп. 9-11, який відрізняється тим, що обладнаний засобом, наприклад трубною башточкою (9), для заповнення і випорожнення резервуара. 13. Резервуар за будь-яким з пп. 9-11, який відрізняється тим, що пресовані видавлюванням профільні елементи (1) плоских елементів (2) виконані симетричними у поперечному перерізі відносно нормальної площини плоскої частини (1а), при цьому частина (1b), що надає жорсткості, виконана однотавровою або двотавровою у поперечному перерізі. Даний винахід відноситься до способу виготовлення резервуара для зберігання зрідженого природного газу (ЗПГ) відповідно до обмежувальної частини пункту 1 формули винаходу і до резервуара для зберігання ЗПГ, виготовленого згаданим способом, відповідно до обмежувальної частини пункту 9 формули винаходу. Для зберігання і транспортування зрідженого природного газу за допомогою суден, звичайно застосовують мембранні резервуари, що підтримуються конструкцією корпусу судна, або самопідтримувальні сферичні або призматичні резервуари, виготовлені з алюмінію, нержавіючої сталі або 9%-ної нікелевої сталі. У терміналі для прийому ЗПГ, як матеріалу для звичайних типів і різних розмірів циліндричних самопідтримувальних резервуарів або мембранних резервуарів, як правило використовується 9%-на нікелева сталь або нержавіюча сталь. Самопідтримувальні резервуари з нікелевої сталі важкі, внаслідок чого існує тенденція до оптимізації конструкцій шляхом використання більш тонких конструкцій, при цьому виникає проблема зварювання, зокрема - усадки при зварюванні. На практиці, у призматичному резервуарі необхідно використовувати внутрішні несучі конструкції, що ускладнює конструкцію і обумовлює додаткові витрати. Застосовно до відомих рішень потрібно зазначити, що значна частина роботи проводиться на місці на монтажному майданчику, що ускладнює виготовлення, збільшуючи як термін закінчення робіт, так і витрати на виготовлення. У зв'язку з досить низькими температурами кріогенних зріджених газів - як правило, така температура для етилену (зрідженого газоподібного етилену (ЗГЕ)) становить -103°С, а для природного газу становить -163°C, вимоги, що висуваються до точності витримування розмірів і якості стиків є основоположними при виготовленні резервуара. Виготовлення резервуара складається з ряду етапів різання, збирання і зварювання різних деталей. Кожний етап різання і збирання має свою власну конкретну точність, обумовлену технологічним процесом на цьому етапі. Виявлено, що накопичення погрішностей форми починається вже у відхиленнях форми, обумовлених матеріалами. Відхилення розмірів виникають і накопичуються на кожному технологічному етапі. Точність процесу різання можна до деякої міри підвищити за допомогою ретельного і регулярного технічного обслуговування обладнання і оперативного контролю зміни його якості. Під час зварювання, підведення тепла, що забезпечується дуговим зварюванням, викликає усадку, що приводить до значних погрішностей точності розмірів і фазових перетворень при використанні сучасних способів виготовлення, зокрема, в алюмінієвих конструкціях, теплопровідність яких велика. Відхилення рівнів, що утворюються на попередніх технологічних етапах, усувають у процесі корекції фазових перетворень. Ця корекція у сталевих конструкціях базується на викликанні усадки і здійснюється за допомогою нагрівання. Властивості матеріалів, що застосовуються для задоволення потреб застосувань, таких, як резервуари 5 для ЗПГ, можуть погіршуватися при термообробці, внаслідок чого теплова корекція виявляється або повністю неприйнятною, або може бути застосована тільки у ретельно визначених умовах. Локальна усадка, що викликається, дає ефект усадки на всьому етапі збирання і викликає некеровану втрату точності розмірів, а значить - і істотні витрати через погрішності. У порівнянні зі сталевими конструкціями, фазові перетворення в алюмінієвих конструкціях багаторазово збільшуються, внаслідок чого ускладнюється рихтування. Зрештою, виявлено, що підвищення точності розмірів є найбільш значущим і єдиним способом підвищення продуктивності і прибутковості. Задача винаходу полягає у тому, щоб розробити новий, вдосконалений спосіб виготовлення резервуара для зберігання зрідженого природного газу (ЗПГ) або іншої такої кріогенної речовини, що забезпечує можливу економію, пов'язану з витратами на усунення погрішностей, а також з точністю і простотою конструкцій, що забезпечує переважне збирання, значно скорочуючи сумарну тривалість часу виготовлення і промислового виробництва при менших витратах. Задача полягає у тому, щоб забезпечити спосіб виготовлення, придатний, зокрема, для великих резервуарів, об'єм яких може складати, наприклад, 100000м3 або більше. Задача винаходу досягається за допомогою ознак пункту 1 формули винаходу і варіантів, розкритих в інших пунктах формули винаходу. Відповідно до винаходу, резервуар виготовляють щонайменше в основному із заздалегідь виготовлених елементів конструкції невеликої кількості різних типів, при цьому виготовляють плоскі елементи, призначені для використання як панелі обшивки для резервуара, причому ці елементи виготовляють шляхом механічного пресування видавлюванням профільних елементів, що містять плоску частину і частину, що додає жорсткість, і зварюються один з одним їх плоскими частинами за допомогою зварювання тертям, при цьому виготовлені таким чином плоскі елементи обладнують подовжніми і/або поперечними ребрами жорсткості, виготовленими за допомогою механічного пресування видавлюванням профільних елементів, які зварюють один з одним за допомогою зварювання тертям, і при цьому з'єднують виготовлені таким чином плоскі елементи один з одним і/або з окремо виготовленими крайовими і/або кутовими елементами з одержанням самопідтримувальних об'ємних секцій, які мають щонайменше чотири сторони. При здійсненні способу відповідно до винаходу заздалегідь виготовлені базові деталі в якомога більшій мірі застосовують в описаному виготовленні за допомогою механічного пресування видавлюванням, внаслідок чого оптимізується розмірна точність деталей. Так, для з'єднання цих деталей у вузли більш значних розмірів можна використовувати зварювання тертям настільки інтенсивно, наскільки це можливо, внаслідок чого можна також ефективно мінімізувати підведення тепла і теплові розтяжні зусилля. Завдяки своїй модульності, резервуар типу, про який йде мова у винаході, відмінно підходить 89492 6 для процесу виготовлення, подібного до процесу, що проводиться у заводських умовах. Оскільки здійснюється поетапне збирання деталей у вузли більш значних розмірів, а потім - і в об'ємні секції необхідних розмірів, що встановлюються одна в іншу, їх можна виготовляти вже на заводі - у кращих, більш контрольованих умовах. Це зручно для зменшення витрат і зниження часу виробництва. За рахунок виготовлення секцій конструкцій з алюмінію або аналогічного матеріалу, можна зменшити масу конструкцій, що спрощує транспортування їх елементів і значно зменшує вартість готової секції. Відповідно до попередніх розрахунків розмірів, самопідтримувальний алюмінієвий резервуар аналогічного розміру приблизно на 30% легший, ніж відповідний резервуар, виготовлений з 9%-ної нікелевої сталі або нержавіючої сталі. Для формування резервуара необхідних розмірів вибирають одну або більше об'ємних секцій, розміщуючи ці секції одна за одною і з'єднуючи їх одна з одною. На практиці, заздалегідь виготовлені елементи конструкції піддають точній механічній обробці для корекції розмірів, а кінці плоских елементів і профілів скошують для здійснення правильної і точної розмітки кромок під зварювання, переважно - шляхом механічної обробки фасонною фрезою з метою досягнення якомога більшої розмірної точності. Пресовані видавлюванням профільні елементи плоских елементів переважно виконують симетричними відносно нормальної площини плоскої частини, а їх частину, що надає жорсткість, виконують однотавровою у поперечному перерізі. Таким чином, ці профільні елементи у переважному варіанті можна використовувати у будь-якому місці конструкції. Крім того, розміри профільного елемента змінюють в залежності від місця, де потрібно розмістити плоский елемент у готовому резервуарі. Окремі крайові і кутові елементи переважно виготовляють з прокатаної товстолистової сталі, зігнутої з наданням форми і розмірів необхідного радіуса. Переваги даного винаходу найбільш очевидні у конструкціях значних розмірів. Так, плоский елемент, що використовується у конструкції обшивки і фальшперегородках, виконують з розмірами приблизно 16x16 метрів, що зручно з точки зору механічної обробки і транспортування. Якщо об'ємні секції з'єднують одна з одною, щоб одержати резервуар, який має більший об'єм, то між цими секціями монтують фальшперегородку, виготовлену з пресованого видавлюванням профілю за допомогою зварювання тертям, причому ця перегородка містить декілька отворів, які з'єднують сусідні об'ємні секції. Винахід також відноситься до алюмінієвого резервуара або аналогічного засобу, придатного для зберігання ЗПГ або аналогічної речовини при дуже низьких температурах, як правило, близько 163°С, при цьому базова форма такого резервуара відповідає прямокутній призмі. Відповідно до винаходу, резервуар виготовляється щонайменше в основному із заздалегідь виготовлених елемен 7 тів конструкції порівняно невеликої кількості різних типів, причому ці елементи включають плоскі елементи, що використовуються як елементи обшивки резервуара, виготовлені шляхом механічного пресування видавлюванням алюмінієвих профільних елементів або аналогічних засобів, а профільні елементи включають плоску частину і частину, що надає жорсткість, і зварені плоскими частинами один з одним за допомогою зварювання тертям. Виготовлені таким чином плоскі елементи обладнуються подовжніми і/або поперечними ребрами жорсткості, виготовленими шляхом механічного пресування видавлюванням алюмінієвих профільних елементів або аналогічних засобів, що зварюються один з одним за допомогою зварювання тертям. Виготовлені такимчином плоскі елементи, що мають ребра жорсткості, з'єднуються один з одним і/або з окремо виготовленими крайовими і/або кутовими елементами з одержанням незалежних об'ємних секцій, які мають щонайменше чотири сторони. Для формування резервуара необхідних розмірів, одна або більше об'ємних секцій розміщуються одна за одною і з'єднуються одна з одною. Коли резервуар формується з декількох заздалегідь виготовлених незалежних об'ємних секцій, розміщених одна за одною, вони у найбільш переважному варіанті відділяються одна від одної фальшперегородкою. Резервуар також обладнується засобом, наприклад, трубною башточкою, для заповнення або випорожнення резервуара. Що стосується виготовлення резервуара, то пресовані видавлюванням профільні елементи плоских елементів переважно виконуються симетричними у поперечному перерізі відносно нормальної площини плоскої частини, а частина, що надає жорсткість, виконується однотавровою або двотавровою у поперечному перерізі. Нижче наводиться опис винаходу на прикладах і з посиланнями на додані креслення, при цьому: на фіг. 1 зображені виготовлення і збирання базових елементів резервуара для ЗПГ відповідно до винаходу; на фіг. 2 зображена у збільшеному масштабі ділянка II відповідно до фіг. 1; на фіг. 3 зображена у збільшеному масштабі ділянка III відповідно до фіг. 1; і на фіг. 4 зображене збирання резервуара для ЗПГ з декількох заздалегідь виготовлених об'ємних секцій з одержанням необхідного розміру. На кресленнях, позиція 1 означає профільні елементи, виготовлені шляхом механічного пресування видавлюванням з алюмінію або аналогічного матеріалу, що включають плоску частину 1a і частину 1b, що надає жорсткість. Позиція 2 означає плоский елемент, що використовується як панель обшивки резервуара на різних його сторонах і виготовлений шляхом зварювання тертям декількох профільних елементів 1 один з одним, як показано на фіг. 2. Позиція 4 означає ребра жорсткості, встановлені подовжньо або поперечно на плоский елемент, як показано на фіг. 1, причому ці ребра жор 89492 8 сткості також виготовлені шляхом фрикційного зварювання один з одним профільних елементів 3, виготовлених шляхом пресування видавлюванням, як показано на фіг. 3. Ці профільні елементи також можуть містити різні частини, що надають жорсткість. Ребра жорсткості можуть бути вертикальними, горизонтальними або подовжніми ребрами жорсткості, в залежності від місця монтажу панелей 2 обшивки, що мають ребра 4 жорсткості, у готовому резервуарі. Позиція 5 означає крайовий елемент, а позиція 6 означає кутовий елемент. На практиці, їх виготовляють з прокатної товстолистової сталі, зігнутої з наданням форми і розмірів необхідного радіуса. Як можна бачити на фіг. 1 і 4, спочатку збирають об'ємні секції 7 з базових елементів. Потім вибирають одну або більше об'ємних секцій 7 для формування резервуара необхідних розмірів, розміщуючи ці об'ємні секції одну за одною і з'єднуючи їх одна з одною. У випадку якщо резервуар містить декілька об'ємних секцій, між ними монтують фальшперегородку 8, виготовлену з пресованого видавлюванням профілю за допомогою зварювання тертям, причому ця перегородка містить декілька отворів 10, що з'єднують сусідні об'ємні секції. У переважному варіанті, фальшперегородка так само обладнана ребрами жорсткості. Об'ємну секцію 7, що має п'ять сторін, розміщують на будь-якому кінці резервуара, при цьому декілька плоских елементів 2 обладнують необхідними крайовими і кутовими елементами 5 і 6 для прийому об'ємної секції. Крім того щонайменше одну з об'ємних секцій 7 обладнують засобом, який, відомий, наприклад, трубною башточкою 9 або системою труб зі своїми власними вимірювальними пристроями і сходами, для заповнення і випорожнення резервуара. Як можна бачити на фіг. 2, пресовані видавлюванням профільні елементи 1 плоских елементів 2 виконані симетричними відносно нормальної площини плоскої частини 1а, крім того, їх частина 1b, що надає жорсткість, переважно є однотавровою у поперечному перерізі. В залежності від проектованого місця монтажу плоского елемента 2, що виготовляється, у готовому резервуарі, у переважному варіанті виявляється можливою зміна розмірів плоского елемента 1 у площині поперечного перерізу, оскільки вимоги до міцності різних деталей резервуара можуть піддаватися відповідним змінам. Очевидно, що резервуар відповідно до винаходу можна застосовувати для зберігання кріогенної рідини, зокрема, ЗПГ, незалежно від того, змонтований резервуар на відповідній нерухомій основі або на рухомій основі, наприклад, резервуар може знаходитися на судні, баржі або аналогічному транспортному засобі. Винахід не обмежений описаними вище варіантами здійснення, тому можливе внесення ряду змін, які, як передбачається, знаходяться у межах об'єму вимог, охарактеризованого доданою формулою винаходу. 9 89492 10 11 89492 12 13 89492 14 15 Комп’ютерна верстка А. Крулевський 89492 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing tank or the like for storage of liquefied natural gas and tank for storage of liquefied natural gas manufactured by said method
Автори англійськоюGustafsson Jukka, Torma Matti
Назва патенту російськоюСпособ изготовления резервуара или аналогичного средства для хранения сжиженного природного газа и резервуар для хранения сжиженного природного газа, изготовленный по этому способу
Автори російськоюГустафссон Юкка, Термя Матти
МПК / Мітки
МПК: B65D 90/02
Мітки: природного, виготовлення, зрідженого, резервуара, виготовлений, спосіб, цим, засобу, аналогічного, газу, резервуар, зберігання, способом
Код посилання
<a href="https://ua.patents.su/8-89492-sposib-vigotovlennya-rezervuara-abo-analogichnogo-zasobu-dlya-zberigannya-zridzhenogo-prirodnogo-gazu-i-rezervuar-dlya-zberigannya-zridzhenogo-prirodnogo-gazu-vigotovlenijj-cim-spo.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення резервуара або аналогічного засобу для зберігання зрідженого природного газу і резервуар для зберігання зрідженого природного газу, виготовлений цим способом</a>
Комплекс бездренажного зберігання зрідженого природного газу системи живлення двз транспортного засобу

Номер патенту: 45995
Опубліковано: 10.12.2009
Автори: Лупіков Костянтин Олександрович, Крайнюк Олександр Іванович, Крайнюк Андрій Олександрович
Мітки: зрідженого, комплекс, засобу, бездренажного, зберігання, природного, двз, транспортного, системі, живлення, газу
Формула / Реферат:
Комплекс бездренажного зберігання зрідженого природного газу системи живлення ДВЗ транспортного засобу, який містить газоперекачувальний блок, компресорна порожнина якого підключена до теплоізольованого резервуара дренажним каналом з електромагнітним клапаном і до накопичувального балона - нагнітальним каналом зі зворотним клапаном, а порожнина оребреного гідроциліндра газоперекачувального блока сполучена з теплоізольованим акумулятором...
Комплекс бездренажного зберігання зрідженого природного газу системи живлення двигуна внутрішнього згоряння транспортного засобу
Номер патенту: 31107
Опубліковано: 25.03.2008
Автори: Крайнюк Андрій Олександрович, Крайнюк Олександр Іванович, Лупіков Костянтин Олександрович
Мітки: газу, двигуна, засобу, транспортного, зрідженого, живлення, згоряння, внутрішнього, бездренажного, зберігання, комплекс, системі, природного
Формула / Реферат:
Комплекс бездренажного зберігання зрідженого природного газу системи живлення двигуна внутрішнього згоряння транспортного засобу, що містить теплоізольований резервуар, накопичувальний балон і газоперекачувальний блок, обладнаний оребреним гідроциліндром, заповненим легкокиплячою рідиною, з розміщеним у ньому нагрівальним елементом і поршнем, жорстко зв'язаним з мембраною компресорної порожнини, який відрізняється тим, що у комплексі...
Спосіб і система для обробки природного газу, зріджений природний газ під тиском і резервуар (варіанти) для нього та спосіб (варіанти) і система (варіанти) для транспортування зрідженого природного газу під тиском
Номер патенту: 53717
Опубліковано: 17.02.2003
Автори: Вудалл Роберт М., Бовен Роналд Р., Фейрчілд Дуглас П.
МПК: F25B 19/00, F25D 23/00, C22C 38/08
Мітки: природній, зріджений, резервуар, нього, варіанти, транспортування, обробки, природного, газ, газу, система, зрідженого, спосіб, тиском
Формула / Реферат:
1. Резервуар для збереження зрідженого природного газу під тиском, приблизно, від 1035 кПа (150 фн-с /кв. д абс) до 7590 кПа (1100 фн-с /кв. д абс) і при температурі, приблизно, від -123°С (-190°F) до -62°С (-80°F), який відрізняється тим, що резервуар виготовлений з'єднанням сукупності окремих листів матеріалів, що містять в собі надміцну низьколеговану сталь, ваговий вміст нікелю в якій складає менше 9%, що має межу міцності на...
Спосіб виготовлення буклета, інформаційна сторінка, виконана за цим способом, та буклет, виготовлений за цим способом
Номер патенту: 78771
Опубліковано: 25.04.2007
Автори: Крістен Пауль, Фанкхаузер Олівер, Еглі Штефан, Штутц Крістоф, Хофштеттер Штефан
МПК: B42D 15/10
Мітки: способом, спосіб, сторінка, виготовлений, цим, виконана, буклет, виготовлення, буклета, інформаційна
Формула / Реферат:
1. Спосіб виготовлення буклета, зокрема, особових посвідок, що містить певну кількість аркушів (31), які знаходяться між обкладинками (23), і кожен аркуш має лицьову сторону і зворотну сторону, а також містить принаймні одну інформаційну сторінку (2, 24-27, 37), яка міцно з'єднана з обкладинкою (23), при цьому інформаційна сторінка (2, 24-27, 37) має принаймні один гнучкий шар (3-7, 38), який виступає ділянкою (3b, 4b, 5b, 6b, 7b) від носія...
Спосіб виготовлення спеченого абразивного об’єкта та спечений абразивний об’єкт, виготовлений цим способом
Номер патенту: 74538
Опубліковано: 16.01.2006
Автор: Целесін Наум Н.
МПК: C22C 1/05, B24D 5/00, B24D 3/06, B24D 3/10, B22F 7/06, B23P 15/28, B24D 7/00
Мітки: цим, абразивний, спеченого, способом, абразивного, виготовлення, спосіб, виготовлений, об'єкта, об`єкт, спечений
Формула / Реферат:
1. Спосіб виготовлення щонайменше одного спеченого абразивного об'єкта (15, 16, 17), який включає в себе формування сукупності індивідуальних блоків (10) матричного матеріалу, здатного до спікання, стикування зазначених блоків (10) один з одним для формування збірки (11) зазначених блоків (10) і потім спікання зазначеної збірки для формування цільного спеченого виробу (14), в якому щонайменше один із указаних блоків (10) містить множину...
Попередній патент: Монокристал сапфіру та спосіб його виготовлення
Наступний патент: 6,6-біциклічні кільцеві заміщені гетеробіциклічні інгібітори протеїнкіназ
Випадковий патент: Мембрана твердоконтактного іоноселективного електрода для визначення концентрації іонів кетотифену