Пресований структурний елемент (варіанти) і спосіб його виготовлення, зварний структурний елемент і спосіб його виготовлення
Формула / Реферат
1. Пресований структурний елемент (F), зокрема елемент жорсткого кріплення для авіаційних конструкцій, що містить основу, виконану з можливістю закріплення на площині, та корпус, який відрізняється тим, що вказана основа виготовлена із алюмінієвого сплаву (В), який підлягає зварці плавленням, причому вказаний корпус виготовлений із алюмінієвого сплаву (А), що пройшов термічну обробку, і сплав (А) відрізняється від сплаву (В).
2. Елемент за пунктом 1, в якому сплав (А) є сплавом групи 7ххх.
3. Елемент за пунктом 1 або 2, у якому сплав (А) вибраний серед групи сплавів 7049, 7149, 7249, 7349, 7449, 7050, 7055, 7075, 7068, 7036, 7136.
4. Елемент за будь-яким з пунктів 1-3, в якому сплав (В) є сплавом групи сплавів 6ххх або групи 4ххх, або 5ххх.
5. Елемент за будь-яким з пунктів 1-4, в якому сплав (В) вибраний серед групи сплавів 6056, 6056А, 6156, 6060, 6013, 6110, 5005, 5083, 5086.
6. Спосіб виготовлення пресованого структурного елементу (F) за будь-яким з пунктів від 1 до 5, зокрема для авіаційних конструкцій, що включає наступні етапи:
a) підготовка формованої порожньої циліндричної заготовки з осьовою симетрією, що складається із зовнішньої трубки, виготовленої із алюмінієвого сплаву (А), що пройшов термічну обробку, та внутрішньої трубки, що виготовлена з алюмінієвого сплаву (В),
b) здійснення формування шляхом пресування порожньої труби, що має багато ребер, таким чином, щоб вищезгадані ребра складалися, головним чином, зі сплаву (А), в той час як стінка порожньої труби зі сплаву (В),
c) відрізання виробу, з можливістю подальшої обробки, що був отриманий на етапі (b), таким чином, щоб отримати конструктивний елемент (F), що складається з основи зі сплаву (В) та корпусу зі сплаву (А).
7. Спосіб за пунктом 6, відповідно до якого запресування вказаної внутрішньої трубки із алюмінієвого сплаву (В) у вказану зовнішню трубку із термообробленого алюмінієвого сплаву (А) здійснюється шляхом низькотемпературного стиснення внутрішньої трубки.
8. Спосіб за пунктом 6 або 7, в якому пресування є інверсійним пресуванням.
9. Спосіб за будь-яким з пунктів 6-8, в якому сплав (В) є сплавом, придатним до зварювання плавленням.
10. Спосіб за будь-яким з пунктів 6-9, в якому сплав (А) вибраний серед групи сплавів 7049, 7149, 7249, 7349, 7449, 7050, 7055, 7075, 7068, 7036, 7136.
11. Спосіб за будь-яким з пунктів 6-10, в якому сплав (В) вибраний серед групи сплавів 6056, 6056А, 6156, 6060, 6013, 6110, 5005, 5083, 5086.
12. Спосіб за пунктом 10, в якому сплав (В) вибраний серед групи сплавів 2024, 2024А, 2056, 2124, 2224, 2324, 2424, 2524.
13. Пресований структурний елемент (F), отриманий способом за будь-яким з пунктів від 6 до 12, в якому вказаний сплав (В) на основі алюмінію застосовний для зварювання плавленням.
14. Спосіб виготовлення зварного структурного елементу (G) для авіаційних конструкцій, в якому:
a) зварюють плавленням пресований структурний елемент (F) за будь-яким з пунктів від 1 до 5 або за пунктом 13 із виробом або структурним елементом (Е) на основі алюмінієвого сплаву з термообробкою для одержання елемента із зварною структурою (G),
b) здійснюють термічну обробку за вибором вказаного елемента із зварною структурою (G).
15. Зварний структурний елемент (G) для авіаційних конструкцій, одержаний способом, в якому
a) зварюють плавленням пресований структурний елемент (F) за будь-яким з пунктів 1-5 або за пунктом 13 із виробом або структурним елементом (Е) на основі алюмінієвого сплаву з термообробкою для одержання елемента із зварною структурою (G),
b) здійснюють термічну обробку за вибором вищевказаного зварного структурного елементу (G).
Текст
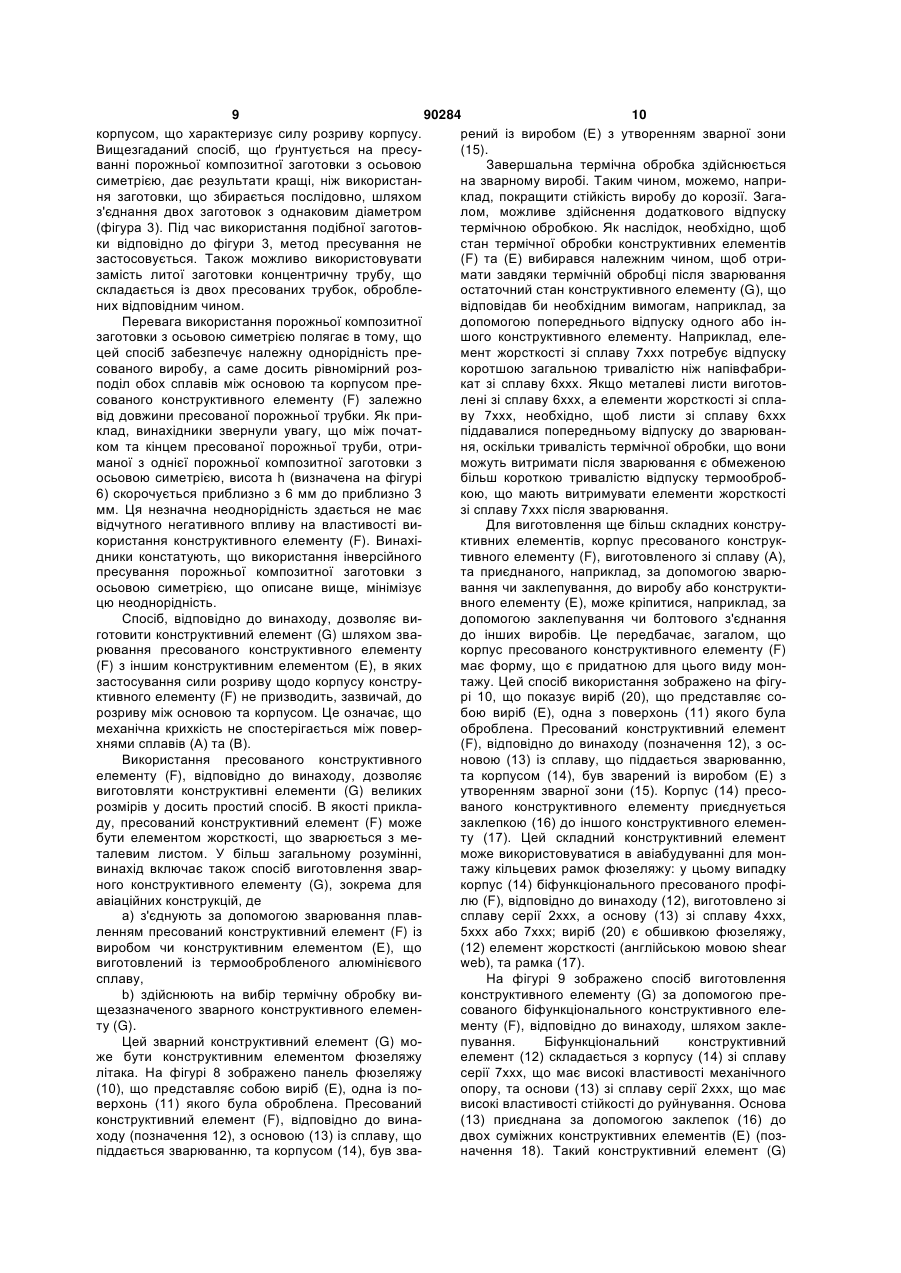
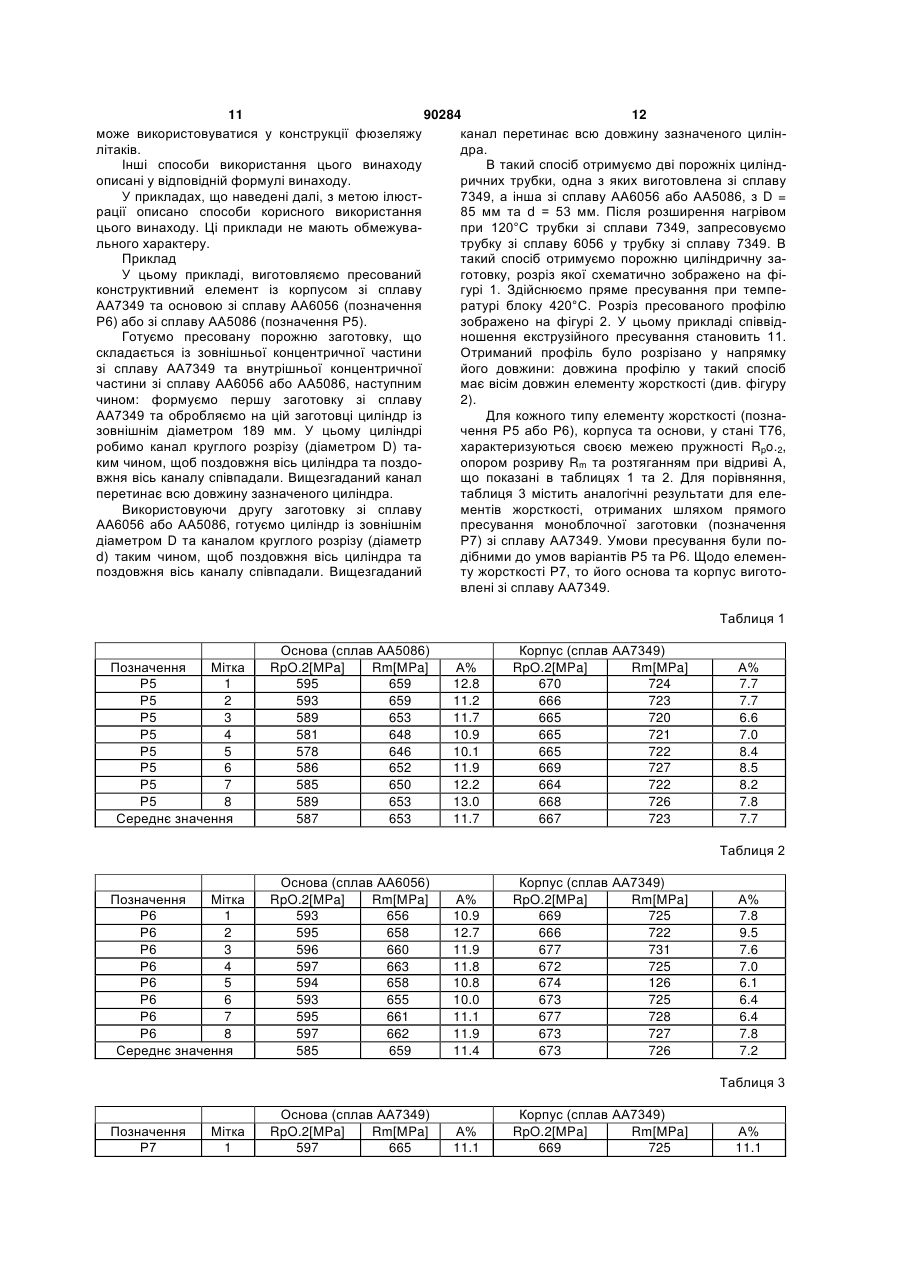
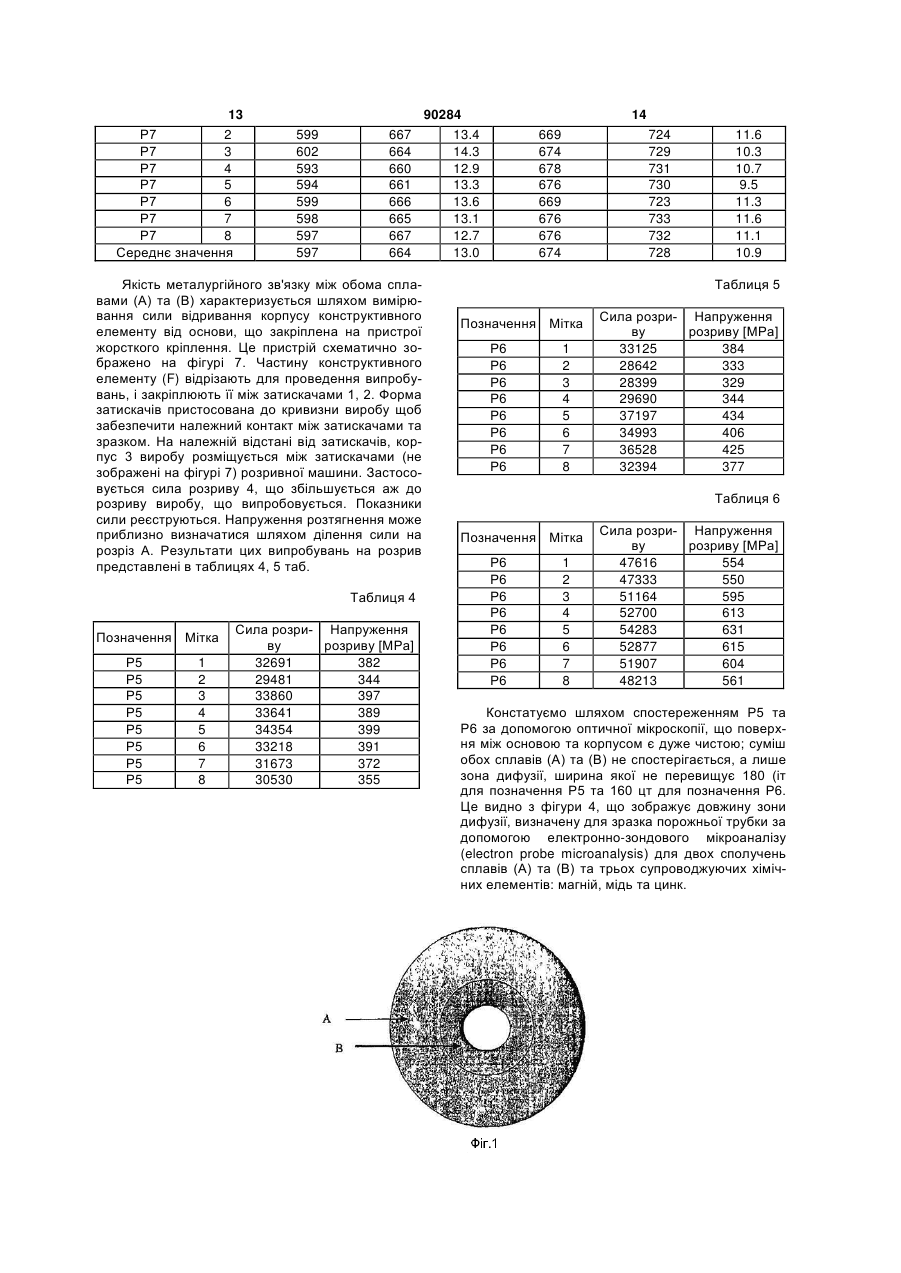
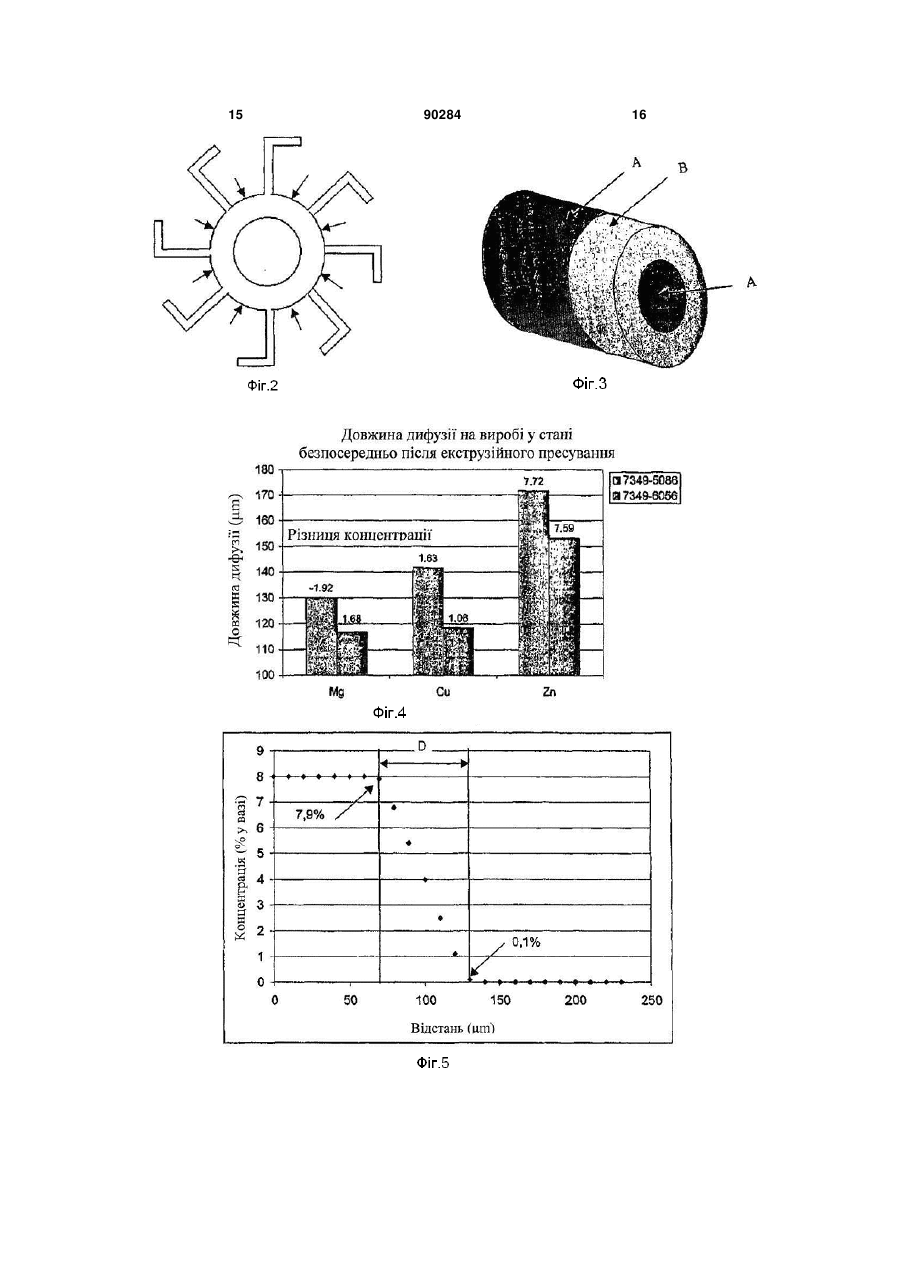
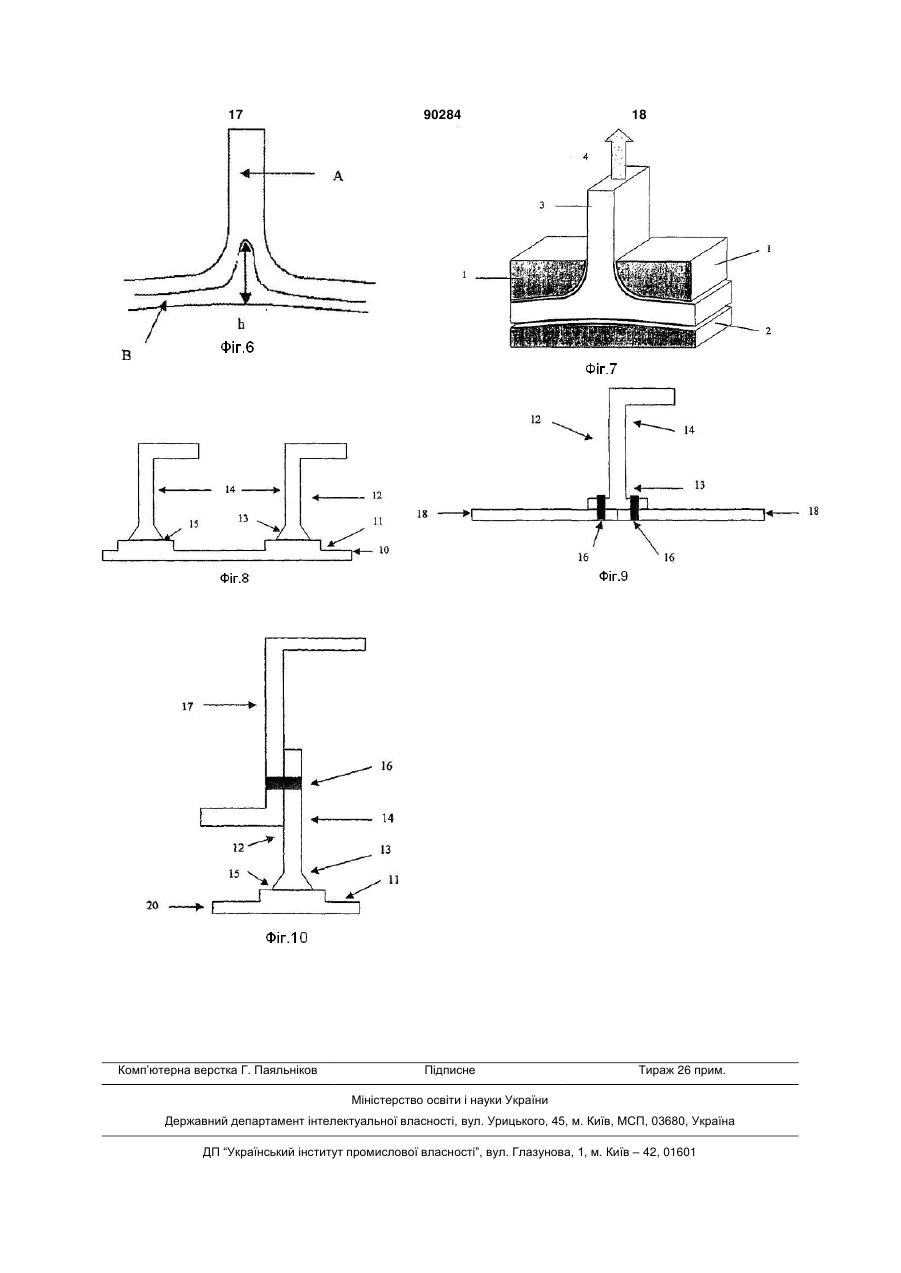
1. Пресований структурний елемент (F), зокрема елемент жорсткого кріплення для авіаційних конструкцій, що містить основу, виконану з можливістю закріплення на площині, та корпус, який відрізняється тим, що вказана основа виготовлена із алюмінієвого сплаву (В), який підлягає зварці плавленням, причому вказаний корпус виготовлений із алюмінієвого сплаву (А), що пройшов термічну обробку, і сплав (А) відрізняється від сплаву (В). 2. Елемент за пунктом 1, в якому сплав (А) є сплавом групи 7ххх. 3. Елемент за пунктом 1 або 2, у якому сплав (А) вибраний серед групи сплавів 7049, 7149, 7249, 7349, 7449, 7050, 7055, 7075, 7068, 7036, 7136. 4. Елемент за будь-яким з пунктів 1-3, в якому сплав (В) є сплавом групи сплавів 6ххх або групи 4ххх, або 5ххх. 5. Елемент за будь-яким з пунктів 1-4, в якому сплав (В) вибраний серед групи сплавів 6056, 6056А, 6156, 6060, 6013, 6110, 5005, 5083, 5086. 6. Спосіб виготовлення пресованого структурного елементу (F) за будь-яким з пунктів від 1 до 5, зокрема для авіаційних конструкцій, що включає наступні етапи: a) підготовка формованої порожньої циліндричної заготовки з осьовою симетрією, що складається із зовнішньої трубки, виготовленої із алюмінієвого 3 90284 4 за пунктом 13 із виробом або структурним елеменa) зварюють плавленням пресований структурний том (Е) на основі алюмінієвого сплаву з термообелемент (F) за будь-яким з пунктів 1-5 або за пункробкою для одержання елемента із зварною струтом 13 із виробом або структурним елементом (Е) ктурою (G), на основі алюмінієвого сплаву з термообробкою b) здійснюють термічну обробку за вибором вказадля одержання елемента із зварною структурою ного елемента із зварною структурою (G). (G), 15. Зварний структурний елемент (G) для авіаційb) здійснюють термічну обробку за вибором вищених конструкцій, одержаний способом, в якому вказаного зварного структурного елементу (G). Винахід стосується нового способу виготовлення конструктивних елементів шляхом формування пресуванням з біфункціональних алюмінієвих сплавів, а також конструктивних елементів, розроблених відповідно до цього способу. Винахід є особливо корисним при виготовленні зварних елементів жорсткого кріплення для авіаційних конструкцій. Монтаж металевих конструктивних елементів літальних апаратів наразі здійснюється, в основному, за допомогою заклепування. Зварювання майже не застосовується, оскільки алюмінієві сплави мають високі механічні характеристики, наприклад, сплави типу Al-Cu-Mg серії 2ххх та сплави типу Al-Zn-Cu-Mg серії 7ххх не можуть зварюватися належним чином за допомогою зварювання плавленням. Навпаки, більшість сплавів серії 5ххх та 6ххх можуть бути зварені за допомогою зварювання плавленням. Серед них, сплави 6056 та 6156 застосовуються для конструктивних елементів в авіації, але найчастіше вони кріпляться, навіть між собою, за допомогою заклепування. Лише нещодавно для збирання фюзеляжу літаків Аеробус A318 та A3 80 почали застосовувати зварювання для обшивки фюзеляжу, виготовленої зі сплаву 6056, на елементах жорсткого кріплення, виготовлених зі сплаву 6056. До цього часу, залишається неможливим приварити сплав, що піддається зварюванню плавленням (наприклад, сплав 6056) до іншого сплаву, що вважається непридатним для зварювання плавленням (наприклад, сплав 7349); подібне збирання здійснюється у промисловій практиці тільки за допомогою заклепування. Відповідно до стану технології, зварне збирання двох конструктивних елементів, виконаних із різних сплавів, накладає обмеження щодо вибору цих двох типів сплавів. Щодо прикладу кріплення обшивки фюзеляжу до елементів жорстокого кріплення, зазначене обмеження стосується як вибору сплаву для елементів жорсткого кріплення, так і вибору сплаву для обшивки фюзеляжу. Врахування цих обмежень вимагає оптимізації компромісу між властивостями, тому що обидва сплави мають бути придатними для збирання за допомогою зварювання, і бажано зварювання плавленням (наприклад, зварювання MIA, BIA, лазерне зварювання), чого не можливо досягти з усіма сплавами, та зокрема, з усіма термообробленими сплавами. У випадку застосування ротаційного зварювання тертям (РСТ) (англійською мовою Friction Stir Welding), можливе зварювання більшості алюмінієвих сплавів, але існують обмеження щодо геометричної конфігурації, що є причиною того, що ця технологія не завжди прийнятна. Під "компромі сом між властивостями" розуміють, наприклад, компроміс між властивостями, згрупованими під терміном "статичний механічний опір" (зокрема, опір розриву Rm та межа пружності RpO,2), з одного боку, та властивостями, згрупованими під терміном "стійкість до руйнування" (зокрема, в'язкість та опір поширенню тріщин), з іншого боку. Проте, навіть досягнення оптимального компромісу властивостей часто призводить до того, що конструктивні елементи мають менш задовільні загальні характеристики. Таким чином, було б доцільним, з метою зниження вартості та ваги конструктивних елементів, вибрати для елементів жорсткого кріплення сплав, що має високі характеристики статичного механічного опору, а для обшивки фюзеляжу сплав, що має високу стійкість до руйнувань, та з'єднати їх за допомогою зварювання. Наявність рішення, що дозволяє здійснювати збирання подібних конструктивних елементів за допомогою зварювання, дозволить значно спростити процес збирання літака. Даний винахід має на меті вирішити проблему виготовлення монолітних та біфункціональних конструктивних елементів з використанням двох різних алюмінієвих сплавів та, зокрема, уможливити збирання за допомогою зварювання конструктивного елемента з термообробленого алюмінієвого сплаву, що піддається зварюванню плавленням (наприклад, обшивки фюзеляжу з металевих листів, виготовлених зі сплаву АА6056), та конструктивного елемента з термообробленого алюмінієвого сплаву, що вважається непридатним до зварювання плавленням (наприклад, елементів жорстокого кріплення, виготовлених зі сплаву АА7349). Суть винаходу Предметом винаходу є конструктивний елемент, що виготовлений методом пресування (F), зокрема, елемент жорсткого кріплення для авіаційних конструкцій, що складається з основи, яка закріплюється на площині, наприклад, шляхом зварювання або будь-яким іншим методом, та корпусу, який відрізняється тим, що зазначена основа виготовлена із алюмінієвого сплаву (В), а зазначений корпус виготовлений із алюмінієвого сплаву (А), що пройшов термічну обробку, тобто сплав (А) є відмінним від сплаву (В). Предметом винаходу також є спосіб виготовлення конструктивного елементу шляхом пресування, що включає наступні етапи: a) підготовка формованої циліндричної заготовки, порожньої в середині, що складається із зовнішньої трубки, виготовленої із алюмінієвого сплаву (А), що пройшов термічну обробку, та 5 90284 6 внутрішньої трубки, що виготовлена з алюмінієвоматематичному виразі "0,4 Zn" означає: 0,4 разів го сплаву (В), вмісту цинку, виражені в масовому відсотку; це b) здійснення формування шляхом пресування стосується із відповідними змінами інших хімічних порожньої трубки, що має багато ребер, таким елементів. Позначення сплавів відповідає нормам чином, щоб вищезгадані ребра, що мають пряму "Асоціації виробників алюмінію", що відомі для або складну форму, складалися головним чином зі фахівців цієї галузі. Металургійні стани визначені в сплаву (А), в той час як порожня трубка зі сплаву європейській нормі EN 515. Хімічний склад нормо(В), ваних алюмінієвих сплавів визначено, наприклад, c) відрізання виробу, що був отриманий на у нормі EN 573-3. За винятком окремих позначок, етапі (Ь) таким чином, щоб отримати конструктивстатичні механічні характеристики, тобто опір розний елемент (F), що складається з основи зі сплариву Rm, межа пружності, Rpo2, та розтягання при ву (В) та корпусу зі сплаву (А); цей відріз може розриві А, визначені на основі випробувань на піддаватися подальшій обробці. розтягання відповідно до норми EN 10002-1, місце Третім предметом цього винаходу є спосіб вита напрямок відбору проб визначено нормою EN готовлення конструктивного елементу шляхом 755-1. За винятком окремих позначок, застосовузварювання, зокрема для авіаційних конструкцій, в ються європейські норми EN 12258-1. Термін яких "лист" використовується у тексті для позначення a) з'єднують за допомогою зварювання плавкатаних виробів будь-якої товщини. ленням пресований конструктивний елемент (F), Термін "обробка" включає будь-який спосіб відповідно до винаходу, із конструктивним елемеобробки поверхні, наприклад токарна обробка, нтом (Е), що виготовлений із термообробленого фрезерування, свердління, розточення, нарізуваналюмінієвого сплаву, ня різьблення мітчиком, електроерозійне розрізанb) здійснюють на вибір термічну обробку виня, зачищення, полірування. Термін "пресована щезазначеного зварного конструктивного елементруба" включає трубчасті вироби та, зокрема, прету (G). совані та тягнуті труби. Опис креслень Називаємо тут "елементом конструкції" або На фігурі 1 зображено розріз порожньої ком"конструктивним елементом" механічної конструкпозитної заготовки із осьовою симетрією, що викоції механічну частину, ушкодження якої здатне ристовується для пресування порожньої труби. поставити під загрозу безпеку вищезгаданої консЗаготовка складається зі сплаву (А) та сплаву (В). трукції, її користувачів, її споживачів або інших На фігурі 2 зображено розріз пресованої порожосіб. ньої труби, що використовується для отримання, Щодо літака, ці конструктивні елементи вклюшляхом поздовжнього розрізання (вказано стрілчають, зокрема, елементи, з яких складається фюками), конструктивного елементу (F), відповідно до зеляж (такі як, обшивка фюзеляжу (fuselage skin винаходу. англійською мовою), елементи жорсткості або На фігурі 3 схематично зображено формовану стрингери фюзеляжу (stringers), герметичні перекомпозитну заготовку, що використовується для городки (bulkheads), кільцеві рамки фюзеляжу (cirвиготовлення пресованого конструктивного елеcumferential frames), крила (такі як обшивка крила менту (F), відповідно до винаходу, але яка не відwing skin), елементи жорсткості (stringers або stifповідає способу виготовлення, якому була надана feners), ребра (ribs) та лонжерони (spars) та хвосперевага. Заготовка містить сплав (А) та сплав (В). тове оперення, що складається з горизонтальних На фігурі 4 зображена ширина зони дифузії та вертикальних стабілізаторів (horizontal чи verticміж сплавами (А) та (В) для двох пар сплавів, al stabilisers), а також балки перекриття (floor АА7349 / АА5086 (позначення Р5) та АА7349 / beams), рейки крісел (seat tracks) та двері. АА6056 (позначення Р6), та трьох супроводжуючих Термін "монолітний конструктивний елемент" хімічних елементів: магній, мідь та цинк. Ширина стосується тут конструктивного елементу, що був зони дифузії D у пресованому продукті визначена отриманий, найчастіше шляхом обробки, із одного як ширина між пунктами, для яких спостерігається цільного катаного, пресованого, кованого чи литозміна складу на 0,1% від ваги номінального складу го напівфабрикату, без будь-якого збирання, наелементу у виробі, що аналізується. приклад, шляхом заклепування, зварювання чи На фігурі 5 зображено приклад ширини зони склеювання з іншим елементом. дифузії D. Термін "біфункціональний конструктивний На фігурі 6 вказана висота h (дивись подвійну елемент" стосується тут, головним чином, функцій, стрілку) проникнення сплаву (В) основи в корпус зі надутих виробом, завдяки своїм металургійним сплаву (А) пресованого конструктивного елементу характеристикам, а не завдяки своїй формі. (F). b) Детальний опис винаходу На фігурі 7 схематично зображено пристрій, Завдяки винаходу, вирішено проблему шлящо використовується для вимірювання сили розхом використання пресованого конструктивного риву корпусу із профілю. елементу (F), що складається з двох коекструдоНа фігурах 8, 9 та 10 зображені різні способи ваних сплавів, у якому основа, тобто частина, що використання профілю відповідно до винаходу. призначена для кріплення на площині іншого консОпис винаходу труктивного елементу (Е), з метою утворення а) Визначення конструктивного елементу (G), складається зі За винятком окремих позначок, всі інші познасплаву (В), та, наприклад, вона може бути виготочення щодо хімічного складу сплавів, вказані у влена з такого ж сплаву, що й елемент, до якого масовому процентному вираженні. Відповідно, в вона має кріпитися, у той час як корпус, що стано 7 90284 8 вить решту зазначеного пресованого конструктивхідності поєднання з іншими конструктивними ного елементу (F), може бути виготовлено із сплаелементами. ву з високими механічними характеристиками (А). Конструктивний елемент (F), відповідно до виСплав (В) може бути термообробленим сплавом. находу, може виготовлятися у спосіб, що включає Сплав (А) може бути переважно термообробленим наступні етапи: сплавом з тим, щоб конструктивний елемент (G), a) підготовка формованої циліндричної заготоутворений шляхом з'єднання конструктивних елевки, порожньої в середині, що складається із зовментів (F) та (Е) міг бути використаний в авіабудунішньої трубки, виготовленої із алюмінієвого сплаванні. Такий конструктивний елемент (F), відповідву (А), що пройшов термічну обробку, та но до винаходу, є біфункціональним, в тому сенсі, внутрішньої трубки, що виготовлена з алюмінієвощо корпус відповідає металургійним вимогам, що го сплаву (В), значно відрізняються від вимог щодо основи. b) здійснення формування шляхом пресування Застосовуючи цей корисний винахід, що здапорожньої трубки, що має багато ребер, таким тен вирішити проблему збирання шляхом зварючином, щоб вищезгадані ребра, що мають пряму вання, а саме зварювання плавленням, між консабо складну форму, складалися, головним чином, труктивним елементом із термообробленого зі сплаву (А), в той час як порожня трубка зі сплаву алюмінієвого сплаву та конструктивним елемен(В), том із термообробленого алюмінієвого сплаву, що с) відрізання виробу, з можливістю подальшої вважається непридатним для зварювання плавобробки, що був отриманий на етапі (Ь) таким чиленням; сплав (В) є сплавом, придатним до званом, щоб отримати конструктивний елемент (F), рювання, зокрема зварювання плавленням, щоб що складається з основи зі сплаву (В) та корпусу зі з'єднання між пресованим конструктивним елемесплаву (А). нтом (F), відповідно до винаходу, та конструктивВідповідно до цього корисного способу, спочаним елементом (Е) було можливим за допомогою тку готують порожню композитну заготовку із осьозварюванням. Сплав (В) може бути сплавом серії вою симетрією, що складається із двох концентрибххх, 5ххх або 4ххх. Не має потреби в тому, щоб чних трубок круглого розрізу, при цьому внутрішня сплав (А) був придатним до зварювання, хоча це трубка зі сплаву (В) із зовнішнім діаметром D проне виключається. тягується через зовнішню трубку зі сплаву (А) внуДаний винахід може застосуватися до будьтрішнім діаметром D. Це запресування може здійякого сполучення алюмінієвих сплавів, що піддаснюватися шляхом гарячого розширенням ються формуванню шляхом пресування. У варіанті зовнішньої трубки. Проте перевага надається низастосування, якому надається перевага, сплав зькотемпературному стисненню внутрішньої труб(А) є сплавом серії 7ххх, серед якої переважно ки; заявник констатує, що використання останньобула обрана група сплавів 7049, 7149, 7249, 7349, го способу запресування призводить до того, що 7449, 7050, 7055, 7075, 7036, 7068, 7136 та сплав конструктивний елемент (F) відзначається біль(В), обраний у групі сплавів, що придатні до звашою силою опору розриву. Заявник констатує, що рювання плавленням, серії 4xxx, 5xxx, бххх та пенадзвичайно важливо, щоб відхилення осьової реважно сплавів 6056, 6056А, 6156, 6013, 6060, симетрії у порожній композитній заготовці було 6110, 5005, 5083, 5086. Для сплаву (А) також можякомога меншим, оскільки воно безпосередньо ливо використовувати інші сплави типу Al-Zn-Cuвідображується на симетрії розрізу пресованої Mg, а саме сплави, що мають високий вміст цинку порожньої трубки, а саме на сталості товщини (> 8,7%). внутрішньої стінки, так само як на висоті проникВ іншому варіанті застосування винаходу, що нення (що визначена на фігурі 6) сплаву (В) у корє більш загальним, ніж вищезгадана конкретна пусі конструктивного елементу (F). проблема, можливо також застосовувати сплав Відрізання на етапі (с) може здійснюватися з (В), який не вважається таким, що придатний для використанням відомих способів. Мова йдеться зварювання плавленням, але який може зварювапро поздовжній розріз з метою отримання довгих тися за допомогою ротаційного зварювання терсегментів пресованого конструктивного елементу, тям. Таким чином, також отримуємо біфункціонащо можуть відрізатися відповідно до потрібної льний конструктивний елемент (F). Як приклад, довжини. Таким чином, ребра пресованої порождля пресованого конструктивного елементу (F), ньої трубки утворюють корпус конструктивного корпус якого має відповідати вимогам щодо статиелементу (F), у той час як сама порожня трубка чних механічних характеристик, а основа має бути утворює основу. Доречним також є виконання застійкою до втоми металу та / або мати належну вершальної обробки основи. стійкість до руйнування (в'язкість та опір поширенВ такий спосіб отримуємо монолітний та біфуню тріщин, тощо), можемо обрати сплав (А) з грункціональний конструктивний елемент (F), корпус пи сплавів 7049, 7149, 7249, 7349, 7449, 7050, котрого має, наприклад, надзвичайно високі хара7055, 7075, 7068, 7036, а сплав (В) може належати ктеристики статичного механічного опору, у той до серії 2ххх та обиратися з групи сплавів 2024, час як основа відзначається, наприклад, надзви2024А, 2056, 2124, 2224, 2324, 2424, 2524. У цьому чайно високим опором щодо втоми металу чи техваріанті застосування, з'єднання конструктивних нічними характеристиками щодо придатності до елементів (F) та (Е) не обов'язково має здійснювазварювання плавленням. тися шляхом зварювання, а може виконуватися Пресований конструктивний елемент (F), відтрадиційними методами заклепування. Цей тип повідно до винаходу, може також виготовлятися біфункціональних конструктивних елементів може будь-яким іншим способом, що забезпечує досить також мати пряме застосування, тобто без необсильний металургійний зв'язок між основою та 9 90284 10 корпусом, що характеризує силу розриву корпусу. рений із виробом (Е) з утворенням зварної зони Вищезгаданий спосіб, що ґрунтується на пресу(15). ванні порожньої композитної заготовки з осьовою Завершальна термічна обробка здійснюється симетрією, дає результати кращі, ніж використанна зварному виробі. Таким чином, можемо, наприня заготовки, що збирається послідовно, шляхом клад, покращити стійкість виробу до корозії. Загаз'єднання двох заготовок з однаковим діаметром лом, можливе здійснення додаткового відпуску (фігура 3). Під час використання подібної заготовтермічною обробкою. Як наслідок, необхідно, щоб ки відповідно до фігури 3, метод пресування не стан термічної обробки конструктивних елементів застосовується. Також можливо використовувати (F) та (Е) вибирався належним чином, щоб отризамість литої заготовки концентричну трубу, що мати завдяки термічній обробці після зварювання складається із двох пресованих трубок, оброблеостаточний стан конструктивного елементу (G), що них відповідним чином. відповідав би необхідним вимогам, наприклад, за Перевага використання порожньої композитної допомогою попереднього відпуску одного або інзаготовки з осьовою симетрією полягає в тому, що шого конструктивного елементу. Наприклад, елецей спосіб забезпечує належну однорідність премент жорсткості зі сплаву 7ххх потребує відпуску сованого виробу, а саме досить рівномірний розкоротшою загальною тривалістю ніж напівфабриподіл обох сплавів між основою та корпусом прекат зі сплаву 6ххх. Якщо металеві листи виготовсованого конструктивного елементу (F) залежно лені зі сплаву 6ххх, а елементи жорсткості зі сплавід довжини пресованої порожньої трубки. Як приву 7ххх, необхідно, щоб листи зі сплаву 6ххх клад, винахідники звернули увагу, що між початпіддавалися попередньому відпуску до зварюванком та кінцем пресованої порожньої труби, отриня, оскільки тривалість термічної обробки, що вони маної з однієї порожньої композитної заготовки з можуть витримати після зварювання є обмеженою осьовою симетрією, висота h (визначена на фігурі більш короткою тривалістю відпуску термооброб6) скорочується приблизно з 6 мм до приблизно 3 кою, що мають витримувати елементи жорсткості мм. Ця незначна неоднорідність здається не має зі сплаву 7ххх після зварювання. відчутного негативного впливу на властивості виДля виготовлення ще більш складних конструкористання конструктивного елементу (F). Винахіктивних елементів, корпус пресованого конструкдники констатують, що використання інверсійного тивного елементу (F), виготовленого зі сплаву (А), пресування порожньої композитної заготовки з та приєднаного, наприклад, за допомогою зварюосьовою симетрією, що описане вище, мінімізує вання чи заклепування, до виробу або конструктицю неоднорідність. вного елементу (Е), може кріпитися, наприклад, за Спосіб, відповідно до винаходу, дозволяє видопомогою заклепування чи болтового з'єднання готовити конструктивний елемент (G) шляхом звадо інших виробів. Це передбачає, загалом, що рювання пресованого конструктивного елементу корпус пресованого конструктивного елементу (F) (F) з іншим конструктивним елементом (Е), в яких має форму, що є придатною для цього виду монзастосування сили розриву щодо корпусу конструтажу. Цей спосіб використання зображено на фігуктивного елементу (F) не призводить, зазвичай, до рі 10, що показує виріб (20), що представляє сорозриву між основою та корпусом. Це означає, що бою виріб (Е), одна з поверхонь (11) якого була механічна крихкість не спостерігається між повероброблена. Пресований конструктивний елемент хнями сплавів (А) та (В). (F), відповідно до винаходу (позначення 12), з осВикористання пресованого конструктивного новою (13) із сплаву, що піддається зварюванню, елементу (F), відповідно до винаходу, дозволяє та корпусом (14), був зварений із виробом (Е) з виготовляти конструктивні елементи (G) великих утворенням зварної зони (15). Корпус (14) пресорозмірів у досить простий спосіб. В якості приклаваного конструктивного елементу приєднується ду, пресований конструктивний елемент (F) може заклепкою (16) до іншого конструктивного елеменбути елементом жорсткості, що зварюється з мету (17). Цей складний конструктивний елемент талевим листом. У більш загальному розумінні, може використовуватися в авіабудуванні для монвинахід включає також спосіб виготовлення звартажу кільцевих рамок фюзеляжу: у цьому випадку ного конструктивного елементу (G), зокрема для корпус (14) біфункціонального пресованого профіавіаційних конструкцій, де лю (F), відповідно до винаходу (12), виготовлено зі a) з'єднують за допомогою зварювання плавсплаву серії 2ххх, а основу (13) зі сплаву 4ххх, ленням пресований конструктивний елемент (F) із 5ххх або 7ххх; виріб (20) є обшивкою фюзеляжу, виробом чи конструктивним елементом (Е), що (12) елемент жорсткості (англійською мовою shear виготовлений із термообробленого алюмінієвого web), та рамка (17). сплаву, На фігурі 9 зображено спосіб виготовлення b) здійснюють на вибір термічну обробку виконструктивного елементу (G) за допомогою прещезазначеного зварного конструктивного елеменсованого біфункціонального конструктивного елету (G). менту (F), відповідно до винаходу, шляхом заклеЦей зварний конструктивний елемент (G) мопування. Біфункціональний конструктивний же бути конструктивним елементом фюзеляжу елемент (12) складається з корпусу (14) зі сплаву літака. На фігурі 8 зображено панель фюзеляжу серії 7ххх, що має високі властивості механічного (10), що представляє собою виріб (Е), одна із поопору, та основи (13) зі сплаву серії 2ххх, що має верхонь (11) якого була оброблена. Пресований високі властивості стійкості до руйнування. Основа конструктивний елемент (F), відповідно до вина(13) приєднана за допомогою заклепок (16) до ходу (позначення 12), з основою (13) із сплаву, що двох суміжних конструктивних елементів (Е) (позпіддається зварюванню, та корпусом (14), був званачення 18). Такий конструктивний елемент (G) 11 90284 12 може використовуватися у конструкції фюзеляжу канал перетинає всю довжину зазначеного цилінлітаків. дра. Інші способи використання цього винаходу В такий спосіб отримуємо дві порожніх циліндописані у відповідній формулі винаходу. ричних трубки, одна з яких виготовлена зі сплаву У прикладах, що наведені далі, з метою ілюст7349, а інша зі сплаву АА6056 або АА5086, з D = рації описано способи корисного використання 85 мм та d = 53 мм. Після розширення нагрівом цього винаходу. Ці приклади не мають обмежувапри 120°С трубки зі сплави 7349, запресовуємо льного характеру. трубку зі сплаву 6056 у трубку зі сплаву 7349. В Приклад такий спосіб отримуємо порожню циліндричну заУ цьому прикладі, виготовляємо пресований готовку, розріз якої схематично зображено на фіконструктивний елемент із корпусом зі сплаву гурі 1. Здійснюємо пряме пресування при темпеАА7349 та основою зі сплаву АА6056 (позначення ратурі блоку 420°С. Розріз пресованого профілю Р6) або зі сплаву АА5086 (позначення Р5). зображено на фігурі 2. У цьому прикладі співвідГотуємо пресовану порожню заготовку, що ношення екструзійного пресування становить 11. складається із зовнішньої концентричної частини Отриманий профіль було розрізано у напрямку зі сплаву АА7349 та внутрішньої концентричної його довжини: довжина профілю у такий спосіб частини зі сплаву АА6056 або АА5086, наступним має вісім довжин елементу жорсткості (див. фігуру чином: формуємо першу заготовку зі сплаву 2). АА7349 та обробляємо на цій заготовці циліндр із Для кожного типу елементу жорсткості (позназовнішнім діаметром 189 мм. У цьому циліндрі чення Р5 або Р6), корпуса та основи, у стані Т76, робимо канал круглого розрізу (діаметром D) тахарактеризуються своєю межею пружності Rpo.2, ким чином, щоб поздовжня вісь циліндра та поздоопором розриву Rm та розтяганням при відриві А, вжня вісь каналу співпадали. Вищезгаданий канал що показані в таблицях 1 та 2. Для порівняння, перетинає всю довжину зазначеного циліндра. таблиця 3 містить аналогічні результати для елеВикористовуючи другу заготовку зі сплаву ментів жорсткості, отриманих шляхом прямого АА6056 або АА5086, готуємо циліндр із зовнішнім пресування моноблочної заготовки (позначення діаметром D та каналом круглого розрізу (діаметр Р7) зі сплаву АА7349. Умови пресування були поd) таким чином, щоб поздовжня вісь циліндра та дібними до умов варіантів Р5 та Р6. Щодо елеменпоздовжня вісь каналу співпадали. Вищезгаданий ту жорсткості Р7, то його основа та корпус виготовлені зі сплаву АА7349. Таблиця 1 Позначення Мітка Р5 1 Р5 2 Р5 3 Р5 4 Р5 5 Р5 6 Р5 7 Р5 8 Середнє значення Основа (сплав АА5086) RpO.2[MPa] Rm[MPa] 595 659 593 659 589 653 581 648 578 646 586 652 585 650 589 653 587 653 А% 12.8 11.2 11.7 10.9 10.1 11.9 12.2 13.0 11.7 Корпус (сплав АА7349) RpO.2[MPa] Rm[MPa] 670 724 666 723 665 720 665 721 665 722 669 727 664 722 668 726 667 723 А% 7.7 7.7 6.6 7.0 8.4 8.5 8.2 7.8 7.7 Таблиця 2 Позначення Мітка Р6 1 Р6 2 Р6 3 Р6 4 Р6 5 Р6 6 Р6 7 Р6 8 Середнє значення Основа (сплав АА6056) RpO.2[MPa] Rm[MPa] 593 656 595 658 596 660 597 663 594 658 593 655 595 661 597 662 585 659 А% 10.9 12.7 11.9 11.8 10.8 10.0 11.1 11.9 11.4 Корпус (сплав АА7349) RpO.2[MPa] Rm[MPa] 669 725 666 722 677 731 672 725 674 126 673 725 677 728 673 727 673 726 А% 7.8 9.5 7.6 7.0 6.1 6.4 6.4 7.8 7.2 Таблиця 3 Позначення Р7 Мітка 1 Основа (сплав АА7349) RpO.2[MPa] Rm[MPa] 597 665 А% 11.1 Корпус (сплав АА7349) RpO.2[MPa] Rm[MPa] 669 725 А% 11.1 13 Р7 2 Р7 3 Р7 4 Р7 5 Р7 6 Р7 7 Р7 8 Середнє значення 599 602 593 594 599 598 597 597 667 664 660 661 666 665 667 664 Якість металургійного зв'язку між обома сплавами (А) та (В) характеризується шляхом вимірювання сили відривання корпусу конструктивного елементу від основи, що закріплена на пристрої жорсткого кріплення. Це пристрій схематично зображено на фігурі 7. Частину конструктивного елементу (F) відрізають для проведення випробувань, і закріплюють її між затискачами 1, 2. Форма затискачів пристосована до кривизни виробу щоб забезпечити належний контакт між затискачами та зразком. На належній відстані від затискачів, корпус 3 виробу розміщується між затискачами (не зображені на фігурі 7) розривної машини. Застосовується сила розриву 4, що збільшується аж до розриву виробу, що випробовується. Показники сили реєструються. Напруження розтягнення може приблизно визначатися шляхом ділення сили на розріз А. Результати цих випробувань на розрив представлені в таблицях 4, 5 таб. Таблиця 4 Позначення Мітка Р5 Р5 Р5 Р5 Р5 Р5 Р5 Р5 1 2 3 4 5 6 7 8 Сила розри- Напруження ву розриву [МРа] 32691 382 29481 344 33860 397 33641 389 34354 399 33218 391 31673 372 30530 355 90284 13.4 14.3 12.9 13.3 13.6 13.1 12.7 13.0 14 669 674 678 676 669 676 676 674 724 729 731 730 723 733 732 728 11.6 10.3 10.7 9.5 11.3 11.6 11.1 10.9 Таблиця 5 Позначення Мітка Р6 Р6 Р6 Р6 Р6 Р6 Р6 Р6 1 2 3 4 5 6 7 8 Сила розри- Напруження ву розриву [МРа] 33125 384 28642 333 28399 329 29690 344 37197 434 34993 406 36528 425 32394 377 Таблиця 6 Позначення Мітка Р6 Р6 Р6 Р6 Р6 Р6 Р6 Р6 1 2 3 4 5 6 7 8 Сила розри- Напруження ву розриву [МРа] 47616 554 47333 550 51164 595 52700 613 54283 631 52877 615 51907 604 48213 561 Констатуємо шляхом спостереженням Р5 та Р6 за допомогою оптичної мікроскопії, що поверхня між основою та корпусом є дуже чистою; суміш обох сплавів (А) та (В) не спостерігається, а лише зона дифузії, ширина якої не перевищує 180 (іт для позначення Р5 та 160 цт для позначення Р6. Це видно з фігури 4, що зображує довжину зони дифузії, визначену для зразка порожньої трубки за допомогою електронно-зондового мікроаналізу (electron probe microanalysis) для двох сполучень сплавів (А) та (В) та трьох супроводжуючих хімічних елементів: магній, мідь та цинк. 15 90284 16 17 Комп’ютерна верстка Г. Паяльніков 90284 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPressed structural element (embodiments) and method of its manufacturing, weldable structural element and method of its manufacturing
Автори англійськоюEberl Frank, Maussion Joel
Назва патенту російськоюПрессованный структурный элемент (варианты) и способ его изготовления, сварной структурный элемент и способ его изготовления
Автори російськоюЭберль Франк, Моссион Жоэль
МПК / Мітки
МПК: B21C 23/02, B64C 1/00, B21C 23/22, B21C 23/01, B23K 20/00
Мітки: структурний, зварний, спосіб, виготовлення, елемент, варіанти, пресований
Код посилання
<a href="https://ua.patents.su/9-90284-presovanijj-strukturnijj-element-varianti-i-sposib-jjogo-vigotovlennya-zvarnijj-strukturnijj-element-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Пресований структурний елемент (варіанти) і спосіб його виготовлення, зварний структурний елемент і спосіб його виготовлення</a>
Порожнистий прямокутний структурний елемент з термопласту, що утворює будівельну конструкцію, та спосіб його виготовлення
Номер патенту: 27485
Опубліковано: 15.09.2000
Автор: Де Зен Вітторіо
МПК: B32B 27/30, B32B 37/00, E04C 3/30, B29C 47/06, E04C 3/02, B32B 27/20, E04C 2/10
Мітки: прямокутний, будівельну, термопласту, порожнистий, конструкцію, спосіб, елемент, структурний, утворює, виготовлення
Текст:
...необходимости сооружения особенно прочной постоянной конструкции. Кроме того, бетонная подушка может иметь анкерные стержни 11 , вхо дя щие в по лости 10 для закрепления панели стены на бе тонной подушке. Планка 12 предотвращает вытекание бетона из-под панели стены. Как показано на фиг 2 размеры стены дома и бетонной подушки обуславливают наличие небольшого зазора G между внутренней стороной стены и утолщенной частью бетонного основания. Этот...
Структурний металокерамічний композиційний матеріал (варіанти) та спосіб виготовлення цього матеріалу (варіанти)
Номер патенту: 42735
Опубліковано: 15.11.2001
Автори: БОРОВІНСКАЯ Інна Пєтровна, ЛЄВАШОВ Євгеній Алєксандровіч, ХОСОМІ Сатору, Коізумі Мітсуе, ОХІЯНАГІ Мансші, ТРОТШУЕ Алєксандр Владіміровіч
МПК: C22C 29/00, B22F 3/23, B22F 3/10, B22F 3/16, C22C 1/05
Мітки: металокерамічний, виготовлення, композиційний, варіанти, структурний, матеріал, спосіб, цього, матеріалу
Формула / Реферат:
1. Структурный металлокерамический композиционный материал, содержащий одну или более каркасных структур, отличающийся тем, что каждая каркасная структура состоит из трех пространственно соединенных частей, по крайней мере, одного тугоплавкого материала, выбранного из карбида, борида, нитрида и силицида титана, циркония, тантала, ниобия, кремния, хрома, вольфрама или молибдена, и металлического материала, являющегося сплавом и/или...
Багатошаровий конструкційний елемент (варіанти), спосіб його виготовлення (варіанти), спосіб виготовлення конструкції з подвійними стінками
Номер патенту: 67731
Опубліковано: 15.07.2004
Автор: Кеннеді Стефен Дж.
МПК: B32B 15/06, B63B 25/00, B63B 5/00, B63B 3/20, B63B 3/14, B63B 3/68, B32B 15/08
Мітки: конструкції, подвійними, стінками, спосіб, багатошаровий, конструкційний, варіанти, виготовлення, елемент
Формула / Реферат:
1. Багатошаровий конструкційний елемент, який відрізняється тим, що містить: перший металевий шар, який має першу внутрішню поверхню і першу зовнішню поверхню; другий металевий шар, який має другу внутрішню поверхню і другу зовнішню поверхню, причому другий металевий шар розташований на деякій відстані від першого металевого шару; і проміжний шар, який складається із непінного пластика, розміщеного між першою і другою внутрішніми...
Захисний елемент, спосіб його виготовлення (варіанти), захищений від підробки папір та цінний документ, що його містить
Номер патенту: 84401
Опубліковано: 27.10.2008
Автори: Шмітц Крістіан, Хайм Манфред
МПК: G09F 3/02, B42D 15/00
Мітки: містить, варіанти, папір, виготовлення, підробки, захищений, спосіб, документ, захисний, цінний, елемент
Формула / Реферат:
1. Захисний елемент для захищеного від підробки паперу, банкнот, посвідчень особи або інших аналогічних предметів, що має основу і щонайменше два розташованих на ній металевих шари, який відрізняється тим, що металеві шари мають показники оптичної густини, які відрізняються між собою.2. Захисний елемент за п. 1, у якому щонайменше два металевих шари розташовані з однієї і тієї ж сторони основи.3. Захисний елемент за п. 1 або 2,...
Конструкційний елемент ( варіанти) та спосіб його виготовлення
Номер патенту: 64747
Опубліковано: 15.03.2004
Автори: Дженсен Девід У., Френком Ларі Р.
МПК: E04C 3/00, E04H 12/00
Мітки: виготовлення, елемент, спосіб, варіанти, конструкційний
Формула / Реферат:
1. Конструкційний елемент з високою несучою здатністю на одиницю маси, який відрізняється тим, що включає принаймні два спіральні компоненти, кожний з яких має принаймні три витягнуті прямі ділянки, жорстко з'єднані кінцями в спіральну конфігурацію, причому ці принаймні два спіральні компоненти мають спільну кутову орієнтацію, спільну поздовжню вісь і розташовані на однаковій відстані один від одного, при цьому кожний із згаданих принаймні...
Попередній патент: Шахтний регулятор витрати повітря
Наступний патент: Похідні гідантоїну, корисні як інгібітори металопротеїназ
Випадковий патент: Спосіб одержання шаруватого метал-інтерметалідного композиційного матеріалу