Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Кавацюк Ігор Дмитрович, Щеглюк Мирон Романович, Гнідець Богдан Григорович, Завадяк Павло Петрович
Формула / Реферат
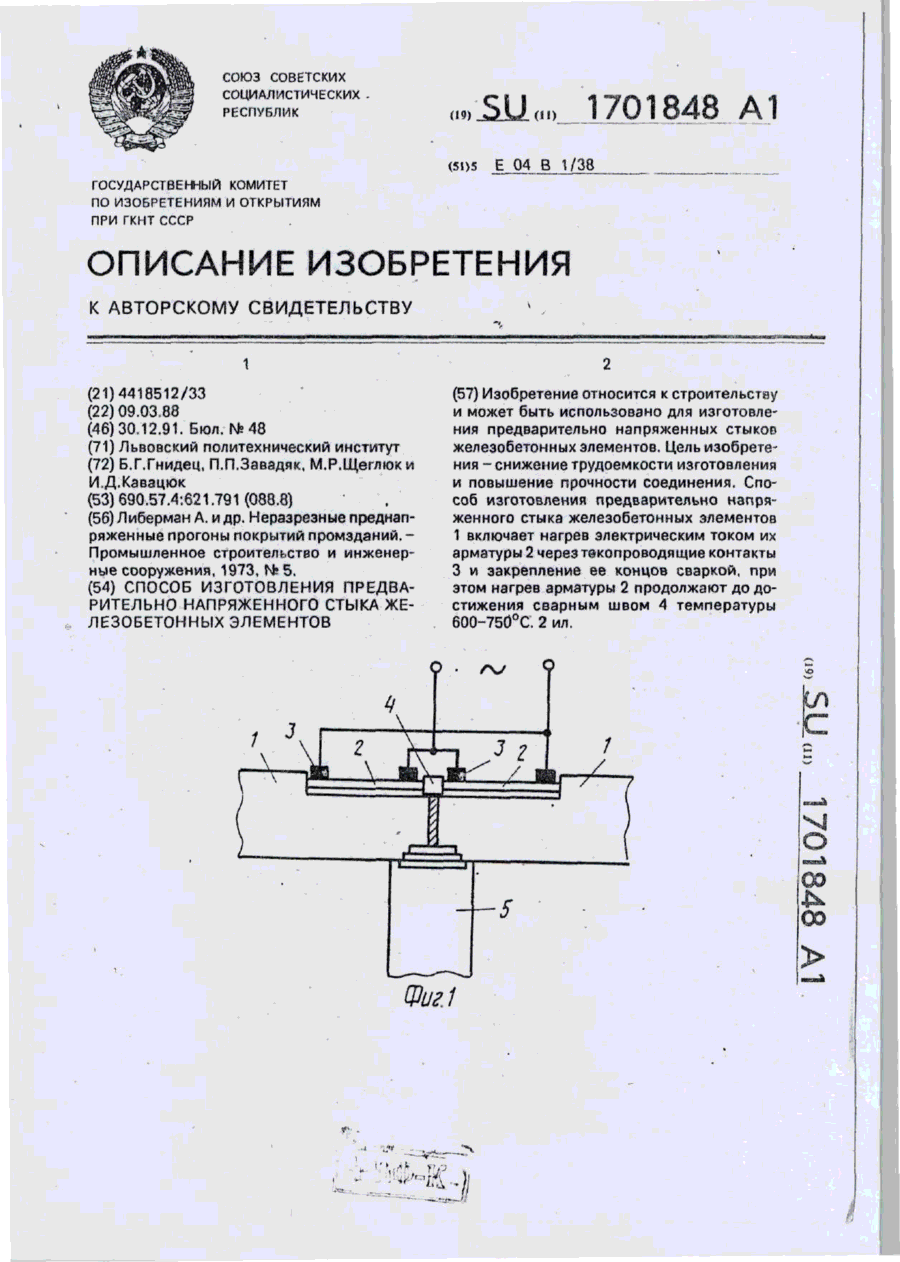
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Текст
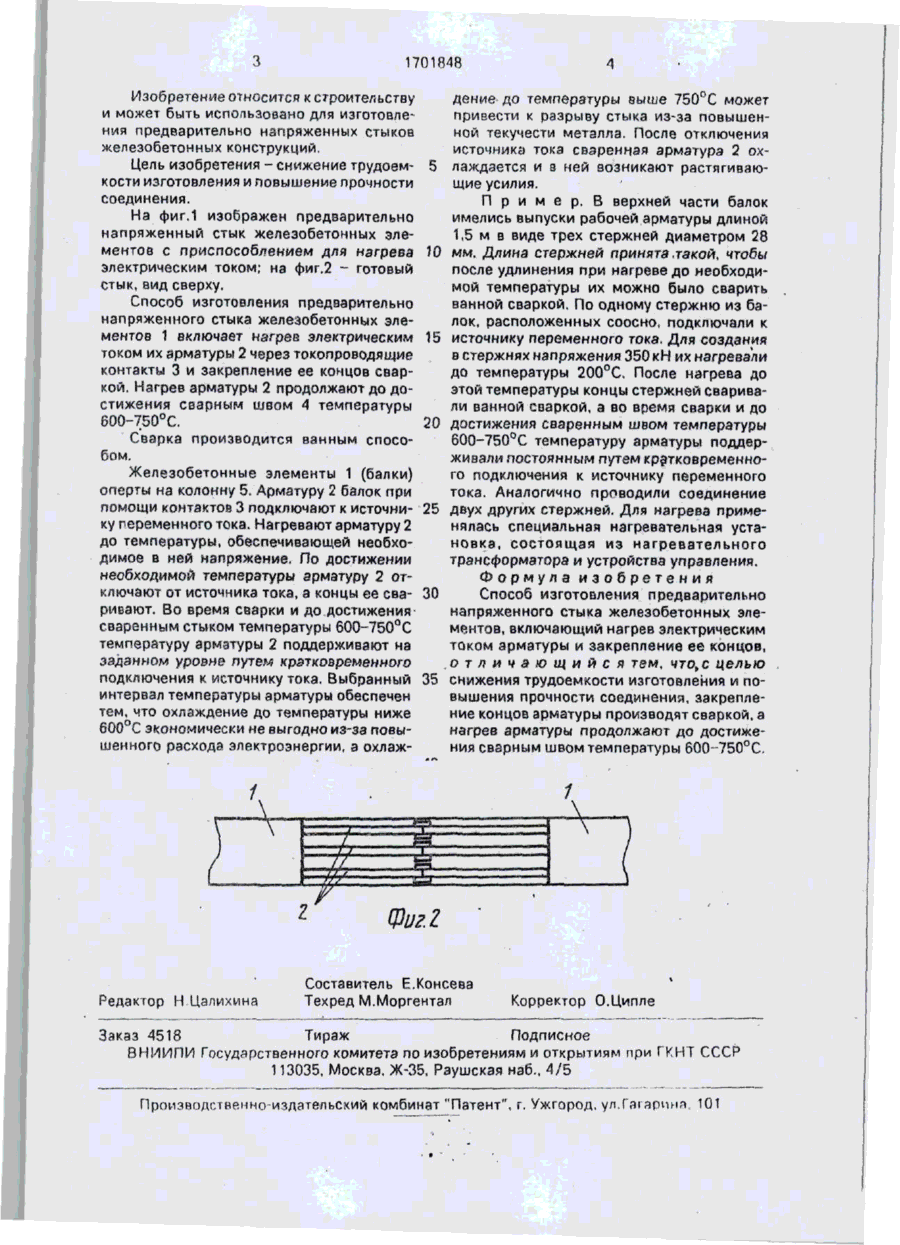
Изобретение относится к строительству и может быть использовано для изготовления предварительно напряженных стыков железобетонных элементов. Цель изобретения - снижение трудоемкости изготовления и повышение прочности соединения. Способ изготовления предварительно напряженного стыка железобетонных элементов 1 включает нагрев электрическим током их арматуры 2 через тэкопроводящие контакты 3 и закрепление ее концов сваркой, при этом нагрев арматуры 2 продолжают до достижения сварным швом 4 температуры 600-750°С. 2 ил. 3 5 Фиг.1 1701848 Изобретение относится к строительству и может быть использовано для изготовления предварительно напряженных стыков железобетонных конструкций, Цель изобретения - снижение трудоем- 5 кости изготовления и повышение прочности соединения. На фиг.1 изображен предварительно напряженный стык железобетонных элементов с приспособлением для нагрева 10 электрическим током; на фиг.2 - готовый стык, вид сверху. Способ изготовления предварительно напряженного стыка железобетонных элементов 1 включает нагрев электрическим 15 током их арматуры 2 через токопроводящие контакты 3 и закрепление ее концов сваркой. Нагрев арматуры 2 продолжают до достижения сварным швом 4 температуры 600-750°С. 20 Сварка производится ванным способом. Железобетонные элементы 1 (балки) оперты на колонну 5. Арматуру 2 балок при помощи контактов 3 подключают к источни- 25 ку переменного тока. Нагревают арматуру 2 до температуры, обеспечивающей необходимое в ней напряжение. По достижении необходимой температуры арматуру 2 отключают от источника тока, а концы ее сва- 30 ривают. Во время сварки и до достижения сваренным стыком температуры 600-750°С температуру арматуры 2 поддерживают на заданном уровне путем кратковременного подключения к источнику тока. Выбранный 35 интервал температуры арматуры обеспечен тем, что охлаждение до температуры ниже 600°С экономически не выгодно из-за повышенного расхода электроэнергии, а охлаж дение до температуры выше 750°С может привести к разрыву стыка из-за повышенной текучести металла. После отключения источника тока сваренная арматура 2 охлаждается и s ней возникают растягивающие усилия. П р и м е р. В верхней части балок имелись выпуски рабочей арматуры длиной 1,5 м в виде трех стержней диаметром 28 мм. Длина стержней принята .такой, чтобы после удлинения при нагреве до необходимой температуры их можно было сварить ванной сваркой. По одному стержню из балок, расположенных соосно, подключали к источнику переменного тока. Для создания в стержнях напряжения 350 кН их нагревали до температуры 200°С, После нагрева до этой температуры концы стержней сваривали ванной сваркой, а во время сварки и до достижения сваренным швом температуры 600-750°С температуру арматуры поддерживали постоянным путем кратковременного подключения к источнику переменного тока. Аналогично проводили соединение двух других стержней. Для нагревз применялась специальная нагревательная установка, состоящая из нагревательного трансформатора и устройства управления. Формула изобретения Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепление ее концов, о т л и ч а ю щ и й с я тем, что,с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600-750°С. Фиг Z Редактор Н Цалихина Составитель Е.Консева Техред М.Моргентал Корректор О.Ципле Заказ 4518 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making pre-stressed joint of reinforced-concrete elements
Автори англійськоюHnidets Bohdan Hryhorovych, Zavadiak Pavlo Petrovych, Schehliuk Myron Romanovych, Kavatsiuk Ihor Dmytrovych
Назва патенту російськоюСпособ изготовления предварительно напряженного стыка железобетонных элементов
Автори російськоюГнидец Богдан Григорьевич, Завадяк Павел Петрович, Щеглюк Мирон Романович, Кавацюк Игорь Дмитриевич
МПК / Мітки
МПК: E04B 1/38
Мітки: елементів, напруженого, виготовлення, залізобетонних, спосіб, попередньо, стика
Код посилання
<a href="https://ua.patents.su/2-1982-sposib-vigotovlennya-poperedno-napruzhenogo-stika-zalizobetonnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення попередньо напруженого стика залізобетонних елементів</a>
Спосіб виготовлення попередньо-напружених залізобетонних конструкцій
Номер патенту: 1027
Опубліковано: 30.12.1993
Автори: Івченко Олександр Васильович, Дудар Михайло Іванович, Красовська Галина Михайлівна, Суріков Ігор Миколайович, Вишнякова Алла Борисівна, Литвиненко Ганна Анатоліївна, Полігушко Борис Миколайович
МПК: E04G 21/12
Мітки: спосіб, залізобетонних, конструкцій, попередньо-напружених, виготовлення
Формула / Реферат:
Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеханически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву...
Арматурна сітка для залізобетонних виробів та пристрій для її виготовлення
Номер патенту: 52
Опубліковано: 30.04.1993
Автори: Усков Андрій Миколайович, Гінзбург Володимир Григорович
Мітки: сітка, залізобетонних, виготовлення, виробів, арматурна, пристрій
Формула / Реферат:
1. Арматурная сетка для железобетонных изделий, включающая продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом, отличающаяся тем, что второй конец каждого поперечного стержня выполнен с отгибом в противоположную сторону первому, причем отгибы расположены под тупым углом к плоскости сетки, а отношение длин отгибов составляет 1:/3...5/.2. Устройство для изготовления арматурной сетки для...
Система паропостачання карусельно-ковейєрної лінії для виготовлення залізобетонних виробів
Номер патенту: 167
Опубліковано: 30.04.1993
Автори: Дорфман Юхим Миколайович, Колмановський Семен Давидович
МПК: B28B 5/00
Мітки: залізобетонних, лінії, виробів, карусельно-ковейєрної, виготовлення, паропостачання, система
Формула / Реферат:
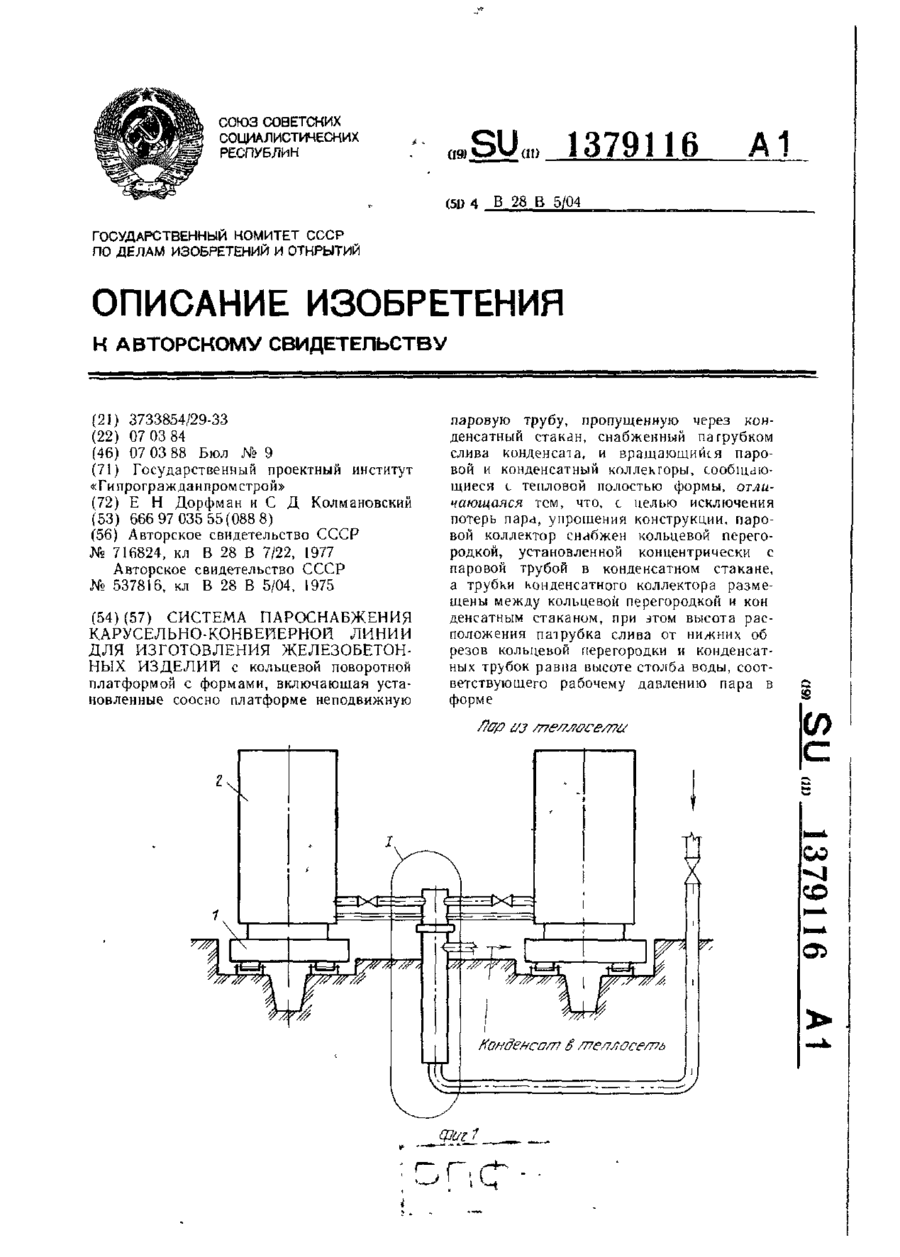
(57) СИСТЕМА ПАРОСНАБЖЕНИЯ КАРУСЕЛЬНО-КОНВЕЙЕРНОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ с кольцевой поворотной платформой с формами, включающая установленные соосно платформе неподвижную паровую трубку, пропущенною через конденсатный стакан, снабженный патрубком слива конденсата, и вращающимся паровой и конденсатный коллекторы, сообщающиеся с тепловой полостью формы, отличающийся тем, что с целью исключения потерь пара, упрощения...
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Бубен Едуард Михайлович, Панасюк Ігор Вікторович
МПК: B28B 5/00
Мітки: залізобетонних, бетонних, виробів, виготовлення, конвейер, роторний
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Спосіб виготовлення складеної попередньонапруженої конструкції
Номер патенту: 1428
Опубліковано: 25.03.1994
Автор: Кучерявий Євген Федорович
МПК: E04C 3/04
Мітки: попередньонапруженої, спосіб, конструкції, виготовлення, складеної
Формула / Реферат:
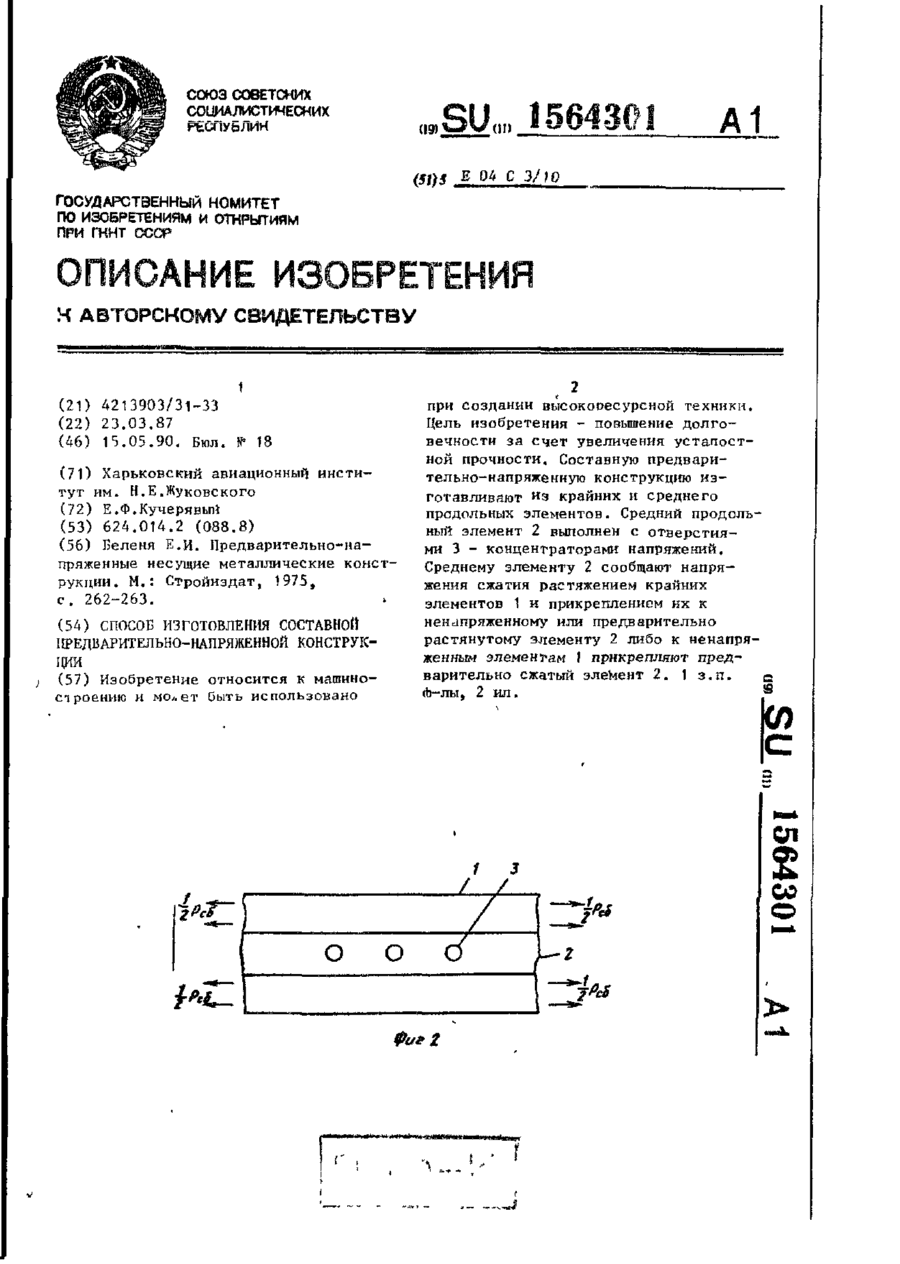
1. Способ изготовления составной предварительно напряженной конструкции из нескольких составляющих продольных элементов с предварительным их деформированием и сборку их в единую конструкцию с сохранением напряженного состояния предварительно деформисчет осуществления их предварительного сжатия и/или предварительного растяжения элементов без концентраторов напряжений. 2. Способ по п. 1 , отличающийся тем, что элементы без...
Попередній патент: Обогріваєма плита укладача шляхово-будівельних матеріалів
Наступний патент: Автоматичний зонт
Випадковий патент: Корзина для одноразового листа