Спосіб зміцнення зварного шва металевих труб
Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Пістун Ігор Павлович, Тесленко Анатолій Григорович, Березовецький Андрій Петрович

Завантажити PDF файл.
Формула / Реферат
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.
2. Спосіб по п. 1, який відрізняється тим, що для проміжного шару беруть поліхлорвініл.
Текст
Винахід відноситься до галузі машинобудування І може бути використаний при прокладанні нафто- І газопроводів для зміцнення зварних швів металічних труб, а також інших деталей, енергією ударної хвилі. Відомий спосіб зміцнення металів енергією ударної хвилі, створеної вибухом заряду, полягає в тому, що на поверхню оброблюваної деталі наносять не менше двох шарів вибухової речовини. Це забезпечує вплив на деталь енергії декількох ударних хвиль в короткий проміжок часу (авт. св. СРСР № 224463, кл. В 21 D). Даний спосіб не може бути використаний для зміцнення з'єднань труб, зварних при прокладанні нафто- і газопроводів, по скільки приводить до деформації труб і створює в навколишній зоні розтягуючі напруження. Метою передбаченого винаходу є зняття розтягуючи х і створення стискуючих напружень в навколошовній зоні зварного з'єднання труб. Поставлена мета»досягається тим, що між зарядом вибухової речовини, який встановлюється на навколошовну зону зварного з'єднання металічних труб, І цією зоною розміщують проміжний шар Інертного матеріалу, наприклад, пластмаси, з акустичною жорсткістю меншою, ніж у металу труби. Наявність проміжного Інертного шару відомої жорсткості дозволяє регулювати величину тиску на межі розподілу проміжного середовища і зміцнювальної деталі, змінюючи в ній при цьому знак напружень, що дає можливість оперативно впливати на якість зварного шва. Приклад. Проводять обробку навколошовної зони зварних з'єднань труб Із сталі 20 діаметром 150 мм з товщиною стінки 10 мм вибуховою речовиною марки Л-48 к товщиною 2 мм з проміжним шаром поліхлорвінілу товщиною в 1 мм. До 1 після закінчення обробки труб вибухом вимірювали зварні напруження в навколишній зоні, використовуючи для цього об'ємний механічний деформометр конструкції МВТУ їм. Ба умана, а для визначення якості внутрішньої поверхні зварного шва проводять медадографічний аналіз зразків. Обробка вибухом в присутності проміжним ШДРУ з пластмаси показала, що розтягуюче напруження, яке було в навколишній зоні в 10-15 кгс/мм перетворилось в стискаюче напруження величиною в 15-20кгс/мм 2. Металографічний аналіз зразків внутрішньої поверхні зварних труб, оброблених енергією ударної хвилі запропонованим способом не виявив слідів руйнування металу в зоні дії зустрічної ударної хвилі. Розрахунок, проведений на основі даних управління "Оренбурггазпром", отриманих при прокладанні газопроводу Із труб сталі 20 діаметром 150 мм з товщиною стінки 10 мм з зміцненням зварних швів передбаченим способом, показав, що експлуатаційна стійкість труб збільшилась в 1,5-2 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening welding seam of metal pipes
Автори англійськоюPistun Ihor Pavlovych, Berezovetskyi Andrii Petrovych, Khomiak Yosyp Vasyliovych, Teslenko Anatolii Hryhorovych
Назва патенту російськоюСпособ упрочнения сварного шва металлических труб
Автори російськоюПистун Игорь Павлович, Березовецкий Андрей Петрович, Хомяк Иосиф Васильевич, Тесленко Анатолий Григорьевич
МПК / Мітки
МПК: B21D 26/08
Мітки: зміцнення, спосіб, шва, зварного, труб, металевих
Код посилання
<a href="https://ua.patents.su/1-17784-sposib-zmicnennya-zvarnogo-shva-metalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення зварного шва металевих труб</a>
Спосіб зміцнення концентраторів напружень металевих деталей машин
Номер патенту: 17783
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Березовецький Андрій Петрович, Хом'як Йосип Васильович, Пістун Ігор Павлович
МПК: B21D 26/08
Мітки: спосіб, напружень, зміцнення, концентраторів, металевих, деталей, машин
Формула / Реферат:
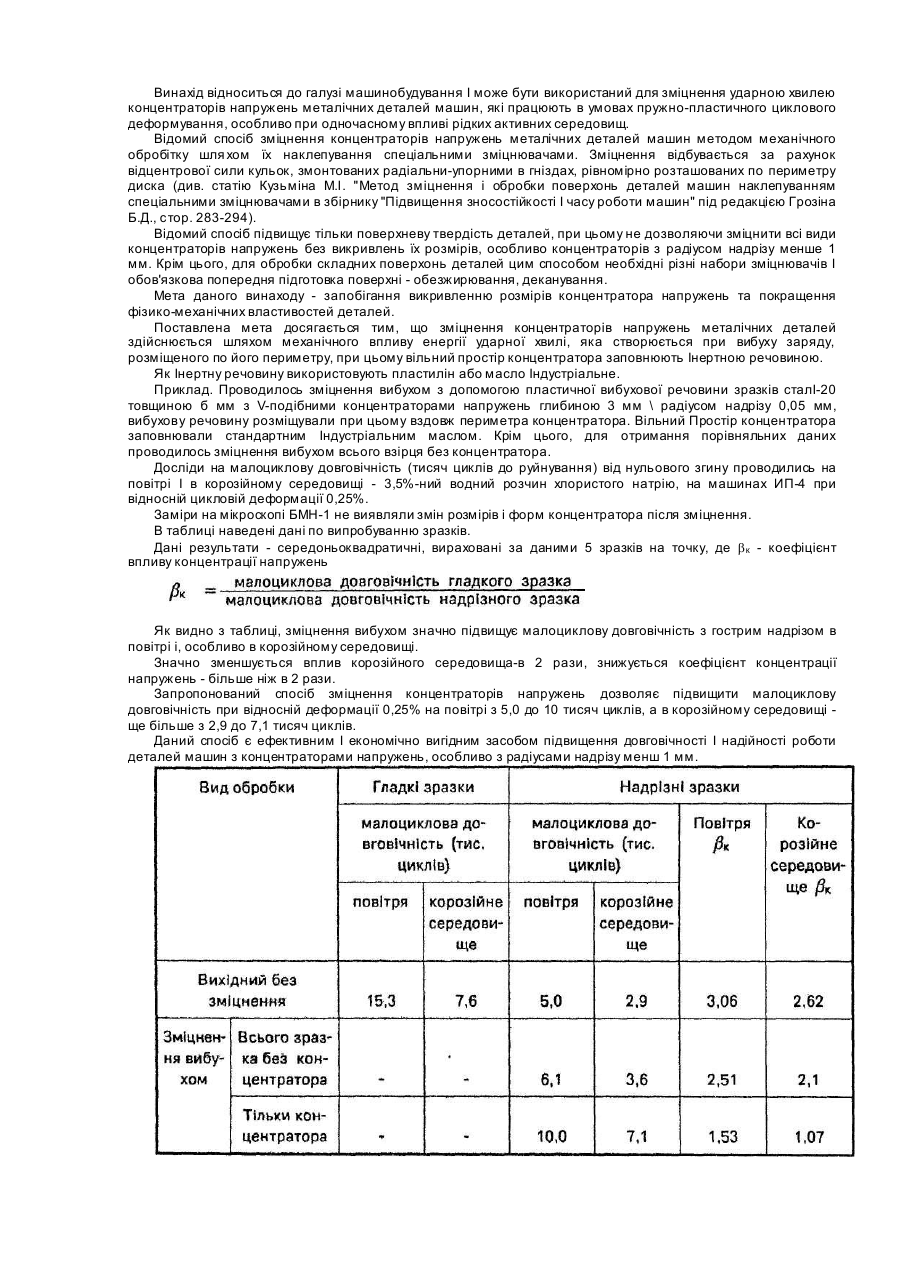
1. Спосіб зміцнення концентраторів напружень металічних деталей машин шляхом механічного впливу на Їх поверхню, який відрізняється тим, що з метою уникнення викривлень розмірів концентраторів І покращення фізико-механічних властивостей деталей, механічний вплив на концентратор виконує енергія ударної хвилі, яка утворюється при вибуху заряду, розміщеного по його периметру, при цьому, - вільний простір концентратора заповнюють Інертною...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Хом'як Йосип Васильович, Тесленко Анатолій Григорович, Пістун Ігор Павлович
МПК: B21D 26/06
Мітки: деталей, спосіб, поверхонь, машин, металевих, обробки
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Аркадій Семенович, Хабчик Валерій Семенович
МПК: F28F 19/00
Мітки: виготовлення, спосіб, металевих, теплообмінника, труб
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Спосіб зміцнення металевих виробів
Номер патенту: 1649
Опубліковано: 25.10.1994
Автори: Солодкін Михайло Бєніамінович, Шкляр Віктор Соломонович
МПК: C23C 14/32
Мітки: металевих, спосіб, виробів, зміцнення
Формула / Реферат:
Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменное нанесение одного или нескольких слоев из металлов IV—VI групп Периодической системы элементов или на основе их нитридов, отличающийся тем, что, с целью повышения срока службы изделий, перед нанесением одного или нескольких слоев металлов IV—VI групп Периодической системы элементов, или их нитридов, наносят слой металла, радиус иона которого...
Ультразвукова головка для деформаційного зміцнення металевих поверхонь
Номер патенту: 13936
Опубліковано: 25.04.1997
Автори: Козлов Олександр Вікторович, Прокопенко Георгій Іванович
МПК: B24B 39/00
Мітки: головка, поверхонь, ультразвукова, металевих, зміцнення, деформаційного
Формула / Реферат:
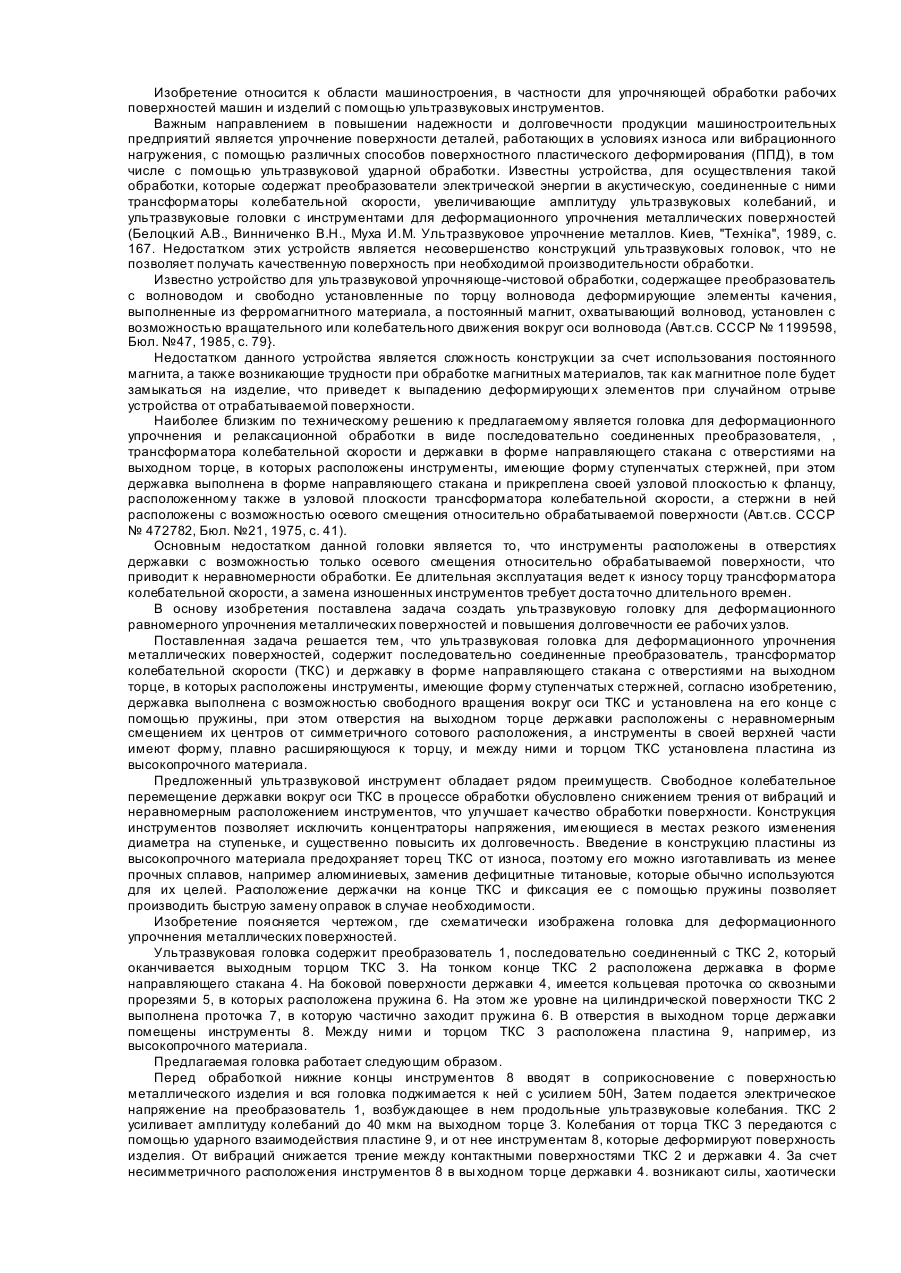
Ультразвуковая головка для деформационного упрочнения металлических поверхностей, содержащая последовательно соединенные преобразователь, трансформатор колебательной скорости и державку в форме направляющего стакана с отверстиями на выходном торце, в которых расположены инструменты, имеющие форму ступенчатых стержней, отличающаяся тем, что державка выполнена с возможностью свободного вращения вокруг оси трансформатора колебательной...
Попередній патент: Спосіб обробки металевих поверхонь деталей машин
Наступний патент: Газовий пальник
Випадковий патент: Знімний елемент для ручок сумки