Пристрій і спосіб для виробництва заготовок контейнерів


Формула / Реферат
1. Пристрій для виробництва заготовок (2) контейнерів з смуги (3) матеріалу, що містить:
множину інструментів (5), встановлених на роторному інструментотримачі (4), який виконаний з можливістю при обертанні переміщувати кожний інструмент (5) по
робочій траєкторії (WP), на якій кожний інструмент (5) має можливість взаємодії зі смугою (3) матеріалу для з'єднання протилежних ділянок стінки смуги (3) матеріалу вздовж з'єднувальних ділянок (11), і по
зворотній траєкторії (RP), на якій кожний інструмент виведений з взаємодії зі смугою (3) матеріалу,
при цьому кожний інструмент (5) виконаний з можливістю переміщення разом зі смугою (3) матеріалу, коли інструмент (5) переміщується по робочій траєкторії (WP), і
інструментотримач (4) працює як відхиляючий засіб для смуги (3) матеріалу, коли вона рухається разом з відповідними інструментами (5) по робочій траєкторії (WP).
2. Пристрій за п. 1, в якому кожний інструмент (5) виконаний з можливістю переміщення між закритим положенням і відкритим положенням, при цьому інструмент (5) виконаний з можливістю переміщення в закрите положення для створення взаємодії зі смугою (3) матеріалу.
3. Пристрій за п. 2, в якому кожний інструмент (5) містить елемент (6) основи, нерухомо закріплений на інструментотримачі (4), і притискний елемент (7), виконаний з можливістю повороту відносно елемента (6) основи.
4. Пристрій за п. 3, в якому щонайменше один з елемента (6) основи і притискного елемента (7) кожного інструмента (5) підтримує ребро (12), виконане з можливістю взаємодії зі смугою (3) матеріалу в закритому положенні інструмента (5).
5. Пристрій за п. 4, в якому ребро (12) кожного інструмента (5) має протяжність, відповідну протяжності з'єднувальної ділянки (11) заготовки (2) контейнера.
6. Пристрій за п. 4 або 5, в якому ребро (12) встановлене на конструкції, що містить пружини (38), які при переміщенні інструмента (5) в закрите положення створюють задане зусилля притиснення.
7. Пристрій за будь-яким з попередніх пунктів, в якому кожний інструмент (5) виконаний з можливістю здійснювати з'єднання термічним зварюванням.
8. Пристрій за будь-яким з попередніх пунктів, що також містить керуючий засіб (18), виконаний з можливістю вводити кожний інструмент (5) у взаємодію і виводити його з взаємодії зі смугою (3) матеріалу.
9. Пристрій за п. 8, в якому керуючий засіб (18) містить важільний механізм (20) для кожного інструмента (5) і стаціонарну кулачкову структуру (19), при цьому кожний інструмент (5) сполучений цим важільним механізмом (20) з кулачковою структурою (19), і кулачкова структура (19) виконана з можливістю при обертанні інструментотримача (4) відкривати і закривати кожний інструмент (5).
10. Пристрій за п. 8, де кожний важільний механізм (20) містить шарнірний передавальний важіль (25), розташований в положенні над центром.
11. Пристрій за п. 9 або 10, в якому кожний важільний механізм (20) містить ролик (23), який утримується в кулачковій канавці (24) кулачкової структури (19), при цьому в кулачковій канавці (24) розташований датчик для визначення сили, з якою ролик (23) упирається в опорну поверхню кулачкової канавки (24).
12. Пристрій за будь-яким з попередніх пунктів, в якому інструментотримач (4) закріплений з можливістю обертання в один бік.
13. Пристрій за будь-яким з попередніх пунктів, який також містить пост (10) висікання, розташований після інструментотримача (4) і виконаний з можливістю висікання заготовок (2) контейнерів вздовж з'єднувальних ділянок (11).
14. Пристрій за п. 13, в якому пост (10) висікання виконаний з можливістю такого висікання, що заготовки (2) контейнерів послідовно сполучені одна з одною і утворюють безперервну смугу (17) заготовок (2) контейнерів.
15. Пристрій за будь-яким з попередніх пунктів, в якому інструментотримач (4) виконаний з можливістю безперервного обертання при роботі.
16. Пристрій за будь-яким з попередніх пунктів, який також містить механізм (13) суміщення, розташований перед інструментотримачем (4) і виконаний з можливістю визначати натягнення смуги (3) матеріалу і регулювати це натягнення відповідно до заздалегідь визначеного значення.
17. Спосіб виробництва заготовок (2) контейнерів з смуги (3) матеріалу шляхом з'єднання протилежних ділянок стінки смуги (3) матеріалу вздовж з'єднувальних ділянок (11), при якому:
відхиляють смугу (3) матеріалу над інструментотримачем (4);
обертають інструментотримач (4) для переміщення інструментів (5), встановлених на ньому, по робочій траєкторії (WP) і
при безперервному обертанні інструментотримача (4) переміщують інструменти (5) по зворотній траєкторії (RP) на початок робочої траєкторії (WP),
при цьому кожний інструмент для виконання з'єднання вводять у взаємодію зі смугою (3) матеріалу і переміщують разом зі смугою (3) матеріалу під час руху інструмента (5) по робочій траєкторії (WP).
18. Спосіб за п. 17, в якому смугу матеріалу фальцюють подовжньо для утворення W-подібного перерізу.
19. Спосіб за п. 17 або 18, в якому кожний інструмент (5) вводять у взаємодію зі смугою (3) матеріалу шляхом повороту притискного елемента (7) вниз до елемента (6) основи для затиску смуги (3) матеріалу між ними.
20. Спосіб за будь-яким з пп. 17-19, в якому інструментотримач (4) обертають безперервно для забезпечення безперервного виробництва заготовок (2) контейнерів.
21. Спосіб за будь-яким з пп. 17-19, в якому інструментотримач (4) обертають покроково.
Текст
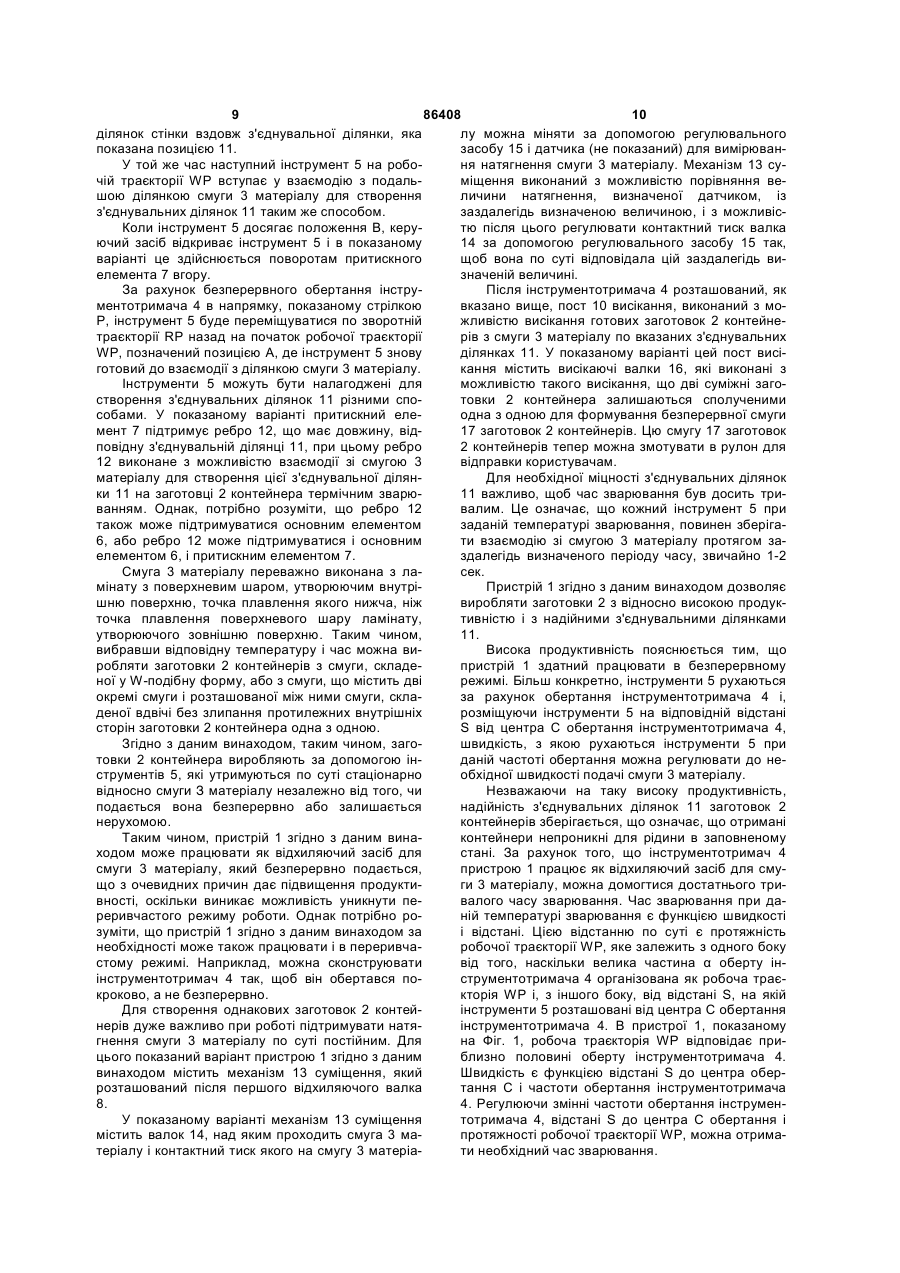
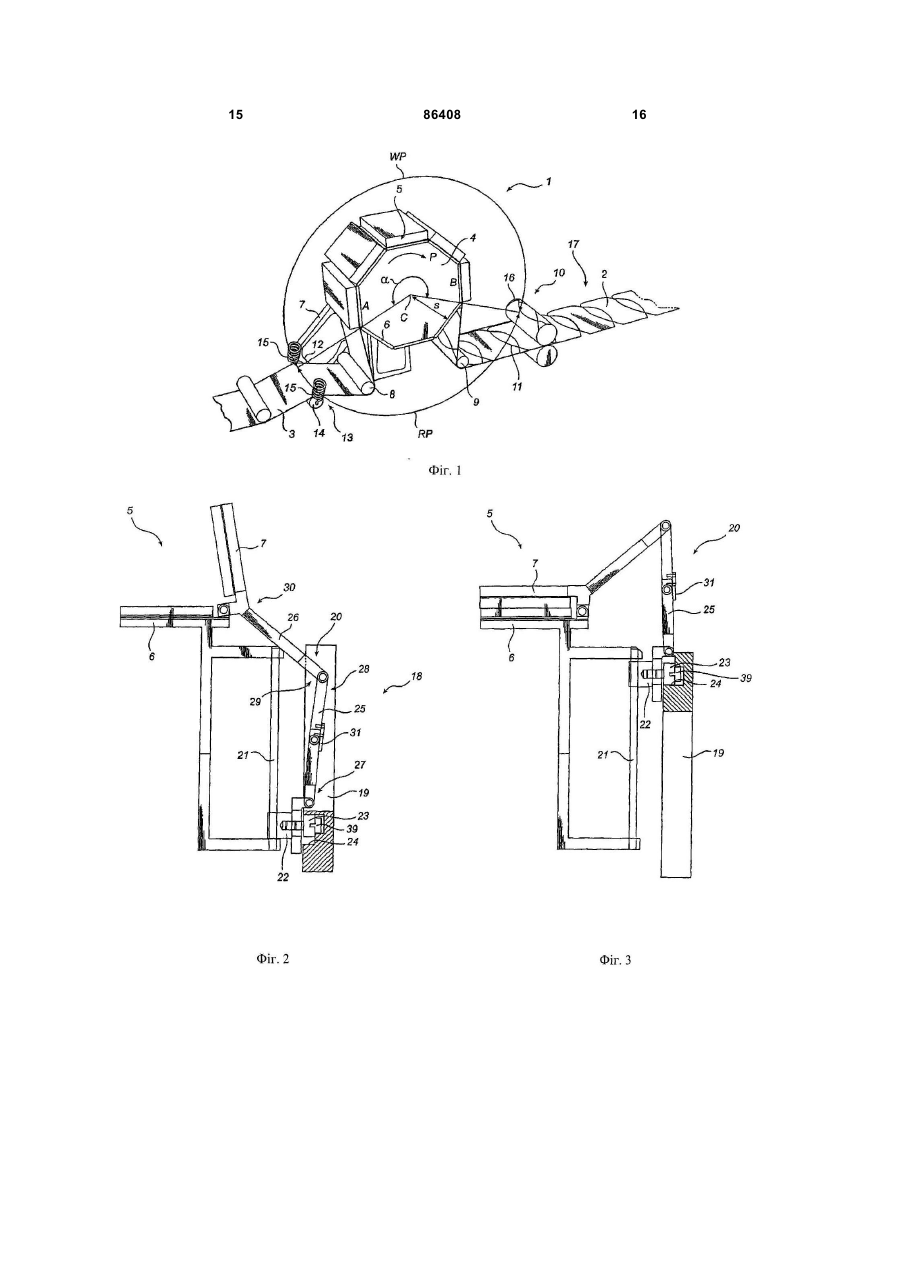
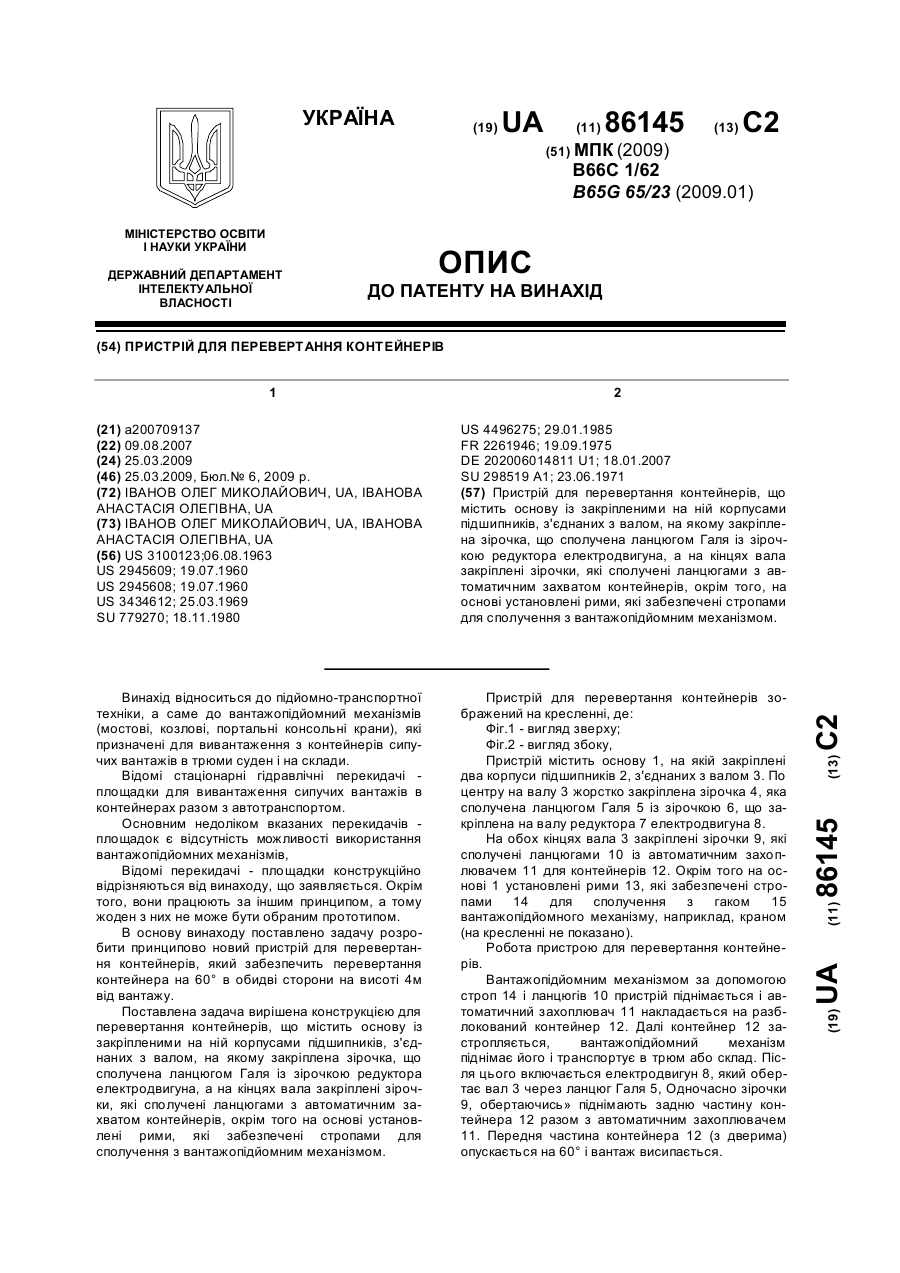
1. Пристрій для виробництва заготовок (2) контейнерів з смуги (3) матеріалу, що містить: множину інструментів (5), встановлених на роторному інструментотримачі (4), який виконаний з можливістю при обертанні переміщувати кожний інструмент (5) по робочій траєкторії (WP), на якій кожний інструмент (5) має можливість взаємодії зі смугою (3) матеріалу для з'єднання протилежних ділянок стінки смуги (3) матеріалу вздовж з'єднувальних ділянок (11), і по зворотній траєкторії (RP), на якій кожний інструмент виведений з взаємодії зі смугою (3) матеріалу, при цьому кожний інструмент (5) виконаний з можливістю переміщення разом зі смугою (3) матеріалу, коли інструмент (5) переміщується по робочій траєкторії (WP), і інструментотримач (4) працює як відхиляючий засіб для смуги (3) матеріалу, коли вона рухається разом з відповідними інструментами (5) по робочій траєкторії (WP). 2. Пристрій за п. 1, в якому кожний інструмент (5) виконаний з можливістю переміщення між закритим положенням і відкритим положенням, при цьому інструмент (5) виконаний з можливістю переміщення в закрите положення для створення взаємодії зі смугою (3) матеріалу. 3. Пристрій за п. 2, в якому кожний інструмент (5) містить елемент (6) основи, нерухомо закріплений на інструментотримачі (4), і притискний елемент (7), виконаний з можливістю повороту відносно елемента (6) основи. 2 (19) 1 3 86408 4 можливістю висікання заготовок (2) контейнерів при безперервному обертанні інструментотримача вздовж з'єднувальних ділянок (11). (4) переміщують інструменти (5) по зворотній тра14. Пристрій за п. 13, в якому пост (10) висікання єкторії (RP) на початок робочої траєкторії (WP), виконаний з можливістю такого висікання, що запри цьому кожний інструмент для виконання з'єдготовки (2) контейнерів послідовно сполучені одна нання вводять у взаємодію зі смугою (3) матеріалу з одною і утворюють безперервну смугу (17) загоі переміщують разом зі смугою (3) матеріалу під товок (2) контейнерів. час руху інструмента (5) по робочій траєкторії 15. Пристрій за будь-яким з попередніх пунктів, в (WP). якому інструментотримач (4) виконаний з можливі18. Спосіб за п. 17, в якому смугу матеріалу фальстю безперервного обертання при роботі. цюють подовжньо для утворення W-подібного пе16. Пристрій за будь-яким з попередніх пунктів, рерізу. який також містить механізм (13) суміщення, роз19. Спосіб за п. 17 або 18, в якому кожний інструташований перед інструментотримачем (4) і викомент (5) вводять у взаємодію зі смугою (3) матерінаний з можливістю визначати натягнення смуги алу шляхом повороту притискного елемента (7) (3) матеріалу і регулювати це натягнення відповідвниз до елемента (6) основи для затиску смуги (3) но до заздалегідь визначеного значення. матеріалу між ними. 17. Спосіб виробництва заготовок (2) контейнерів з 20. Спосіб за будь-яким з пп. 17-19, в якому інсмуги (3) матеріалу шляхом з'єднання протилежструментотримач (4) обертають безперервно для них ділянок стінки смуги (3) матеріалу вздовж з'єдзабезпечення безперервного виробництва заготонувальних ділянок (11), при якому: вок (2) контейнерів. відхиляють смугу (3) матеріалу над інструментот21. Спосіб за будь-яким з пп. 17-19, в якому інримачем (4); струментотримач (4) обертають покроково. обертають інструментотримач (4) для переміщення інструментів (5), встановлених на ньому, по робочій траєкторії (WP) і Даний винахід відноситься до пристрою і способу для виробництва заготовок контейнерів і, більш конкретно, до такого способу і пристрою, де ділянки протилежних стінок смуги матеріалу сполучаються вздовж з'єднувальних ділянок. У WO00/41155 розкривається пристрій для виготовлення заготовок контейнерів шляхом з'єднання ділянок протилежних стінок смуги матеріалу вздовж з'єднувальних ділянок. Смуга матеріалу містить дві смуги бічних стінок, які у виробничій лінії проходять паралельно і протилежно одна одній, а між ними складена вдвічі смуга стінки дна. Таким чином, смуги сполучені разом в загальну смугу матеріалу і зварені одна з одною вздовж вказаних з'єднувальних ділянок нагрівними кулачками, які взаємодіють зі смугою матеріалу. Коли нагрівні кулачки взаємодіють зі смугою матеріалу, смугу необхідно втримувати нерухомо, що означає, що спосіб виробництва заготовок контейнерів є переривчастим. Переривчастий спосіб виробництва знижує продуктивність, яка в деяких випадках може бути недостатньою. Пропонувалися інші рішення для підвищення продуктивності. Наприклад, можна використати фасонний ролик, утворюючий зазор з притискним роликом. Смуга матеріалу проходить в зазор і фасонний ролик взаємодіє з нею для формування з'єднувальних ділянок. Цей спосіб дозволяє безперервно виробляти заготовки контейнерів. Щоб із заготовок можна було сформувати контейнери, непроникні для рідини в заповненому стані, важливо мати надійні з'єднувальні ділянки, тобто, необхідно, щоб на процес зварювання відводилося достатньо часу. Для цього послідовно можна організувати множину таких зазорів, що з очевидних причин вимагає точної синхронізації і, отже, складного регулювання. Однак, існує потреба в альтернативному способі безперервного виробництва заготовок контейнерів. У зв'язку з вищесказаним, метою даного винаходу є створення альтернативного пристрою і альтернативного способу виробництва заготовок контейнерів шляхом з'єднання ділянок протилежних стінок смуги матеріалу вздовж з'єднувальних ділянок. Іншою метою є створення такого пристрою і способу, які дозволяють здійснювати безперервне виробництво заготовок контейнерів такого типу. Іншою метою даного винаходу є створення такого пристрою і способу, які забезпечують можливість раціонального виробництва заготовок контейнерів. Ще однією метою даного винаходу є створення пристрою і способу, здатних виробляти заготовки контейнерів з надійними з'єднувальними ділянками. Для досягнення щонайменше однієї з вищезгаданих цілей, а також інших цілей, які будуть очевидні з нижченаведеного опису, пропонуються пристрій, ознаки якого визначені в п. 1 формули, і спосіб, ознаки якого визначені в п.17 формули. Переважні варіанти пристрою будуть очевидні з пп. 2-16 формули, а переважні варіанти способу будуть очевидні з пп. 18-21 формули. Більш конкретно, згідно з даним винаходом пропонується пристрій для виробництва заготовок контейнерів з смуги матеріалу, що містить множину інструментів, які підтримуються роторним інструментотримачем, який виконаний з можливістю при обертанні переміщувати кожний інструмент по робочій траєкторії, на якій кожний інструмент має можливість взаємодії зі смугою матеріалу для 5 86408 6 з'єднання ділянок протилежних стінок смуги матета може мати довжину, відповідну довжині з'єднуріалу вздовж з'єднувальних ділянок, і по зворотній вальної ділянки заготовки контейнера. траєкторії, на якій кожний інструмент від'єднується Ребро може підтримуватися конструкцією, що від смуги матеріалу, при цьому кожний інструмент містить пружини, які при переміщенні інструмента виконаний з можливістю руху разом зі смугою мав закрите положення створюють певну величину теріалу, коли інструмент рухається по робочій трастиснення. Таким чином, відповідним підбором єкторії, при цьому інструментотримач працює як пружин можна регулювати зусилля, з яким інструвідхиляючий засіб для смуги матеріалу, коли вона мент закривається. рухається з відповідними інструментами по робоЗгідно з іншим варіантом кожний інструмент чій траєкторії. розташований для створення з'єднання термічним Результатом є альтернативний пристрій для зварюванням. виробництва заготовок контейнерів. Згідно з ще одним варіантом пристрій містить Пристрій згідно з даним винаходом дозволяє керуючий засіб, який розташований з можливістю безперервно виробляти заготовки контейнерів, приведення інструмента у взаємодію зі смугою оскільки інструменти на фазі зачеплення переміматеріалу і виходу інструмента з взаємодії з нею. щаються разом зі смугою матеріалу по робочій Керуючий засіб може містити важільний механізм траєкторії. Однак, потрібно розуміти, що пристрій для кожного інструмента і стаціонарну кулачкову може приводитися в дію і в переривчастому режиструктуру, при цьому кожний інструмент сполучемі, наприклад, шляхом покрокового обертання ний з кулачковою структурою цим важільним меінструментотримача. ханізмом і кулачкова структура виконана з можлиПристрій згідно з даним винаходом може мати вістю при обертанні інструментотримача керувати переважну високу продуктивність. Причиною цього відповідно закриванням і відкриванням кожного є те, що інструменти переміщаються обертанням інструмента. При використанні однієї кулачкової інструментотримача і те, що інструменти розміщеструктури для керування всіма інструментами ні на відповідній радіальній відстані від центра окремими інструментами можна керувати просто і обертання інструментотримача і швидкість, з якою економічно ефективно. Кожний важільний мехапереміщаються інструменти, при даній частоті нізм може містити шарнірний важіль, який розтаобертання, може регулюватися в залежності від шований не на осі. У результаті кожний інструмент бажаної швидкості подачі смуги матеріалу. може бути відкритий, навіть якщо виникне незаПристрій також дозволяє виробляти заготовки планована зупинка і інструмент залишиться на контейнерів з надійними з'єднувальними ділянкаробочій траєкторії. ми для створення заготовок контейнерів, непрониКожний важільний механізм також може містикних для рідини. Надійність з'єднувальних ділянок ти ролик, який утримується в канавці кулачка кує функцією необхідного часу зварювання, під яким лачкової структури, при цьому в канавці кулачка розуміється період, протягом якого кожний інструрозташований сенсор для визначення зусилля, з мент повинен взаємодіяти зі смугою матеріалу для яким ролик упирається в опорну поверхню канавки формування надійної звареної ділянки. Пристрій кулачка. Це дозволяє відстежувати зусилля звазгідно з даним винаходом може забезпечувати рювання, тобто зусилля, з яким інструмент взаєнеобхідний час зварювання, оскільки інструментомодіє зі смугою матеріалу, оскільки це зусилля тримач працює як відхиляючий засіб для смуги пропорційне вищезгаданій силі упору або контакту. матеріалу, коли вона переміщується разом з інСила контакту ролика альтернативно може сприйструментами по робочій траєкторії. Інструменти матися за допомогою ослабленої ділянки в канавці переміщуються обертанням інструментотримача, кулачка. У цьому випадку вимірюється величина тим самим дозволяючи витримати необхідний час пружної деформації ослабленої ділянки при продля даної температури зварювання, шляхом відходженні ролика. На основі величини цієї пружної повідного регулювання швидкості, з якою рухаєтьдеформації легко можна обчислити силу, з якою ся інструмент, і відстані, на яку інструмент переупирається ролик. міщується. Ця швидкість є функцією частоти Згідно з іншим варіантом, інструментотримач обертання інструментотримача і радіальної відможе бути закріплений однією стороною з можлистані інструмента від центра обертання, тоді як вістю обертання. Той факт, що інструментотримач відстань є функцією радіальної відстані і довжини закріплений тільки однією стороною, дає переваги робочої траєкторії. в тому, що друга його сторона буде легко доступЗгідно з варіантом пристрою згідно з даним на, що полегшує, наприклад, обслуговування і винаходом кожний інструмент виконаний з можлизміну інструментів. вістю переміщення між відкритим положенням і Згідно з ще одним варіантом, пристрій містить закритим положенням, при цьому інструмент пепост висікання, який розташований після інструреміщується в закрите положення для взаємодії зі ментотримача і виконаний з можливістю висікання смугою матеріалу. Кожний інструмент може містизаготовок контейнерів вздовж з'єднувальних діляти елемент основи, який нерухомо закріплений на нок. Пост висікання виконаний з можливістю такоінструментотримачі, і притискний елемент, який го висікання, що заготовки контейнерів залишавиконаний з можливістю повороту відносно елеються сполученими одна з одною, утворюючи мента основи. Один з цих елементів може підтрибезперервну смугу заготовок контейнерів. мувати ребро, виконане з можливістю взаємодії зі В іншому варіанті пристрій містить механізм смугою матеріалу в закритому положенні інструсуміщення, розташований до інструментотримача і мента, і в цьому випадку ребро кожного інструменвиконаний з можливістю визначати натягнення 7 86408 8 смуги матеріалу і регулювати це натягнення відпоСмуга 3 матеріалу, з якої виробляються заговідно до заздалегідь визначеної величини. товки 3 контейнерів, переважно складається з паКрім того, згідно з даним винаходом пропонукувального ламінату з центральним шаром, що ється спосіб виробництва заготовок контейнерів з містить зв'язуюче з поліолефіну і наповнювач з смуги матеріалу шляхом з'єднання ділянок протимінерального матеріалу, наприклад крейди. лежних стінок смуги матеріалу вздовж з'єднувальПристрій 1 містить встановлений з можливістю них ділянок, при якому: обертання інструментотримач 4, який підтримує відхиляють смугу матеріалу над інструментотмножину інструментів 5. В показаному варіанті римачем, обертають інструментотримач для пеінструментотримач 4 має восьмигранну структуру, реміщення інструментів, що втримуються ним по де інструменти 5 розташовані вздовж відповідних робочій траєкторії, і, безперервно обертаючи інграней структури. Інструментотримач 4 встановструментотримач, переміщують інструменти по лений з можливістю обертання на рамі (не показазворотній траєкторії на початок цієї робочоїтраєкна) і підтримується нею. В одному варіанті (не поторії, при цьому кожний елемент для створення казаний) інструментотримач може бути такого з'єднання приводять у взаємодію зі смугою встановлений з можливістю обертання однією матеріалу і переміщують разом зі смугою матеріастороною. У такому варіанті кріпильний засіб розлу під час руху інструмента по робочій траєкторії. міщений тільки на одній стороні інструментотриЗгідно з одним варіантом способу згідно з дамача, що полегшує доступ до протилежної стороним винаходом, смугу матеріалу фальцюють в ни інструментотримача для обслуговування і зміни подовжньо складену W-подібну форму. інструмента. Згідно з ще одним варіантом, кожний інструОбертанням інструментотримача 4 інструменмент приводять у взаємодію зі смугою матеріалу, ти 5 можуть переміщуватися по траєкторії, яка повертаючи притискний елемент вниз до елеменмістить робочу траєкторію і зворотну траєкторію, та основи для затискання між ними смуги матеріаякі відповідно позначені позиціями WP і RP. лу. Кожний інструмент 5 містить елемент 6 основи Інструментотримач обертають безперервно і притискний елемент 7. Елемент 6 основи нерудля забезпечення безперервності виробництва хомо закріплений на інструментотримачі 4, а призаготовок контейнерів. Інструментотримач також тискний елемент 7 шарнірно встановлений з можможна обертати покроково. ливістю повороту відносно елемента 6 основи. Нижче наведений більш докладний опис ілюсДля закриття інструмента 5 притискний елемент 7 тративних варіантів даного винаходу з посиланняповертається вниз до упора в елемент 6 основи. ми на прикладені креслення. Пристрій 1 також містить керуючий засіб (не Короткий опис креслень показаний на Фіг. 1) для відкривання і закривання Фіг. 1 - схематичний вигляд в перспективі приінструментів 5. Більш конкретно, керуючий засіб строю згідно з даним винаходом для виробництва виконаний з можливістю закривання інструментів заготовок контейнерів. 5, коли вони рухаються по робочій траєкторії WP і Фіг. 2 - схематичний вигляд збоку керуючого з можливістю відкривання інструментів 5, коли засобу для відкривання і закривання інструмента, вони рухаються по зворотній траєкторії RP. встановленого на інструментотримачі пристрою При роботі пристрою 1 смугу 3 матеріалу прозгідно з даним винаходом, при цьому керуючий пускають через перший відхиляючий валок 8, роззасіб показаний в положенні, відповідному відкриташований перед інструментотримачем 4 і, далі, тому положенню інструмента. над основними елементами 6 інструментів 5, які Фіг. 3 - схематичний вигляд збоку керуючого розташовані на робочій траєкторії WP. Згідно з засобу за Фіг. 2, але показаного в положенні, відпоказаним варіантом, смугу 3 матеріалу потім повідному закритому положенню інструмента. пропускають через другий відхиляючий валок 9, Фіг. 4 - схематичний вигляд збоку інструмента розташований після інструментотримача 4 і, далі, пристрою згідно з даним винаходом у відкритому на подальший пост в формі поста 10 висікання. положенні. Інструментотримач 4, таким чином, діє як відФіг. 5 - схематичний вигляд збоку пристрою за хиляючий засіб для смуги 3 матеріалу. фіг. 4 в закритому положенні. Коли смуга матеріалу подається до інструменНа фіг. 1 схематично показаний варіант притотримача 4, вона спочатку попадає в початок строю 1 згідно з даним винаходом для виробництробочої траєкторії WP, який позначений позицією ва заготовок 2 контейнерів з смуги 3 матеріалу. А, і інструмент 5, розташований в цьому положенні Пристрій 1 виконаний з можливістю виробляти А закритий керуючим засобом, який таким чином заготовки 2 контейнерів, з'єднуючи протилежні повертає вниз притискний елемент. ділянки стінок смуги 3 матеріалу. Смуга 3 матеріаУ результаті, інструмент 5 взаємодіє зі смугою лу може мати різні конструкції. Наприклад, смуга 3 матеріалу, і ця взаємодія зберігається під час матеріалу може бути складена подовжньо, маючи обертання інструментотримача в напрямку, покав перерізі W-подібну форму. Заготовка контейнезаному стрілкою Ρ для переміщення інструмента 5 ра, отримана з такої смуги матеріалу, отримає дві до кінця робочої траєкторії WP, позначеного позибічні стінки, сформовані із зовнішніх бічних ділянок цією В. смуги і нижню стінку, отриману з її центральної Коли інструмент 5 рухається з положення А в ділянки, складеної вдвічі. Можна також виробляти положення В, інструмент 5 таким чином переміщутакі заготовки контейнерів з смуги матеріалу, що ється разом зі смугою 3 матеріалу і взаємодіє зі містить дві окремі смуги і розташовану між ними смугою 3 матеріалу для з'єднання протилежних складену вдвічі смугу, утворюючу дно. 9 86408 10 ділянок стінки вздовж з'єднувальної ділянки, яка лу можна міняти за допомогою регулювального показана позицією 11. засобу 15 і датчика (не показаний) для вимірюванУ той же час наступний інструмент 5 на робоня натягнення смуги 3 матеріалу. Механізм 13 сучій траєкторії WP вступає у взаємодію з подальміщення виконаний з можливістю порівняння вешою ділянкою смуги 3 матеріалу для створення личини натягнення, визначеної датчиком, із з'єднувальних ділянок 11 таким же способом. заздалегідь визначеною величиною, і з можливісКоли інструмент 5 досягає положення В, керутю після цього регулювати контактний тиск валка ючий засіб відкриває інструмент 5 і в показаному 14 за допомогою регулювального засобу 15 так, варіанті це здійснюється поворотам притискного щоб вона по суті відповідала цій заздалегідь виелемента 7 вгору. значеній величині. За рахунок безперервного обертання інструПісля інструментотримача 4 розташований, як ментотримача 4 в напрямку, показаному стрілкою вказано вище, пост 10 висікання, виконаний з моР, інструмент 5 буде переміщуватися по зворотній жливістю висікання готових заготовок 2 контейнетраєкторії RP назад на початок робочої траєкторії рів з смуги 3 матеріалу по вказаних з'єднувальних WP, позначений позицією А, де інструмент 5 знову ділянках 11. У показаному варіанті цей пост висіготовий до взаємодії з ділянкою смуги 3 матеріалу. кання містить висікаючі валки 16, які виконані з Інструменти 5 можуть бути налагоджені для можливістю такого висікання, що дві суміжні загостворення з'єднувальних ділянок 11 різними спотовки 2 контейнера залишаються сполученими собами. У показаному варіанті притискний елеодна з одною для формування безперервної смуги мент 7 підтримує ребро 12, що має довжину, від17 заготовок 2 контейнерів. Цю смугу 17 заготовок повідну з'єднувальній ділянці 11, при цьому ребро 2 контейнерів тепер можна змотувати в рулон для 12 виконане з можливістю взаємодії зі смугою 3 відправки користувачам. матеріалу для створення цієї з'єднувальної ділянДля необхідної міцності з'єднувальних ділянок ки 11 на заготовці 2 контейнера термічним зварю11 важливо, щоб час зварювання був досить триванням. Однак, потрібно розуміти, що ребро 12 валим. Це означає, що кожний інструмент 5 при також може підтримуватися основним елементом заданій температурі зварювання, повинен зберіга6, або ребро 12 може підтримуватися і основним ти взаємодію зі смугою 3 матеріалу протягом заелементом 6, і притискним елементом 7. здалегідь визначеного періоду часу, звичайно 1-2 Смуга 3 матеріалу переважно виконана з ласек. мінату з поверхневим шаром, утворюючим внутріПристрій 1 згідно з даним винаходом дозволяє шню поверхню, точка плавлення якого нижча, ніж виробляти заготовки 2 з відносно високою продукточка плавлення поверхневого шару ламінату, тивністю і з надійними з'єднувальними ділянками утворюючого зовнішню поверхню. Таким чином, 11. вибравши відповідну температуру і час можна виВисока продуктивність пояснюється тим, що робляти заготовки 2 контейнерів з смуги, складепристрій 1 здатний працювати в безперервному ної у W-подібну форму, або з смуги, що містить дві режимі. Більш конкретно, інструменти 5 рухаються окремі смуги і розташованої між ними смуги, склаза рахунок обертання інструментотримача 4 і, деної вдвічі без злипання протилежних внутрішніх розміщуючи інструменти 5 на відповідній відстані сторін заготовки 2 контейнера одна з одною. S від центра С обертання інструментотримача 4, Згідно з даним винаходом, таким чином, загошвидкість, з якою рухаються інструменти 5 при товки 2 контейнера виробляють за допомогою інданій частоті обертання можна регулювати до неструментів 5, які утримуються по суті стаціонарно обхідної швидкості подачі смуги 3 матеріалу. відносно смуги З матеріалу незалежно від того, чи Незважаючи на таку високу продуктивність, подається вона безперервно або залишається надійність з'єднувальних ділянок 11 заготовок 2 нерухомою. контейнерів зберігається, що означає, що отримані Таким чином, пристрій 1 згідно з даним винаконтейнери непроникні для рідини в заповненому ходом може працювати як відхиляючий засіб для стані. За рахунок того, що інструментотримач 4 смуги 3 матеріалу, який безперервно подається, пристрою 1 працює як відхиляючий засіб для смущо з очевидних причин дає підвищення продуктиги 3 матеріалу, можна домогтися достатнього тривності, оскільки виникає можливість уникнути певалого часу зварювання. Час зварювання при дареривчастого режиму роботи. Однак потрібно роній температурі зварювання є функцією швидкості зуміти, що пристрій 1 згідно з даним винаходом за і відстані. Цією відстанню по суті є протяжність необхідності може також працювати і в переривчаробочої траєкторії WP, яке залежить з одного боку стому режимі. Наприклад, можна сконструювати від того, наскільки велика частина α оберту інінструментотримач 4 так, щоб він обертався пострументотримача 4 організована як робоча траєкроково, а не безперервно. кторія WP і, з іншого боку, від відстані S, на якій Для створення однакових заготовок 2 контейінструменти 5 розташовані від центра С обертання нерів дуже важливо при роботі підтримувати натяінструментотримача 4. В пристрої 1, показаному гнення смуги 3 матеріалу по суті постійним. Для на Фіг. 1, робоча траєкторія WP відповідає прицього показаний варіант пристрою 1 згідно з даним близно половині оберту інструментотримача 4. винаходом містить механізм 13 суміщення, який Швидкість є функцією відстані S до центра оберрозташований після першого відхиляючого валка тання С і частоти обертання інструментотримача 8. 4. Регулюючи змінні частоти обертання інструменУ показаному варіанті механізм 13 суміщення тотримача 4, відстані S до центра С обертання і містить валок 14, над яким проходить смуга 3 мапротяжності робочої траєкторії WP, можна отриматеріалу і контактний тиск якого на смугу 3 матеріати необхідний час зварювання. 11 86408 12 Інструментотримач 4, показаний на фіг. 1, для нижнє поворотне положення до елемента 6 осноспрощення показаний в формі восьмигранної ви. Це досягається згідно з показаним варіантом структури. Однак, потрібно розуміти, що інструмешляхом переміщення тримача 22 важільного ментотримач 4 може мати інший дизайн. Наприклад, ханізму 20 у верхнє кінцеве положення, яке покаінструментотримачу може бути надана форма 36зане на фіг. З, що означає, що профіль канавки 24 гранної структури діаметром приблизно 2 м, що виконаний так, щоб інструмент 5 залишався в заозначає, що відстань S від інструментів 5 до критому положенні, коли інструмент 5 переміщуцентра С обертання становитиме приблизно 1 м. ється по робочій траєкторії WP до положення В. Таким чином, інструментотримач підтримує 36 Кулачкова структура 19 в поєднанні з важільінструментів і пристрій 1, який містить такий інним механізмом 20, який сполучений з інструменструментотримач 4, здатний виробляти близько том 5, утворює керуючий засіб 18, який є простим, 55000 заготовок 2 контейнерів за годину за умови, надійним і економічно ефективним засобом керущо кожна заготовка 2 контейнера має ширину вання інструментом 5 в необхідному режимі. приблизно 150 мм в подовжньому напрямку смуги У варіанті, показаному на фіг. 2 і 3 перший пе3 матеріалу і час зварювання на кожному інструредавальний важіль 25 має шарнірне з'єднання в менті 5, тобто час, який необхідний інструменту 5 центрі і розташоване в положенні не на осі, яке для проходження робочої траєкторії WP становить визначено упором 31. Таким чином шарнірний приблизно 1,5 сек. перший важіль 25 в нормальних умовах працює як Відповідно до викладеного вище, пристрій 1 жорсткий передавальний важіль. У випадку виробзгідно з даним винаходом містить керуючий засіб, ничих неполадок, що приводять до зупинки, консякий керує закриванням і відкриванням інструментрукція цього першого передавального важеля тів 5 коли інструменти 5 обертанням інструментотдозволяє відкрити інструмент 5, коли він знахоримача 4 переміщуються по робочій траєкторії WP диться на робочій траєкторії WP. Більш конкретно, і по зворотній траєкторії RP. Цей керуючий засіб ця функція можлива завдяки центральному шарніможе бути сконструйований різними способами і ру, який дозволяє цьому важелю переламуватися фіг. 2 і 3 ілюструють варіант керуючого засобу 18. в центрі. За рахунок роботи інструментів 5 описаКеруючий засіб 18 містить стаціонарну кулачним вище способом з'являється можливість відкову структуру 19 і важільний механізм 20, який кривання інструмента 5 у разі незапланованої зуприводиться в дію кулачковою структурою і з'єдпинки, що виключає ризик пропалення через наний з зворотним притискним засобом 7 інструнадмірний вплив тепла на смугу 3 матеріалу. мента 5. В одному варіанті пристрій 1 згідно з даним Важільний механізм 20 містить тримач 22, вивинаходом містить інструменти 5 типу, показаного конаний з можливістю переміщення по штанзі 21. на фіг. 4 і 5. Для цього тримач 22 в показаному варіанті містить Інструмент 5 містить, як описано вище, елеперший і другий ролики 23, 39, які утримуються в мент 6 основи і притискний елемент 7. канавці 24 кулачкової структури 19. Другий ролик Елемент 6 основи має реактивну структуру 32, закріплений з можливістю обертання на першому повернену до притискного елемента 7, коли він ролику. При обертанні інструментотримача 4 роповернутий вниз відносно елемента 6 основи. Релики 23, 39 тримача 22 керуючого засобу 18 буактивна структура 32 може складатися, наприклад, дуть переміщуватися по канавці 24, внаслідок чого з гумового листа. Для досягнення площинного тримач 22 переміщується по штанзі 21 як функція упора реактивна структура 32 розташована в профілю канавки 24. площині, співпадаючій з віссю, навколо якої поверВажільний механізм 20 далі містить перший і тається притискний елемент 7. другий передавальні важелі 25, 26 відповідно. ПеПритискний елемент 7 має профільну структурший кінець 27 першого передавального важеля ру 33, повернену до елемента 6 основи, коли він 25 шарнірно сполучений з тримачем 22, а другий повернутий вниз відносно елемента 6 основи. кінець 28 першого передавального важеля 25 шаБільш конкретно, профільна структура 33 містить рнірно сполучений з першим кінцем 29 другого виступаюче ребро 12 описаного вище типу, яке передавального важеля 26. Другий кінець 30 друтаким чином має протяжність, відповідну з'єднувагого передавального важеля 26, нарешті, фіксовальній ділянці 11 заготовки 2 контейнера. Елемент но прикріплений до притискного елемента 7 ін6 основи також може мати конструкцію, яка є відструмента 5. повідною для притискного елемента 7, тобто приНа Фіг. 2 показаний тримач 22 важільного метискний елемент 7 і елемент 6 основи можуть місханізму 20 в нижньому кінцевому положенні, де тити виступаюче ребро 12 описаного вище типу. інструмент 5 відкритий, тобто притискний елемент Притискний елемент 7 також містить нагрівний 7 знаходиться у верхньому поверненому положензасіб (не показаний), який виконаний з можливістю ні відносно елемента 6 основи інструмента 5. Канагрівання ребра 12 для з'єднання протилежних навка 24 кулачкової структури 19, таким чином, ділянок стінки вздовж необхідної з'єднувальної сформована з таким профілем, щоб інструмент 5 ділянки 11 термічним зварюванням. залишався відкритим при русі по описаній вище Профільна структура 33 підтримується струкзворотній траєкторії RP. турою 34 тримача притискного елемента 7. В поКоли інструмент 5 обертанням інструментотказаному варіанті профільна структура 33 забезримача 4 переміщений в положення А, тобто на печена множиною пальців 35, встановлених на її початок описаної вище робочої траєкторії WP, стороні, поверненій до структури 34 тримача. Пакеруючий засіб 18 закриває інструмент 5, що ознальці 25 проходять крізь отвори 36, виконані в стручає, що притискний елемент 7 переміщується в ктурі 34 тримача і підтримують упорні шайби 37 на 13 86408 14 своїх зовнішніх кінцях на іншій стороні структури В одному варіанті (не показаний) профільна 34 носія. структура виконана знімною. Це дає перевагу, яка Навколо пальців 35 розміщені пружини 38, що полягає в можливості на одній машині виробляти знаходяться між профільною структурою 33 і струзаготовки контейнерів різної форми. Одним з споктурою 34 тримача. Пружини 38 можуть зміщувасобів знімного кріплення профільної структури є тися, і в цьому випадку величина зміщення регувикористання модифікованого штифтового замка. люється переміщенням упорних шайб 37. На задній частині профільної структури, тобто на Притискний елемент 7 розташований відносно стороні, поверненій від контейнера, виконано декіелемента 6 основи так, що коли притискний елелька штифтових отворів. Під штифтовим отвором мент переміщений в нижнє поворотне положення, розуміється отвір, з яким може взаємодіяти штифт пружини 38 стиснуті із заздалегідь визначеним так, щоб штифт вставлявся в отвір в першому назусиллям. Сила, з якою профільна структура 33 прямку і, потім, переміщався у другому напрямку притискається до реактивної структури 32, таким для замкнення штифта від руху в першому напрячином, залежить від поточної жорсткості пружин і, мку. На рамі, яка виконана з можливістю підтримки можливо, від зміщення, якого зазнали пружини 38. профільної структури, розташовані декілька штифТака конструкція пальців 35 і пружин 38 направлетів, виконаних з можливістю осьового переміщенна на створення заздалегідь визначеного зусилля ня, причому розташування штифтів відповідає зварювання, оскільки необхідний час зварювання розташуванню шплінтових отворів. Штифти підє функцією температури і зусилля зварювання. пружинені пружинами, що притискують профільну Для створення задовільних з'єднувальних діструктуру до рами, коли штифти вставлені в штилянок 11 в деяких випадках важливо рівномірно фтові отвори. Коли треба замінити профільну розподілити зусилля зварювання вздовж всього структуру, приводять в дію джерело енергії, наребра 12. Це може досягатися відповідним підбоприклад, джерело стиснутого повітря, яке переміром зміщення або жорсткості індивідуальних прущує штифти в напрямку, протилежному напрямку жин 38. підпружинювання. Рух штифтів дозволяє легко Відповідно до описаного вище, важливо ствозняти профільну структуру, після чого можна встарити необхідне зусилля зварювання під час взаєновити іншу профільну структуру. Завдяки такій модії відповідних інструментів 5 зі смугою 3 матеконструкції можна отримати істотну економію часу ріалу. Вище також було описано, як це зусилля і трудовитрат при обслуговуванні і заміні профільстворюється в конструкції, що містить пружини 38, них структур в порівнянні з варіантом, коли кожна які під час взаємодії інструмента 5 зі смугою 3 мапрофільна структура кріпиться, наприклад, гвинтеріалу стискуються певною мірою. Потрібно ротами. зуміти, що необхідне зусилля зварювання буде Таким чином, згідно з даним винаходом провтрачене, наприклад, якщо одна з пружин 38 злапонується пристрій для виробництва заготовок мається. При роботі пристрою 1 згідно з даним контейнерів з смуги матеріалу. Пристрій містить винаходом це в свою чергу приведе до погіршення роторний інструментотримач, підтримуючий інякості з'єднувальних ділянок 11, які створюються струменти, виконані з можливістю взаємодіяти зі інструментом 5, що описується, і, отже, до втрати смугою матеріалу і переміщатися разом зі смугою герметичності заготовками 2 контейнерів. Згідно з матеріалу по робочій траєкторії, зберігаючи взаєваріантом даного винаходу пристрій 1 для цього модію для з'єднання протилежних ділянок стінки містить датчик тиску (не показаний), який розтасмуги матеріалу вздовж з'єднувальних ділянок. шований в кулачковій канавці 24 кулачкової струкКрім того, інструментотримач діє як відхиляючий тури 19 в тій частині канавки 24, яка відповідає засіб для смуги матеріалу. У результаті пропонуробочій траєкторії WP інструмента 5. Кожний роється пристрій, що дозволяє безперервно вироблик 23 відповідних важільних механізмів 20 прохоляти заготовки контейнерів з високою продуктивнідить через датчик, який реєструє контактне зусилстю, хоча потрібно розуміти, що пристрій згідно з ля між роликом 23 і датчиком тиску. Це контактне даним винаходом може працювати і в переривчасзусилля пропорціональне зусиллю зварювання і, тому режимі. порівнюючи поточне контактне зусилля із заздалеПотрібно розуміти, що даний винахід не обмегідь визначеною величиною цього контактного зужений показаними варіантами. силля, можна виявити неполадку, таку як поломку, Наприклад, керуючий засіб для відкривання і в конструкції, що використовує пружини 38. Контазакриття інструментів може мати іншу конструкцію. ктне зусилля ролика також можна зчитувати за Крім того, можна встановлювати інструменти допомогою ослабленої ділянки кулачкової канавки для інших типів з'єднань протилежних ділянок сті24 кулачкової структури 19 і вимірюванням велинки вздовж з'єднувальних ділянок, що не відночини пружної деформації цієї ослабленої ділянки сяться до термічного зварювання. при проходженні ролика 23. Величина деформації Отже, пристрій може мати декілька модифікапропорційна контактному зусиллю ролика 23 і таке цій і варіантів, що означає, що даний винахід виконтактне зусилля можна вимірювати без додатзначається виключно прикладеною формулою. кових деталей, розміщених в кулачковій канавці. 15 86408 16 17 Комп’ютерна верстка І. Скворцова 86408 Підписне 18 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for producing container blanks
Автори англійськоюGustafsson Per
Назва патенту російськоюУстройство и способ для производства заготовок контейнеров
Автори російськоюГустафссон Пер
МПК / Мітки
МПК: B31B 1/60, B65B 47/00
Мітки: заготовок, контейнерів, спосіб, виробництва, пристрій
Код посилання
<a href="https://ua.patents.su/9-86408-pristrijj-i-sposib-dlya-virobnictva-zagotovok-kontejjneriv.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб для виробництва заготовок контейнерів</a>
Пристрій для перевертання контейнерів
Номер патенту: 86145
Опубліковано: 25.03.2009
Автори: Іванов Олег Миколайович, Іванова Анастасія Олегівна
МПК: B66C 1/62, B65G 65/23
Мітки: пристрій, перевертання, контейнерів
Формула / Реферат:
Пристрій для перевертання контейнерів, що містить основу із закріпленими на ній корпусами підшипників, з'єднаних з валом, на якому закріплена зірочка, що сполучена ланцюгом Галя із зірочкою редуктора електродвигуна, а на кінцях вала закріплені зірочки, які сполучені ланцюгами з автоматичним захватом контейнерів, окрім того, на основі установлені рими, які забезпечені стропами для сполучення з вантажопідйомним механізмом.
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, гофрованих, виготовлення, пристрій
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для введення поліетиленових контейнерів у черевну порожнину
Номер патенту: 28817
Опубліковано: 16.10.2000
Автори: Голубятників Ігор Володимирович, Носенко Олена Миколаївна, Чайка Андрій Володимирович
МПК: A61B 1/018, A61B 17/94
Мітки: контейнерів, поліетиленових, порожнину, черевну, введення, пристрій
Формула / Реферат:
Пристрій для введення поліетиленових контейнерів у черевну порожнину, який включає, гільзу, провідник та контейнер, який відрізняється тим, що додатково обладнай чотирма саморозвідними браншами з обмежувателями, жорстко закріпленими на робочому кінці провідника, заемною рукояткой на другому кінці провідника та упором на гільзі.
Пристрій для розвантажування контейнерів в кузов сміттєвоза
Номер патенту: 39285
Опубліковано: 15.06.2001
Автори: Петраков Іван Володимирович, Стельмашенко Анатолій Іванович, Павлик Михайло Федорович, Подольський Юхим Аврамович
МПК: B65F 3/02
Мітки: пристрій, кузов, контейнерів, сміттєвоза, розвантажування
Формула / Реферат:
Пристрій для розвантажування контейнерів в кузов сміттєвоза, який містить в собі маніпулятор у вигляді шарнірно зчленованої з рамою сміттєвоза стріли і шарнірно закріплений на неї з можливістю поворота у вертикальній площині захват для контейнерів, кришку для закривання контейнера, кришку для закривання завантажувального отвору в кузові сміттєвоза, і гідроциліндри для управління відповідно стрілою, захватом і кришкою, який відрізняється тим,...
Пристрій для введення поліетиленових контейнерів у черевну порожнину
Номер патенту: 819
Опубліковано: 15.05.2001
Автори: Чайка Андрій Володимирович, Носенко Олена Миколаївна
МПК: A61B 17/94
Мітки: пристрій, поліетиленових, введення, контейнерів, порожнину, черевну
Формула / Реферат:
Пристрій для введення поліетиленових контейнерів в черевну порожнину, який включає гільзу, провідник та контейнер, який відрізняється тим, що гільза обладнана упором, а провідник додатково має на робочому кінці чотири жорстко закріплені саморозвідні бранші з обмежувачами, а на другому кінці - знімну рукоятку.