B21B 19/04 — прокатка заготовок суцільного перетину; прошивка
Низьколегована сталева труба для нафтових свердловин і спосіб її виготовлення
Номер патенту: 114046
Опубліковано: 10.04.2017
Автори: Омура Томохіко, Араі Юдзі, Кондо Кеїті
МПК: B21B 19/04, B21B 19/10, B21B 3/00 ...
Мітки: свердловин, нафтових, спосіб, виготовлення, труба, сталева, низьколегована
Формула / Реферат:
1. Низьколегована сталева труба для нафтових свердловин, яка відрізняється тим, що вона має:хімічний склад, що складається з, мас. %:С: від 0,40 до 0,65,Si: від 0,05 до 0,50,Мn: від 0,10 до 1,00,Р: 0,020 або менше,S: 0,0020 або менше,Сu: 0,15 або менше,Сr: від 0,40 до 1,50,Мо: від 0,50 до 2,50,V: від 0,05 до 0,25,Ті: від 0 до менше ніж 0,01,Nb: від...
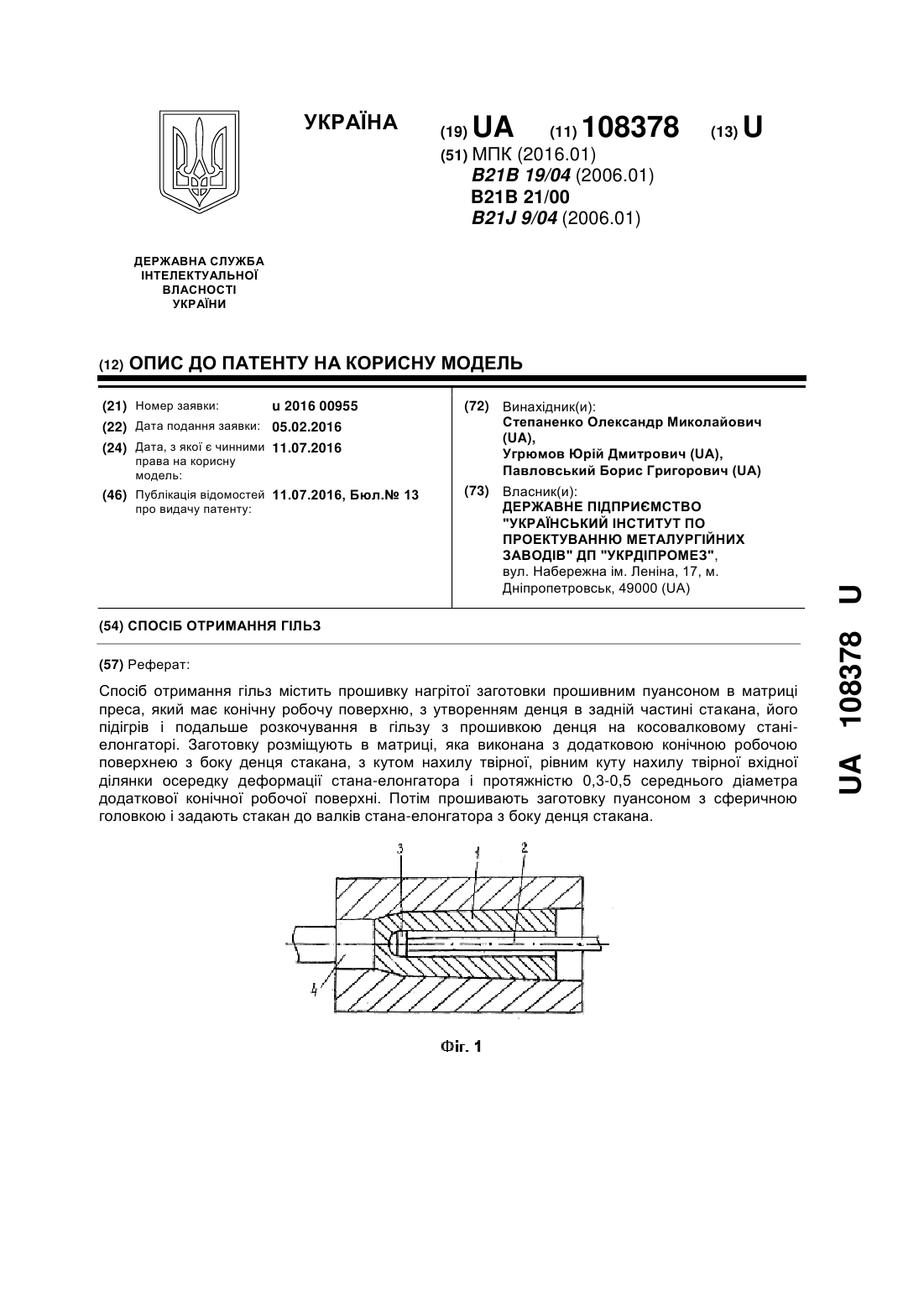
Спосіб отримання гільз
Номер патенту: 108378
Опубліковано: 11.07.2016
Автори: Степаненко Олександр Миколайович, Павловський Борис Григорович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00, B21B 19/04, B21J 9/04 ...
Мітки: отримання, спосіб, гільз
Формула / Реферат:
Спосіб отримання гільз, що включає прошивку нагрітої заготовки прошивним пуансоном в матриці преса, який має конічну робочу поверхню, з утворенням денця в задній частині стакана, його підігрів і подальше розкочування в гільзу з прошивкою денця на косовалковому стані-елонгаторі, який відрізняється тим, що заготовку розміщують в матриці, яка виконана з додатковою конічною робочою поверхнею з боку денця стакана, з кутом нахилу твірної, рівним...
Спосіб економічного виробництва безшовних гарячекатаних труб у безперервних станах для прокатки безшовних труб
Номер патенту: 109461
Опубліковано: 25.08.2015
Автори: Кюммерлінг Ролф, Хомберг Герд, Перейра Габріель, Хагеманн Франк, Браун Вінфрід, Прассер Крістоф
МПК: B21B 23/00, B21B 19/04
Мітки: безшовних, спосіб, економічного, труб, виробництва, прокатки, безперервних, станах, гарячекатаних
Формула / Реферат:
1. Спосіб виробництва безшовних труб, у якому гарячу порожнисту заготовку, попередньо вироблену станом для прошивки отворів, розтягують за допомогою безперервного прокатного стана на стрижні оправки з формуванням труби-заготовки, яку подають безпосередньо в редукційно-розтяжний прокатний стан або калібрувальний стан, що використовується як стан завершальної прокатки, і прокатують в ньому до необхідного кінцевого діаметра труби, який...