Спосіб виготовлення штаб з металу і виробнича установка для здійснення цього способу
Номер патенту: 99877
Опубліковано: 10.10.2012
Автори: Шпітцер Карл-Хайнц, Франц Рольф, Айххольц Хелльфрід, Шеперкетер Маркус
Формула / Реферат
1. Спосіб безперервного або періодичного виготовлення гарячекатаних штаб з литого металу, зокрема сталі, відповідно до якого лита штаба у вигляді чорнової штаби піддається щонайменше одному процесу термообробки і в якому вона потім у вигляді гарячекатаної штаби намотується або укладається в штабель,
який відрізняється тим, що
одержана після процесу розливання чорнова штаба піддається впливу атмосфери захисного газу при одночасному першому процесі гомогенізації структури, за вибором, шляхом підтримки температури приблизно 900-1000 °С, шляхом зниження температури приблизно на 200 °С або шляхом підвищення температури приблизно на 250 °С,
причому чорнову штабу після першого процесу гомогенізації піддають щонайменше одній іншій термообробці, за вибором, шляхом підтримки температури приблизно 880-940 °С, шляхом зниження температури приблизно на 50 °С або шляхом підвищення температури приблизно на 50 °С,
причому чорнову штабу в подальшому процесі піддають процесу гарячої прокатки, що включає в себе щонайменше один прохід, при якому чорнову штабу піддають зменшенню товщини, що дорівнює менше 49 %,
причому чорнову штабу після цього піддають другому процесу гомогенізації або, відповідно, рекристалізації мікроструктури, за вибором, шляхом підтримки температури приблизно 700-900 °С, шляхом зниження температури приблизно на 100 °С або шляхом підвищення температури приблизно на 50 °С, і що
чорнову штабу потім подають через синхронізований зі швидкістю транспортування або штаби розділювальний пристрій, і потім у вигляді прокатної гарячекатаної штаби відділяють від іншої чорнової штаби.
2. Спосіб за п. 1, який відрізняється тим, що процес розливання відділений від процесу прокатки.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що швидкість транспортування чорнової штаби піддають впливу за допомогою пристрою регулювання масового потоку.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що чорнову штабу перед гарячою прокаткою піддають другій термообробці, за вибором, шляхом підтримки температури такою, що дорівнює приблизно 880-940 °С, шляхом зниження температури приблизно на 50 °С або шляхом підвищення температури приблизно на 50 °С.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що чорнову штабу після другої термообробки піддають гарячій прокатці.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що чорнову штабу після гарячої прокатки піддають другому процесу гомогенізації, зокрема, для рекристалізації в крайових областях, за вибором, шляхом підтримки температури такою, що дорівнює приблизно 700-900 °С, шляхом зниження температури приблизно на 100 °С або шляхом підвищення температури приблизно на 50 °С.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що чорнову штабу після другого процесу гомогенізації у вигляді гарячекатаної штаби подають через синхронізований з швидкістю транспортування чорнової штаби розділювальний пристрій, і чорнову штабу у вигляді гарячекатаної штаби потім змотують або укладають в штабель.
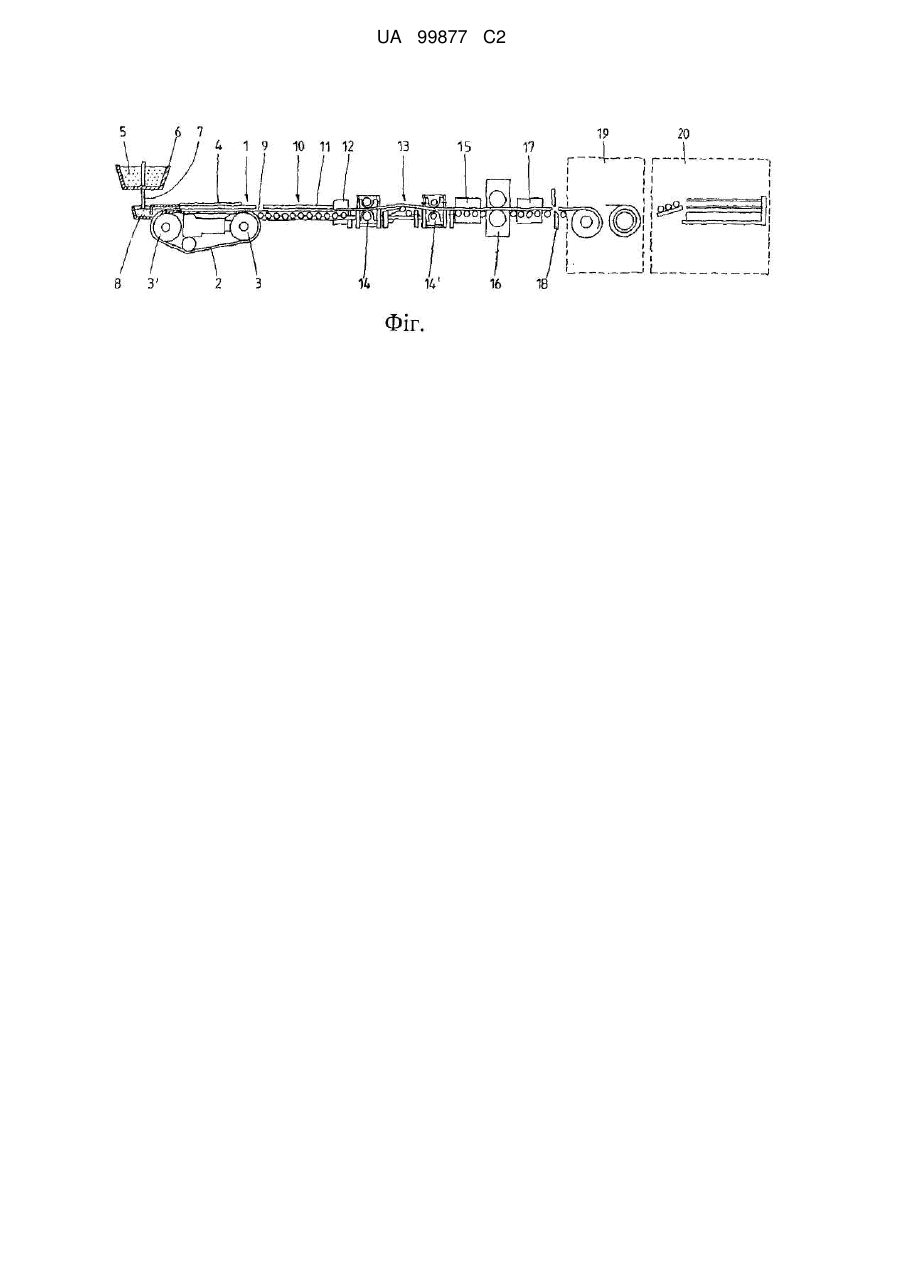
8. Виробнича установка для здійснення способу за будь-яким із пп. 1-7, що включає в себе щонайменше одну розливну машину (1) для виробництва литої штаби або чорнової штаби (9) заданої товщини, щонайменше один пристрій (2) подачі для транспортування литої штаби, щонайменше одну зону (10) гомогенізації, в якій для впливу на мікроструктуру литої штаби або чорнової штаби температура утримується сталою, знижується або підвищується, щонайменше одну іншу зону гомогенізації, в якій температура утримується сталою, знижується або підвищується, щонайменше одну першу прокатну кліть (16) для досягнення часткової деформації чорнової штаби (9), щонайменше один розділювальний пристрій (18) і щонайменше один пристрій (19; 20) для змотування або укладання в штабель,
яка відрізняється тим,
що після розливної машини (1) розташована перша зона (10) гомогенізації, яка знаходиться в атмосфері захисного газу, в якій температура утримується сталою, знижується або підвищується,
при цьому після першої зони (10) гомогенізації розташований пристрій (15) регулювання температури, що служить для підтримування постійної температури, для зниження температури або для підвищення температури, і після пристрою (15) регулювання температури розташована перша прокатна кліть (16), в якій щонайменше за один прохід чорнова штаба піддається зменшенню товщини, що дорівнює менше 49 %,
при цьому після прокатної кліті (16) розташована друга зона (17) гомогенізації, в якій температура підтримується сталою, знижується або підвищується для рекристалізації гарячекатаної штаби щонайменше в крайових областях, і
після другої зони (17) гомогенізації розташований розділювальний пристрій (18), робоча швидкість якого синхронізована з швидкістю пристрою (2) подачі і в якому чорнову штабу (9) у вигляді гарячекатаної штаби відділяють від іншої чорнової штаби.
9. Виробнича установка за п. 8, яка відрізняється тим, що процес розливання відділений від процесу прокатки.
10. Виробнича установка за п. 8 або п. 9, яка відрізняється тим, що після першої зони (10) гомогенізації розташований виконаний у вигляді компенсуючого валка або петлеутворювача пристрій (13) регулювання масового потоку.
11. Виробнича установка за будь-яким із пп. 8-10, яка відрізняється тим, що пристрій (13) регулювання масового потоку, якщо дивитися в напрямку транспортування чорнової штаби (9), розташований між першим елементом (14) подачі чорнової штаби і другим елементом (14) подачі чорнової штаби.
12. Виробнича установка за будь-яким із пп. 8-11, яка відрізняється тим, що в напрямку транспортування штаби після першої зони (10) гомогенізації розташований перший пристрій (12) регулювання температури і пристрій (13) регулювання масового потоку, при цьому пристрій регулювання масового потоку розташований перед другим пристроєм (15) регулювання температури.
13. Виробнича установка за п. 12, яка відрізняється тим, що між першим пристроєм (12) регулювання температури і пристроєм (13) регулювання масового потоку і/або між пристроєм (13) регулювання масового потоку і другим пристроєм (15) регулювання температури розташований елемент (14, 14') подачі.
14. Виробнича установка за будь-яким із пп. 8-13, яка відрізняється тим, що після розділювального пристрою (18) розташований пристрій (19) для змотування або пристрій (20) для укладання в штабель.
Текст
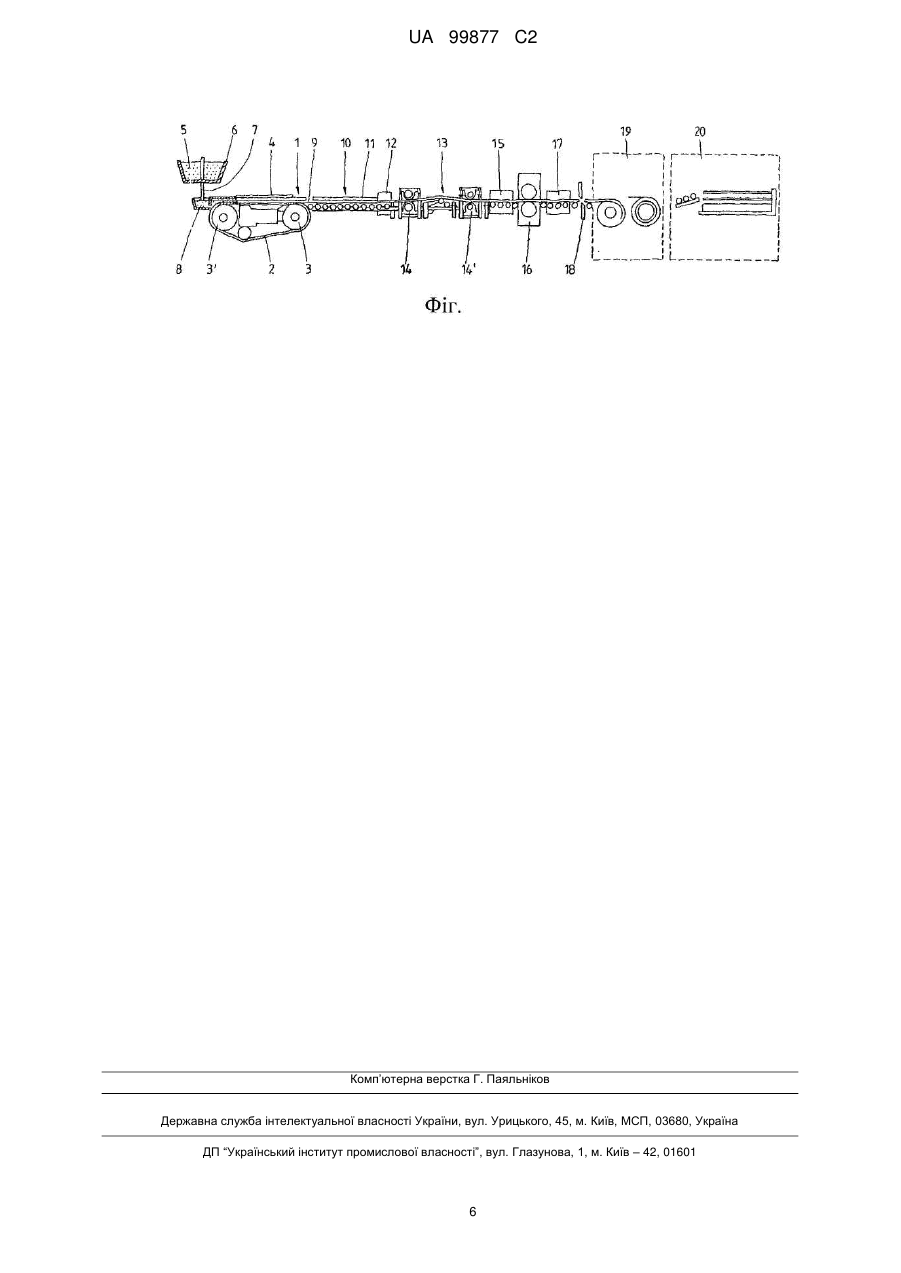
Реферат: Винахід стосується способу і виробничої установки для виготовлення гарячекатаних штаб з металу, при цьому лита штаба у вигляді чорнової штаби спочатку проходить перший процес гомогенізації структури в захисному газі, потім чорнова штаба піддається щонайменше одній іншій термообробці, перед тим як вона піддається потім процесу прокатки з метою зменшення товщини. Після зменшення товщини прокат проходить другий процес гомогенізації або, відповідно, рекристалізації його мікроструктури, перед тим як чорнова штаба, нарешті, проходить розділювальний пристрій і у вигляді готової гарячекатаної штаби відділяється від іншої чорнової штаби. UA 99877 C2 (12) UA 99877 C2 UA 99877 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу безперервного і періодичного виготовлення гарячекатаних штаб з литого металу, зокрема сталі, який має ознаки обмежувальної частини п. 1 формули винаходу. Крім того винахід стосується виробничої установки для здійснення способу відповідно до ознак обмежувальної частини п. 9 формули винаходу. За допомогою відомого способу горизонтального лиття штаби можна розливати плавки різних сортів стали з розмірами, близькими до остаточних, з товщиною штаби, що становить менше ніж 20 мм. При цьому переважно можливе, зокрема, виробництво сталі для легких конструкцій (конструкційної сталі), що має високу частку С, Mn, Al і Si. Так, з документа ЕР 1 047 510 В1 відомий спосіб виготовлення гарячекатаного тонкого плоского прокату. Відповідно до цього способу на горизонтальній розливній установці для лиття штаби розливається сталевий розплав з розмірами, близькими до остаточних і з товщиною штаби, що знаходиться в діапазоні від 5 мм до 18 мм, і перед надходженням в одноклітьову чорнову групу клітей керовано охолоджується в атмосфері захисного газу. Гарячекатана чорнова штаба керовано в розташованому після чорнової групи клітей пристрої почергово охолоджується, нагрівається або утримується при постійній температурі, і кромки гарячекатаної штаби додатково нагріваються. За одноклітьовою чорновою групою клітей йдуть багатоклітьова чистова група клітей, вихідний рольганг, забезпечений пристроєм для охолоджування гарячекатаної штаби, а також розташовані до і після намотувальні машини для змотування гарячекатаної штаби. Температура валків перед багатоклітьовою чистовою групою клітей може цілеспрямовано регулюватися за допомогою розташованого після чорнової групи клітей пристрою, що служить для почергового охолоджування, нагрівання або підтримки постійної температури гарячекатаної штаби, в аустенітній або феритній області або в перехідній області від аустеніту до фериту. З документа WO 2006/066551 Аl відомий також спосіб виготовлення гарячекатаних штаб з сталі для легких конструкцій, яка, зокрема, має хорошу здатність до холодної глибокої витяжки і яка як основні елементи включає в себе Fe, Mn, Si і Аl. Виготовлена шляхом лиття штаби чорнова штаба проходить спочатку через пристрій гомогенізації, який знаходиться в середовищі захисного газу, при одночасній почерговій підтримці постійної температури, охолоджуванні або нагріванні. Після цього чорнова штаба піддається процесу гарячої прокатки, що включає в себе щонайменше один прохід із загальним ступенем деформації, що дорівнює не менше 50 %. Після останнього проходу гарячекатана штаба охолоджується і змотується. Залежно від відношення швидкості розливання до швидкості прокатки, процес гарячої прокатки відбувається в лінії або окремо. Зона гомогенізації повинна забезпечувати вирівнювання температури на поверхні гарячекатаної штаби і зменшення напружень в гарячекатаній штабі, незалежно від того, чи підтримується температура сталою, підвищується або знижується. Питання, чи повинен процес прокатки відбуватися в лінії або окремо від процесу розливання, по суті ставиться залежно від різних швидкостей при розливанні і прокатці, при цьому також мають значення властивості рекристалізації матеріалу. При процесі розливання існує безпосередній зв'язок між матеріалом в рідкій фазі в області завантаження розплаву і подальшими технологічними кроками обробки затверділого матеріалу литої штаби. Лита штаба подається по транспортувальній ділянці на подальшу обробку. Іншими технологічними кроками можуть бути: виправлення, прокатка, різання і змотування (намотування на моталку, в рулони). За рахунок цих або інших компонентів ливарної установки можуть відбуватися коливання натягнення і масового потоку в розлитій штабі. Якщо ці порушення продовжуються в напрямку рідкого струменя, можуть виникнути порушення розливання і негативний вплив на литу штабу, наприклад, коливання товщини, перетікання, звужування кромок і обрив штаби або порушення течії. Задачею винаходу є удосконалити спосіб виготовлення гарячекатаної штаби на установці лиття штаби, забезпеченій пристроєм для змотування або пристроєм для укладання в штабель, таким чином, щоб наступні за процесом розливання технологічні кроки не здійснювали негативного впливу на виготовлювану литу штабу відносно її якості і властивостей її матеріалу, і щоб лита штаба після процесу розливання могла розділятися на задані розмірні одиниці, придатні до транспортування або, відповідно, складування, наприклад, укладені в штабель листи або бунти (рулони). Ця задача відповідно до винаходу вирішується за допомогою ознак незалежних пунктів 1 і 8 формули винаходу. Відповідно до цього згідно з відмітними ознаками пункту 1 формули винаходу виготовлена шляхом лиття штаби чорнова штаба з метою гомогенізації мікроструктури проходить через першу зону гомогенізації, що знаходиться в атмосфері захисного газу, в з'єднанні на вибір з 1 UA 99877 C2 5 10 15 20 25 30 35 40 45 50 55 60 підтримкою постійної температури чорнової штаби, зниженням температури або підвищенням температури, з використанням привідного механізму, петлеутворювача, контрольного пристрою привідного механізму. Потім чорнова штаба проходить крізь пристрій регулювання температури для підтримування постійної температури чорнової штаби, зниження температури чорнової штаби або підвищення температури чорнової штаби. Потім чорнова штаба піддається обтисненню з величиною менше 49 % щонайменше за один прохід процесу гарячої прокатки. Після цього чорнова штаба проходить крізь другу зону гомогенізації, перш ніж вона у вигляді гарячекатаної штаби буде відділена від чорнової штаби, що продовжує надходити. У першій зоні гомогенізації як інертний газ застосовується аргон/СО 2-азотна суміш. У першій зоні гомогенізації відбувається підтримка температури в діапазоні від 900 до 1000 °C, зниження температури на 200 °C і підвищення температури на 250 °C. Щоб матеріал можна було скрутити в рулон, він повинен мати належну мікроструктуру, яка допускає деформацію при виникаючому напруженні розтягнення і стиснення. Ці властивості структури можуть бути досягнуті за допомогою щонайменше одного процесу прокатки, що включає в себе один прохід, зі ступенем деформації, який дорівнює 49 %. Завдяки цьому процесу деформації починається рекристалізація матеріалу. У подальшій другій зоні гомогенізації вже одержана гарячекатана штаба піддається щонайменше в крайових областях рекристалізації, при підтримуваній постійній температурі гарячекатаної штаби, при порівняно зниженій температурі або при порівняно підвищеній температурі. У другій зоні гомогенізації, розташованій після першої прокатної кліті, матеріал може піддаватися рекристалізації, і тому він може сприймати напруження розтягнення і стиснення. Цей процес рекристалізації підходить, зокрема, для конструкційних сталей, які, зокрема, можуть мати дуже великий інтервал затвердівання, тобто утворюють більш або менш велике "температурне вікно" від початку затвердівання з розплаву до повного суцільного затвердівання, і залежно від цього мають нульові температури коефіцієнтами міцності або, відповідно, нульові температурні коефіцієнти в'язкості. Після того як чорнова штаба пройшла через другу зону гомогенізації, гарячекатана штаба подається до розділювального пристрою, що має робочу швидкість, синхронізовану з швидкістю прокатки або, відповідно, транспортування штаби, відрізається на задану довжину від чорнової штаби і на намотуючій установці змотується в рулон. Але процес різання гарячекатаної штаби може також здійснюватися вже безпосередньо після того, як гарячекатана штаба вийшла з другої зони гомогенізації, причому тоді нарізана по довжині гарячекатана штаба за допомогою належних транспортувальних пристроїв спрямовується в установку для укладання в штабель і там штабелюється у вигляді листів. У варіанті здійснення запропонованого винаходом способу, процес розливання відділений від процесу прокатки. З цим пов'язана та перевага, що, з одного боку, швидкість розливання може вибиратися залежно від ходу процесу затвердівання розплаву, і що з іншого боку, процес гарячої прокатки може здійснюватися при заданій температурі гарячекатаної штаби аж до досягнення заданого ступеня деформації. В іншому варіанті здійснення запропонованого винаходом способу після першого процесу гомогенізації мікроструктури швидкість транспортування чорнової штаби піддається впливу за допомогою пристрою регулювання масового потоку. Тим самим запобігається можливість негативного впливу порушень, що виникли в ході подальших процесів в рамках способу виготовлення, на процес розливання і розлиту штабу, і, наприклад, можливість виникнення коливань товщини, перетікання, звужування кромок і обриву штаби або порушень протікання. Відповідно до ознак пункту 9 формули винаходу виробнича установка для здійснення запропонованого винаходом способу складається з власне відомої розливної машини, після якої розташована перша зона гомогенізації, що знаходиться в атмосфері захисного газу, призначена для впливу на мікроструктуру литої чорнової штаби, в якій температура чорнової штаби по вибору підтримується сталою, знижується або підвищується. Після першої зони гомогенізації розташований перший пристрій регулювання температури, що служить для підтримування постійної температури чорнової штаби, для зниження температури або для підвищення температури. Якщо дивитися в напрямку транспортування чорнової штаби, після першого пристрою регулювання температури, при розташуванні пристрою регулювання масового потоку між першим і другим елементом транспортування чорнової штаби, розташований другий пристрій регулювання температури, в якому розлита штаба доводиться до належної температури прокатки, а саме, шляхом підтримки постійної температури литої штаби, шляхом зниження температури або шляхом підвищення температури. 2 UA 99877 C2 5 10 15 20 25 30 35 40 45 50 55 60 Після другого пристрою регулювання температури розташована перша прокатна кліть, в якій щонайменше за один прохід чорнова штаба з належною температурою піддається зменшенню товщини, що дорівнює менше 49 %. У розташованій після першої прокатної кліті другій зоні гомогенізації чорнова штаба тепер вже у вигляді гарячекатаної штаби при температурі, яка дорівнює 700-900 °C, піддається рекристалізації, зокрема, в крайових областях гарячекатаної штаби, так що матеріал може сприймати зусилля розтягнення або, відповідно, стиснення, а також пластичні деформації, які виникають при змотуванні або укладанні в штабель, без погіршення мікроструктури. Нарешті, після другої зони гомогенізації розташований розділювальний пристрій, який експлуатується з робочою швидкістю, синхронізованою з швидкістю транспортування пристрою подачі гарячекатаної штаби. У розділювальному пристрої гарячекатана штаба, що безперервно надходить в цей пристрій, після різання намотується або укладається в штабель у вигляді листів. В іншому варіанті здійснення запропонованої винаходом виробничої установки після першого пристрою регулювання температури розташований пристрій регулювання масового потоку, який складається з компенсуючого валка або петлеутворювача. При цьому пристрій регулювання масового потоку, якщо дивитися в напрямку транспортування чорнової штаби, розташований між першим елементом подачі чорнової штаби і другим елементом подачі чорнової штаби. Крім того, у варіанті здійснення винаходу перед прокатною кліттю розташований другий пристрій регулювання температури, в якому чорнова штаба доводиться до належної температури прокатки, щоб чорнова штаба могла бути піддана процесу гарячої прокатки, що включає в себе щонайменше один прохід, так щоб чорнова штаба потім у вигляді гарячекатаної штаби мала ступінь деформації, який дорівнює менше 49 % від загальної деформації. Нарешті, після розділювального пристрою у варіанті здійснення винаходу розташований пристрій для змотування або укладання в штабель, в якому гарячекатана штаба намотується в рулон або укладається у вигляді окремих листів. Інші ознаки і переваги винаходу містяться в подальшому описі зображеному на кресленні прикладу здійснення. На кресленні показано: фіг. - схематично виробнича установка для здійснення запропонованого винаходом способу лиття штаби з розмірами, близькими до остаточних, забезпечена пристроєм змотування або, відповідно, укладання в штабель. На єдиній фіг. в схематичному зображенні показана виробнича установка, запропонована винаходом для здійснення запропонованого винаходом способу. Виробнича установка для здійснення способу розливання або процесу розливання включає в себе розливну машину 1 у вигляді горизонтальної установки лиття штаби, яка включає в себе пристрій подачі у вигляді циркулюючої транспортерної стрічки 2 з двома напрямними роликами 3, 3'. Розливна машина 1 забезпечена, крім того, бічним ущільненням 4, яке перешкоджає тому, щоб завантажуваний розплав 5 справа і зліва міг стікати вниз з пристрою 2 подачі. Розплав 5 за допомогою ковша 6 транспортується до розливної машини 1 і тече через виконаний в днищі ковша 6 отвір 7 в приймальну ємність 8. Ця приймальна ємність 8 виконана у вигляді переливної ємності. Не зображені детально пристрої для інтенсивного охолоджування нижньої сторони верхньої гілки пристрою 2 подачі, а також весь корпус розливної машини 1 з відповідною атмосферою захисного газу. Після завантаження розплаву 5 на циркулюючу транспортерну стрічку пристрою 2 подачі в результаті інтенсивного охолоджування відбувається затвердіння і утворення литої штаби або чорнової штаби 9, яка в кінці пристрою 2 подачі значною мірою піддається суцільному затвердіванню. Для вирівнювання температури і зменшення напружень до розливної машини прилягає перша зона 10 гомогенізації. Вона включає в себе теплоізольований корпус 11 і рольганг. Ця перша зона гомогенізації може почергово використовуватися для того, щоб підтримувати температуру литої штаби або чорнової штаби 9 сталою, ще більше охолоджувати або альтернативно дещо підігрівати її. Зокрема, передбачено, що в цій першій зоні 10 гомогенізації лита штаба або чорнова штаба 9 в атмосфері захисного газу, що складається з аргон-СО2азотної суміші як інертного газу, піддається першому процесу гомогенізації структури, почергово, шляхом підтримки температури в діапазоні приблизно 900-1000 °C, шляхом зниження температури приблизно на 200 °C або, альтернативно, шляхом підвищення температури приблизно на 250 °C. Після цього лита штаба або чорнова штаба 9 проходить через перший пристрій 12 регулювання температури, і потім за допомогою першого елемента 14 подачі чорнової штаби і 3 UA 99877 C2 5 10 15 20 другого елемента 14 подачі чорнової штаби спрямовується через розташований між першим елементом 14 подачі чорнової штаби і другим елементом 14 подачі чорнової штаби, виконаний у вигляді компенсуючого валка або петлеутворювача пристрій 13 регулювання масового потоку у другий пристрій 15 регулювання температури. У цьому другому пристрої 15 регулювання температури лита штаба або чорнова штаба 9 доводиться до температури прокатки, перш ніж вона потім в подальшій першій прокатній кліті 16 при здійсненні щонайменше одного проходу буде піддаватися процесу гарячої прокатки, доти, доки лита штаба або чорнова штаба 9 не буде мати ступінь деформації, який дорівнює менше 49 % від загальної деформації. У цьому другому пристрої 15 регулювання температури лита штаба або чорнова штаба 9 почергово утримується при температурі, яка дорівнює приблизно 880 940 °C, охолоджується приблизно на 50 °C або, альтернативно, нагрівається приблизно на 50 °C. Після проходження першої прокатної кліті 16 лита штаба або чорнова штаба 9 спрямовується потім у другу зону 17 гомогенізації, в якій лита штаба або чорнова штаба 9 піддається другому процесу гомогенізації, зокрема, рекристалізації мікроструктури. Це відбувається за рахунок того, що температура литої штаби або чорнової штаби 9 у другій зоні 17 гомогенізації почергово утримується такою, що дорівнює приблизно 700-900 °C, температура знижується приблизно на 100 °C або, альтернативно, температура підвищується приблизно на 50 °C. Після другої зони 17 гомогенізації лита штаба або чорнова штаба 9 проходить потім через синхронізований з швидкістю транспортування або штаби розділювальний пристрій 18 у вигляді ножиць, і потім у вигляді готової прокатаної і відділеної від розлитої штаби або чорнової штаби 9 гарячекатаної штаби подається в пристрій 19 для намотування або пристрій 20 для укладання в штабель. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 60 1. Спосіб безперервного або періодичного виготовлення гарячекатаних штаб з литого металу, зокрема сталі, відповідно до якого лита штаба у вигляді чорнової штаби піддається щонайменше одному процесу термообробки і в якому вона потім у вигляді гарячекатаної штаби намотується або укладається в штабель, який відрізняється тим, що одержана після процесу розливання чорнова штаба піддається впливу атмосфери захисного газу при одночасному першому процесі гомогенізації структури, за вибором, шляхом підтримки температури приблизно 900-1000 °С, шляхом зниження температури приблизно на 200 °С або шляхом підвищення температури приблизно на 250 °С, причому чорнову штабу після першого процесу гомогенізації піддають щонайменше одній іншій термообробці, за вибором, шляхом підтримки температури приблизно 880-940 °С, шляхом зниження температури приблизно на 50 °С або шляхом підвищення температури приблизно на 50 °С, причому чорнову штабу в подальшому процесі піддають процесу гарячої прокатки, що включає в себе щонайменше один прохід, при якому чорнову штабу піддають зменшенню товщини, що дорівнює менше 49 %, причому чорнову штабу після цього піддають другому процесу гомогенізації або, відповідно, рекристалізації мікроструктури, за вибором, шляхом підтримки температури приблизно 700-900 °С, шляхом зниження температури приблизно на 100 °С або шляхом підвищення температури приблизно на 50 °С, і що чорнову штабу потім подають через синхронізований зі швидкістю транспортування або штаби розділювальний пристрій, і потім у вигляді прокатної гарячекатаної штаби відділяють від іншої чорнової штаби. 2. Спосіб за п. 1, який відрізняється тим, що процес розливання відділений від процесу прокатки. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що швидкість транспортування чорнової штаби піддають впливу за допомогою пристрою регулювання масового потоку. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що чорнову штабу перед гарячою прокаткою піддають другій термообробці, за вибором, шляхом підтримки температури такою, що дорівнює приблизно 880-940 °С, шляхом зниження температури приблизно на 50 °С або шляхом підвищення температури приблизно на 50 °С. 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що чорнову штабу після другої термообробки піддають гарячій прокатці. 6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що чорнову штабу після гарячої прокатки піддають другому процесу гомогенізації, зокрема, для рекристалізації в крайових областях, за вибором, шляхом підтримки температури такою, що дорівнює приблизно 700-900 4 UA 99877 C2 5 10 15 20 25 30 35 40 45 50 °С, шляхом зниження температури приблизно на 100 °С або шляхом підвищення температури приблизно на 50 °С. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що чорнову штабу після другого процесу гомогенізації у вигляді гарячекатаної штаби подають через синхронізований з швидкістю транспортування чорнової штаби розділювальний пристрій, і чорнову штабу у вигляді гарячекатаної штаби потім змотують або укладають в штабель. 8. Виробнича установка для здійснення способу за будь-яким із пп. 1-7, що включає в себе щонайменше одну розливну машину (1) для виробництва литої штаби або чорнової штаби (9) заданої товщини, щонайменше один пристрій (2) подачі для транспортування литої штаби, щонайменше одну зону (10) гомогенізації, в якій для впливу на мікроструктуру литої штаби або чорнової штаби температура утримується сталою, знижується або підвищується, щонайменше одну іншу зону гомогенізації, в якій температура утримується сталою, знижується або підвищується, щонайменше одну першу прокатну кліть (16) для досягнення часткової деформації чорнової штаби (9), щонайменше один розділювальний пристрій (18) і щонайменше один пристрій (19; 20) для змотування або укладання в штабель, яка відрізняється тим, що після розливної машини (1) розташована перша зона (10) гомогенізації, яка знаходиться в атмосфері захисного газу, в якій температура утримується сталою, знижується або підвищується, при цьому після першої зони (10) гомогенізації розташований пристрій (15) регулювання температури, що служить для підтримування постійної температури, для зниження температури або для підвищення температури, і після пристрою (15) регулювання температури розташована перша прокатна кліть (16), в якій щонайменше за один прохід чорнова штаба піддається зменшенню товщини, що дорівнює менше 49 %, при цьому після прокатної кліті (16) розташована друга зона (17) гомогенізації, в якій температура підтримується сталою, знижується або підвищується для рекристалізації гарячекатаної штаби щонайменше в крайових областях, і після другої зони (17) гомогенізації розташований розділювальний пристрій (18), робоча швидкість якого синхронізована з швидкістю пристрою (2) подачі і в якому чорнову штабу (9) у вигляді гарячекатаної штаби відділяють від іншої чорнової штаби. 9. Виробнича установка за п. 8, яка відрізняється тим, що процес розливання відділений від процесу прокатки. 10. Виробнича установка за п. 8 або п. 9, яка відрізняється тим, що після першої зони (10) гомогенізації розташований виконаний у вигляді компенсуючого валка або петлеутворювача пристрій (13) регулювання масового потоку. 11. Виробнича установка за будь-яким із пп. 8-10, яка відрізняється тим, що пристрій (13) регулювання масового потоку, якщо дивитися в напрямку транспортування чорнової штаби (9), розташований між першим елементом (14) подачі чорнової штаби і другим елементом (14) подачі чорнової штаби. 12. Виробнича установка за будь-яким із пп. 8-11, яка відрізняється тим, що в напрямку транспортування штаби після першої зони (10) гомогенізації розташований перший пристрій (12) регулювання температури і пристрій (13) регулювання масового потоку, при цьому пристрій регулювання масового потоку розташований перед другим пристроєм (15) регулювання температури. 13. Виробнича установка за п. 12, яка відрізняється тим, що між першим пристроєм (12) регулювання температури і пристроєм (13) регулювання масового потоку і/або між пристроєм (13) регулювання масового потоку і другим пристроєм (15) регулювання температури розташований елемент (14, 14') подачі. 14. Виробнича установка за будь-яким із пп. 8-13, яка відрізняється тим, що після розділювального пристрою (18) розташований пристрій (19) для змотування або пристрій (20) для укладання в штабель. 5 UA 99877 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and production line for producing hot-rolled strips of metal
Автори англійськоюFranz, Rolf, Spitzer, Karl-Heinz, Eichholz, Hellfried, Schaperkotter, Markus
Назва патенту російськоюСпособ изготовления полос из металла и производственная установка для осуществления данного способа
Автори російськоюФранц Рольф, Шпитцер Карл-Хайнц, Айххольц Хелльфрид, Шеперкетер Маркус
МПК / Мітки
МПК: B21B 1/46, C21D 8/02, B21B 1/26
Мітки: металу, виготовлення, виробнича, здійснення, штаб, способу, установка, цього, спосіб
Код посилання
<a href="https://ua.patents.su/8-99877-sposib-vigotovlennya-shtab-z-metalu-i-virobnicha-ustanovka-dlya-zdijjsnennya-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення штаб з металу і виробнича установка для здійснення цього способу</a>
Спосіб отримання рідкого металу і установка для здійснення цього способу
Номер патенту: 44908
Опубліковано: 15.03.2002
Автори: КЕППЛІНГЕР Леопольд Вернер, Вурм Йоханн, ШЕНК Йоханнес-Леопольд
МПК: C21B 13/14
Мітки: отримання, способу, спосіб, рідкого, установка, металу, здійснення, цього
Формула / Реферат:
1. Спосіб отримання рідкого металу, зокрема чавуну або рідких напівфабрикатів сталі із завантажувальних речовин, що складаються з руди, зокрема залізняку і з флюсів, в якому руду безпосередньо відновлюють в губчастий метал як мінімум в одній зоні відновлення (5, 7, 8), губчастий метал плавлять разом з флюсами в плавильно-газифікаційній зоні (11) при подачі носіїв вуглецю і кисневмісного газу, з утворенням СО і Н2-вмісного відновного газу,...
Спосіб відновлення вогнетривкої кладки промислових печей керамічним наплавленням, установка для здійснення цього способу та спосіб виготовлення суміші для керамічного наплавлення
Номер патенту: 76057
Опубліковано: 15.06.2006
Автори: Чепелянський Анатолій Якович, Манкевич Анатолій Миколайович, Бондик Віктор Анатолійович, Дацко Олег Іванович
Мітки: спосіб, вогнетривкої, промислових, здійснення, цього, відновлення, керамічного, суміші, керамічним, способу, виготовлення, установка, кладки, печей, наплавлення, наплавленням
Формула / Реферат:
1. Спосіб відновлення вогнетривкої кладки промислових печей керамічним наплавленням, що полягає у спалюванні паливних компонентів суміші для керамічного наплавлення у струмені кисню з утворенням факела, розплавленні вогнетривких порошків суміші за допомогою цього факела з одночасним оплавленням поверхневого шару відновлюваної ділянки кладки і її відновленням розплавом вогнетривких порошків, який відрізняється тим, що суміш для керамічного...
Спосіб переробки політетрафторетилену і установка для здійснення цього способу
Номер патенту: 71192
Опубліковано: 15.11.2004
Автори: Задорський Вільям Михайлович, Анісімов Сергій Валерійович, Шмирін Михайло Іванович, Пушкаренко Микола Миколайович, Анісімов Валерій Васильович
МПК: C08F 14/00
Мітки: установка, цього, способу, переробки, політетрафторетилену, спосіб, здійснення
Формула / Реферат:
1. Спосіб переробки політетрафторетилену, зокрема відходів політетрафторетилену, що включає подачу подрібненого політетрафторетилену в зону термодеструкції реактора, де його нагрівають до температури термодеструкції, відведення газоподібних продуктів термодеструкції політетрафторетилену у вигляді реакційного газу в зону синтезу реактора, де реакційний газ охолоджують до температури обриву реакції поліконденсації політетрафторетилену,...
Спосіб одержання сечовини, конденсатор та установка для здійснення цього способу
Номер патенту: 67718
Опубліковано: 15.07.2004
Автори: Кіс Джонкерс, Хендрік Франс Перрі
МПК: C07C 273/04, B01D 3/00
Мітки: цього, одержання, конденсатор, сечовини, здійснення, установка, спосіб, способу
Формула / Реферат:
1. Спосіб одержання сечовини, при якому аміак і вуглекислий газ подають у реактор при підвищеному тиску, в якому приготовляють реакційну суміш, що містить карбамат амонію, аміак, воду і сечовину, після чого за допомогою одноразового або багаторазового зниження тиску і підведення тепла відділяють газоподібний аміак і карбамат амонію від реакційної суміші в секції зниження тиску, яка перетворює реакційну суміш на рідку суміш, а виділені...
Спосіб виробництва рідкого металу та установка для здійснення способу
Номер патенту: 53721
Опубліковано: 17.02.2003
Автори: Захеді Парвіз, ШРЕЙ Гюнтер
МПК: C21B 13/14, C21B 13/00
Мітки: способу, рідкого, виробництва, установка, спосіб, металу, здійснення
Формула / Реферат:
1. Спосіб виробництва рідкого металу, зокрема рідкого переробного чавуну (9) або рідких напівфабрикатів сталі, з носіїв металу, зокрема частково або повністю відновленого губчастого заліза (3), в плавильно-газифікаційному апараті (1), в якому при подачі матеріалу, що містить вуглець, що щонайменше частково складається з дрібного вугілля (16) і вугільного пилу (13), і при подачі кисню або газу, що містить кисень, носії металу плавлять у шарі...
Попередній патент: Спосіб керування орієнтацією вітрового генератора та вітровий генератор
Наступний патент: Гармонійне перетворення, вдосконалене перехресним добутком
Випадковий патент: Амідні сполуки як активатори противірусних препаратів