Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Комосов Віктор Вікторович, Матвеєва Марина Олегівна, Козаченко Микола Сергійович, Білай Григорій Омелянович, Ганджа Григорій Архипович, Лушпа Анатолій Олексійович, Ждакаєв Генадій Павлович
Завантажити PDF файл.
Формула / Реферат
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий и кремний в виде ферросплавов в соотношении 1:3:9 в количестве 0,179...0,214 от массы металла внутреннего слой.
Текст
Изобретение относится к литейному производству, а именно, к способам изготовления литых биметаллических прокатных валков. При центробежном литье двухслойных заготовок металл рабочего и внутреннего слоев имеет различный химический состав и выплавляется в разных плавильных агрегатах, процесс имеет низкую производительность. При двух сплавах также нет возможности получить однородную структур у и твердость внутренней зоны, т.к. содержание графитизирующих элементов остается постоянным, а скорость охлаждения по глубине внутренней зоны изменяется. Введение добавки во внутренний слой делается с целью стабилизации структуры и твердости, что позволяет плавить металл одного химического состава. Известен способ центробежного литья прокатных валков (1) с введением порошкообразного материала в металл наружного слоя. Однако данный способ не предусматривает влияния на качество внутреннего слоя. В известном способе центробежного литья прокатных валков, выбранном в качестве прототипа (2), одновременно с заливкой металла осуществляют подачу железного порошка в наружный и внутренний слой валка. Металл рабочего и внутреннего слоя плавят в двух плавильных агрегатах, что приводит к увеличению времени на плавку металла и снижению производительности труда. В основу изобретения поставлена задача усовершенствования способа центробежного литья прокатных валков путем применения комплексной графитизирующей добавки при заливке металла внутреннего слоя и совместного плавления металла рабочего и внутреннего слоя в одном плавильном агрегате, что приведет к повышению производительности труда и качества прокатных валков за счет стабилизации структуры и твердости внутреннего слоя. Предлагаемый способ заключается в плавлении металла рабочего и внутреннего слоев в одном плавильном агрегате, последовательной заливке металла во вращаемую форму с одновременной подачей при заливке металла внутреннего слоя комплексной графитизирующей добавки, содержащей церий, барий, кремний в виде ферросплавов в соотношении 1:3:9 в количестве 0,179...0,214 от массы металла внутреннего слоя. Вводимая комплексная графитизирующая добавка оказывает модифицирующее действие, обеспечивает кристаллизацию эвтектики без выделения цементитной составляющей. Соотношение церия, бария, кремния 1:3:9 выбрано на основании экспериментов. При содержании церия меньше 1 - выделяется грубая структура серого чугуна, понижается, твердость. При содержании церия больше 1 - увеличивается твердость за счет уменьшения количества графита и феррита. При содержании бария менее 3 модифицирующий эффект недостаточен, в структуре появляется избыточный цементит, это приводит к повышению твердости. При содержании бария больше 3 модифицирующее влияние приводит к получению структуры серого чугуна с крупными включениями графита и феррита, и, как следствие, к пониженной прочности на разрыв. При содержании кремния в составе добавки менее 9 - уменьшается количество вводимого графитизирующего элемента, что приводит к появлению избыточной составляющей и ухудшению обрабатываемости. При содержании кремния более 9 - в структуре грубопластинчатый феррит и феррит, пониженная прочность на разрыв. Ввод добавки в количестве менее 0,179 от массы металла внутреннего слоя дает недостаточное количество.графитизирующего элемента и повышенную твердость внутреннего слоя. Ввод добавки в количестве более 0,214 от массы металла внутреннего слоя дает повышенное содержание графитизирующи х элементов и приводит к пониженной твердости и снижению прочности металла. Пример конкретного выполнения.. В идентичных условиях завода ДЗПВ был проведен сопоставительный анализ предлагаемого способа и способа-прототипа. На центробежной машине с горизонтальной осью вращения модель МЦВР-1 отливали двухслойные заготовки валков размерами: диаметр - 315 мм, длина - 122 мм, диаметр внутреннего отверстия 120 мм. Рабочий слой толщиной 30 мм. Металл плавили в шеститонной электропечи. По способу-прототипу расплавили металл рабочего слоя (ТПХНЦ-60) на что ушло 4 часа. После этого расплавляли металл внутренней зоны (ТПХНЦ-51) на это ушло 2,5 часа, при жидком остатке в печи 1,5 т. Одновременно с заливкой металла подавали железный порошок в количестве 4% от массы заготовки, причем 8% от массы вводимого порошка ввели при заливке рабочего слоя. По заявляемому способу металл рабочего и внутреннего слоя плавили в одном плавильном агрегате в течение 4-х часов/После заливки металла рабочего слоя и выдержки, в заливочную воронку во время заливки внутреннего слоя под струю металла вводили церий, барий, кремний в составе ферроцерия, силикобария, и ферросилиция в соотношении 1:3:9 в количестве соответственно 0,150:0,179:0,197:0,214:0,300 от массы металла внутреннего слоя. На полученных заготовках измеряли твердость внутренней зоны и получили следующие результаты. На второй, третьей и четвертой заготовках твердость соответственно 42,48,45 единиц Шора. На первой заготовке твердость составила 55 единиц Шора, что не соответствуе т требованиям (Валки чугунные центробежнолитые для трубных станов (ролики). Технические условия 14-2-820-88. Минчермет СССР, 1988 г.). Пятая заготовка имела твердость 34 единицы Шора, заготовка отлитая по способу-прототипу имела твердость 46 единиц Шора, что также не соответствует требованиям. Исходя из этого можно утверждать, что предлагаемый способ центробежного литья биметаллических валков позволяет повысить производительность труда, а также качество валков.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centrifugal casting of bimetallic forming rolls
Автори англійськоюBilai Hryhorii Omelianovych, Lushpa Anatolii Oleksiovych, Zhdakaiev Henadii Pavlovych, Kozachenko Mykola Serhiiovych, Matveieva Maryna Olehivna, Handzha Hryhorii Arkhypovych, Komosov Viktor Viktorovych
Назва патенту російськоюСпособ центробежного литья для биметаллических прокатных валков
Автори російськоюБилай Григорий Емельянович, Лушпа Анатолий Алексеевич, Ждакаев Геннадий Павлович, Козаченко Николай Сергеевич, Матвеева Марина Олеговна, Ганджа Григорий Архипович, Комосов Виктор Викторович
МПК / Мітки
МПК: B22D 13/00, B22D 27/20
Мітки: біметалевих, валків, спосіб, прокатних, лиття, відцентрового
Код посилання
<a href="https://ua.patents.su/1-1337-sposib-vidcentrovogo-littya-bimetalevikh-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття біметалевих прокатних валків</a>
Шлакоутворююча суміш для обробки чугуна робочого шару двошарових прокатних валків
Номер патенту: 1144
Опубліковано: 30.12.1993
Автори: Будаг'янц Микола Абрамович, Вороніна Валентина Олександрівна, Костильков Ігор Георгійович, Церковський Едуард Семенович, Кондратенко Віктор Іванович, Сирота Олександр Олексійович, Савін Валер'ян Федорович, Філіпченко Микола Сергійович, Тємніков Едуард Михайлович
МПК: C21C 1/00
Мітки: двошарових, прокатних, обробки, чугуна, шару, суміш, шлакоутворююча, робочого, валків
Формула / Реферат:
(57) Шлакообразующая смесь для обработки чугуна рабочего слоя двухслойных прокатных валков, содержащая кальцинированную соду и окислы железа, о т л и ч а ю щ а я с я тем, что, с целью повышения рафинирующей способности шлакообразующей смеси по отношению к сере, снижения брака валков и улучшения механических свойств чугуна, она дополнительно содержит плавленный трехкальциевый борат при следующем соотношении компонентов, маc. %:
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Ісіров Дмитро Іванович, Голубченко Анатолій Костянтинович, Коросташевський Павло Володимирович, Савенко Юрій Євдокимович, Федоров Анатолій Михайлович, Барикін Віктор Іванович, Коросташевський Володимир Павлович, Руднев Анатолій Юхимович
МПК: B21B 37/16
Мітки: клітей, кварто, валків, перевалювання, обладнання, прокатних
Формула / Реферат:
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Завілінський Анатолій Володимирович, Кельвіч Володимир Тихонович, Конопатський Василь Леонідович, Костенко Георгій Дмитрович
МПК: B22D 19/00
Мітки: спосіб, виготовлення, біметалевих, виливок
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Диордиця Сергій Васильович, Глоба Микола Ілліч, Хорошілов Микола Макарович, Тарасов Віктор Іванович, Луценко Віктор Олександрович, Міллєр Віктор Вікторович, Бондаренко Микола Андрійович, Локтіонов Петро Якович, Антипенко Валентин Григорович
МПК: B23K 20/04
Мітки: одержування, пакет, біметалевих, листів
Формула / Реферат:
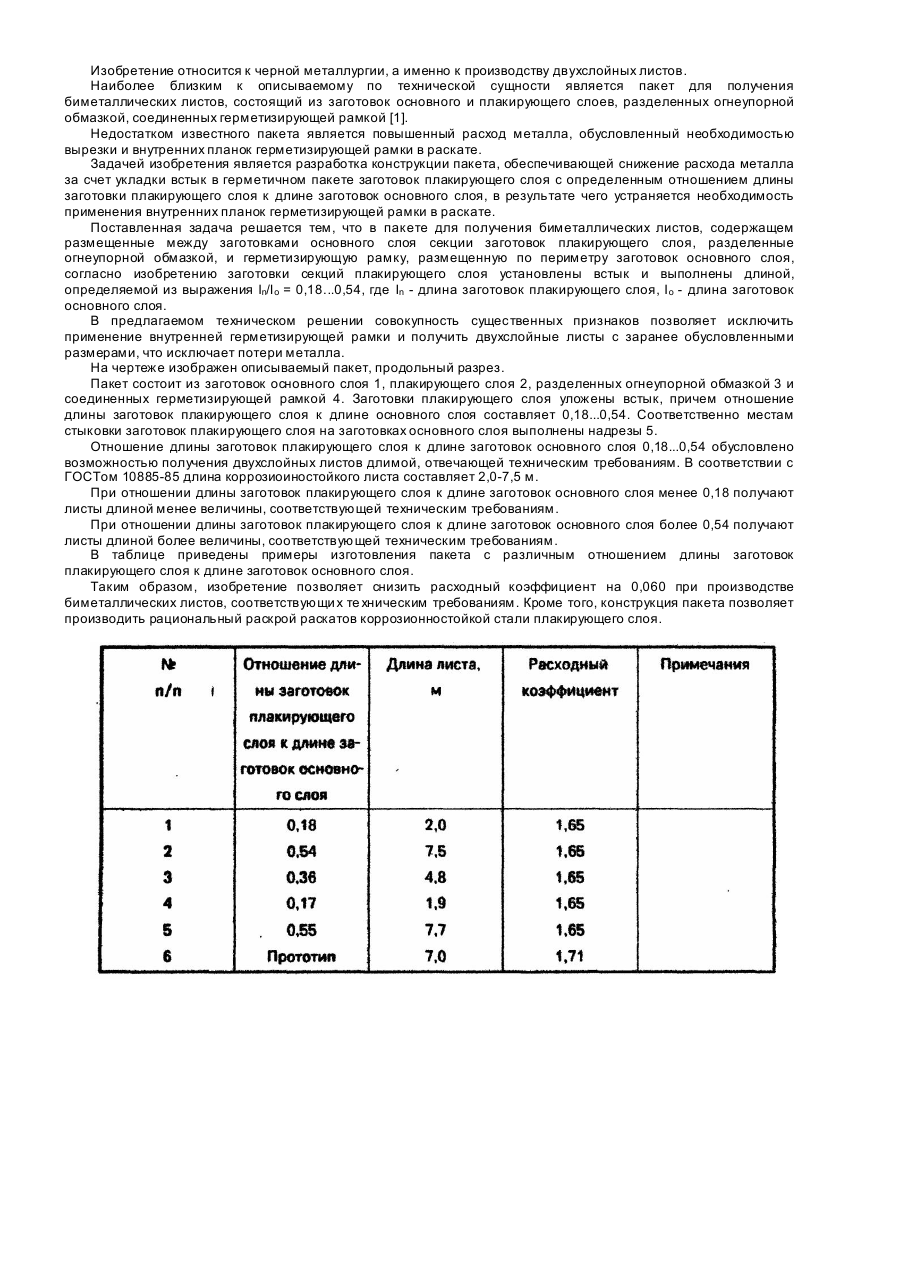
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виготовлення пустотілих валків для переробки гуми та пластичних мас
Номер патенту: 1232
Опубліковано: 30.12.1993
Автори: Сирота Олександр Олексійович, Гапотченко Василь Якович, Кондратенко Віктор Іванович, Приходько Валерій Павлович, Дяченко Юрій Васильович, Рибінська Світлана Станіславівна, Коробейник Віктор Васильович, Філіпченко Микола Сергійович, Саушкін Василь Петрович, Бондарь Володимир Дмитрович, Шкуро Тетяна Василівна, Цикін Олександр Олександрович, Будаг'янц Микола Абрамович
МПК: B22D 11/049
Мітки: виготовлення, валків, мас, спосіб, пустотілих, переробки, пластичних, гуми
Формула / Реферат:
Способ изготовления пустотелых валков для переработки резины и пластических масс, включающий формовку стержня с металлическим каркасом из смеси на основе кварцевого песка, оборотной смеси, противопригарной добавки и водного связующего, окраску его составом на основе цирконового концентрата, огнеупорной глины, органического связующего и воды, повторное окрашивание стержня тем же составом, подсушку краски, простановку изакрепление стержня в...
Попередній патент: Спосіб цинкування труб
Наступний патент: Спосіб очистки галія
Випадковий патент: Кон'югат між суперантигеном дикого типу, який був модифікований, та частиною молекули, що відшукує мішень