Гнідець Богдан Григорович
Збірний каркас багатоповерхових будинків з нерегулярною сіткою колон і змінною висотою поверхів
Номер патенту: 116151
Опубліковано: 12.02.2018
Автори: Гнідець Богдан Григорович, Гнідець Зиновій Богданович
МПК: E04B 1/04, E04B 1/10, E04B 1/08 ...
Мітки: каркас, сіткою, колон, багатоповерхових, змінною, висотою, будинків, збірний, нерегулярною, поверхів
Формула / Реферат:
Збірний каркас багатоповерхових будинків житлового, промислового, громадського або іншого постійного або тимчасового призначення, для нерегулярної сітки колон і змінної висоти поверхів, який виконаний з однотипних за формою і розмірами поперечного перерізів збірних залізобетонних, металевих і дерев'яних елементів або в їх поєднанні, виготовлених за стандартною технологією і з'єднаних між собою жорсткими вузлами на зварюванні або на болтах...
Збірно-розбірний каркас малоповерхових будинків
Номер патенту: 106974
Опубліковано: 10.11.2014
Автори: Гнідець Ростислав Богданович, Гнідець Богдан Григорович, Гнідець Зиновій Богданович
МПК: E04B 1/30, E04C 3/02, E04B 1/18 ...
Мітки: будинків, каркас, збірно-розбірний, малоповерхових
Формула / Реферат:
Збірно-розбірний каркас малоповерхових будинків житлового, промислового, громадського або іншого постійного або тимчасового призначення, виконаний з однотипних за формою і розмірами поперечного перерізу прямокутних збірних залізобетонних або в поєднанні з іншими матеріалами елементів, виготовлених за стандартною технологією і з'єднаних між собою та фундаментами жорсткими вузлами на болтах так, що вони утворюють разом поперечні рами, складені...
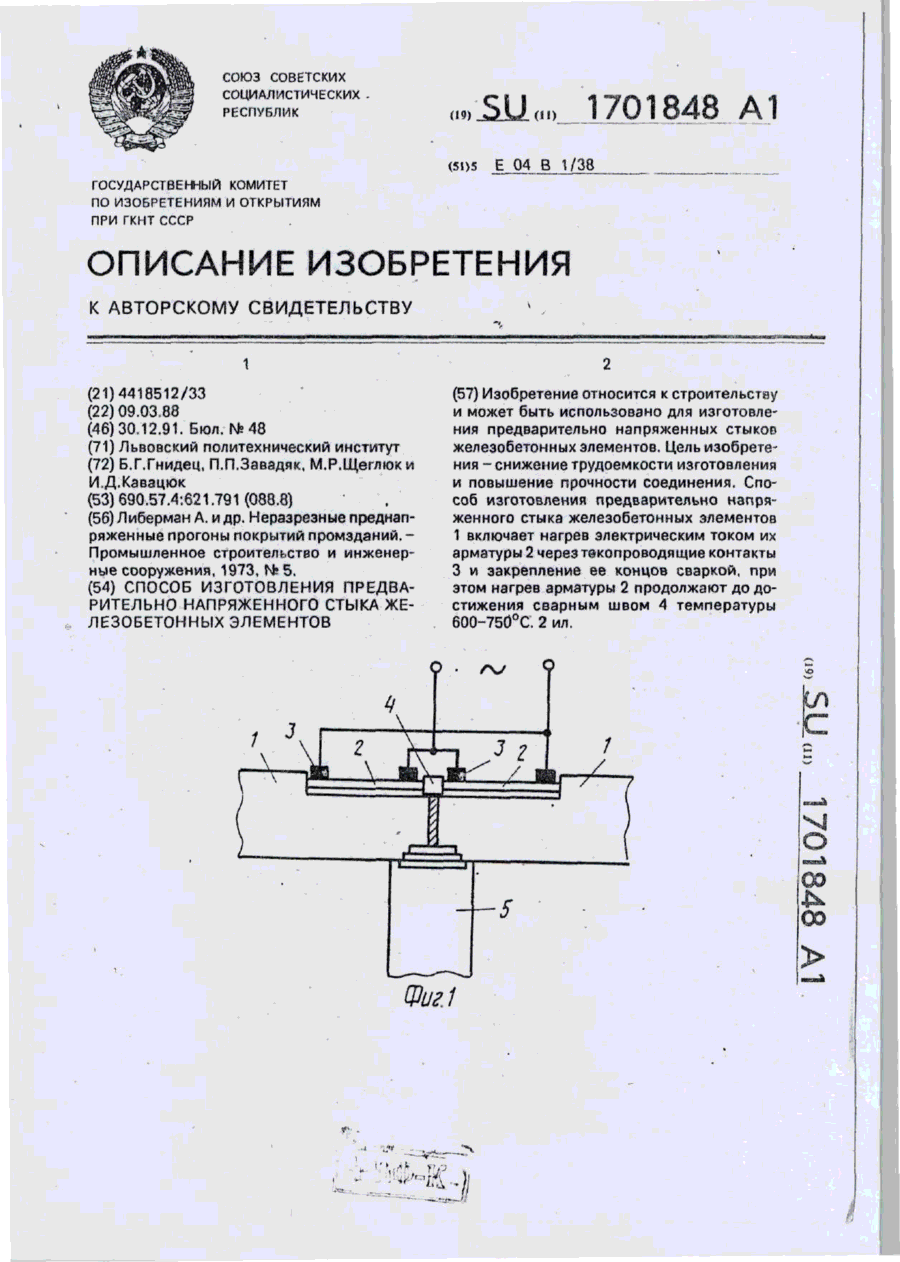
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Гнідець Богдан Григорович, Щеглюк Мирон Романович, Кавацюк Ігор Дмитрович, Завадяк Павло Петрович
МПК: E04B 1/38
Мітки: елементів, попередньо, виготовлення, спосіб, стика, напруженого, залізобетонних
Формула / Реферат:
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.