Лушпа Анатолій Олексійович
Чавун для молольних тіл
Номер патенту: 37761
Опубліковано: 15.05.2001
Автори: Епштейн Костянтин Едуардович, Колос Виктор Петрович, Бойко Леонід Григорович, Лушпа Анатолій Олексійович, Тістечок Василь Дмитрович, Адамов Іван Васильович
МПК: C22C 37/00, C22C 37/04
Текст:
...вуглецю, оскільки він при підвищеному вмісті утворює крихкі карбіди заліза типу FeзС, що знижують ударостійкість чавуну (Несвижский О.А. Производство мелющих тел шаровых мельниц. - М: Машгиз, 1961, -С. 117, 118, 120). Подібно до вуглецю діє хром. Крім того, він сприяє утворенню значної перехідної зони у відбілених чавунах (Кривошеев А.Е. Литые валки. - М: Металлургиздат, 1957, -С. 101). Кремній при підвищеному вмісті в чавуні сприяє...
Устаткування для ущільнювання ливарних форм або футеровки ковшів
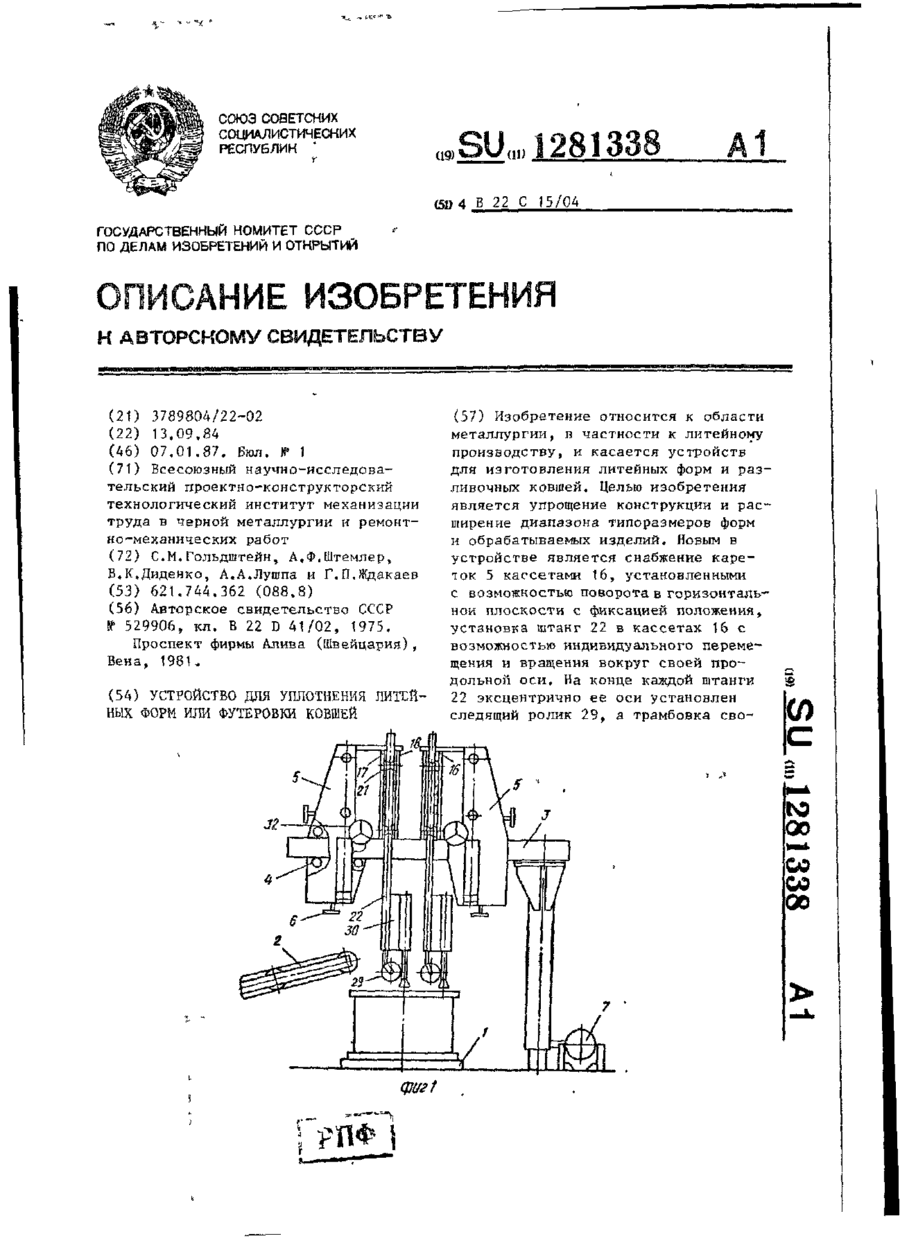
Номер патенту: 14009
Опубліковано: 25.04.1997
Автори: Лушпа Анатолій Олексійович, Штемлер Альберт Францевич, Гольдштейн Станіслав Михайлович, Ждакаєв Геннадій Павлович, Діденко Валерій Корнійович
МПК: B22C 15/00
Мітки: форм, ущільнювання, ливарних, футеровки, устаткування, ковшів
Формула / Реферат:
1. Устройство для уплотнения литейных форм или футеровки ковшей, содержащее металлоконструкцию, на которой смонтированы каретки, несущие штанги с трамбовками и следящую систему, отличающееся тем, что, с целью упрощения конструкции и расширения диапазона типоразмеров форм и обрабатываемых изделий, оно снабжено кассетами, установленными на каретках с возможностью поворота в горизонтальной плоскости и имеющими фиксатор положения, следящим...
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Білай Григорій Омелянович, Лушпа Анатолій Олексійович, Козаченко Микола Сергійович, Комосов Віктор Вікторович, Ганджа Григорій Архипович, Ждакаєв Генадій Павлович, Матвеєва Марина Олегівна
МПК: B22D 13/00, B22D 27/20
Мітки: спосіб, біметалевих, відцентрового, лиття, прокатних, валків
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...