Спосіб виготовлення туби з еластичних матеріалів (варіанти)
Номер патенту: 100894
Опубліковано: 11.02.2013
Автори: Вальпуеста Ланда Хуан Ігнасіо, Фернандес де Мендіола Кінтана Хав'єр
Формула / Реферат
1. Спосіб виробництва туби (1) з еластичного матеріалу, яка містить юбку (3), а головка (10) є кришкою, причому юбка (3) має форму, близьку до призми з круглим, овальним або іншим поперечним перерізом, утворюючи корпус туби (1), і є відкритою на її протилежних торцях, а головка (10), яка є кришкою, закриває щонайменше один з відкритих торців юбки (3), при цьому згадана головка (10) за вибором містить елементи (7) для виштовхування вмісту туби і для прикріплення ковпачка (6) або іншого закриваючого елемента, який відрізняється тим, що включає в себе наступні операції:
операцію (13) лиття під тиском, на якій виготовлюють блок (2), що утворюється юбкою (3) і кінцевою частиною (4), причому кінцева частина (4) розташована на одному торці юбки (3) і частково або повністю закриває згаданий торець, і точка або точки нагнітання розташовані на згаданій кінцевій частині (4);
операцію (14) відрізання, при якій кінцеву частину (4) відрізають повністю або частково і відрізану частину видаляють;
операцію (15) наформовування, при якій головку (10) наформовують на частину блока (2), утвореного юбкою (3) і кінцевою частиною (4), яка залишається після видалення відрізаної частини, при цьому наформування здійснюють на ділянку, на якій виконане відрізання блока (2), утвореного юбкою (3) і кінцевою частиною (4).
2. Спосіб за п. 1, який відрізняється тим, що кінцеву частину (4) відрізають частково.
3. Спосіб за п. 1, який відрізняється тим, що кінцеву частину (4) відрізають повністю.
4. Спосіб за п. 3, який відрізняється тим, що частину юбки (3) також відрізають.
5. Спосіб за п. 4, який відрізняється тим, що до операції (14) відрізання блок з юбки - кінцевої частини прикрашають за допомогою альтернативного друкування або способом декорування, при цьому в ході операції (14) відрізану кінцеву частину (4) і частину юбки (3) видаляють так, щоб декорування на частині юбки, що залишилося, досягало кромки згаданої юбки (3).
6. Спосіб за п. 1, який відрізняється тим, що операція (13) лиття під тиском включає в себе попутне етикетування в прес-формі, за допомогою якого юбку (3) забезпечують етикеткою (5).
7. Спосіб виробництва туби (1), яка виконана з еластичного матеріалу і має юбку (3), а головка (10) є кришкою, причому юбка (3) має близьку до призми форму з круглим, овальним або іншим поперечним перерізом, яка утворює корпус туби (1) і є відкритою на її протилежних торцях, а головка (10), є кришкою, яка закриває щонайменше один з відкритих торців юбки (3), причому згадана головка (10) за вибором містить елементи (7) для виштовхування вмісту туби і для прикріплення ковпачка (6) або іншого закриваючого елемента, який відрізняється тим, що включає в себе наступні операції:
розташування блока (2), утвореного юбкою (3) і кінцевою частиною (4), причому кінцеву частину (4) розміщують на одному торці юбки (3) і повністю або частково закривають згаданий торець, і точка або точки нагнітання розташовані на згаданій кінцевій частині (4);
операцію (14) відрізання, на якій кінцеву частину (4) відрізають повністю або частково, і на якій відрізану частину видаляють;
операцію (15) наформовування, при якій головку (10) наформовують на частину блока (2), утвореного юбкою (3) і кінцевою частиною (4), яка залишається після видалення відрізаної частини, при цьому наформовують на ділянку, на якій виконали відрізання блока (2), утвореного юбкою (3) і кінцевою частиною (4).
8. Спосіб за п. 7, який відрізняється тим, що кінцеву частину (4) відрізають частково.
9. Спосіб за п. 7, який відрізняється тим, що кінцеву частину (4) відрізають повністю.
10. Спосіб за п. 9, який відрізняється тим, що частину юбки (3) також відрізають.
13. Спосіб за п. 10, який відрізняється тим, що до операції (14) відрізання блок з юбки кінцевої частини прикрашають за допомогою альтернативного друкування або способом декорування, причому під час відрізання кінцеву частину (4) і частину юбки (3) видаляють так, що декорування на частині юбки, що залишилося, досягає кромки згаданої юбки (3).
Текст
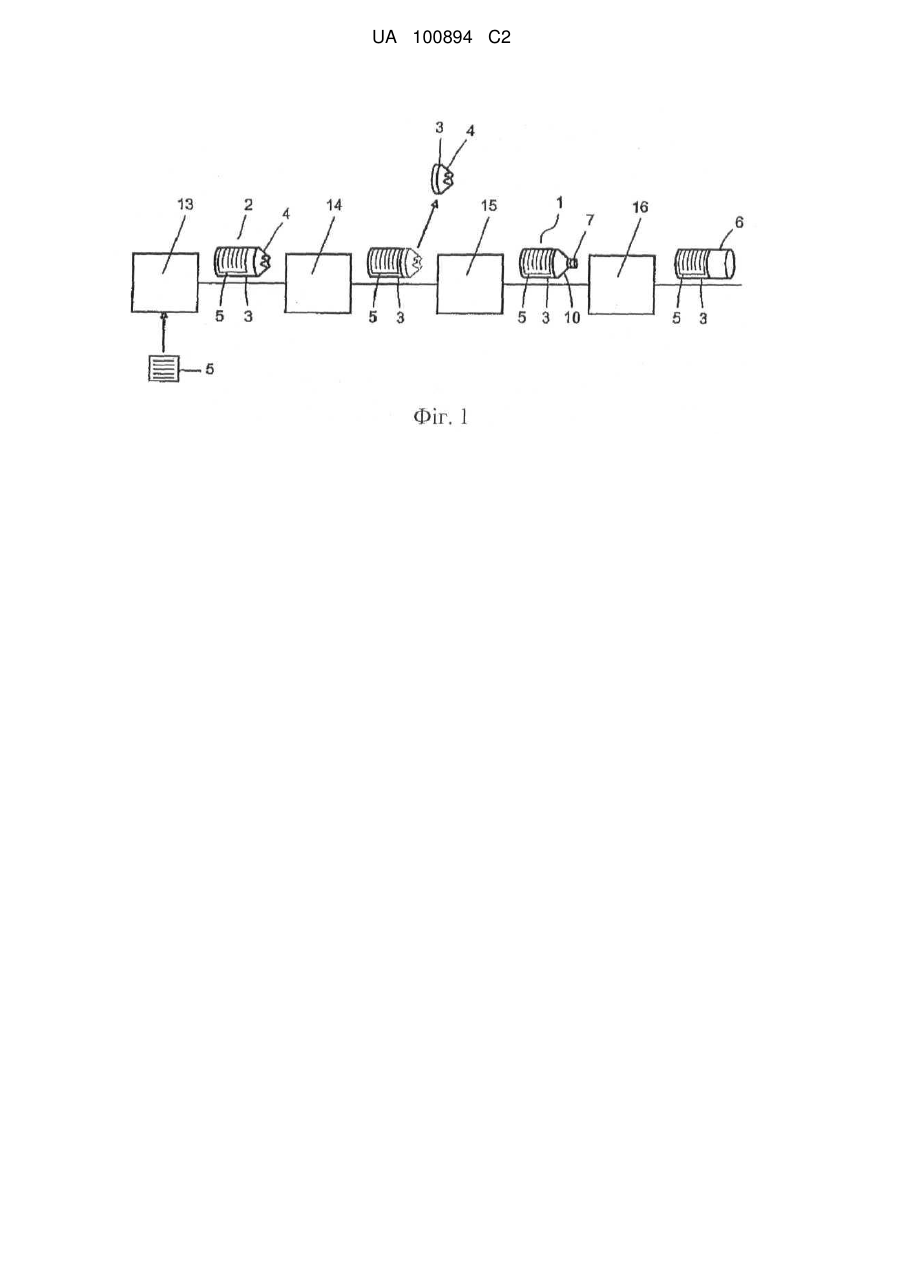
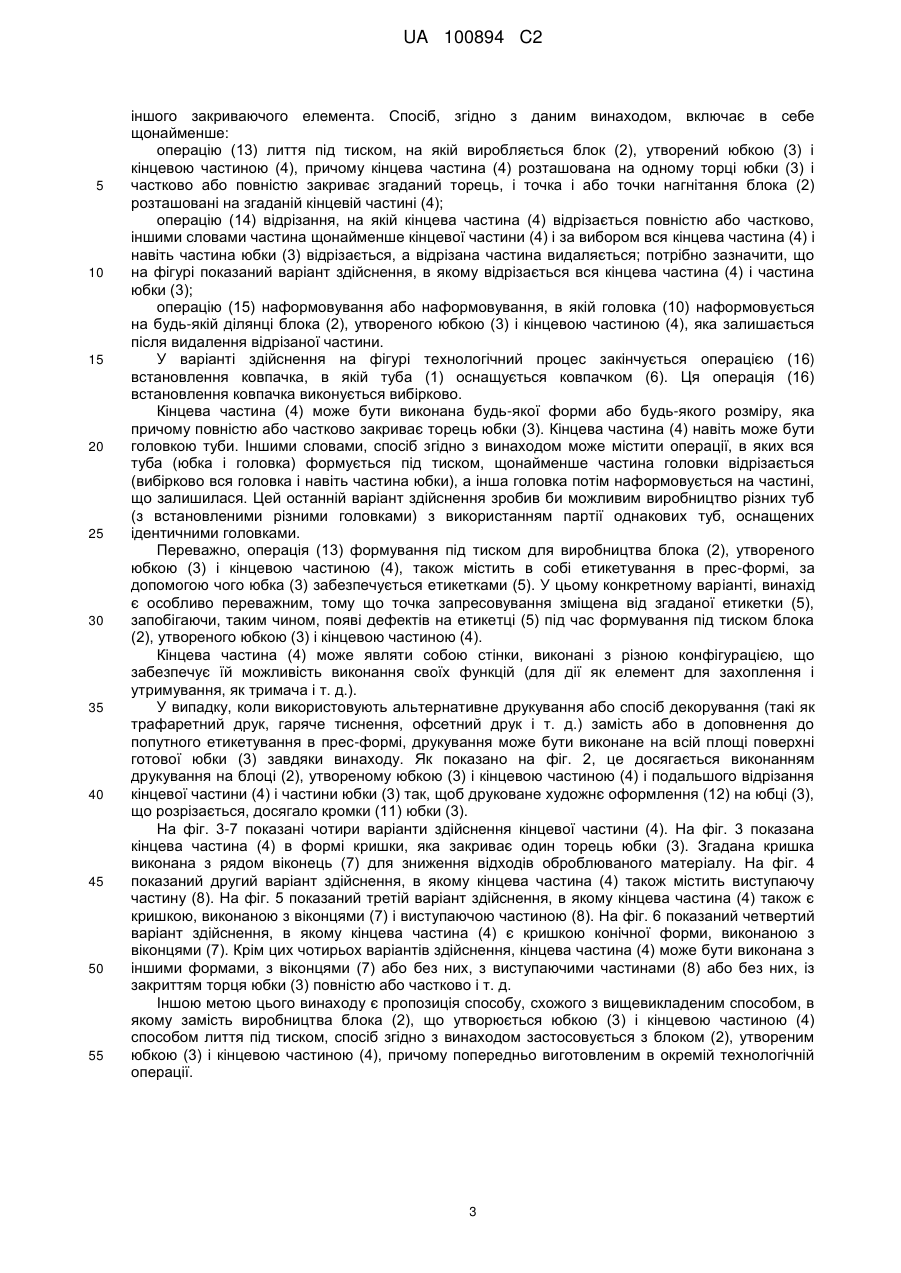
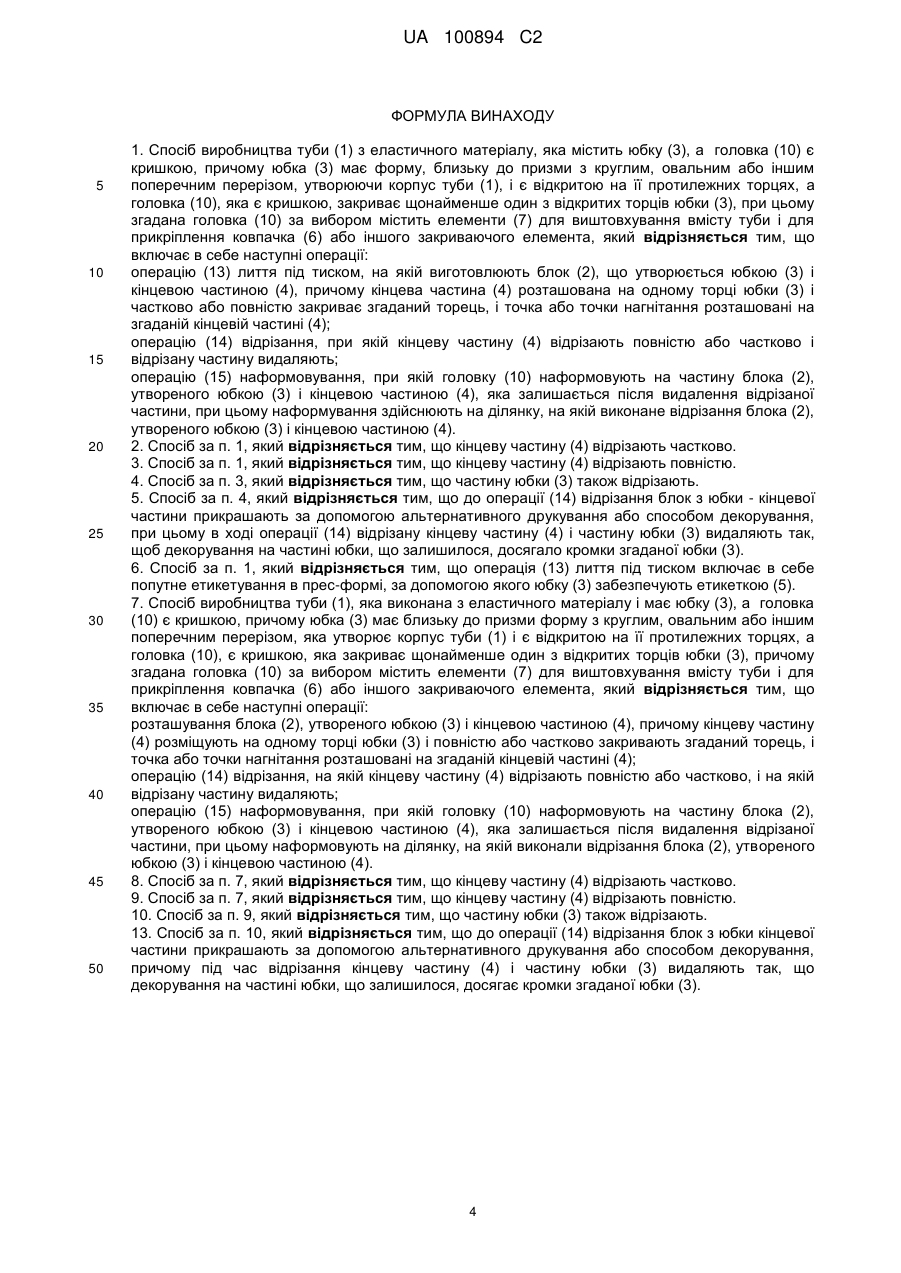
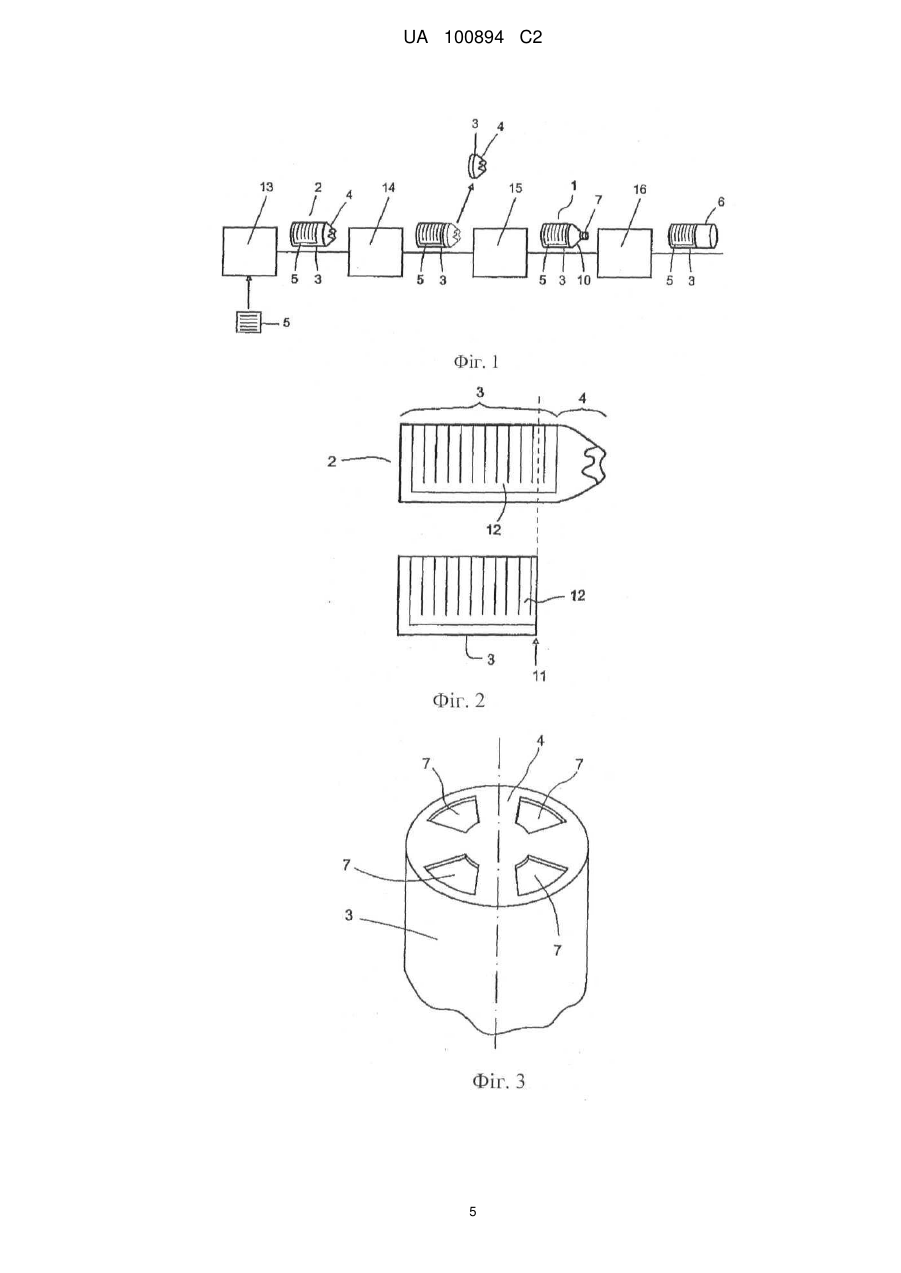
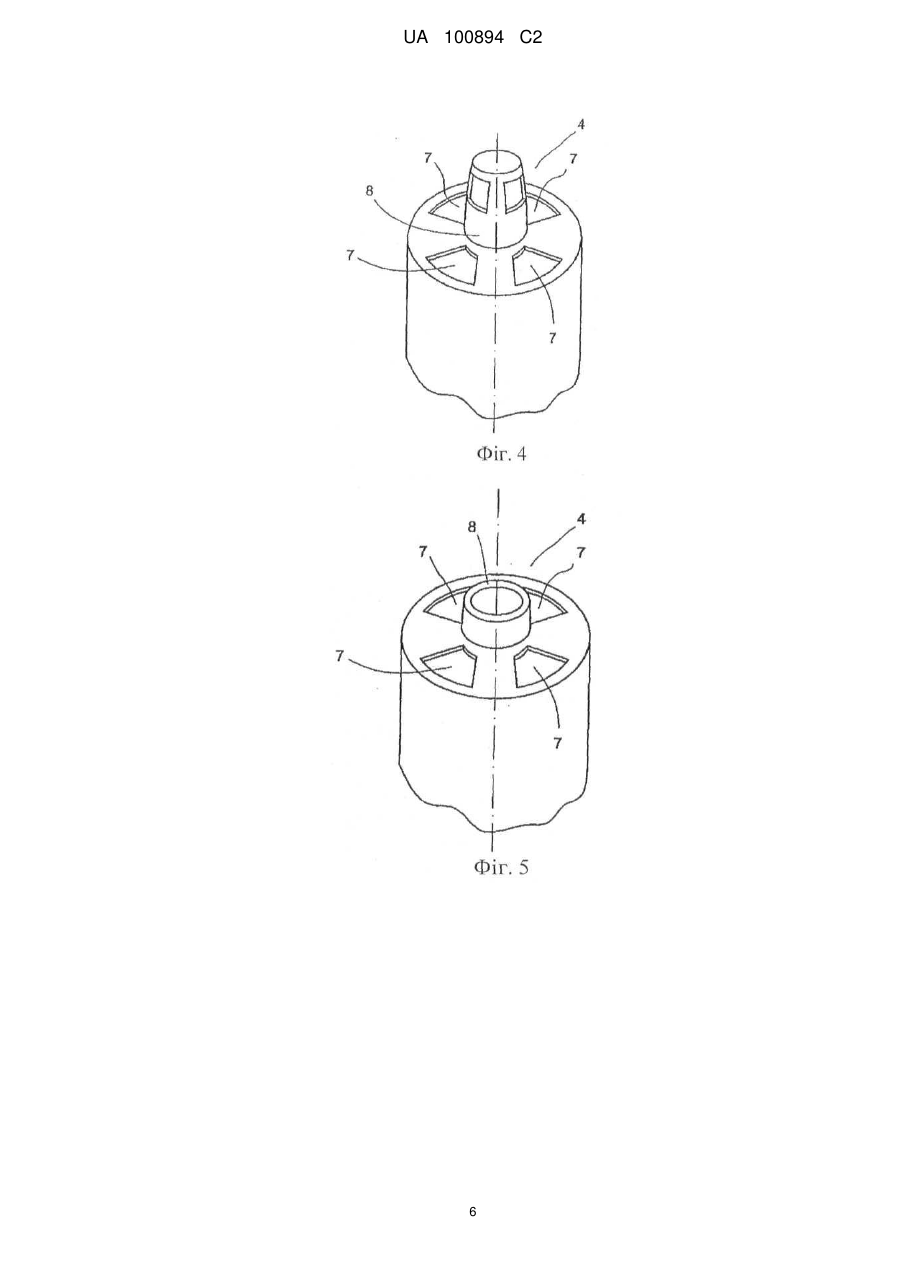
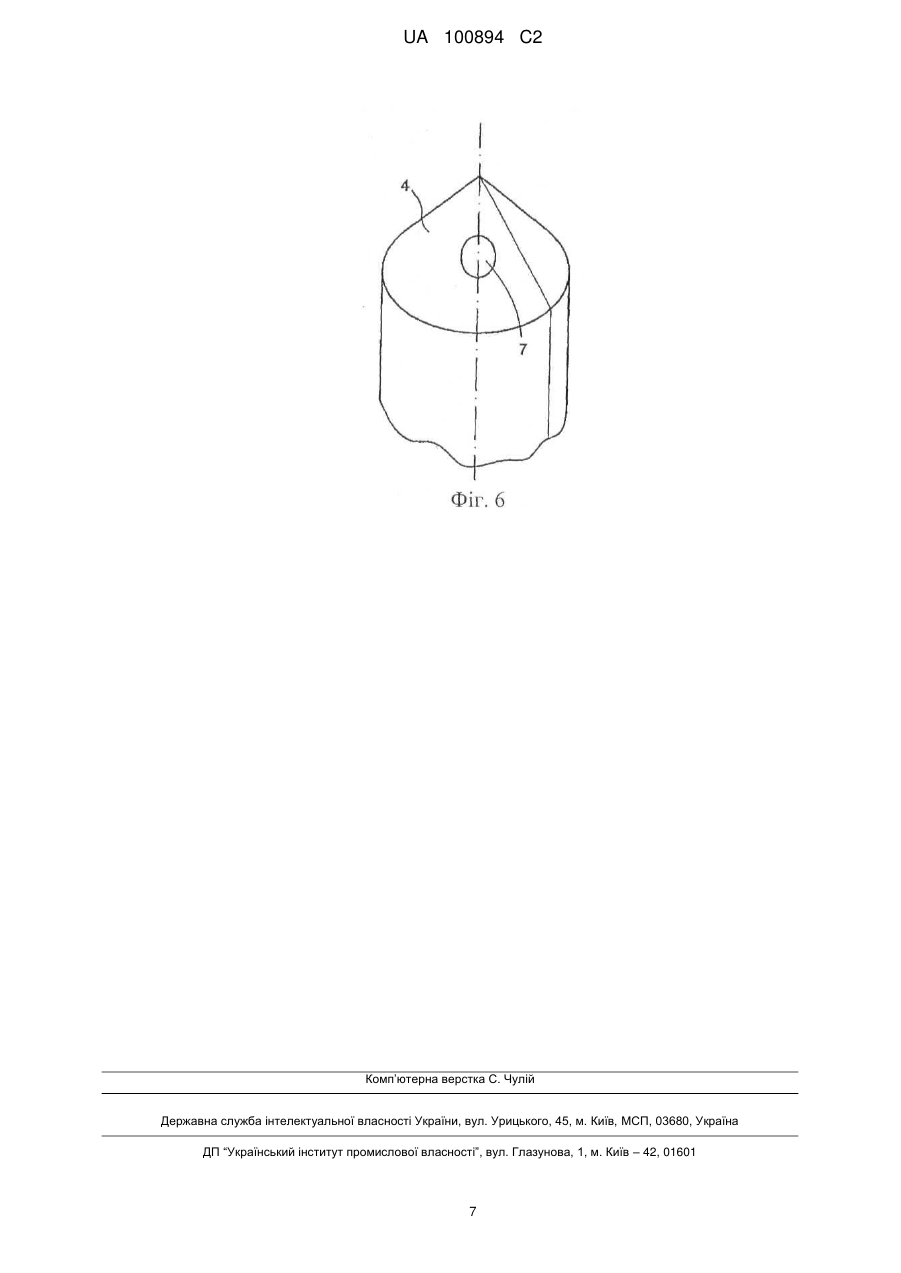
Реферат: Спосіб виробництва туби (1) з еластичного матеріалу, що містить юбку (3) і головну частину (10), який включає в себе операції: виконання або виробництва способом наформування вузла (2), який складається з юбки (3) і накладної головки (4), причому накладна головка (4) розташована на одному торці юбки (3) і закриває повністю або частково згаданий торець, і точка або точки нагнітання розташовані на згаданій накладній головці (4); відрізання накладної головки (4) повністю або частково і видалення відрізаної частини і наформування головної частини (10) на будь-якій ділянці вузла (2), що складається з юбки (3) і накладної головки (4), який при цьому залишається при видаленій відрізаній частині. Накладна головка (4) забезпечує певні переваги, такі як удосконалення остаточної обробки напресованої головної частини (10) або, коли вузол (2) виготовлений, більш легке витягування згаданого вузла (2) з прес-форми. UA 100894 C2 (12) UA 100894 C2 UA 100894 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Винахід стосується способу виробництва туби, виконаної з еластичних матеріалів, типу косметичних засобів, що використовуються для зберігання, кремів і т. д., яка переважно сформована з юбки і головки, і яка забезпечена етикетками та іншими декоративними елементами. Відомий рівень техніки Техніка відомого рівня містить численні відомі способи виробництва туб, які виробляються з еластичних матеріалів і мають юбку (звичайно з циліндричним корпусом, відкритим з обох торців) і головку (складений елемент, який закриває один з двох торців юбки і який звичайно містить ділянку з нарізаною гвинтовою різзю або ділянку іншої прийнятної форми, здатну забезпечувати можливість прикріплення ковпачка або іншого закриваючого елемента). Один зі способів, що використовується найбільш широко до цього часу, включає в себе виробництво юбки туби за допомогою екструзії безперервного рукава і подальшого розрізання рукава для одержання юбки заданої довжини, і подальшого наформовування головки на згадану юбку. Інший відомий спосіб описаний в публікації WO05072931A1, в якій тубу виготовлюють в результаті наступного технологічного процесу: юбку туби, декоровану етикеткою, виготовлюють на першому етапі технологічного процесу лиття під тиском, що передбачає етикетування при формуванні; головку туби наформовують на юбку на другому етапі технологічного процесу формування; потім на тубі закріплюють ковпачок; інші декоративні елементи можуть бути додані за вибором. Інший відомий спосіб описаний в публікації WO06082255A1, в якій тубу виготовлюють в результаті наступного технологічного процесу: деталь юбки із заготовкою головки (заготовка головки, що є частиною головки, що частково закриває один торець юбки), декоровану етикеткою, виготовлюють на першому етапі технологічного процесу лиття під тиском, що передбачає етикетування при формуванні; головку туби наформовують на юбку на другому етапі технологічного процесу лиття під тиском; потім на тубі закріплюють ковпачок; інші декоративні елементи можуть бути додані за вибором. Цей другий спосіб, запропонований в публікації WO06082255A1, має на меті поліпшення результатів наформовування головки. Є інші відомі способи виробництва туб, згідно з якими тубу повністю (юбку і головку) виконують відливанням під тиском одночасно в ході єдиного технологічного процесу і за допомогою однієї ливарної машини. Цей винахід має на меті запропонувати спосіб виробництва туб, вироблених з еластичних матеріалів, який усуває певні недоліки, відмічені в попередніх способах, головним чином, через недоліки машин, що застосовувалися раніше, або існуючих в цей час. Наприклад, новий спосіб має на меті поліпшити результат наформовування головки на юбці туби. Короткий опис винаходу Мета даного винаходу полягає в створенні способу для виробництва туби з еластичних матеріалів, причому туба, яка виготовляється з юбкою і головкою, і юбка має форму, наближену до призми, з круглим, овальним або іншим поперечним перерізом, зі сталою або змінною товщиною, утворює корпус туби і є відкритою з двох її протилежних боків, а головка є кришкою, яка закриває щонайменше один з відкритих боків юбки, при цьому згадана головка вибірково містить елементи для виштовхування вмісту туби і для прикріплення ковпачка або іншого закриваючого елемента. Згаданий спосіб включає в себе наступні операції: виробництва способом лиття під тиском елемента кінцевої частини юбки, розташованої на одному кінці юбки і частково або повністю закриває згаданий торець, причому точка або точки нагнітання розташовані на згаданій кінцевій частині; повного або часткового відрізання кінцевої частини і видалення відрізаної частини; наформовування головки на будь-який бік елемента кінцевої частини юбки, яка залишається після видалення відрізаної частини, тобто наформовування головки на ділянку блока, де виконане відрізання, або на будь-яку іншу ділянку (наприклад, на кінець, протилежний тому, де виконане відрізання). Кінцева частина може бути затиснута або утримуватися на місці, щоб таким чином забезпечувати можливість витягування елемента кінцевої частини юбки з ливарної форми (далі прес-форми), після її виробництва способом лиття під тиском. Оскільки кінцева частина повинна бути відрізана на більш пізній стадії і тому є такою, що видаляється, не існує будь-якої проблеми з утриманням елемента за допомогою кінцевої частини і можна уникнути небезпеки забруднення юбки (найважливішої частини блока кінцевої частини юбки), що утримується забруднюючими речовинами. У такому випадку, немає необхідності чистити або замінювати інструмент, щоб утримувати послідовно декілька блоків; замість цього, може бути використаний один інструмент. Інша перевага, що пропонується кінцевою частиною, фактично полягає в тому, що вона діє як стопорний механізм в тубі для рукава, який вводиться в згаданий внутрішній простір під час операції відрізання, полегшуючи, таким чином, згадану операцію відрізання. 1 UA 100894 C2 5 10 15 20 25 30 35 40 45 50 55 Кінцева частина може приймати різні форми і розміри, залежно від функції, яку вона повинна виконувати (для забезпечення можливості фіксування, дії як стопорний механізм, і т. д.). Докладне розкриття винаходу і креслень показує декілька варіантів здійснення виступаючої кінцевої частини. Спосіб згідно з винаходом забезпечує виробництво туби з остаточною обробкою краще, ніж яку досягають іншими відомими способами. Ця поліпшена остаточна обробка забезпечується в більшій мірі як результат розташування точки нагнітання юбки на виступаючу кінцеву частину, з'єднану з юбкою, іншими словами, за допомогою переміщування точки нагнітання на деякій відстані від етикетки туби. Переважно, спосіб згідно з винаходом для виробництва елемента кінцевої частини юбки передбачає етикетування при формуванні, за допомогою чого юбка забезпечується етикеткою. У даному конкретному варіанті, той факт, що точка або точки нагнітання (далі посилання на одну точку) розташовані на кінцевій частині, забезпечує можливість їх віддалення від юбки і, таким чином, запобігати можливим проблемам, виникаючим під час процесу "етикетування під час формування", таким як утворення зморшок на етикетці, зміщення, знебарвлення і т. д. Цей спосіб забезпечує остаточну обробку кінця туби краще, ніж забезпечувалося способом згідно з публікацією WO05072931A1, що виконується за допомогою машин, які існують в цей час (які роблять ускладненим прикріплення етикетки до юбки за допомогою етикетування під час формування, оскільки точка запресовування юбки знаходиться дуже близько до етикетки або на етикетці). Спосіб згідно з винаходом забезпечує деякі переваги перед публікацією WO06082255A1. Поперше, час виробничого циклу (і, отже, вартість) змінені в кращий бік, оскільки кінцева частина може бути менш товстою, ніж неповна головка згідно з WO06082255A1 (згадана неповна головка загалом повинна бути товстішою і жорсткішою, ніж юбка, так що неповну головку можна тоді наформовувати на неї). По-друге, той факт, що точка нагнітання розташована на кінцевій частині, і, таким чином, зміщена від етикетки, при цьому забезпечується одержання рівномірного потоку матеріалу на ділянці юбки і етикетки, яка є найважливішою ділянкою туби. Крім того, вигляд готової туби поліпшений, тому що виключена операція, яка іноді може мати вияв на тубах, вироблених у відповідно до способу, розкритим в публікації WO06082255A1. Даний винахід також передбачає можливість виробництва головки в іншому кольорі, ніж юбка, що не є можливим з відомим способом, оскільки неповна головка (яка має такий же самий колір, який у юбки), повністю не прихована або запресована в головку. Даний винахід також робить можливим виробництво, причому з використанням ідентичних юбок, туб з різним поперечним перерізом (овальним, круглим і т. д.); все, що потрібно для досягнення цього полягає в необхідності деформування юбки в достатній мірі і наформовування відповідної головки. Даним винаходом також запропоновані певні переваги перед способами виробництва туб, в якої вся туба (юбка і головка) виливається під тиском в одній операції і однією машиною для лиття під тиском. По-перше, спосіб згідно з даним винаходом робить можливим виробництво контейнерів різного розміру простим способом (довжина юбки і, отже, ємність туби може бути змінена просто переміщенням межі відрізання). Це також робить можливим використання різних матеріалів в юбки і головці, що іноді необхідно для одержання головки з різними властивостями (механічними, фізико-хімічними і т. д.) відносно властивостей юбки, і які необхідні для певного застосування, такого як гнучкі наконечники, аплікатори, тверді основи для дозуючих пристроїв, що викачують і т. д. Короткий опис креслень Деталі винаходу можна бачити в прикладених необмежуючих фігурах, на яких: фіг. 1 - варіант здійснення способу згідно з даним винаходом; фіг. 2 - варіант здійснення операції відрізання; на фіг. 3 - перший варіант здійснення кінцевої частини; фіг. 4 - другий варіант здійснення кінцевої частини; фіг. 5 - третій варіант здійснення кінцевої частини. фіг. 6 - четвертий варіант здійснення кінцевої частини. Докладний опис винаходу На фіг. 1 показаний варіант здійснення способу згідно з винаходом для виробництва туби (1), виконаної з еластичного матеріалу і, яка має юбку (3) і головку (10), причому юбка (3) має форму, майже відповідну призмі з круглим, овальним або іншим поперечним перерізом, яка утворює корпус туби (1) і яка є відкритою з її протилежних торців, а головка (10) є кришкою, яка закриває щонайменше один з відкритих торців юбки (3), причому згадана головка (10) за вибором містить елементи (7) для виштовхування вмісту туби і для приєднання ковпачка (6) або 2 UA 100894 C2 5 10 15 20 25 30 35 40 45 50 55 іншого закриваючого елемента. Спосіб, згідно з даним винаходом, включає в себе щонайменше: операцію (13) лиття під тиском, на якій виробляється блок (2), утворений юбкою (3) і кінцевою частиною (4), причому кінцева частина (4) розташована на одному торці юбки (3) і частково або повністю закриває згаданий торець, і точка і або точки нагнітання блока (2) розташовані на згаданій кінцевій частині (4); операцію (14) відрізання, на якій кінцева частина (4) відрізається повністю або частково, іншими словами частина щонайменше кінцевої частини (4) і за вибором вся кінцева частина (4) і навіть частина юбки (3) відрізається, а відрізана частина видаляється; потрібно зазначити, що на фігурі показаний варіант здійснення, в якому відрізається вся кінцева частина (4) і частина юбки (3); операцію (15) наформовування або наформовування, в якій головка (10) наформовується на будь-якій ділянці блока (2), утвореного юбкою (3) і кінцевою частиною (4), яка залишається після видалення відрізаної частини. У варіанті здійснення на фігурі технологічний процес закінчується операцією (16) встановлення ковпачка, в якій туба (1) оснащується ковпачком (6). Ця операція (16) встановлення ковпачка виконується вибірково. Кінцева частина (4) може бути виконана будь-якої форми або будь-якого розміру, яка причому повністю або частково закриває торець юбки (3). Кінцева частина (4) навіть може бути головкою туби. Іншими словами, спосіб згідно з винаходом може містити операції, в яких вся туба (юбка і головка) формується під тиском, щонайменше частина головки відрізається (вибірково вся головка і навіть частина юбки), а інша головка потім наформовується на частині, що залишилася. Цей останній варіант здійснення зробив би можливим виробництво різних туб (з встановленими різними головками) з використанням партії однакових туб, оснащених ідентичними головками. Переважно, операція (13) формування під тиском для виробництва блока (2), утвореного юбкою (3) і кінцевою частиною (4), також містить в собі етикетування в прес-формі, за допомогою чого юбка (3) забезпечується етикетками (5). У цьому конкретному варіанті, винахід є особливо переважним, тому що точка запресовування зміщена від згаданої етикетки (5), запобігаючи, таким чином, появі дефектів на етикетці (5) під час формування під тиском блока (2), утвореного юбкою (3) і кінцевою частиною (4). Кінцева частина (4) може являти собою стінки, виконані з різною конфігурацією, що забезпечує їй можливість виконання своїх функцій (для дії як елемент для захоплення і утримування, як тримача і т. д.). У випадку, коли використовують альтернативне друкування або спосіб декорування (такі як трафаретний друк, гаряче тиснення, офсетний друк і т. д.) замість або в доповнення до попутного етикетування в прес-формі, друкування може бути виконане на всій площі поверхні готової юбки (3) завдяки винаходу. Як показано на фіг. 2, це досягається виконанням друкування на блоці (2), утвореному юбкою (3) і кінцевою частиною (4) і подальшого відрізання кінцевої частини (4) і частини юбки (3) так, щоб друковане художнє оформлення (12) на юбці (3), що розрізається, досягало кромки (11) юбки (3). На фіг. 3-7 показані чотири варіанти здійснення кінцевої частини (4). На фіг. 3 показана кінцева частина (4) в формі кришки, яка закриває один торець юбки (3). Згадана кришка виконана з рядом віконець (7) для зниження відходів оброблюваного матеріалу. На фіг. 4 показаний другий варіант здійснення, в якому кінцева частина (4) також містить виступаючу частину (8). На фіг. 5 показаний третій варіант здійснення, в якому кінцева частина (4) також є кришкою, виконаною з віконцями (7) і виступаючою частиною (8). На фіг. 6 показаний четвертий варіант здійснення, в якому кінцева частина (4) є кришкою конічної форми, виконаною з віконцями (7). Крім цих чотирьох варіантів здійснення, кінцева частина (4) може бути виконана з іншими формами, з віконцями (7) або без них, з виступаючими частинами (8) або без них, із закриттям торця юбки (3) повністю або частково і т. д. Іншою метою цього винаходу є пропозиція способу, схожого з вищевикладеним способом, в якому замість виробництва блока (2), що утворюється юбкою (3) і кінцевою частиною (4) способом лиття під тиском, спосіб згідно з винаходом застосовується з блоком (2), утвореним юбкою (3) і кінцевою частиною (4), причому попередньо виготовленим в окремій технологічній операції. 3 UA 100894 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 1. Спосіб виробництва туби (1) з еластичного матеріалу, яка містить юбку (3), а головка (10) є кришкою, причому юбка (3) має форму, близьку до призми з круглим, овальним або іншим поперечним перерізом, утворюючи корпус туби (1), і є відкритою на її протилежних торцях, а головка (10), яка є кришкою, закриває щонайменше один з відкритих торців юбки (3), при цьому згадана головка (10) за вибором містить елементи (7) для виштовхування вмісту туби і для прикріплення ковпачка (6) або іншого закриваючого елемента, який відрізняється тим, що включає в себе наступні операції: операцію (13) лиття під тиском, на якій виготовлюють блок (2), що утворюється юбкою (3) і кінцевою частиною (4), причому кінцева частина (4) розташована на одному торці юбки (3) і частково або повністю закриває згаданий торець, і точка або точки нагнітання розташовані на згаданій кінцевій частині (4); операцію (14) відрізання, при якій кінцеву частину (4) відрізають повністю або частково і відрізану частину видаляють; операцію (15) наформовування, при якій головку (10) наформовують на частину блока (2), утвореного юбкою (3) і кінцевою частиною (4), яка залишається після видалення відрізаної частини, при цьому наформування здійснюють на ділянку, на якій виконане відрізання блока (2), утвореного юбкою (3) і кінцевою частиною (4). 2. Спосіб за п. 1, який відрізняється тим, що кінцеву частину (4) відрізають частково. 3. Спосіб за п. 1, який відрізняється тим, що кінцеву частину (4) відрізають повністю. 4. Спосіб за п. 3, який відрізняється тим, що частину юбки (3) також відрізають. 5. Спосіб за п. 4, який відрізняється тим, що до операції (14) відрізання блок з юбки - кінцевої частини прикрашають за допомогою альтернативного друкування або способом декорування, при цьому в ході операції (14) відрізану кінцеву частину (4) і частину юбки (3) видаляють так, щоб декорування на частині юбки, що залишилося, досягало кромки згаданої юбки (3). 6. Спосіб за п. 1, який відрізняється тим, що операція (13) лиття під тиском включає в себе попутне етикетування в прес-формі, за допомогою якого юбку (3) забезпечують етикеткою (5). 7. Спосіб виробництва туби (1), яка виконана з еластичного матеріалу і має юбку (3), а головка (10) є кришкою, причому юбка (3) має близьку до призми форму з круглим, овальним або іншим поперечним перерізом, яка утворює корпус туби (1) і є відкритою на її протилежних торцях, а головка (10), є кришкою, яка закриває щонайменше один з відкритих торців юбки (3), причому згадана головка (10) за вибором містить елементи (7) для виштовхування вмісту туби і для прикріплення ковпачка (6) або іншого закриваючого елемента, який відрізняється тим, що включає в себе наступні операції: розташування блока (2), утвореного юбкою (3) і кінцевою частиною (4), причому кінцеву частину (4) розміщують на одному торці юбки (3) і повністю або частково закривають згаданий торець, і точка або точки нагнітання розташовані на згаданій кінцевій частині (4); операцію (14) відрізання, на якій кінцеву частину (4) відрізають повністю або частково, і на якій відрізану частину видаляють; операцію (15) наформовування, при якій головку (10) наформовують на частину блока (2), утвореного юбкою (3) і кінцевою частиною (4), яка залишається після видалення відрізаної частини, при цьому наформовують на ділянку, на якій виконали відрізання блока (2), утвореного юбкою (3) і кінцевою частиною (4). 8. Спосіб за п. 7, який відрізняється тим, що кінцеву частину (4) відрізають частково. 9. Спосіб за п. 7, який відрізняється тим, що кінцеву частину (4) відрізають повністю. 10. Спосіб за п. 9, який відрізняється тим, що частину юбки (3) також відрізають. 13. Спосіб за п. 10, який відрізняється тим, що до операції (14) відрізання блок з юбки кінцевої частини прикрашають за допомогою альтернативного друкування або способом декорування, причому під час відрізання кінцеву частину (4) і частину юбки (3) видаляють так, що декорування на частині юбки, що залишилося, досягає кромки згаданої юбки (3). 4 UA 100894 C2 5 UA 100894 C2 6 UA 100894 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing tube of flexible materials (embodiments)
Автори англійськоюFernandez de Mendiola Quintana, Javier, Valpuesta Landa, Juan Ignacio
Назва патенту російськоюСпособ производства тубы из эластичных материалов (варианты)
Автори російськоюФернандес де Мендиола Кинтана Хавьер, Вальпуэста Ланда Хуан Игнасио
МПК / Мітки
МПК: B29D 23/20
Мітки: еластичних, виготовлення, варіанти, туби, спосіб, матеріалів
Код посилання
<a href="https://ua.patents.su/9-100894-sposib-vigotovlennya-tubi-z-elastichnikh-materialiv-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення туби з еластичних матеріалів (варіанти)</a>
Спосіб виготовлення ствола зброї для стрільби кулями несмертельної дії, які виготовлені з еластичних матеріалів
Номер патенту: 32080
Опубліковано: 12.05.2008
Автор: Солтис Олег Миколайович
МПК: F41A 21/00
Мітки: дії, кулями, матеріалів, стрільби, несмертельної, виготовлення, зброї, ствола, виготовлені, еластичних, спосіб
Формула / Реферат:
1. Спосіб виготовлення ствола зброї для стрільби кулями несмертельної дії, які виготовлені з еластичних матеріалів, що полягає у виготовленні всередині ствола перешкоджаючих вставок, у вигляді напливів, який відрізняється тим, що перешкоджаючі вставки виготовлені методом деформації стінок ствола, тобто стінки ствола ззовні вдавлюють всередину і всередині ствола виникають випуклості у вигляді напливів - перешкоджаючі вставки.2. Спосіб...
Просочувальна композиція для вологих пористих матеріалів, спосіб гідроізоляції вологого бетону (варіанти) і спосіб виготовлення водостійкої фанери (варіанти) з застосуванням цієї композиції
Номер патенту: 79904
Опубліковано: 25.07.2007
Автор: Веселовський Роман Олександрович
МПК: B27D 1/00, C08L 75/00, C04B 41/45, C08L 91/00
Мітки: матеріалів, просочувальна, водостійкої, спосіб, виготовлення, композиція, пористих, вологого, вологих, гідроізоляції, композиції, варіанти, застосуванням, фанери, бетону, цієї
Формула / Реферат:
1. Просочувальна композиція для вологих пористих матеріалів, що включає розчинник, яка відрізняється тим, що містить рицинову олію, а розчинник взято у кількості 1-9900 мас.ч. на 100 мас.ч. рицинової олії.2. Просочувальна композиція за п. 1, яка відрізняється тим, що як розчинник вона містить принаймні одну речовину, вибрану з групи, що включає ацетон, етилацетат, бутилацетат, уайт-спірит, толуол, ксилол, фенілгліцидиловий ефір,...
Спосіб одержання жорстких та еластичних пінополіуретанових матеріалів

Номер патенту: 61089
Опубліковано: 17.11.2003
Автор: Елінг Беренд
МПК: C08G 18/24, C08G 18/22
Мітки: жорстких, спосіб, пінополіуретанових, одержання, матеріалів, еластичних
Формула / Реферат:
1. Спосіб одержання спіненої водою поліуретанової піни взаємодією поліізоціанату та поліолу в присутності води і солі олова карбонової кислоти, що має 2-18 атомів вуглецю (каталізатор 1), разом із сіллю літію, натрію, калію, рубідію, цезію, магнію, кальцію, стронцію та/або барію та протонної кислоти, причому кислота має принаймні два кислих водневих атоми і рКа у воді 2-10 (каталізатор 2), при співвідношенні каталізатора 1 до каталізатора 2...
Спосіб одержання еластичних поліуретанів (варіанти)
Номер патенту: 82028
Опубліковано: 25.02.2008
Автори: Марковська Людмила Антонівна, Савельєв Юрій Васильович, Руденко Адель Вікторівна, Савельєва Ольга Олексіївна, Робота Людмила Павлівна
МПК: C08K 5/34, A61L 29/00, C08G 18/10, C08G 18/28, C08L 75/00
Мітки: поліуретанів, еластичних, варіанти, спосіб, одержання
Формула / Реферат:
1. Спосіб одержання еластичних поліуретанів шляхом взаємодії форполімеру, одержаного за реакцією діізоціанатів з поліефірами, з подовжувачем макроланцюга - несиметричним диметилгідразином (НДМГ) із розрахунку 0,1-0,5 моль подовжувача на 1 моль форполімеру, який відрізняється тим, що проводять взаємодію одержаного поліуретану в розчині диметилформаміду з монофункціональною біологічно активною сполукою - сульфохлоридом 5-нітро-8-оксихіноліну...
Спосіб контролю герметичності виробів з еластичних матеріалів
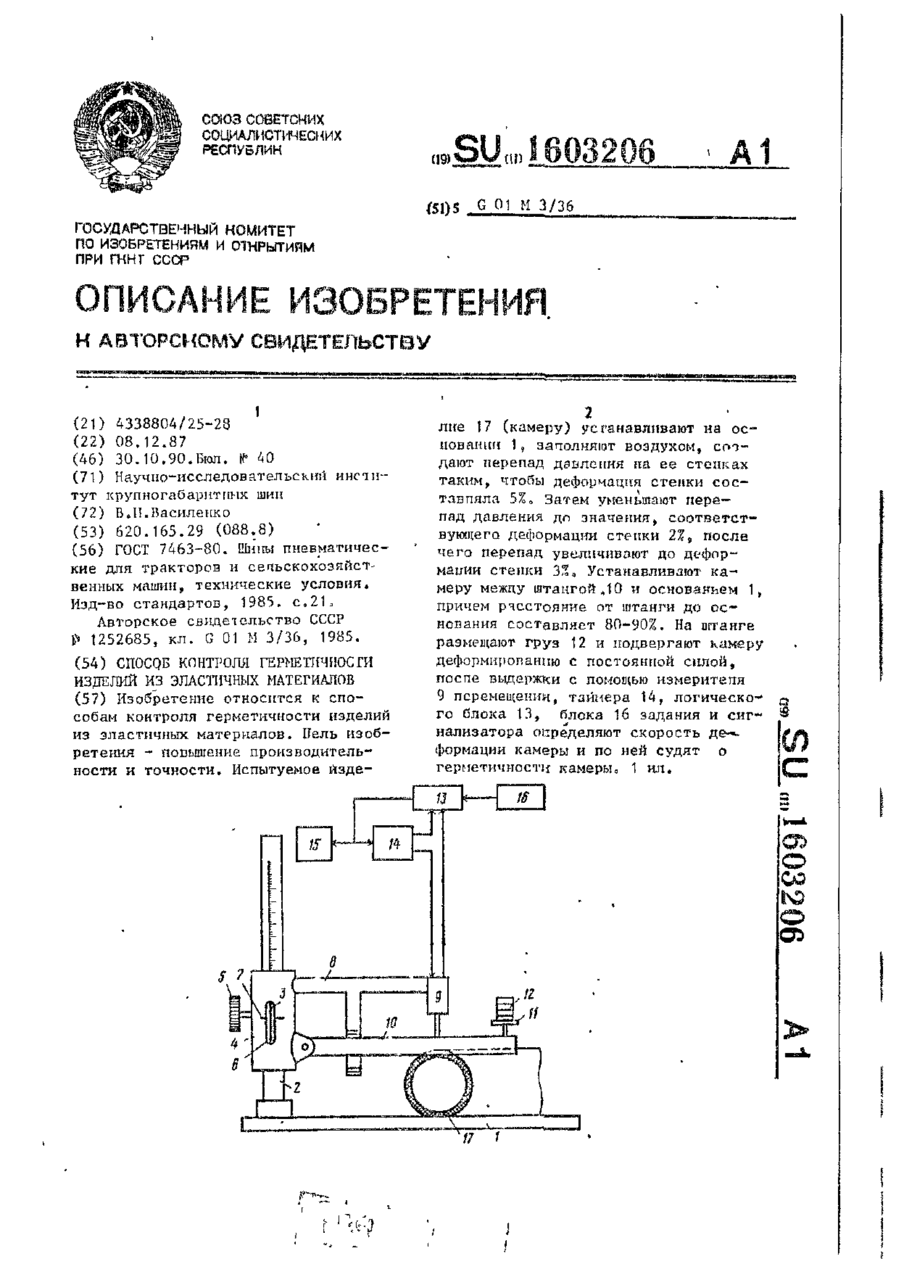
Номер патенту: 2192
Опубліковано: 26.12.1994
Автор: Василенко Віктор Іванович
МПК: G01M 3/02
Мітки: еластичних, спосіб, герметичності, матеріалів, контролю, виробів
Формула / Реферат:
Способ контроля герметичности изделий из эластичных материалов, заключающийся в том, что изделие заполняют испытательной средой, создают на его стенках перепад давления, подвергают изделие деформированию с постоянной силой, измеряют деформацию изделия и по ней судят о его герметичности, отличающийся тем, что, с целью повышения производительности и точности, перепад давления создают таким, чтобы деформация стенки изделия составила 5%, затем...
Попередній патент: Вогнетривкий матеріал з високим вмістом діоксиду цирконію
Наступний патент: Охолоджувальна плита для металургійної печі
Випадковий патент: Декоративний виріб "мініатюра"